

Введение
В настоящее время на российском рынке широко представлена продукция как отечественных, так и зарубежных производителей муфт для монтажа оптических кабелей. Широко известны и используются муфты таких фирм-производителей, как: Raychem (Бельгия), Reichle&DeMassari (Швейцария), RXS/Simens (Германия), ЗМ (США), Fujikura (Япония), Ericsson (Швеция), Nokia (Финляндия), AT&T (США), Pirelli (Италия), Alcatel (Германия).
Эти фирмы обеспечивают возможность широкого выбора любого типа муфт каждому потребителю для решения любой задачи. Одновременно с поставкой муфт производители комплектуют их необходимыми дополнительными аксессуарами, такими как кронштейны, защитные кожухи, дополнительные комплектующие и расходные элементы. Поставляют они также и необходимое оборудование, и инструменты, включая даже столы для проведения монтажных работ.
Содержание
Производители и поставщики станочных приспособлений
Производителями станочных приспособлений являются следующие предприятия:
- «Завод Специальной Взаимозаменяемой Технологической Оснастки» – является ведущим производителем универсально-сборных приспособлений в соответствии с ГОСТ. Считается лучшим предприятием в области разработки, проектирования и производства высококачественных систем взаимозаменяемой технологической оснастки.
- ОАО «БелТАПАЗ». Предприятие производит токарные самоцентрирующиеся патроны, кулачки и запчасти к ним, а также универсальные делительные головки, поворотные столы.
- ОАО «Барановичский завод станкопринадлежностей» – предприятие по производству универсальной оснастки для комплектации металлорежущих станков (токарные патроны, тиски станочные и слесарные, столы поворотные).
Поставками станочных приспособлений занимаются компании: «Проминструмент», «Оснастка.про», АО «ВПО «Точмаш», компания «Оснастик».
Современные станочные приспособления для металлообработки демонстрируются на ежегодной выставке «Металлообработка».
Станочное оборудованиеСтаночные тискиСтаночный алюминиевый профиль
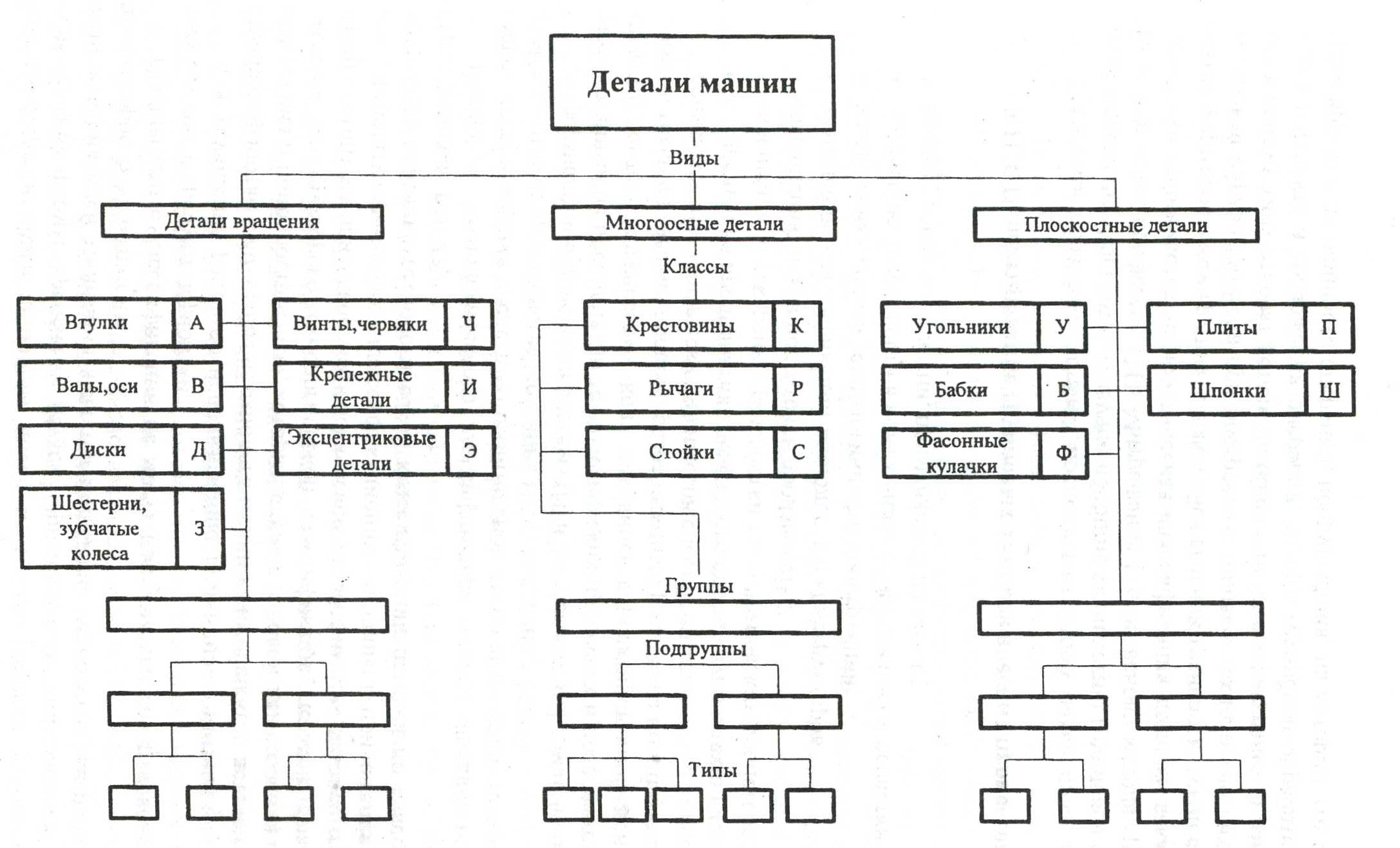
Виды изделий
Изделием называют любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
Изделия, изготовленные для поставки (реализации), относятся к изделиям основного производства. Изделиями основного производства считают также предназначенные для поставки (реализации), которые одновременно используются и для собственных нужд предприятия-изготовителя.
Если предприятия (объединения) изготовляют изделия только для собственных нужд, то эти изделия являются изделиями вспомогательного производства.
В зависимости от наличия или отсутствия в них составных частей изделия подразделяются следующим образом: неспецифицированные (детали) – не имеющие составных частей; специфицированные (сборочные единицы, комплексы, комплекты) – состоящие из двух и более частей.
В соответствии с ГОСТ 2.101-68 установлены четыре вида изделий:
- Детали – изделия, изготовленные из однородного по наименованию и марке материала без применения сборочных операций.
- Сборочные единицы – изделия, составные части которых подлежат соединению между собой на предприятии-изготовителе путем сборочных операций (свинчивание, сочленение, клепка, сварка, пайка, склеивание).
- Комплексы – два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Например: цех-автомат, бурильная установка.
- Комплекты – два и более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, которые имеют общее эксплуатационное назначение вспомогательного характера. Например: комплект запасных частей, комплект инструмента и принадлежностей и т. п.
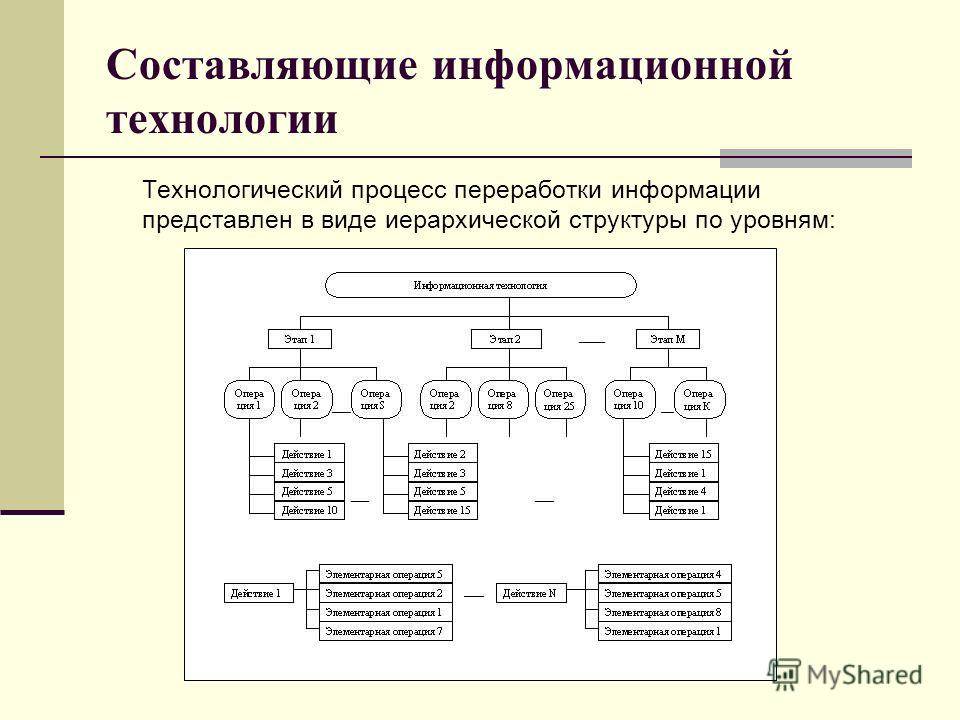
Этапы ТП
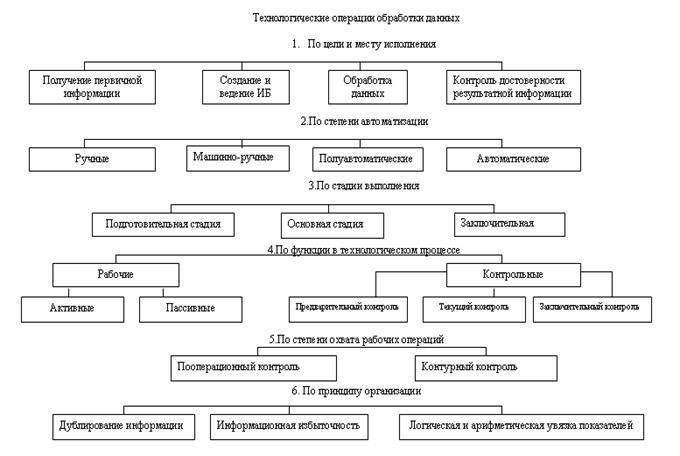
Технологический процесс обработки данных можно разделить на четыре укрупненных этапа:
- «Начальный или первичный». Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т. д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
- механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т. д.);
- автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей; автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
- «Подготовительный». Прием, контроль, регистрация входной информации и перенос её на машинный носитель. Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод.
- «Основной». Непосредственно обработка информации. Предварительно могут быть выполнены служебные операции, например, сортировка данных.
- «Заключительный». Контроль, выпуск и передача результатной информации, её размножение и хранение.
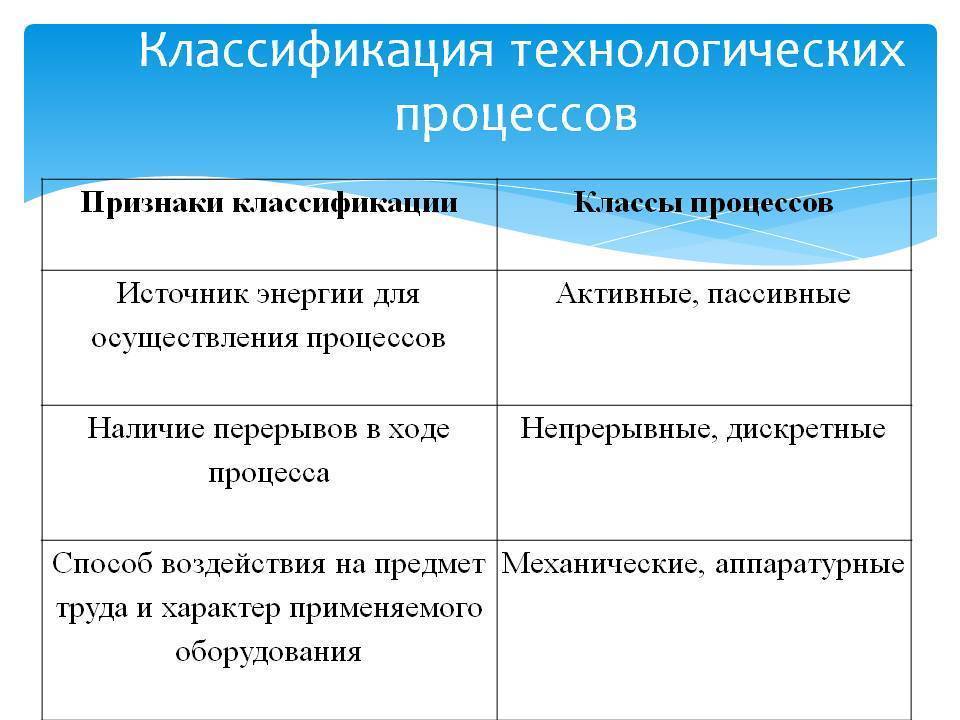
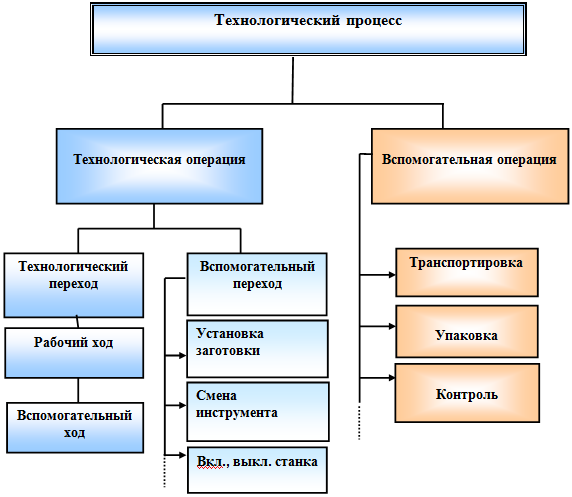
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
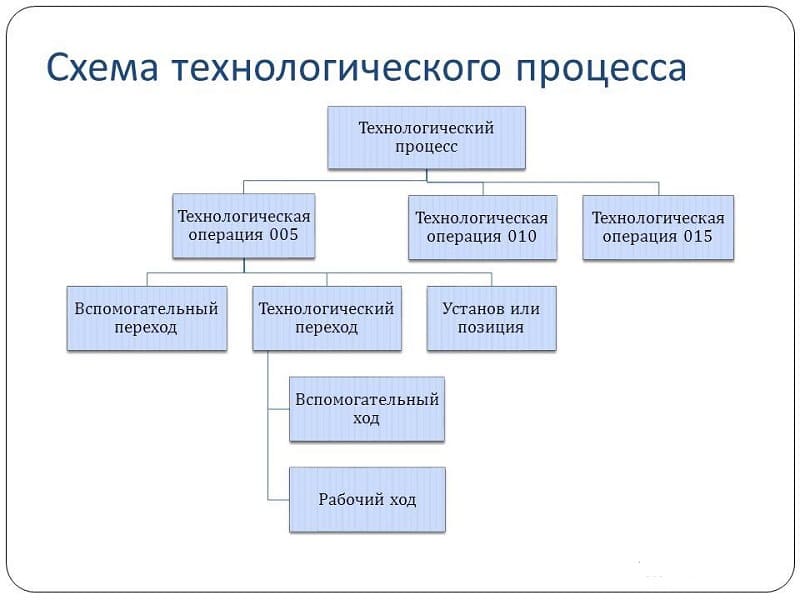
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества
Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Общие сведения о муфтах
Муфты — устройства, соединяющие валы механизмов и оборудования. Основная их задача — непосредственно соединение и передача крутящего момента, осуществление кинематической и силовой связи между частями оборудования, также у муфт есть несколько дополнительных свойств и задач.


Большинство видов сложного промышленного оборудования компонуют из отдельных частей, и используются несколько видов муфт.
Муфты подразделяются по различным признакам.
Прежде всего есть две большие группы:
- Глухие (жесткие нерасцепные муфты)- с ними 2 вала работают как единый
- Компенсирующие — для исправления несоосностей.
По принципу работы:
- Постоянные (нерасцепляемые, глухие);
- Управляемые (срабатывающие);
- Самоуправляемые (срабатывающие при определенных условиях)
В зависимости от восприятия нагрузок:
- жесткие (соединяют вал глухо, не компенсируют случайные удары и помехи),
- упругие (компенсируют несовпадения осей и колебания)
По виду используемой энергии:
Это основная классификация муфт по конкретным параметрам.
Муфта со змеевидной пружиной.
Из муфт с металлическими упругими элементами наиболее распространена муфта со змеевидной пружиной (рис. 2). Она состоит из двух полумуфт с зубьями специальной формы, во впадинах между которыми помещается змееобразно изогнутая пружина, разделенная на несколько частей. Зубья и пружина закрываются снаружи кожухом, состоящим из двух половин, соединяемых между собой болтами (рис. 2, а) или резьбой (рис. 2, б). Кожух служит резервуаром для смазки и защищает муфту от пыли. Упругие муфты со змеевидной пружиной различают двух видов: линейные и нелинейные. Конструктивно муфты обоих этих видов различаются лишь очертаниями рабочих поверхностей боковых сторон зубьев. Рабочие поверхности зубьев линейных муфт очерчиваются двумя прямыми линиями, образующими тупой угол (рис. 2, в), вершина которого служит опорой для пружины. Расстояние 2а между точками контакта пружины с зубьями постоянно и не зависит от нагрузки пружины. Рабочие поверхности зубьев нелинейных муфт очерчиваются дугами окружностей, центры которых обычно располагаются в плоскости внешних торцов зубьев (рис. 2, г). С увеличением нагрузки пружина, изгибаясь, вступает в контакт с зубьями По всевозрастающей длине. При этом уменьшается длина 2а ее активной части и жесткость пружины увеличивается. Преимущественное применение имеют линейные муфты, как наиболее совершенные. При отсутствии колебаний применяют нелинейные муфты, так как зубья этих муфт более простые. Материал полумуфт — сталь 45 или стальное литье 45Л. Пружины изготовляют из пружинной стали 65Г, 60С2 и др. Половины кожуха отливают из чугуна СЧ15, СЧ18.Рис. 2
Кулачковая — дисковая
Подобное приспособление рассчитано на передачу значительного крутящего момента. Могут сказать, что-то же самое обещают и относительно других муфтовых агрегатов. Это верно, однако кулачковый-дисковый блок обладает неоспоримым преимуществом: он отлично справляется, когда соединять/разъединять сборку приходится относительно редко.

Фото: дисковая муфта Rexnord
При этом требуется близкое совпадение темпа вращения валов. Опционально достижимо обеспечение их строгой соосности. Звездочку всегда изготавливают из материала, отличающегося высокой упругостью и эластичностью. Профили зубцов и кулачков соответствуют эвольвенте.
Механический агрегат подключают вручную. Передача усилия идет при помощи системы рычагов. От операторов требуется только перемещение рычага либо прокручивание рукояти. Она связывается с необходимой деталью за счет червячного либо кривошипного привода. Это решение технически просто и надежно, но сотрудникам придется тратить много сил.
Схема прямоугольник отличается высокой контактно-поперечной площадью. Потому передача очень высокой мощности облегчается. Минус — необходимо особо точное позиционирование полумуфт. В противном случае они будут гораздо хуже входить в зацепление. У формы симметричной трапеции такого требования нет. Зазоры в боковой плоскости гасятся за счет изменения глубины посадки кулачка.
Свежие записи
- Алюминиевые сплавы: состав, свойства, применение
- Обработка черных металлов: понимание методов и приложений
- Производственный процесс металлообработки: методы, проблемы и преимущества
- Значение машиностроения в России
- Точность в металлообработке: ключ к успеху
- Применение алюминия в промышленности: от строительства до электроники
- Понимание температуры плавления меди
- Металлообработка в России: исследование состояния обрабатывающей промышленности
- Что такое ЧПУ станок и зачем вам это?
- Чудесные свойства меди
- Медь: пластичный и ковкий металл
- Сфера обрабатывающей промышленности в России: понимание производственных процессов
- Краткое руководство по обработке пресс-форм: всесторонний анализ
- Понимание критической температуры стали
- Искусство закалки стали: краткое руководство для понимания
- Руководство по токарному точению
- Искры летят: подробное руководство по лазерной резке листового металла
- Технические факторы производства: понимание механизмов, лежащих в основе производства
Эффективное использование инструментов и оборудования в технологических процессах
Для обеспечения эффективного использования инструментов и оборудования в операции технологического процесса важно учитывать несколько факторов, в том числе свойства материалов, требования к точности и соображения безопасности. При выборе инструментов и оборудования для конкретного применения производители должны учитывать свойства обрабатываемых материалов, такие как твердость, хрупкость и теплопроводность
Для разных материалов требуются разные скорости резания, подачи и углы резания, а также разные типы режущих инструментов. Например, для более мягких материалов, таких как алюминий, могут потребоваться высокоскоростные инструменты с малым передним углом, а для более твердых материалов, таких как сталь, могут потребоваться более низкие скорости резания и больший передний угол
При выборе инструментов и оборудования для конкретного применения производители должны учитывать свойства обрабатываемых материалов, такие как твердость, хрупкость и теплопроводность. Для разных материалов требуются разные скорости резания, подачи и углы резания, а также разные типы режущих инструментов. Например, для более мягких материалов, таких как алюминий, могут потребоваться высокоскоростные инструменты с малым передним углом, а для более твердых материалов, таких как сталь, могут потребоваться более низкие скорости резания и больший передний угол.
Точность является еще одним важным фактором в технологических процессах, особенно в таких отраслях, как аэрокосмическая и медицинская промышленность, где требуются жесткие допуски. Инструменты и оборудование необходимо выбирать и эксплуатировать с особой тщательностью для достижения требуемого уровня точности. Это может включать использование специализированного измерительного оборудования, такого как микрометры или лазерные сканеры, для обеспечения соблюдения точных размеров.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.


https://youtube.com/watch?v=w_HRE4yRJxY
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Классификация муфт
По способу своего функционирования муфты подразделяются на
- механические;
- электрические;
- гидравлические;
- магнитные.
По возможности управления различают:
- постоянного зацепления;
- управляемые.
Управляемые муфты позволяют временно рассоединять валы с остановкой вращения или без таковой. По типу привода они подразделяются на:
- Механические. В качестве привода используется мускульная сила человека.
- Пневматические.
- Гидравлические. Требуют наличия на станке или механизме системы гидравлики.
- Электромагнитные. Наиболее современные, легко интегрируются в цифровые системы управления.
- Самоуправляемые. По достижении определенного условия (скорости вращения, крутящего момента или самопроизвольного реверса) срабатываем механизм, временно или постоянно расцепляющий валы. Служат в качестве предохранительных устройств. Из-за сложности конструкции, изготовления и обслуживания вытесняются автоматизированными системами с датчиками и электроприводом.

По упругости сцепки различают
- жесткие, осуществляют постоянное зацепление;
- компенсирующие, способны работать в условиях неполной соосности валов;
- упругие (компрессионные муфты), компенсируют крутильные или продольные колебания и удары, передаваемые от источника энергии;
- сцепные, управляемые механизмы для коммутации валов, к ним относятся кулачково- дисковые и фрикционные муфты.
В сложных случаях применяют комбинированные муфты, соединяющие в себе несколько классификационных признаков.
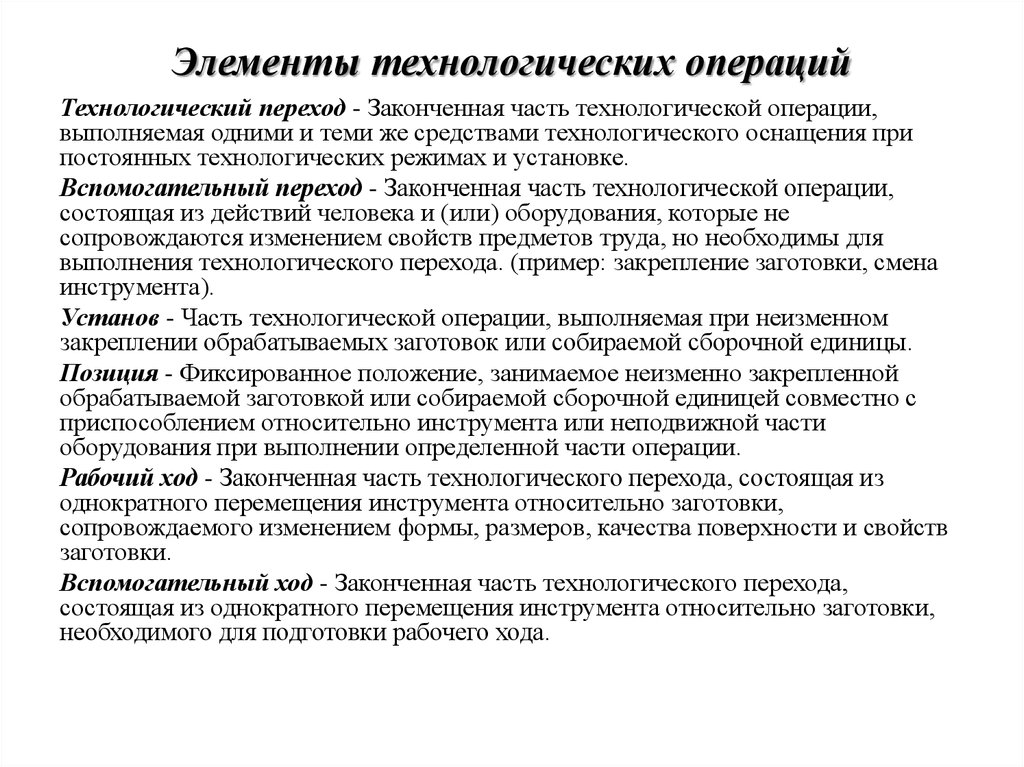
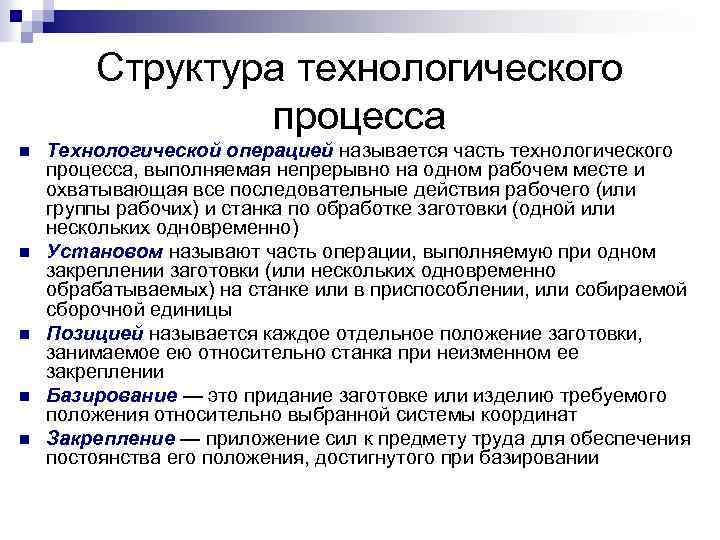
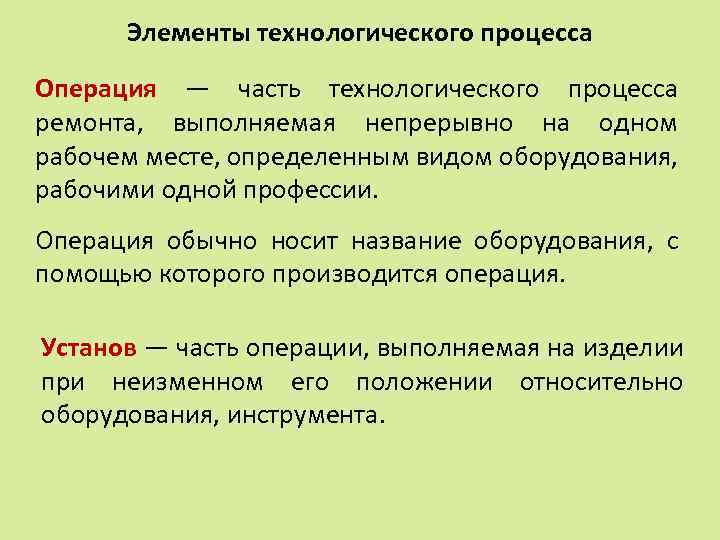
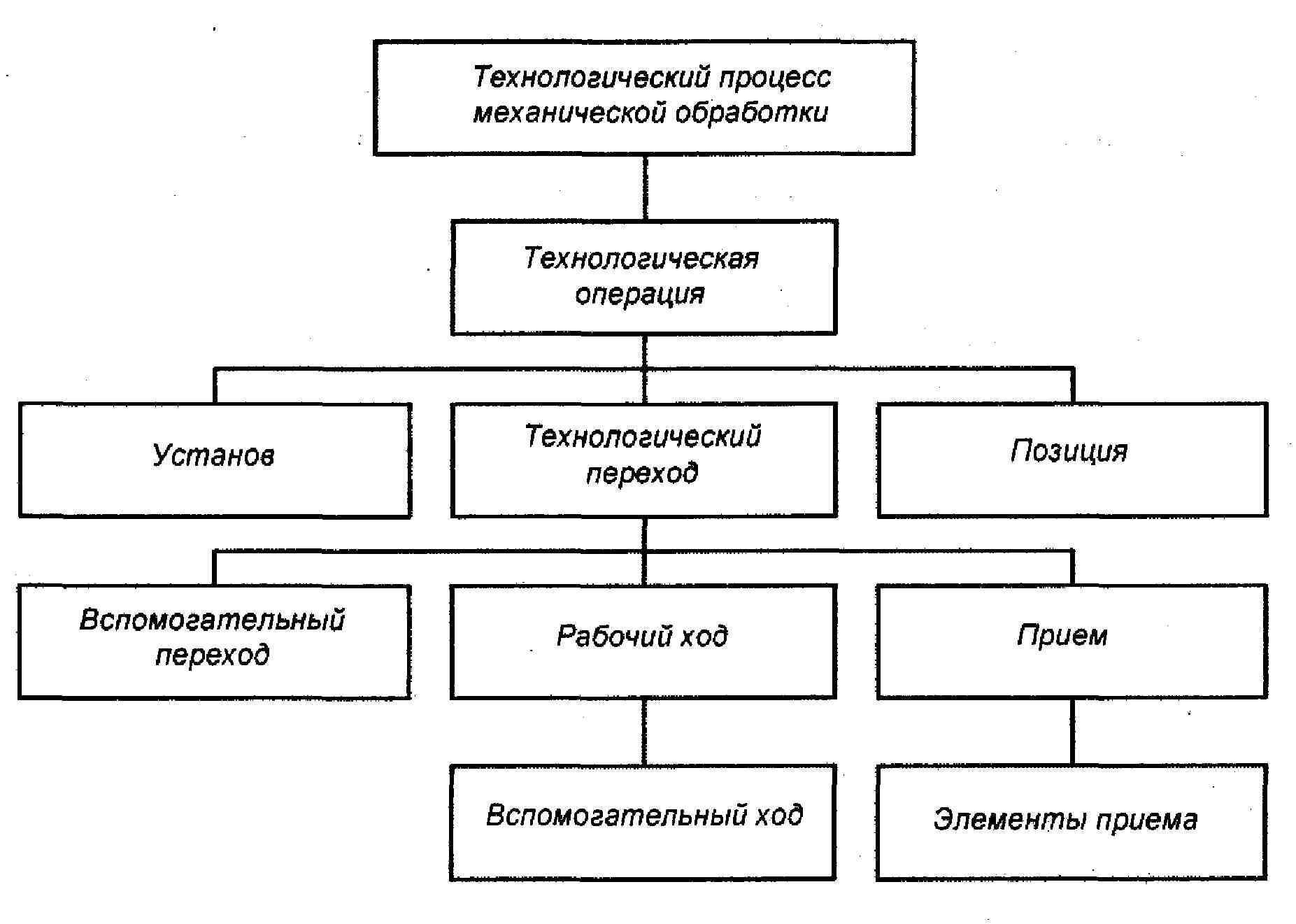
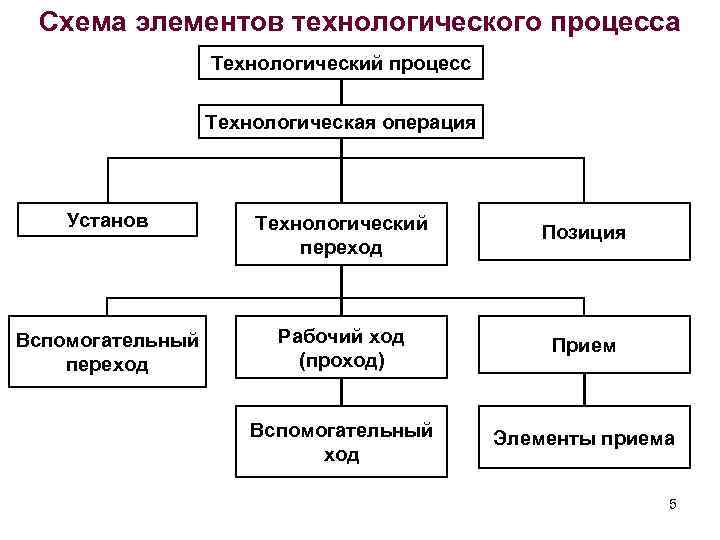
Что называется технологическим переходом
Технологический переход
– законченная часть технологической операции, выполняемая над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими инструментами при неизменных режимах обработки. Обработка следующей поверхности заготовки или изменение режимов обработки означают наличие нового перехода. Вспомогательный переход не изменяет состояние объекта труда, но сопровождает выполнение технологического перехода. Затраты времени на вспомогательные операции и переходы следует неизменно сокращать.
Рубрика термина: Технологии
Муфта соединительная для труб из пластика
Пластиковые изделия широко используются в индивидуальном строительстве и в настоящее время полностью заменяют не только стальные трубопроводные коммуникации, но и многие разновидности фитингов, а для стыковки ПНД в быту пластик является основным компонентом.
В частном доме полимерный трубопровод из сшитого полиэтилена и металлопластика функционирует в системах отопления, теплых полов, горячего и холодного водоснабжения. Обычный полипропилен и его разновидности (армированный стекловолокном или алюминием PP-R) широко применяется для отопления, подвода горячей и холодной воды в дом.
Из полимеров поливинилхлорида (ПВХ) монтируют внутреннюю канализацию, а из непластифицированного поливинилхлорида (НПВХ) изготавливают канализационные трубы наружного применения (оранжевого цвета).
Водопровод из полиэтилена низкого давления (труб ПНД) применяют для подачи в дом холодной воды, в промышленной отрасли полиэтилен является материалом для канализационных коммуникаций наружного применения, для прокладки газовых коммуникаций.
Во всех приведенных примерах при бытовом использовании производят стыковку посредством муфт, для пайки полипропилена или установки пресс-фитингов необходимо специальное оборудование.

Рис. 5 Муфта соединительная для труб компрессионная для ПНД труб


Компрессионные и пресс-муфты для ПНД и металлопластика PEX
Трубы из ПНД используют при организации индивидуального водоснабжения, с их помощью производят подачу воды в дом из скважины или колодца, если водозабор производится погружным электронасосом или станцией, размещенными в кессоне.
Под землей прокладывают цельную линию без разрывов, водопровод подключают только в местах выхода из скважины и входе в дом, очень часто полиэтиленовый отрезок применяют в качестве напорного и подключают к электронасосу, выводя из оголовка скважины.
Во всех перечисленных случаях при помощи пластиковых фитингов производят подсоединение труб, особенности их монтажа с муфтой состоят в том, что они не только соединяют трубные отрезки, но и обеспечивают их подключение к оборудованию.
Аналогичным способом соединяют и металлопластик, при этом учитывают, что обжимное соединение на накидной гайке является не слишком надежным способом — гайка без пружинного кольца подвержена самоотвинчиванию и со временем (через 5 — 7 лет) может появиться небольшая течь. Поэтому подобная технология используется только при наружном расположении линии в зоне видимости и прямого доступа — при обнаружении капель на месте стыка всегда можно поджать гайку.





