

Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Правила эксплуатации
Перед началом эксплуатации станка необходимо выполнить следующие действия:
- Установить оборудование на ровную площадку, без дополнительного возвышения.
- Обеспечить помещение электросетью в 380 В, оно является рабочим для 3К634.
- Позаботиться о принудительной вентиляции.
- Контролировать при подключении правильность вращения.
- Проверить работоспособность автоматического выключателя, который обеспечивает защиту от перегрузок.
Перед работой на станке оператор должен пройти соответствующее обучение. Так как при длительной эксплуатации электрическая часть изнашивается персонал, должен периодически проверять эти элементы станка.
При первом запуске нового оборудования его протирают тряпкой, смоченной в ацетоне или бензине, чтобы снять антикоррозийное покрытие. После проверки исправность всех элементов специалисты делают запуск.
Обязательно надо провести балансировку абразивных кругов, которые вращаясь не должны создавать чувства биения.
В завершение
Субмарины рассматриваемого типа широко экспортировались в братские Советскому Союзу страны. Подлодки проекта 633 были на вооружении ВМФ Египта, Болгарии, Алжира, Китая, Кореи, Сирии. Одна из последних модификации в составе отечественного флота находится в Южной бухте Севастополя. Лодка показала себя вполне прилично для того времени, как по техническому оснащению, так по вооружению и скоростным параметрам. Все возведенные экземпляры для советской армии выведены из военного флота до 1987 года. Китайские конструкторы использовали марку 633, как прототип для создания собственных субмарин.
Геометрический метод определения массы станков
Считается наиболее универсальным, поскольку пригоден и тогда, когда станок находится в неразобранном состоянии, и когда имеется масса отдельных фрагментов, принадлежавших нескольким разным единицам металлорежущего оборудования.
Принцип подсчёта массы заключается в следующем. Как правило любая куча металлолома имеет конусообразное возвышение, объём которого Vk легко установить по известной зависимости
где:
r – половина диаметра окружности, в которую вписываются доставленные части станков, м;
h – высота привезённой груды лома, м;
π = 3,14.
Чтобы выполнить расчёт возможно более точно, значение r целесообразно принимать как
где:
rmax – наибольшее расстояние от вершины условного конуса до крайних фрагментов металлолома, м;
rmin– – минимальное расстояние от вершины условного конуса до крайних фрагментов металлолома, м.
Далее используется зависимость
где:
ρ = 7850 кг/м3;
kс – коэффициент сплошности груды лома, которая зависит от того, что в ней преобладает: kс = 0,3, если в доставленной партии лома преобладают крупные фрагменты или станки в целом виде, kс = 0,4, если в доставленной партии лома преобладают крупные узлы или фрагменты; kс = 0,5, если в доставленной партии лома преобладают мелкие фрагменты или даже отдельные детали оборудования.
Погрешность расчёта не слишком будет отличаться от массы станка, определяемой традиционным способом – взвешиванием.
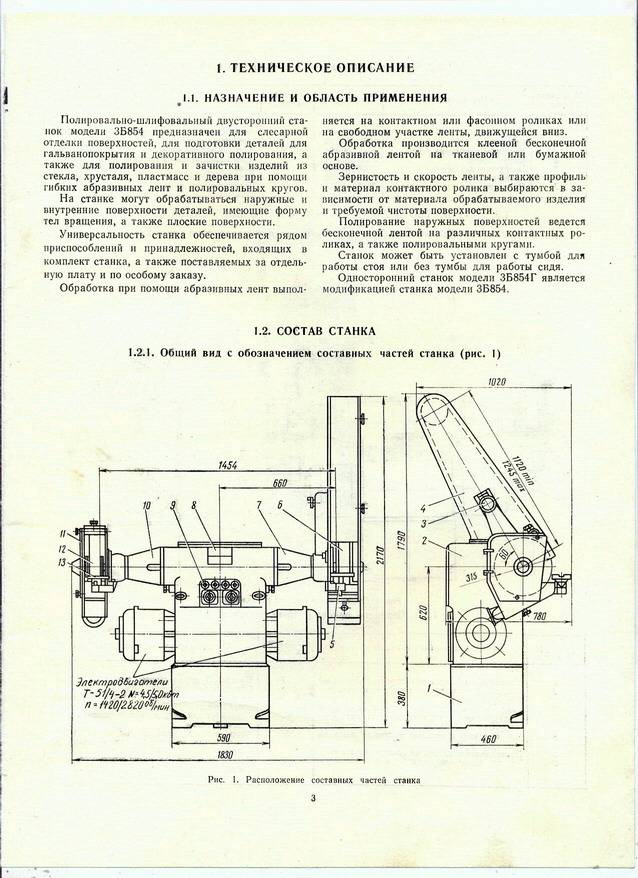





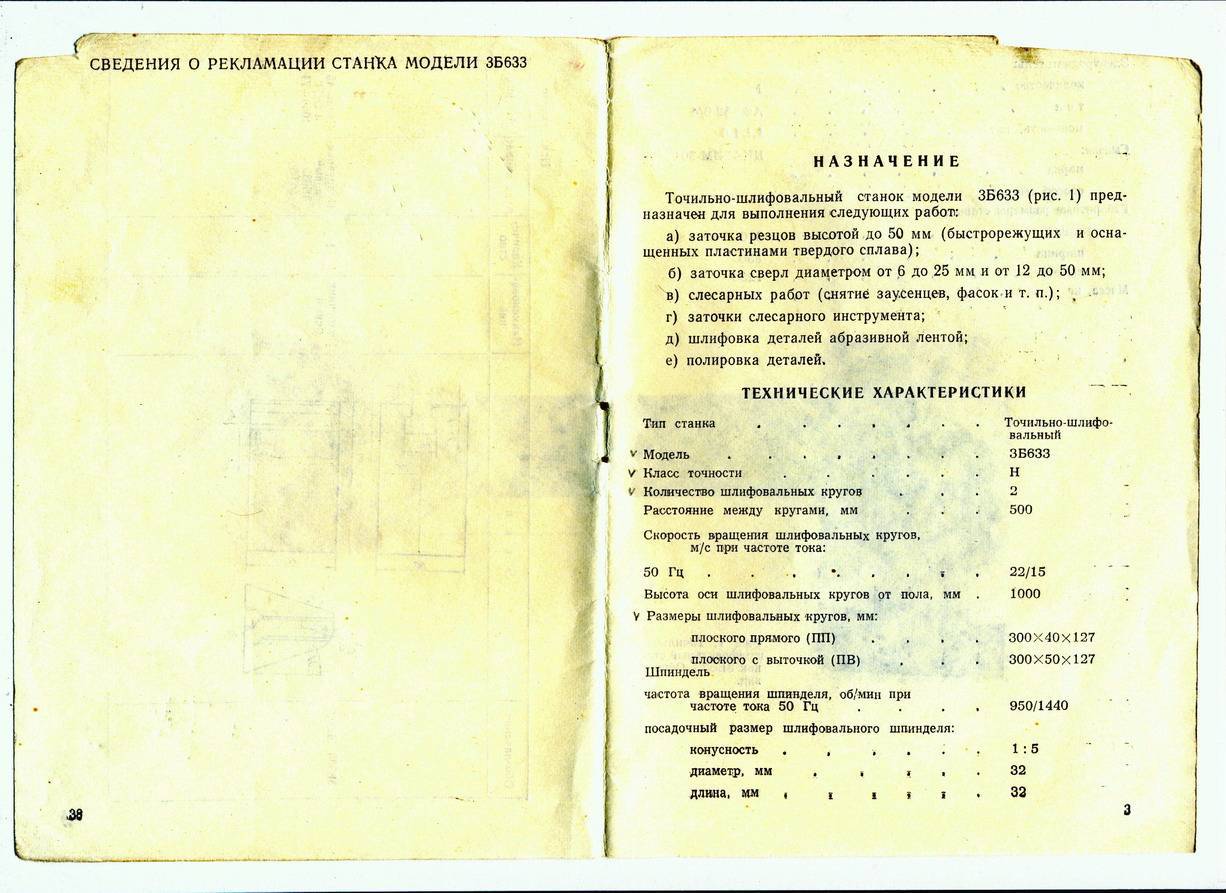
3Б634 станок точильно-шлифовальный напольный. Назначение, область применения
Точильно-шлифовальный станок с двумя кругами модели 3Б634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром 12..50 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Использовать станок для обдирки литых и сварных деталей не рекомендуется.
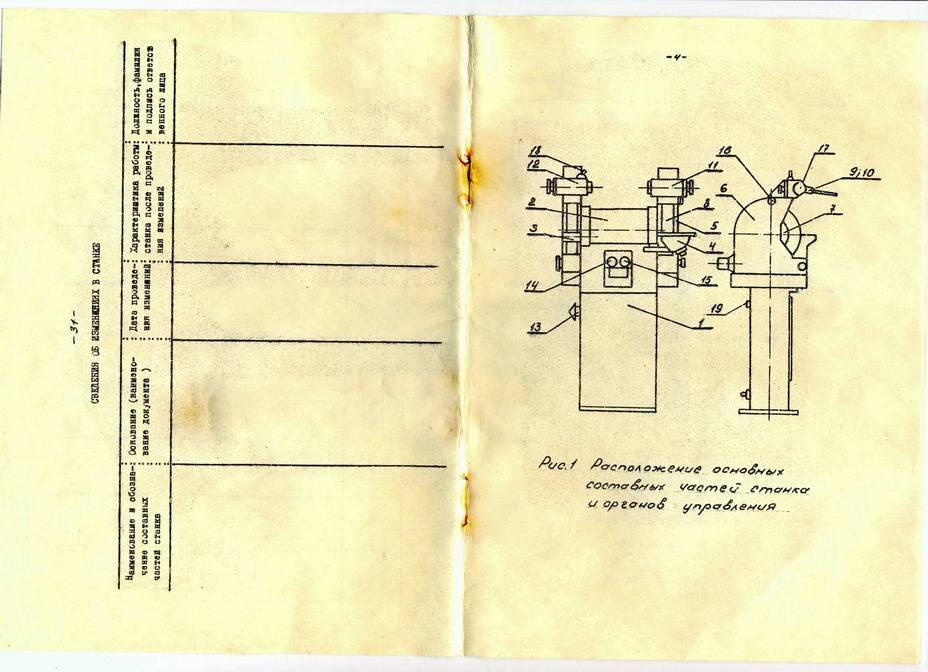
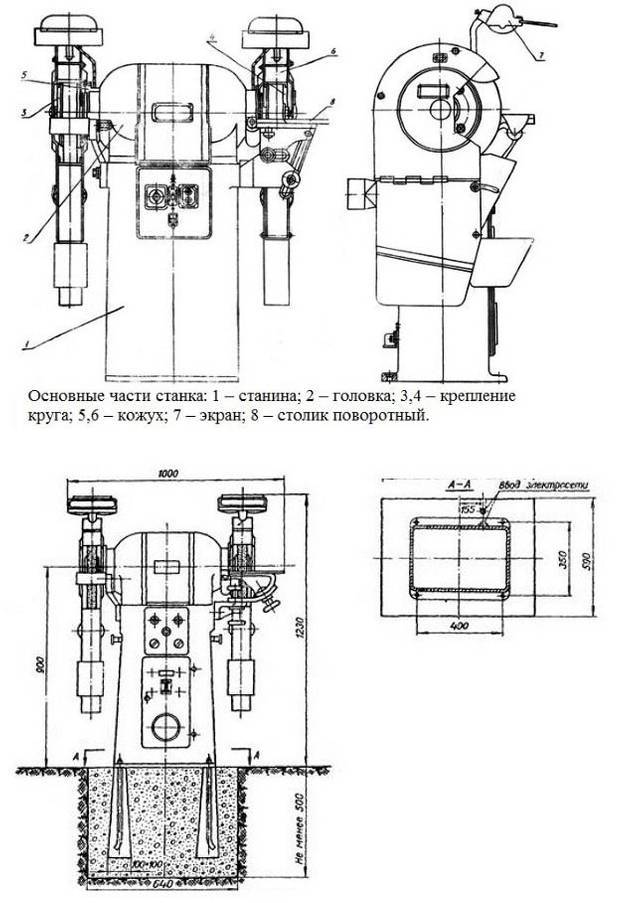
Особенности конструкции и принцип работы станка 3Б634
Основной частью точильно-шлифовального станка 3Б634 является шлифовальная головка (рис. 5). В головку вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя (рис. 6).
Шлифовальная головка точильно-шлифовального станка 3Б634
Шарикоподшипниковые опоры представляют собой сдвоенные радиально-упорные шарикоподшипники высокой точности № В36209Л с выбранными осевыми люфтами. С наружных сторон выполнены осевые лабиринтные уплотнения, с внутренних — жировые канавки.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки. Для крепления защитных кожухов и некоторых приспособлений (для полировальных работ, ленточного шлифования и др.) на крышках головки имеются две цапфы. Крепление головки к станине осуществлено при помощи шпилек.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
На станок устанавливают шлифовальные круги типов ПП 400 х 50 х 203 (плоский прямого профиля) и ПВ 400 х 60 х 203 (плоский с выточкой). Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
На лицевой стенке кожуха имеется зев для доступа к шлифовальному кругу. В верхней части зева расположен козырек, при помощи которого поддерживается зазор не более 6 мм между козырьком и шлифовальным кругом, в нижней части зева — выдвижная заслонка для отсоса пыли. При установке приспособления для заточки сверл заслонку полностью задвигают в кожух. Боковая стенка кожуха шарнирно соединена с кожухом и может быстро отбрасываться для замены и осмотра шлифовального круга.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран (рис. 9) выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15°. В светильники вмонтированы по две лампы 41,6 Вт, обеспечивающие хорошую освещенность.
Для заточки резцов и зачистки деталей на станке оборудованы поворотный столик (рис. 10) и подручник (рис. 11). Поворотный столик представляет собой стальную плиту, прикрепленную винтами к чугунному кронштейну, который может перемещаться по криволинейной направляющей. Таким образом, столик может занимать наклонное положение относительно торца шлифовального круга. Направляющая столика крепится к кронштейну, который, в свою очередь, прикреплен к станине. В результате двух перемещений столика в горизонтальной плоскости компенсируется износ круга по торцу и боковой поверхности.
Подручник представляет собою стальную деталь с двумя рабочими поверхностями: плоской и криволинейной. Плоской рабочей поверхностью рекомендуется пользоваться при шлифовании деталей, имеющих опорную плоскость. Если требуется отшлифовать кривую поверхность детали при отсутствии хорошей опорной плоскости или при необходимости частой перенастройки угла установки подручника, нужно пользоваться криволинейной рабочей поверхностью подручника. Крепление подручника к кронштейну выполнено таким образом, что он может перемещаться на круг, по вертикали и вращаться вокруг оси. Необходимо следить, чтобы зазор между кругом и подручником был не более 3 мм.
Правила эксплуатации
Перед началом работы на точильном станке следует ознакомиться с правилами эксплуатации. Прежде всего обустраивается ровная площадка для установки. Так как высота станка относительно большая – не обязательно делать дополнительное возвышение.
Электрооборудование рассчитано для подключения к электросети 380 В. Поэтому необходимо обеспечить подвод соответствующей линии, параметры которой будут учитывать номинальную мощность оборудования. Так как охлаждение силовой установки происходит воздушным путем – в рабочем помещении обязательно должна присутствовать принудительная вентиляция.
Дополнительно необходимо обеспечить следующие условия для нормального функционирования станка:
- обустройство контура заземления;
- при подключении электродвигателя к сети контролируется его правильное вращение;
- при возникновении перегрузок в конструкции предусмотрен автоматический выключатель. Периодически проводится проверка его работоспособности;
- кожух и компоненты системы очищаются от абразивной пыли, которая неизбежно будет оседать на рабочие органы оборудования.
Для работы на станке персонал должен пройти курсы подготовки. Они включают в себя не только детальное ознакомление с конструкций, но и с правилами эксплуатации.
В процессе работы при постоянном включении/выключении электрической части происходит естественный износ контактов. Их необходимо проверять с периодичностью, которая зависит от интенсивности эксплуатации.
https://youtube.com/watch?v=0_lcuxP20pQ
Стандартное устройство аппарата
Шлифовальный станок 3М636 имеет несколько основных узлов, которые слаженно работают между собой. Конструкция обдирочно-шлифовального станка не представляет собой ничего сложного.
Головка с двухскоростным электрическим двигателем. Благодаря ей обеспечивается движение абразивных кругов. Вал размещен в корпусе с двумя крышками. Его концы оснащены подшипниковыми узлами, одновременно являющимися опорой для шпинделя.
Опоры шпинделя – представленный узел обеспечивает надежность оборудования, точность вращения кругов. В опорах присутствуют уплотнители.
Узел охлаждения – работа электродвигателя сопровождается выделением большого количества тепла, которое способно привести к поломке. Поэтому во время работы устройство должно охлаждаться. Осуществляется это за счет потоков воздуха, находящихся в полости корпуса и внутри станины. Они циркулируют постоянно, у них нет препятствий.
Крышки головки – к ним крепятся защитные кожухи. Дополнительно на них разрешено зафиксировать приспособления, осуществляющие полировку заготовок.
Крышки головки шлифовального станка
Станина – чаще всего она изготавливается из чугуна. Внутри станины расположен шкаф, в котором и прячется все электрическое оборудование. В передней его части есть окошко, дающее доступ ко всем внутренним узлам оборудования. Во время работы оно надежно закрывается крышкой.
Прозрачные защитные экраны. Они защищают от металлической пыли и делают работу более удобной. Дополнительным приспособлением принят светильник.
Замена шлифовальных кругов производится быстро, ведь для этого нужно просто откинуть боковую часть кожуха.
Конструкция аппарата достаточно проста, поэтому некоторые народные умельцы способны соорудить аппарат самостоятельно. Однако, в домашнем хозяйстве не нужен стационарный вариант, так как дома не придется ежедневно обрабатывать сотни заготовок.
BKL-2000 обдирочно-шлифовальный станок – Станки PROMA
Смотреть видео
- Описание
- Тех. характеристики
- Отзывы (0)
Описание
Обдирочно-шлифовальный станок BKL-2000 предназначен для затачивания различного режущего инструмента (резец, сверло, фреза, ножи). Обработку ведут шлифовальным кругом, который приводится во вращательное движение электродвигателем и при контакте снимает тонкий слой материала на инструменте.








Преимущества оборудования:
- установка одновременно двух шлифовальных кругов для затачивания различного инструмента;
- компактные размеры, позволяющие установить инструмент на верстак в мастерской;
наличие местного освещения для более комфортной работы при затачивании;
емкость для охлаждения инструмент и предупреждения термического изменения структуры инструмента;
регулируемые опоры для удобства при заточке;
возможность установки любых стандартных шлифовальных кругов размером 200*25*16 (200*40*16).
Широкая универсальность и надежность обдирочно-шлифовального станка BKL-2000 делает его оптимальным вариантом для оснащения ремонтного или слесарного участка на производственном предприятии, СТО. Найдет он свое применение и в частном гараже или небольшой мастерской, где не отнимет много места.
Если вы хотите приобрести недорогое качественное оборудование, то оптимальным вариантом станет обращение в нашу компанию. Мы официальные представители чешского производителя обдирочно-шлифовальных станков BKL-2000 на территории России и предлагаем каждому клиенту следующие преимущества:
- минимальные цены за счет отсутствия лишних посредников;
- комплексное гарантийное и постгарантийное обслуживание;
- технические консультации и помощь в подборе оборудования;
- оперативная доставка станков по стране.
Для получения дополнительной информации просим связаться с нами по телефону 8-800-555-06-47.
Тех. характеристики
| Характеристика | Значение |
|---|---|
| потребляемая мощность | 550 Вт/230 В |
| напряжение сети | 230 В |
| масса | 20 кг |
| Номинальное число оборотов | 2850/мин |
| Шлифовальные круги | 200x25x16 мм / 200x40x16 мм |
| регулируемые опоры для материала | |
| наличие приспособления для правки шлифовального круга. емкость для охлаждения |
возможность установки на подставку местное освещение
Отзывы (0)
Технические характеристики оборудования
Основные технические эксплуатационные параметры подробно описаны в паспорте оборудования. Однако не всегда есть возможность приобрести его, так как точильно-обдирочная модель 3К634 уже не выпускается.
Это оборудование может быть использовано для резцов с различными типами режущих кромок, высота которых не превышает 100 мм. С помощью опорного стола выполняется заточка сверл диаметром от 6 до 60 мм. Обработка слесарного инструмента различными способами, возможно снятие фасок или полировка деталей. Но перед каждой из этих операций следует правильно подобрать точильные круги, выбрать оптимальный режим работы станка.
Технические характеристики модели:
- габариты круга: высота – 50 мм; диаметр – 400 мм; посадочный диаметр – 203 мм;
- высота центров от основания составляет 90 см;
- для затачивания резцов рекомендуется высота от 6 до 100 мм;
- заточка сверл осуществляется при следующих значениях градуса вершины инструмента – от 70 до 140. При этом задний угол должен составлять 20°;
- возможна установка шлифовальной ленты 300 см;
- размеры полировального круга: диаметр – 40 см; максимальная высота – 55 мм; диаметр отверстия – 50 мм;
- мощность электродвигателя составляет 4 кВт;
- характеристики шпинделя. Скорость резания, м/с – 30. Частота вращения, 1/мин – 1440;
- размеры станка – 100*68*123 см при массе 358 кг.
Эти характеристики позволяют использовать модель 3К634 в мелкосерийном производстве и при выполнении ремонтных работ. Для обеспечения максимальной эффективности работы в нижней части оборудования располагается пылесборник.
Для заточки сверл следует использовать специальную насадку. Она не входит в стандартную комплектацию. Ее можно приобрести отдельно или сделать самостоятельно, исходя их фактических характеристик оборудования.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978 Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Общее описание модели
Шлифовально-точильный станок – паспорт 3б 634. В основе – электродвигатель с наличием 2-х скоростей и расположением во внутренней части рабочей головки. В качестве выступающего вала – шпиндель, предназначенный для совершения вращательных движений.
К основным узлам конструкции стоит отнести:
- станину с отливкой из чугуна;
- электрошкаф, размещенный внутри станины, доступ к которому производится через проем в передней части;
- герметично закрывающаяся дверца в проеме;
- круги для шлифования, размером 40х60х203, прикреплённые в конусной части переходных фланцев и вращающиеся за счёт сухариков (3 шт.);
- шпиндели, способствующие балансировке кругов для шлифования;
- патрубок, подсоединённый к вытяжке;
- втулка в верхней части кожуха, как крепление для защитного экрана;
- пылесборник, расположенный в нижней части кожуха со способностью сбора пыли до 48% и всасываемостью мусора с рабочей зоны оборудования;
- поворотный столик;
- подручник со способностью вертикально перемещаться по шлифовальному кругу и вокруг своей оси.

Еще в модели есть специальный козырек, расположенный в верхней части оборудования слева, в функции которого входит поддержание зазора в 6 мм между вмонтированными светильниками и лампочками (41,6 Вт) для обеспечения лучшего освещения.
Поворотный столик в виде плиты из стали, прикреплённый к кронштейнам из чугуна, вращающийся по криволинейным направляющим. Так, столик при перемещении по горизонтали выполняет функцию компенсации и не приводит к износу деталей при шлифовании.
Главное, при работе за станком, не допускать отсутствия зазора между подручником и шлифовальными кругами, диаметр которого должен быть не менее 2,8 мм.
Возможности станка модели 3К634
Станок 3К634, относящийся к оборудованию точильно-шлифовальной группы, оснащен сразу двумя рабочими кругами, что позволяет эффективно выполнять на нем такие технологические операции:
- заточку токарных резцов высотой до 100 мм, изготовленных из быстрорежущих сталей, а также оснащенных режущими пластинами из твердого сплава;
- заточку сверл, диаметр которых находится в интервале 6–60 мм;
- шлифовку деталей при помощи абразивной ленты;
- заточку различного слесарного инструмента;
- снятие с деталей фасок, устранение заусениц и т.д.;
- выполнение полировальных операций.
Технические характеристики станка 3К634
Условия эксплуатации алмазных кругов
Балансировка кругов
Алмазные круги после сборки их с фланцами и правки должны быть статически отбалансированы заводом-потребителем. Остаточный дисбаланс не должен превышать 3г.см.









Балансировку кругов производить на балансировочном станке, основной частью которого являются два горизонтально расположенных параллельных валика одинакового диаметра с гладкой поверхностью не ниже девятого класса чистоты по ГОСТу 2789 — 59 и твердостью не ниже HRC – 50.
Шлифовальный круг, укрепленный на оправке для балансировки (входит в комплект станка), устанавливается на балансировочный станок так, чтобы ось оправки была перпендикулярна оси валиков, а круг расположен симметрично относительно валиков. Кругу легким толчком сообщается вращение. После остановки круга отмечают верхнюю точку его периферии и на этом месте устанавливают сухарик. Путем многократного повторения этой операции добиваются, чтобы круг после ряда легких толчков останавливался в разных положениях, т. е. находился в безразличном равновесии. После этого окончательно затягивают винты сухариков.
Краткие технические требования, предъявляемые к кругам
Алмазные круги должны поступать потребителю со вскрытыми алмазными зернами.
Круги диаметром 100 мм и выше должны быть статически отбалансированы.
Круги на металлической связке диаметром 125 мм и выше и круги на органической связке диаметром 100 мм и выше должны быть проверены на прочность.
Радиальное биение рабочей поверхности круга относительно внутренней поверхности посадочного отверстия оси круга не должно превышать значении, указанных в таблице 1.
Требования, предъявляемые к инструментам, подвергающимся алмазной обработке.
Поверхность изделия, подлежащая алмазной обработке, не должна иметь наплывов припоя и микротрещин.
Максимальный припуск при заточке режущего твердосплавного инструмента алмазными кругами должен быть не более 0,3 мм, а при доводке – не более 0,1 мм.
Суммарный припуск на обработку твердосплавных детален должен быть в пределах 0,2..0,3 мм на сторону.
При алмазной обработке твердосплавного инструмента и изделий не рекомендуется соприкосновение алмазных кругов со стальными державками, оправками, так как это вызывает «засаливание» круга.
Алмазными кругами следует затачивать и доводить фаски, образующие режущую кромку твердосплавной пластинки.
Правила эксплуатации алмазных шлифовальных кругов
При эксплуатации алмазных кругов необходимо:
- снимать алмазный круг со станка только в случае его замены;
- запрещается класть алмазный круг на металлические предметы алмазоносной частью, стучать по кругу, производить алмазным кругом притирку деталей вручную;
- подводить круг к обрабатываемому изделию медленно, избегая ударов и толчков.
Технические характеристики оборудования 3М636
Шлифовальный станок 3М363 – отечественное устройство, применяемое для профессиональной обработки металла. Он имеет такие технические характеристики:
| Параметры | Показатели |
| Класс точности | Н (подходит для осуществления чистовых работ) |
| Размеры круга для шлифования (диаметр) | 60 см |
| Ширина абразивного инструмента | 7,5 см |
| Количество кругов для шлифования | 2 |
| Расстояние между центрами кругов | 102,5 см |
| Расстояние от пола до середины абразивного элемента | 85 см |
| Максимальная масса заготовки | 30 кг |
| Скорость вращения абразивного круга | 955–1425 об/мин |
| Габариты стола | 11×20 см |
| Мощность основного привода | 7 кВт |
| Размеры станка | 127,5×75×135 см |
| Масса агрегата | 860 кг |
Точильно-шлифовальный станок — 3К634
Астраханский станкостроительный завод создан в 1944 году.
Предприятие расположено в черте города в трёх километрах от железнодорожной станции Астрахань — I, что обеспечивает ввоз материалов и вывоз продукции железнодорожным транспортом через подъездные пути завода.
Завод имеет механический, инструментальный, сборочный, кузнечно-штампосварочный и ремонтно-механический цеха, а так же на территории завода находится склад для хранения металла, литья, поковок и готовой продукции, в упакованном виде. Склад оснащен козловыми кранами грузоподъемностью 10 и 20 тонн и имеет железнодорожную нитку для подачи вагонов.
Станкоинком является официальным дилером оборудования АСЗ в России. В нашем каталоге товаров Астраханского станкостроительного завода представлена большая часть оборудования официального сайта АСЗ.
Подробнее
Обработка базовых деталей ведется на технологических линиях, оснащенных высокопроизводительным оборудованиям и станками с ЧПУ.
Основным видом деятельности ОАО «Астраханский станкостроительный завод» является станкостроение, а именно выпуск металлорежущего, кузнечно-прессового, абразивно-отрезного, деревообрабатывающего оборудования. Кроме того, завод производит комплектующие к станкам, оснастку, оказывает услуги промышленного характера.





