

Технология сварки титана аргоном
Аргонодуговая сварка титана и его сплавов приобрела наибольшую популярность ввиду оптимального соотношения доступности технологического процесса и качества получаемых швов. Она широко используется как в массовом производстве деталей из титановых заготовок, так и в частных случаях.
Необходимое оборудование
Технология допускает использование любого электродугового сварочного аппарата, способного обеспечить жесткую вольт-амперную характеристику (обычно сила тока составляет не менее 140 А). Используются вольфрамовые электроды, особенности которых рассмотрены ниже. Поскольку свойства металла требуют непрерывной защиты стыка инертными газами, особую сложность представляет именно равномерная подача газа с необходимой интенсивностью.
Распространены три способа газовой защиты:
- струйная – аргон подается в зону сварки направленной струей через специализированные сопла и отражатели, вытесняя атмосферный воздух;
- местная – предполагает использование небольших герметичных камер, заполненных газом, работать в которых можно через гибкие рукава-манипуляторы;
- полная – промышленный способ, при котором заготовки размещаются в камере с контролируемой атмосферой (например, УБС-1, ВКС-1, ВУАС-1), требует использования сварочного костюма-скафандра.
Важно помнить, что защите должна подвергаться не только сварочная ванна, но и обратная стороны стыка, а также все прилегающие к ним зоны, которые нагреваются до высоких температур в процессе сварки
Выбор электродов
Для аргонодуговой сварки титана и титановых сплавов используют вольфрамовые электроды малого диаметра.
При первых же признаках износа или повреждения электрод заменяют. Работа неисправным электродом не только отрицательно сказывается на технических характеристиках сварочных швов, чувствительных к режиму проведения работ, но и может быть небезопасной для сварщика.
Присадочная проволока
Выбор присадочного материала зависит от марки титана или сплава, толщины заготовок, толщины электрода, параметров сварки, эффективности принятого метода защиты стыка от атмосферного воздуха. В большинстве случаев можно руководствоваться этой таблицей:
| Марка материала | Марка присадочной проволоки |
| ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1, ОТ4, ВТ5, ВТ5-1 | ВТ1-00св, ВТ2, ВТ2В, ВТ20-1св, ВТ20-2св |
| ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | ВТ15, СПТ-2, СП-15 |
| ВТ22 (с пост-термообработкой) | ВТ20-1св, ВТ20-2св, СПТ-2 |
| ПТ-7М, ПТ-3В, ПТ-1M | ВТ1-00св, СПТ-2, СП-15 |
Следует учитывать, что металлы марок ОТ4, ВТ5, ВТ5-1 требуют использования щадящих режимов сварки, в том числе с минимальной погонной энергией. Для большинства других материалов требуются режимы с быстрым охлаждением.
Процесс сварки
Наличие и метод разделки кромок, а также параметры сварки зависят от толщины стыка. Обычно эта зависимость имеет такой вид:
| Толщина металла, мм | Разделка кромок | Сила сварочного тока, А | Напряжение дуги, В | Диаметр присадочной проволоки, мм | Количество проходов, шт. |
| 1-3 | Отсутствует | 40-90 | 10-14 | 1,2-2,0 | 1 |
| 3-10 | Односторонняя прямая фаска под углом 35-45° | 120-200 | 10-15 | 1,5-2,5 | 2-12 |
| 10-20 | Радиальная ванна с бортами, наклоненными на 15° | 180-280 | 12-16 | 2,5-3,0 | 12-26 |
| Более 20 | Двухсторонние прямые фаски под углом 30-35° | 230-280 | 13-16 | 2,5-3,0 | Не менее 24 |
Электродуговую сварку титана и сплавов проводят в нижнем положении. Техника мало чем отличается от классической дуговой сварки, общий алгоритм действий включает следующее:
- Закрепление очищенных и обезжиренных заготовок на опорной поверхности с зазором, соответствующим конфигурации детали и режиму сварки (для листов толщиной 2,0-3,0 мм зазор составляет 0,5-1,5 мм).
- Подача аргона к месту стыка или в защитную камеру. При струйном методе защиты общий расход газа на обдув рабочей и обратной стороны шва составляет 12-16 л/мин для листов толщиной 2,0-3,0 мм.
- Поджигание дуги в начале шва. Происходит не раньше, чем через 15 секунд после начала струйной подачи аргона или сразу после вытеснения атмосферного воздуха из защитной камеры.
- Последовательная проварка шва. Осуществляется путем плавного и достаточно быстрого осевого перемещения, поперечное смещение следует свести к минимуму. Обычно электрод ведется углом вперед, а присадочную проволоку подают перпендикулярно ему.
- Повторная проварка шва в случае необходимости. Может проводиться до 40 последовательных проходов.
- Обрыв дуги и завершение работ. При этом подача аргона продолжается, пока металл в зоне стыка не остынет до 250-300℃ (для изделий небольшой толщины – около 45-60 секунд).
Источник
ПРИМЕНЕНИЕ
Изделия из титана
Титановые сплавы играют большую роль в авиационной технике, где стремятся получить наиболее легкую конструкцию в сочетании с необходимой прочностью. Титан легок по сравнению с другими металлами, но в то же время может работать при высоких температурах. Из титановых сплавов изготовляют обшивку, детали крепления, силовой набор, детали шасси, различные агрегаты. Также данные материалы применяются в конструкциях авиационных реактивных двигателей. Это позволяет уменьшить их массу на 10-25%. Из титановых сплавов производят диски и лопатки компрессора, детали воздухозаборника и направляющего аппарата, крепеж.
Также титан и его сплавы используют в ракетостроении. Ввиду кратковременной работы двигателей и быстрого прохождения плотных слоев атмосферы в ракетостроении в значительной мере снимаются проблемы усталостной прочности, статической выносливости и отчасти ползучести.
Технический титан из-за недостаточно высокой теплопрочности не пригоден для применения в авиации, но благодаря исключительно высокому сопротивлению коррозии в ряде случаев незаменим в химической промышленности и судостроении. Так его применяют при изготовлении компрессоров и насосов для перекачки таких агрессивных сред, как серная и соляная кислота и их соли, трубопроводов, запорной арматуры, автоклав, различного рода емкостей, фильтров и т.п. Только титан обладает коррозионной стойкостью в таких средах, как влажный хлор, водные и кислые растворы хлора, поэтому из данного металла изготовляют оборудование для хлорной промышленности. Из титана делают теплообменники, работающие в коррозионно активных средах, например в азотной кислоте (не дымящей). В судостроении титан используется для изготовления гребных винтов, обшивки морских судов, подводных лодок, торпед и т.д. На титан и его сплавы не налипают ракушки, которые резко повышают сопротивление судна при его движении.
Титановые сплавы перспективны для использования во многих других применениях, но их распространение в технике сдерживается высокой стоимостью и дефицитностью титана.
Титан (англ. Titanium) – Ti
| Молекулярный вес | 47.88 г/моль |
| Происхождение названия | Минерал получил своё название в честь титанов, персонажей древнегреческой мифологии, детей Геи. |
| IMA статус | подтвержден в 2010 году |
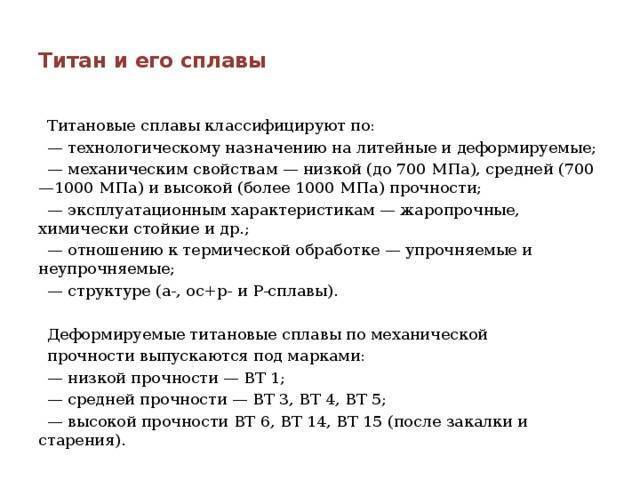
Маркировка титановых сплавов
Существуют две кристаллографические формы титана, учитывающихся при маркировке:
- Альфа-титан, в котором атомы расположены в кристаллической решетке;
- бета-титан, в котором атомы расположены в кристаллической решетке с кубическим телом (BCC).
Чистый титан существует в форме альфа-фазы при температуре выше 883 C и в форме бета-фазы при температуре ниже 883 C.Температура аллотропического превращения альфа-титана в бета-титан называется температурой бета-трансуса. Легирующие элементы в ТС могут стабилизировать либо альфа-фазу, либо бета-фазу сплава.
Алюминий (Al), галлий (Ga), азот (N), кислород (O) стабилизируют альфа-фазу.
Молибден (Mo), ванадий (V), вольфрам (W), тантал (Ta), кремний (Si) стабилизируют вета-фазу.
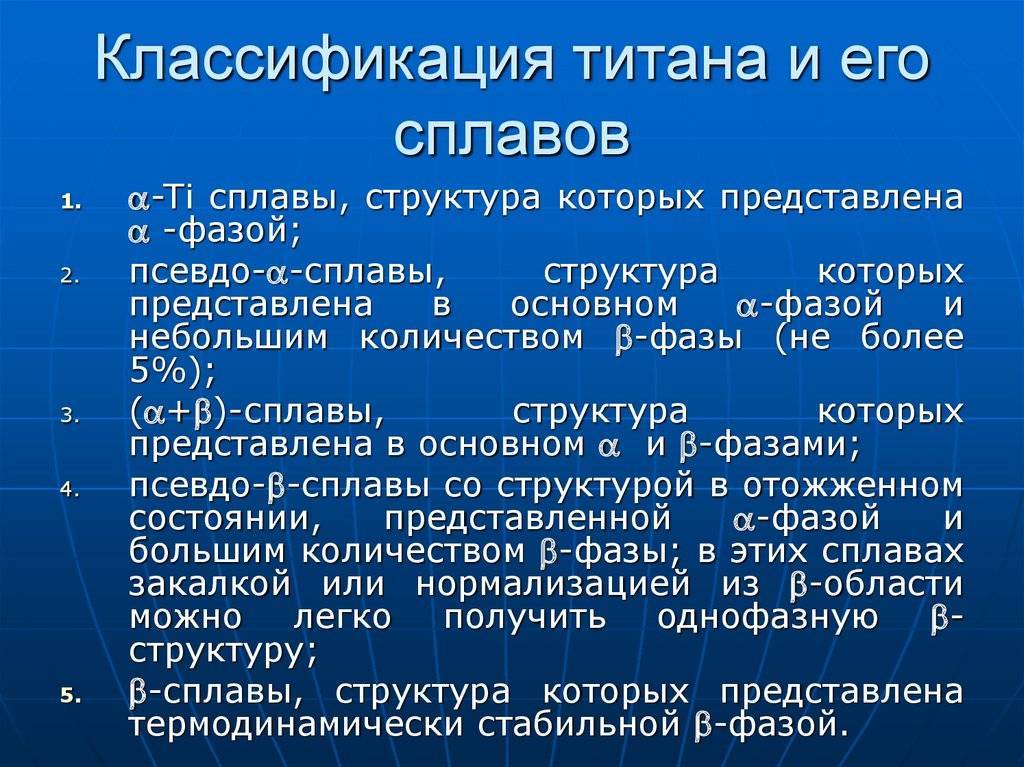
Титановые сплавы подразделяются на четыре группы по фазовому составу:
- Коммерчески чистые и низколегированные ТС. Он состоит из зерен-фазы и дисперсных сфероидных частиц бета-фазы. Небольшие количества железа, присутствующие в сплавах, стабилизируют бета-фазу и обладает относительно низкой механической прочностью и хорошей коррозионной стойкостью.
- Титановые альфа сплавы состоят исключительно из альфа-фазы. Они содержат алюминий в качестве основного легирующего элемента, стабилизирующего альфа-фазу. Они имеют хорошую вязкость разрушения и сопротивление ползучести в сочетании с умеренной механической прочностью, которая сохраняется при повышенных температурах. Такие ТС легко свариваются, но их работоспособность в горячем состоянии оставляет желать лучшего.
- Титановые альфа-бета сплавы, содержат 4-6% стабилизаторов вета-фазы, поэтому они состоят из смеси обеих фаз. Сплавы альфа-вета подвергаются термообработке. Они имеют высокую механическую прочность и хорошую горячую форму. Сопротивление ползучести таких ТС ниже, чем у альфа-сплавов.
- Титановые бета-сплавы богаты вета-фазой. Они содержат значительное количество вета-фазных стабилизаторов, термически обрабатываемыедо очень высокой прочности и имеют хорошую форму в горячем состоянии. Пластичность и усталостная прочность этих ТС в условиях термообработки низкие.
Титановые сплавы обозначаются согласно их составам:
- Ti-5Al-2.5Sn идентифицирует титановый сплав, содержащий 5% алюминия и 2,5% олова.
- Ti-6Al-4V идентифицирует Ti-сплав, содержащий 6% алюминия и 4% ванадия.
Параллельно этой системе обозначений существуют и другие системы обозначения титановых сплавов (ASTM, IMI, военная система).
Биосовместимость
Даже в своей природной форме титан является биосовместимым практически со всеми типами кожи человека. Это означает, что практически каждый может носить титановые украшения, не опасаясь высыпаний и других аллергических реакций организма. Зачастую даже те люди, которые столкнулись с непереносимостью изделий из золота или серебра, могут без проблем носить титан.









Реклама — Продолжение ниже
Главная причина состоит в том, что, в отличие от прочих драгоценных металлов, титан не смешивается с иными сплавами и металлами, способными вызвать аллергию. Свои лучшие качества титан проявляет именно в «чистом виде», поэтому он подходит практически каждому человеку.
Особенности маркировки
В соответствии с ГОСТ 19807-91 обозначаются буквами ВТ, ОТ, ПТ (В, О, П — идентификатор организации-разработчика или производителя, Т — титан) и цифрами, указывающими порядковый номер сплава в зависимости от химического состава.
В — ВИАМ титан — Всероссийский научно-исследовательский институт авиационных материалов (ВИАМ, г. Москва);
О — Опытный титан — совместная разработка ВИАМ и Верхнесалдинского металлургического производственного объединения (ВСМПО, г. Верхняя Салда, Свердловская область);
П — Прометей титан — Центральный научно-исследовательский институт конструкционных материалов «Прометей» (г. Санкт-Петербург).
Кроме общего разделения, сплавам Ti присваиваются другие специальные обозначения. Они соответствуют составу и параметрам:
- технические марки ВТ1-1, ВТ1-0, ВТ1-00 содержат титан от 99,3 до 99,9%;
- титановые губки ТГ-90, ТГ-110, ТГ-150, ТГ-120, ТГ-Тв, ТГ-130, ТГ-100;
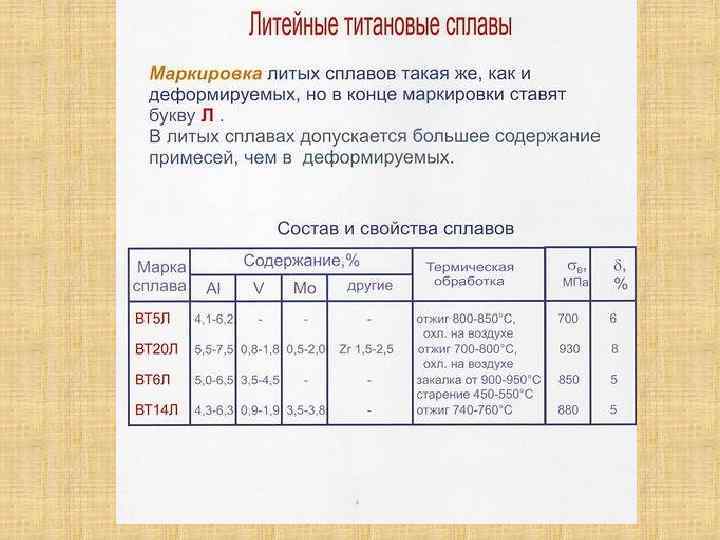
- литейные — ВТ20Л, ВТ21Л, ВТ14Л, ВТ9Л, ВТ6Л, ВТ1Л, ВТ3-1Л, ВТ5Л.
В некоторых случаях после порядкового номера сплава ставится дополнительная буква:
У — улучшенный,
М — модифицированный,
И — специального назначения,
В — с преобладанием ванадия в качестве легирующего элемента.
Применение титана на транспорте
Многие из тех выгод, которые сулит использование титана при производстве бронетанковой материальной части, относятся и к транспортным средствам. Замена конструкционных материалов, потребляемых в настоящее время предприятиями транспортного машиностроения, титаном ООО «Вариант» должна привести к снижению расхода топлива, росту полезной грузоподъемности, повышению предела усталости деталей кривошипно-шатунных механизмов и т. п
На железных дорогах исключительно важно снизить мертвый груз. Существенное уменьшение общего веса подвижного состава за счет применения титановых листов и прутков ВТ1-0 позволит сэкономить в тяге, уменьшить габариты шеек и букс. Важное значение вес имеет и для прицепных автотранспортных средств
Здесь замена стали титановыми поковками при производстве осей и колес также позволила бы увеличить полезную грузоподъемность
Важное значение вес имеет и для прицепных автотранспортных средств. Здесь замена стали титановыми поковками при производстве осей и колес также позволила бы увеличить полезную грузоподъемность

Текущий спрос на титановые листы, титановые прутки и трубы марок ВТ6, ВТ1-0 в этом сегменте рынка на уровне 500 тонн при массовом использовании этого материала в конструкциях клапанов, пружин, выхлопных систем, передаточных валов, болтов может в потенциале подняться на уровень чуть ли не 16000 тонн в год! Сдерживающими факторами, из-за которых использование титана не расширяется значительно (в автомобилестроении), являются непредсказуемость спроса и неопределённость с поставками сырья. При этом в автомобилестроении сохраняется большая потенциальная «ниша» для титана, соединяющего оптимальные весовые и прочностные характеристики для витых пружин и систем вывода отработанных газов.
Значительное сокращение расхода топлива, снижение объема выхлопных газов до уровня «нулевого выделения», а также расширение использования отходов производства и лома за счет их переплава — вот основные требования, предъявляемые к автомобилестроителям. Титан и титаносодержащие сплавы, обладающие рядом преимуществ, по сравнению с другими материалами, могут способствовать решению различных проблем, в частности проблемы защиты окружающей среды.
При разработке новых конструкций деталей приоритетной задачей является снижение массы деталей, что в большей или меньшей степени влияет на движение самого автомобиля. Циклически движущиеся части и узлы обладают большими потенциальными возможностями сокращения расхода топлива прежде всего за счет уменьшения их массы. Надежность деталей из титана марок Grade 9, ВТ6 была проверена в течение нескольких лет на гоночных автомобилях и в ходе широкого использования в авиакосмической промышленности.
Помимо снижения массы деталей, использование титановых сплавов помогает решить проблему сокращения количества выхлопных газов. Возможности этого материала и область применения простираются начиная с выхлопных фильтров, турбо- и каталитических преобразователей для усиления процесса сгорания топлива и кончая устройствами для полной ликвидации выхлопных газов с помощью водородных накопителей, выполненных из титана.





![4. титановые сплавы. материаловедение: конспект лекций [litres]](https://metallcore.ru/wp-content/uploads/6/c/9/6c92f068212493b3332558c64c3d9b92.jpeg)



Оксидирование и азотирование титана
Начать стоит с азотирования титана, так как этот вид обработки гораздо сложнее, чем оксидирование. Технологический процесс выглядит следующим образом. Изделие из титана нагревают до 850-950 градусов по Цельсию, после чего деталь необходимо поместить в среду с чистым газообразным азотом на несколько суток. После этого на поверхности элемента образуется пленка из нитрида титана, благодаря химическим реакциям, которые будут протекать в течение этих суток. Если все прошло успешно, то на титане появится пленка золотистого оттенка, которая будет отличаться повышенной прочностью и стойкостью к истиранию.
Что касается оксидирования титана, то метод является очень распространенным и принадлежит, как и предыдущий, к термической обработке титана. Начало процесса ничем не отличается от азотирования, деталь нужно нагреть до температуры в 850 градусов по Цельсию. А вот процесс остывания происходит не постепенно и в газовой среде, а резко и с использованием жидкости. Таким образом можно получить пленку на поверхности титана, которая будет прочно с ним связана. Наличие такого типа пленок на поверхности приводит к увеличению прочности и стойкости к стиранию в 15-100 раз.
Общая характеристика
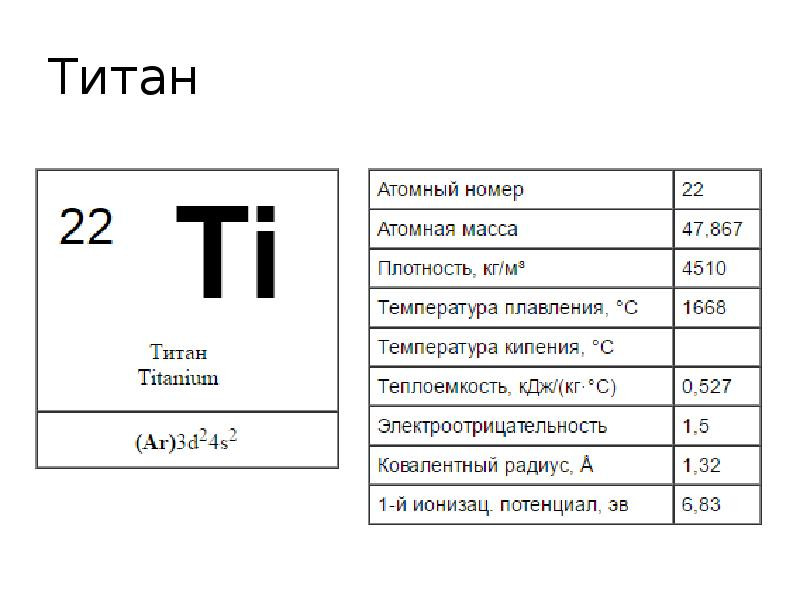
В периодической системе элементов Д. И. Менделеева Ti расположен в IV группе 4-го периода под номером 22. В важнейших и наиболее устойчивых соединениях металл четырехвалентен. По внешнему виду напоминает сталь. Очень распространен в природе. Его содержание в земной коре выше, чем меди, свинца и цинка.
Относительная молекулярная масса вещества показывает, во сколько раз масса данной молекулы больше 1/12 массы атома углерода, а относительная атомная масса элемента — во сколько раз средняя масса атомов химического элемента больше 1/12 массы атома углерода. Титан в свободном состоянии существует в виде одноатомных молекул Ti. Значения его атомной и молекулярной масс совпадают. Они равны 47,867.
К основным механическим свойствам титановых сплавов относят:
- Стойкость к коррозийным процессам. Превосходит по этому свойству стали. Не корродирует в воздухе, морской воде, влажном хлоре и других технологических растворах и реагентах, поэтому материал незаменим в химической, целлюлозно-бумажной, нефтяной промышленности.
- Легковесность. Востребован там, где нужно очень легкое вещество, выдерживающее большие нагрузки и сверхвысокие температурные диапазоны — авиа-, ракетостроение.
- Высокую удельную прочность. Показатель примерно в 2 раза выше железа и в 6 раз — алюминия. При растяжении предел прочности — 300–450 МПа, но его можно увеличить до 2 000 МПа посредством закалки, старения и примеси некоторых элементов. При этом материал сохраняет прочностные характеристики даже под воздействием низких температур.
- Парамагнитность. В магнитном поле он не намагничивается, но и не выталкивается из него.
- Низкую теплопроводность. При комнатной температуре в среднем составляет — 18 Вт/(м·град). По мере нагревания показатель увеличивается. Температурное расширение в 3 раза меньше железа и в 12 алюминия.
- Удовлетворительную технологическую пластичность некоторых сплавов. В горячем состоянии получают различные полуфабрикаты — листы, прутки, штамповки, профили и др. При этом механическая обработка вызывает много сложностей.
Таким образом, металл хорошо сочетает прочность и пластичность, но большинство механических свойств определяет содержание примесей. На формирование структуры решающее значение оказывают полиморфные превращения. Это играет важную роль при термической обработке деталей в соответствии с требованиями чертежа.
Производство и изготовление
Благодаря распространённости в природе добывать руду, содержащую титан, не сложно. Самые распространённые виды руды, в которых содержится этот металл — брукит, ильменит, анатаз и рутил. Однако дальнейшие способы обработки титана (плавка, закалка и старение) считаются дорогостоящими. Существует несколько этапов получения чистого металла из руды:
- В первую очередь добывается титановый шлак, с помощью разогревания ильменита до 1650 градусов.
- Далее шлак проходит процесс хлорирования.
- После этого с помощью печей сопротивления производится титановая губка.
- Для получения чистого металла заключительным этапом обработки является процесс рафинирования.
Если нужно получить слитки титана, губку на его основе переплавляют в вакуумной печи.
Магниетермический процесс
Магниетермическое восстановление — популярный метод получения металла. Проведение технологического процесса:
- Расплавляется оборотный магниевый конденсат.
- Сливается конденсат хлористого магния.
- При температуре 800 градусов, жидкий тетрахлорид титана с жидким магнием подаются в форму для застывания. Скорость подачи — 2,1–2,3 г/ч см2.
Постепенно температура снижается до 600 градусов.
Гидридно-кальциевый метод
Это промышленный метод восстановления металла. Процесс проведения работ:
- При температуре 500 градусов Цельсия металлический кальций насыщается водородом.
- Далее его смешивают с двуокисью титана. Компоненты нагревают в реторте, постепенно повышая температуру до 1100 градусов.
- Спекшиеся компоненты вымывают из реторты.
- Далее проводится обработка соляной кислотой.
- Титановый порошок сушат, запекают в индукционных печах при температуре около 1400 градусов.
На спекшуюся массу должно воздействовать давление 10в-3 мм.
Электролизный метод
Способ получения сплава, основанный на применении электрического тока. Напряжение воздействует на ТiO2, ТiСl4. До этого их растворяют с помощью расплавленных солей фторидов.
Йодидный метод
Способ получения металла после термической диссоциации TiJ4. Изначально его получают при реакции паров йода с металлическим титаном.
Получение оптимальной микроструктуры.
Как известно, структура титановых сплавов формируется в процессе
горячей деформации и в отличие от стали тип структуры не претерпевает
существенных изменений в процессе термической обработки
В связи c этим
особое внимание должно быть уделено схемам и режимам деформации, обеспечивающим
получение требуемой структуры в полуфабрикатах
Установлено, что микроструктуры равноосного типа (I тип) и
типа корзиночного плетения (II тип) имеют неоспоримое преимущество
перед структурой игольчатого типа (III тип) по термической стабильности и
усталостной прочности.
Однако по характеристикам жаропрочности микроструктура I типа
уступает микроструктурам II и III
типа.
Поэтому в зависимости от назначения полуфабриката оговаривается тот
или иной тип структуры, обеспечивающий оптимальное сочетание всего комплекса
свойств для требуемого ресурса работы деталей.
Основные свойства титана
- Цвет: серебристо-белый
- Плотность: 4,54 г/см³
- Температура плавления: 1668°С
- Температура кипения: 3260°С
- Теплопроводность: 21.9 Вт/(м·К)
- Атомный номер: 22
- Атомная масса: 47,9
- Удельная теплота плавления: 358 кДж/кг
- Удельная теплоемкость (при 20°С): 0,54 кДж/(кг.°С)
- Модуль упругости: 112 ГПа
Механические свойства титана в большой степени зависят от содержания примесей, особенно Н, О, N и С, образующих с титаном твердые растворы внедрения и промежуточные фазы: гидриды, оксиды, нитриды и карбиды. Небольшое содержание кислорода, азота, углерода повышает твердость и прочность, но при этом значительно уменьшается пластичность, снижается коррозионная стойкость, ухудшается свариваемость, способность к пайке и штампуемость. Титан обладает высокими прочностью и удельной прочностью в условиях глубокого холода.







Технический титан хорошо обрабатывается давлением при 20-25°С и повышенных температурах. Из него изготовляют все виды прессованного и катаного полуфабриката (листы, трубы, проволоку, поковки и др.). Ковку проводят при температуре 1000-750°С, горячую прокатку – на 100°С ниже температуры ковки. Горячей прокаткой получают листы толщиной более 6 мм, листы меньшей толщины изготовляют холодной прокаткой или с нагревом до 650-700°С. Температура прессования 950-1000°С. Титан хорошо сваривается аргонодуговой и всеми видами контактной сварки. Сварной шов обладает хорошим сочетанием прочности и пластичности. Прочность шва составляет 90% прочности основного металла.
Титан плохо обрабатывается резанием, налипает на инструмент, что приводит к его быстрому износу. Для обработки титана требуется инструмент из быстрорежущей стали и твёрдых сплавов, малые скорости резания при большой подаче и глубине резания, интенсивное охлаждение. Недостатком титана является также низкая антифрикционность.
Титановые сплавы
Достоинством титановых сплавов по сравнению с титаном являются более высокие прочность и жаропрочность при достаточно хорошей пластичности, высокой коррозионной стойкости и малой плотности. Титан в виде сплавов является важнейшим конструкционным материалом в авиа- и ракетостроении, в кораблестроении. Самым распространённым в мире титановым сплавом является сплав Ti-6Al-4V, который в российской классификации имеет обозначение ВТ6. Для изготовления деталей методами порошковой технологии используют сплавы ВТ5, ВТ5-1, ОТ4, ВТЗ-1 и другие.
По технологии изготовления титановые сплавы подразделяются на деформируемые, литейные и порошковые. По механическим свойствам титановые сплавы подразделяются на сплавы нормальной прочности, высокопрочные, жаропрочные, повышенной пластичности. По способности упрочняться с помощью термической обработки они делятся на упрочняемые и неупрочняемые термической обработкой; по структуре в отожженном состоянии они классифицируются на а-, псевдо-а, а + р, псевдо-р и р-сплавы.
Применение титановых сплавов
- В авиастроении, ракетостроении: каркасные детали, обшивка, топливные баки, детали реактивных двигателей, диски и лопатки компрессоров, детали воздухозаборника, детали корпусов ракетных двигателей второй и третьей ступени и т.д.
- В судостроении: обшивка корпусов судов и подводных лодок, сварные трубы, гребные винты, детали насосов и др.
- В химической промышленности: реакторы для агрессивных сред, насосы, змеевики, центрифуги и др.
- В гальванотехнике: ванны для хромирования, анодные корзины, теплообменники, трубопроводы, подвески и др.
- В газовой и нефтяной промышленности: фильтры, седла клапанов, резервуары, отстойники и др.
- В криогенной технике: детали холодильников, насосов компрессоров, теплообменники и др.
- В пищевой промышленности: сепараторы, холодильники, ёмкости для продуктов, цистерны и др.
- В медицинской промышленности: инструмент, наружные и внутренние протезы, внутрикостные фиксаторы, зажимы и др.
Марки и классы титана
| Титановая губка | ||||
|---|---|---|---|---|
| ТГ-100 | ТГ-110 | ТГ-120 | ТГ-130 | ТГ-150 |
| ТГ-90 | ТГ-Тв |
| Титан технический | ||
|---|---|---|
| ВТ1-0 | ВТ1-00 | ВТ1-1 |
| Титановый литейный сплав | ||||
|---|---|---|---|---|
| ВТ14Л | ВТ1Л | ВТ20Л | ВТ21Л | ВТ3-1Л |
| ВТ5Л | ВТ6Л | ВТ9Л |
| Титановый деформируемый сплав | ||||
|---|---|---|---|---|
| АТ-6 | ВТ14 | ВТ15 | ВТ16 | ВТ20 |
| ВТ22 | ВТ23 | ВТ3-1 | ВТ5 | ВТ5-1 |
| ВТ6 | ВТ6С | ВТ9 | ОТ4 | ОТ4-0 |
| ОТ4-1 | ПТ3В | ПТ7М | ТС6 |
Термическая обработка
Титановые сплавы бывают термически обработанный по ряду причин, основные из которых заключаются в повышении прочности за счет обработки на твердый раствор и старения, а также в оптимизации специальных свойств, таких как вязкость разрушения, усталостная прочность и сопротивление ползучести при высоких температурах.
Альфа- и почти-альфа-сплавы нельзя кардинально изменить термической обработкой. Снятие напряжений и отжиг – это процессы, которые можно использовать для этого класса титановых сплавов. Циклы термообработки для бета-сплавов значительно отличаются от циклов для альфа- и альфа-бета-сплавов. Бета-сплавы можно не только снимать напряжения или отжигать, но также можно обрабатывать на твердый раствор и состаривать. Альфа-бета-сплавы представляют собой двухфазные сплавы, содержащие как альфа-, так и бета-фазы при комнатной температуре. Фазовый состав, размеры и распределение фаз в альфа-бета-сплавах можно изменять в определенных пределах с помощью термообработки, что позволяет изменять свойства.
- Альфа- и почти-альфа-сплавы
- На микроструктуру альфа-сплавов нельзя сильно повлиять термической обработкой, поскольку альфа-сплавы не претерпевают значительных фазовых изменений. В результате альфа-сплавы термообработкой не получают высокой прочности. Тем не менее, альфа- и почти альфа-титановые сплавы можно снимать напряжения и отжигать.
- Альфа-бета сплавы
- За счет обработки, а также термообработки альфа-бета-сплавов ниже или выше температуры альфа-бета-перехода могут быть достигнуты большие микроструктурные изменения. Это может привести к значительному затвердеванию материала. Обработка раствором плюс старение используется для получения максимальной прочности альфа-бета-сплавов. Кроме того, для этой группы титановых сплавов практикуются и другие термические обработки, включая термообработку для снятия напряжений.
- Бета-сплавы
- В коммерческих бета-сплавах можно комбинировать процедуры снятия напряжений и старения.





