

Сколько времени, при какой температуре и как сушат электроды
Прокаливать можно любые типы электрода, исключение – целлюлозные. Они не поддаются термической обработке, поскольку при воздействии свыше 70 градусов покрытие электрода разрушается. В результате они становятся непригодными для сварки. Такие типы расходников хранят в металлических банках, поскольку при попадании влаги они не подлежат восстановлению.
Максимально можно просушивать электроды на высоких температурах 3 раза. После этого обмазка осыпается, что приводит к разрушению структуры расходника.
Если сравнивать понятия «прокаливание» и «просушивание», главное отличие заключается в том, что при прокаливании мы придерживаемся строго инструкции производителя. При просушивании электрода пытается избавиться от влаги любым удобным способом.
Соответственно, при сушке мы можем использовать любые термические приборы. Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать темпе
Оборудование для прокалки электродов
Есть несколько видов оборудования, предназначенного для термической обработки электродов и подготовки их к работе. Начнем с основного — печь.
Печь для прокалки представляет собой металлический ящик с лотками для стержней. Чтобы сохранять в ней постоянную температуру, стенки отделаны специальными материалами, удерживающими тепло. Благодаря этому электроды будут прогреваться равномерно в течение всего времени прокалки. В зависимости от ваших нужд, печи могут нагреваться до различных температур. Наиболее “ходовыми” являются значения от 50°С до 650°С.
Увидеть как выглядит такая печь, можно на этом видео:
Другой “гаджет”, который пригодится сварщикам — это пенал. Он не прогревает электроды, а только поддерживают их в сухом и подогретом состоянии. Его особенность в том, что он полностью изолирован и герметичен. Используя пенал, можно быть полностью уверенным, что электроды не отсыреют, пока вы будете работать.

Есть и другая разновидность такого приспособления — термопенал. Он позволяет не только сохранять температуру стержней, но также может их прогревать. Термостат и встроенный нагрев, позволяют подготавливать расходники прямо на месте работы.
Термопеналы выглядят как маленькие ящики с дверцей. Они весят около 3 кг и могут выдавать температуру до 120°С.
Другой тип оборудования — это шкафы. Они имеют схожие с термопеналами функции. Корпус шкафа изолирован и сохраняет тепло. В зависимости от модели, шкафы оснащаются термостатом и термометром.

Шкафы применяются на больших производствах, где нужно одновременно подготовить большое количество стержней.
Характеристики
При выборе термопеналов для электродов, следует изучить их эксплуатационные характеристики:
- максимальный вес загружаемых электродов;
- размеры устройства;
- мощность;
- температура нагрева и наличие терморегулятора;
- вес при полной загрузке;
- источники питания;
- наличие удобной ручки для транспортировки.
Термопенал имеет различные варианты подключения к источнику питания:
- ток бытовой 220В;
- промышленный трехфазный 380В;
- постоянный от сварочного аппарата;
- комбинированное подключение.
Специалисты рекомендуют комбинированный вариант подключения. Надо только выбрать сочетание переменного и постоянного токов, которые совпадают с имеющимися источниками. Например, в мастерской ток 220В переменный и постоянный, выдаваемый инвертором.
Применение и эксплуатация
Главное предназначение термопеналов – это обеспечение сохранности предварительно прокалённых электродов в передвижных или стационарных условиях с относительной влажностью воздуха не выше 80% и автоматическое поддержание уровня температуры для подогрева. Термопенал для электродов осуществляет две основные функции:
- создание определённого уровня температуры, при которой следует содержать и хранить электроды для поддержания их технических свойств;
- прогревание электродов.
При этом необходимо учитывать, что закалку электродов не целесообразно проводить более трёх раз. Поскольку это может привести к истощению структуры электродов, влияющей впоследствии на качество работы, и делает электрод более хрупким. На рынке можно встретить различные модификации моделей термопеналов. Обозначаются они аббревиатурой «ТП» и набором цифр, которые показывают максимальную массу загружаемых в термопенал электродов и максимальную температуру, достигаемую в рабочем пространстве устройства.

Так, модели «ТП-5/150», «ТП – 8/130» или «ТП – 10/150» используются при подогревании или хранении сварочных электродов. Применяются в целях дуговой ручной сварки непосредственно на рабочем месте сварщика. Первый и последний тип термопенала подключаются к вторичной цепи и чаще всего работают от напряжения сети электропитания. «ТП – 8/130» может иметь 2 отделения для дальнейшего хранения электродов: для сварки основного шва и подварки корня шва. В процессе эксплуатации по мере необходимости следует периодически проводить внутреннюю и наружную чистку термопенала от грязи и пыли для увеличения срока его эксплуатации.
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
Печи
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.
Видео
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Термоконтейнеры
Термоконтейнеры имеют два типа подключения: к розетке и к сварочному трансформатору. Примеры моделей термпеналов от проверенных производителей: DS5 ESAB, ТМ 5/150 “BRIMA”.
Узнайте больше о пеналах вот в этом материале.
Шкафы
3. Шкафы представляют собой прочную конструкцию, имеют схожие функции с термопеналами: хранение и прокаливание. Корпус надежно изолирован, что предотвращает потерю тепла. Шкафы также могут быть оснащены (в зависимости от модели) электронным блоком управления, термометром, термостатом, сигнальной лампочкой.









Примеры моделей шкафов для прокаливания: PK 410 ESAB, ШП-0.4-60 НПП “Теплоприбор”.
Данные приспособления разработаны для промышленного прокаливания сварочных материалов. Также существует несколько “народных” способов, то есть без использования специального оборудования. Однако прибегать к просушке электродов в домашних условиях следует только при наличии нескольких причин:
- последующий сварочный процесс будет носить бытовой характер;
- проводимые работы не потребует особо серьёзного подхода;
- мастер не предъявляет высоких требований к качеству готового изделия.
“Домашнее оборудование”
- В домашних условиях прокалку можно произвести в газовой или электрической духовке. Однако, второй вариант позволяет получать лучший результат, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить обработку на открытом огне.
- 2Зимой можно проводить сушку электродов на горячем радиаторе. Необходимо оставить прутки на батарее на 2-3 дня. Данной обработки будет вполне достаточно для проведения бытовой сварки (по мнению многих умельцев). Для ответственных конструкций применять такой метод сушки не рекомендуется!
- Некоторые находчивые мастера используют для просушки строительный фен. Кроме этого, специалисту понадобится емкость для размещения электродов, например, асбестовая или из иного материала труба. Продолжительность прокалки зависит от мощности фена.
Подробнее про прокалку и домашние условия здесь.
Следует отметить, что результат прокалки в “домашних” условиях не идет в сравнение с термической обработкой в профессиональном оборудовании.
Прокалка сварочных стержней
Процесс просушки (прокаливания) – это обработка температурами, при которых влага удаляется с поверхностей. Избыточное наличие воды в напылении электродов приводить к осыпанию последнего со стержня.
Таким электродом невозможно работать, он тяжело поддается поджиганию, качество работы не удовлетворительно.
Приходится покупать новую пачку, что не экономично. Рекомендуем перед сварочными работами проверить электроды, в случае необходимости провести их подготовку. Начинающие сварщики интересуются: зачем применять просушку и прокалку при подготовке?
Существует несколько ситуация при которых необходимо применить просушивание:
- Стержни долго хранились не в вакуумной упаковке.
- Место хранение, характеризуется повышенной влажностью.
- Электроды намокли.
При этом помните, такую работу нельзя выполнять более двух раз иначе напыление стержня полностью отслоится.
Интересный факт, прокалка сварочных стержней повышает терморежим затрат материалов перед работой. Некоторое сырье из-за больших перепадов температур искажает сварочную ванну, что делает сварочный шов непрочным.
Для избежание дефектов прибегают к предварительной просушке.
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Эксплуатация
Инструкция по правильной эксплуатации оборудования рекомендует горячими доставать электроды по завершении прокаливания и укладывать их внутрь термопенала. Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Перед тем как сушить сварочные электроды, устройство устанавливается на специальную ножку. Выбирается способ подключения к питанию. Вилка включается в сетевую розетку. Два провода соединяют с кабелями, идущими к держаку и зажиму на детали.
Термопенал включается заранее, чтобы камера успела прогреться. Примерно через 30 мин можно открывать переднюю крышку, брать электрод и начинать работать. Пенал следует держать закрытым, чтобы просушивать оставшиеся материалы.
С какой целью производят прокалку электродов
Прокаливание – принципиально иной технологический момент подготовки стержней к работе. Оно выполняется при температурах, которые значительно превышают те, что нужны для просушивания. Такая термообработка:
- задает нужные технические характеристики обмазке;
- сводит уровень влажности в покрытии практически к нулю (0,2–0,5% против 8–12% при сушке);
- предотвращает залипание электрода;
- обеспечивает хороший первый и повторный поджиги и стабильное горение дуги;
- позволяет существенно снизить расход электрода (на 10–15%);
- задает ровное, качественное формирование шва.
Первичную прокалку электроды проходят в заводских условиях на заключительном этапе производства. И если они используются практически сразу после изготовления, нет необходимости в повторном прокаливании. Но подобные ситуации бывают редко, готовая продукция может месяцами храниться на складах производителя или потребителя.
При повышенной влажности окружающего воздуха (85–90%) обмазка склонна к обратному поглощению влаги, и всего за две недели она ее набирает. Пример:
- прокаленные при t 400˚С электроды типа Э50А набирают 1,5% влаги;
- изделия того же типа, прокаленные при t 200˚С, впитывают уже до 2,2%.
И это – только за 14 дней, а они могут храниться и гораздо дольше. Если покрытие отсырело, ему необходимы сушка и повторная прокалка.
Прокалка и сушка в домашних условиях
Любители интересуются, как просушить электроды в домашних условиях, если нет специальных печей. Для этого используют обычные духовки, в которых пекут пироги.
- Распаковать электроды и взять нужное для работы количество.
- Положить в духовку. Желательно использовать не лист, а решетку.
- Включить интенсивный всесторонний нагрев.
- Выставить температуру более 200⁰, какую можно получить в данной модели духовки.
- Выдержать 2 часа.
- Переложить в термопенал.
Духовка используется электрическая. Газовый фитиль выделяет при горении копоть, влагу и другие вещества, оседающие на обмазке и ухудшающие ее свойства.
Сушку электродов в домашних условиях можно проводить с помощью термопенала. Надо взять паспорт и посмотреть максимальную температуру нагрева. Затем свериться с таблицей на упаковке электродов. Она зависит от материала стержня. Нагреть камеру до максимума, через 2 часа переключить на 110⁰. Такой температуры достаточно, чтобы высушить электроды.
[stextbox дом обычно идет от столба провод, рассчитанный на 2 КВт. Он может не выдержать нагрузки от термопенала.
Некоторые умельцы, много занимающиеся сваркой, рекомендуют электроды просто укладывать в пачке на радиатор отопления. Они утверждают, что за несколько дней происходит полноценная просушка обмазки. Для простых конструкций, не требующих особо прочных швов, такой способ может и подойти.
Правильный нагрев проводится температурой больше 100⁰, чтобы вода испарялась. Количество воздуха должно быть небольшим с минимальным содержанием влаги.
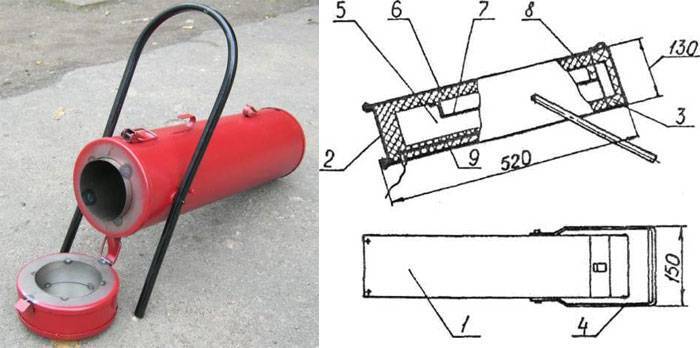
Изготовление пенала для электродов своими руками не представляется сложным. Он похож на маленькую муфельную печь. В качестве теплоизолятора используется минвата или асбестовая труба.
Камера изготавливается из листа нержавейки толщиной 2 мм. сверху покрывается изоляционной тканью. Затем наматывается спираль. В качестве материала для камеры можно использовать пожарный рукав. Он способен выдержать температуру до 200⁰C, не пропускает влагу и сделан из электроизолирующей ткани. Концы от спирали выводятся назад и все закрывается минватой.
Корпус можно сделать из металлического листа, использовать остатки ламинированной кровли и металлопрофиля. Он делится на 2 части. Передняя большая, вмещает в себя термокамеру. Сзади небольшое пространство для установки переключателя и вывода проводов. Сверху крепится ручка для перемещения. Впереди монтируется скоба – упор.
Обмотанная минватой камера помещается в корпус и крепится. Крышка двойная, внутри слой теплоизолятора.
Калить электроды в самодельной камере сложно. Она используется скорее как сушилка.
При какой температуре прокалить электроды?
Все зависит от типа электрода и типа обмазки.
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150… 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300… 450 °С в течение 1-2 ч.
- С кислым покрытием – 185… 190 °С, 1 ч.
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
Для наглядности на примере наиболее известных марок покажем, как и сколько прокаливать электроды, в виде таблицы.
| Марка | Температура прокалки (+/- 20 °С) | Время выдержки, ч. |
| УОНИ-13/45 | 400°С | 3 |
| УОНИ-13/55 | 465°С | 3 |
| АНО-4 | 200°С | 2 |
| АНО-9 | 360°С | 2 |
| ОЗС-6 | 200°С | 2 |
| ОЗС-12 | 200°С | 2 |
| МР-3 | 200°С | 2 |
| ЦУ-7 | 360°С | 2 |
| НЖ-13 | 250°С | 1 |
| ЦЛ-17 | 380°С | 2 |
| ОЗЛ-7 | 250°С | 1 |
Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.




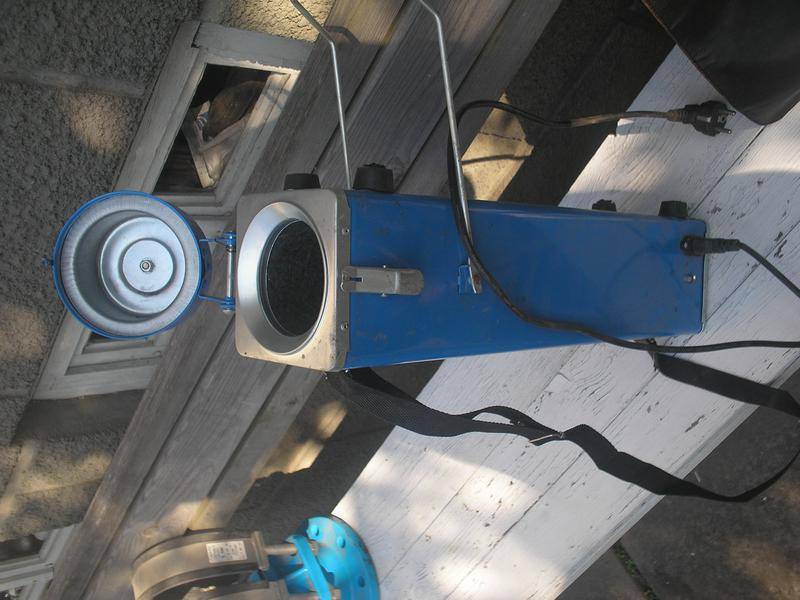





Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями
В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой
Обработка стержней состоит из нескольких простых действий:
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
Эксплуатация
Инструкция по правильной эксплуатации оборудования рекомендует горячими доставать электроды по завершении прокаливания и укладывать их внутрь термопенала. Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Перед тем как сушить сварочные электроды, устройство устанавливается на специальную ножку. Выбирается способ подключения к питанию. Вилка включается в сетевую розетку. Два провода соединяют с кабелями, идущими к держаку и зажиму на детали.
Термопенал включается заранее, чтобы камера успела прогреться. Примерно через 30 мин можно открывать переднюю крышку, брать электрод и начинать работать. Пенал следует держать закрытым, чтобы просушивать оставшиеся материалы.
Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.
Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями
В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.









Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой. Обработка стержней состоит из нескольких простых действий:
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
При какой температуре прокалить электроды?
Все зависит от типа электрода и типа обмазки.
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150… 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300… 450 °С в течение 1-2 ч.
- С кислым покрытием – 185… 190 °С, 1 ч.
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
Для наглядности на примере наиболее известных марок покажем, как и сколько прокаливать электроды, в виде таблицы.
| Марка | Температура прокалки (+/- 20 °С) | Время выдержки, ч. |
| УОНИ-13/45 | 400°С | 3 |
| УОНИ-13/55 | 465°С | 3 |
| АНО-4 | 200°С | 2 |
| АНО-9 | 360°С | 2 |
| ОЗС-6 | 200°С | 2 |
| ОЗС-12 | 200°С | 2 |
| МР-3 | 200°С | 2 |
| ЦУ-7 | 360°С | 2 |
| НЖ-13 | 250°С | 1 |
| ЦЛ-17 | 380°С | 2 |
| ОЗЛ-7 | 250°С | 1 |
Как производится сушка
Для разных электродов температура и время выдержки разные, поэтому прежде чем приступить к сушке внимательно изучите упаковку. Зарубежные производители на своих коробках не всегда указывают параметры сушки, что бы их узнать нужно зайти на сайт производителя, где выложены более подробные технические характеристики. Так как целлюлозные электроды в процессе работы должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать не рекомендуют. На практике же их можно прокаливать при температуре не выше 70 градусов, иначе покрытие разрушится.
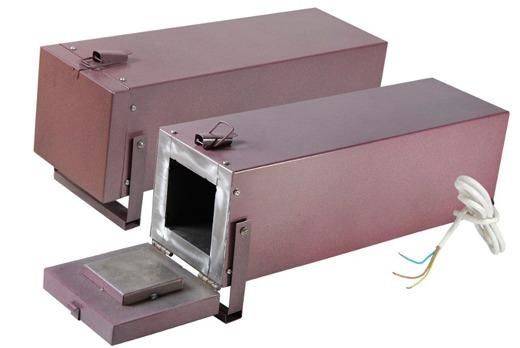
Конструкция и функционал
 Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
- корпус,
- камера,
- нагревательный элемент,
- электроизоляция,
- теплоизоляция,
- передняя крышка для загрузки камеры,
- задняя крышка и блок управления нагревом,
- провода.
Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух. Прутки с обмазкой остывают несколько часов, оставаясь герметично закрытыми.
Зачем нужен?
Обмазка электродов во время хранения впитывает в себя влагу. Технологически она представляет собой флюс, влияющий на создание сварочной ванны, сплошность шва и скорость охлаждения сваренного металла. Сырые электроды при сварке видно сразу:
- образуется много брызг,
- дуга постоянно тухнет,
- слой шлака неравномерно покрывает шов и плохо отбивается.
Дополнительно внутри шва образуются пузыри воздуха, остается часть флюса, не всплывшего наверх. Все эти дефекты ухудшают прочность и качество шва, делают его непригодным.
Во время обязательного прокаливания влага удаляется с электродов. Печи, нагревающиеся до 400⁰C обычно стационарные, и находятся в стороне от сварочных постов. Они не герметичные и после отключения остывают, в них заходит влажный воздух снаружи.
Чтобы расходный материал был сухой, сварщики используют пенал для электродов. Он дает несколько преимуществ в работе:
- легко переносится и всегда под рукой,
- при транспортировке на любые расстояния электроды остаются сухими,
- подогрев от сети и сварочника до 110⁰C и выше,
- исключает повторную прокалку не израсходованных материалов.
Работая на выезде, например ремонтные бригады, сварщик не знает точно, сколько электродов ему понадобится. Вдали от печи он может находиться несколько дней. Расходные материалы сохраняются сухими и подогреваются подключением термопенала для электродов к сети 220В и току от сварочного аппарата.
Заведующий исследовательской лаборатории сварки и технологий при ИИСиСМ Павлоградский Ю. С.: «На упаковке отечественных электродов всегда указывается время и температура прокалки. Но не на всех есть предупреждение, что прокаливать их можно только 3 раза. Состав обмазки сложный, многокомпонентный. При высокой температуре некоторые элементы разрушаются, другие вступают в химическую реакцию с водой и составляющими воздуха. Металл стержня в зависимости от состава, окисляется или образует соединения с азотом. Качество электродов и сделанных ими швов падает».





