

Характеристики процесса глубокого просверливания
При глубокой обработке соблюдают основные принципы технологического процесса.
Изначально выполняют подбор вращательной скорости сверлильной части оборудования либо максимально возможной скорости резания (подачи сверл).
Следят за обеспечением нормального дробления стружки, выводом содержимого из углублений полностью.
Важным нюансом в момент иссечения отходов считается сохранность резца инструмента. В этой части сверло повреждений иметь не должно, равно как и заусенцев и прочих изъянов. Еще одним ключевым критерием эффективной обработки поверхностей металла является подача охладительно-смазывающей жидкости по правилам.
Поскольку детали сверлятся в сопровождении подачи охладительно-смазывающей жидкости с некоторым давлением и с заданной величиной расхода, в систему вводят работу насосных устройств – маслонасосов либо насосов для перекачивания вязких веществ.
Мощность системы подбирают, основываясь на расходовании жидкости и необходимой величине давления для подачи смазочного средства.
Подача жидкости – непременный пункт технологии:
- Выполняется правильный вывод стружки из рабочей зоны по выводным каналам.
- Понижается сила трения между соприкасающимися элементами.
- Осуществляется выведение излишков тепла, образующегося при процедуре длительного сверления, при этом обеспечивается сохранность сверла.
- Производится дополнительная обработка выемки.
Ручной режим
Чтобы начать работу со щупом, нажмите кнопку MDI. Затем нужно выбрать соответствующую вкладку меню и нажать ENTER. Мы переходим в ручной режим привязки. Наш револьвер имеет 5 инструментов, которые ранее не обмерялись. Давайте в ручном режиме привяжем каждый инструмент с помощью щупа.
Проверьте, что выбран ручной режим MANUAL. В рабочей позиции находится инструмент номер 12, поэтому в поле «Номер инструмента» (TOOL NUMBER) записывается 12. Это поле всегда отображает номер инструмента, который сейчас находится в револьвере в рабочей позиции. Введите номер коррекции (TOOL OFFSET), который вы будет использовать для этого инструмента. Как правило, номер коррекции совпадает с номером инструмента.
Далее нужно задать тип инструмента (TOOL TIP DIR), который зависит от его конфигурации и направления режущей кромки. В данном случае, мы обмеряем инструмент с типом 2. Мы не можем ввести значение в поле «Допуск» (TOLERANCE), поскольку это поле активно только в .
Отведите револьвер на безопасное расстояние и переведите руку со щупом для привязки в рабочую позицию, нажав F1. У нас есть данные для инструмента номер 12, и мы готовы к его обмеру. С помощью ручного маховичка подводим инструмент по осям X и Z к щупу, не доходя до его края по диагонали примерно 6–8 мм. На экране есть изображение, которое подсказывает нам, в каком направлении нужно подводить инструмент.
Если дверь станка открыта, то вам нужно будет удерживать кнопку CYCLE START. При закрытой двери нажмите CYCLE START, инструмент коснется щупа по осям Z и X, двигаясь в указанных направлениях. Полученные результаты запишутся в таблицу.
Обратите внимание, что программа в G-коде сгенерируется в окне MDI. Она может использоваться в дальнейшем. Необходимо отвезти револьвер в безопасное положение от измерительного щупа для смены инструмента
Необходимо отвезти револьвер в безопасное положение от измерительного щупа для смены инструмента
Продолжайте, чтобы определить все оставшиеся смещения. Когда вы закончите обмер всех ваших инструментов, не забудьте нажать клавишу F1, чтобы вернуть руку в исходное положение
Необходимо отвезти револьвер в безопасное положение от измерительного щупа для смены инструмента. Продолжайте, чтобы определить все оставшиеся смещения. Когда вы закончите обмер всех ваших инструментов, не забудьте нажать клавишу F1, чтобы вернуть руку в исходное положение.
Сверление по кондуктору
Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки. При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя).
Сверление сквозных и глухих отверстий. В заготовках встречаются в основном два вида отверстий: сквозные, проходящие через всю толщину детали, и глухие, просверливаемые лишь на определенную глубину.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя. В конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая.
При сверлении с ручной подачей инструмента скорость подачи перед выходом сверла из отверстия следует также несколько уменьшить, сверление необходимо производить плавно.
Известны три основных способа сверления глухих отверстий.
Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции необходимо его отрегулировать на заданную глубину сверления.
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1…0,5 мм.
Если не требуется большая точность глубины сверления и нет указанного патрона, то можно использовать упор в виде втулки, закрепленный на сверле (рис. 6.22, б), или на сверле отметить мелом глубину отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.
Глубину сверления глухого отверстия периодически проверяют глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и после измерения вновь вводить его в отверстие.
Зенкование и цекование
При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.

Чем различаются зенкование и цекование
При выполнении зенкования также придерживаются определенных правил.
- Выполняют такую операцию только после того, как отверстие в детали будет полностью просверлено.
- Сверление и зенкование выполняются за одну установку детали на станке.
- Для зенкования устанавливают небольшие обороты шпинделя (не больше 100 оборотов в минуту) и применяют ручную подачу инструмента.
- В тех случаях, когда зенкование осуществляется цилиндрическим инструментом, диаметр цапфы которого больше диаметра обрабатываемого отверстия, работу выполняют в следующей последовательности: сначала сверлится отверстие, диаметр которого равен диаметру цапфы, выполняется зенкование, затем основное отверстие рассверливается на заданный размер.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Подготовка управляющей программы VPS
Давайте воспользуемся графическим режимом и подробнее рассмотрим программу. Нажимаем CYCLE START, нажимаем F2 для увеличения, чтобы рассмотреть подробнее детали. Кнопками PAGE UP и PAGE DOWN выбираем необходимый масштаб. Затем с помощью стрелок наводим рамку на деталь. После масштабирования графический экран очиститься и нужно будет нарисовать все заново. Но на этот раз будем использовать single-блок для выполнения программы построчно.









В начале программы выбираем 11-й инструмент с 11-м корректором и подъезжаем ускорено в точку Z5 в системе координат детали G54. Затем приближаемся к детали по оси X, а потом — по оси Z. После этого сжимаем кулачки и ставим программу на паузу. Пока программа остановлена открываем дверь. На станках с автоматической дверью это можно сделать при помощи команды M85. Выдвигаем заготовку до упора и сжимаем кулачки при помощи педали. После этого нажимаем CYCLE START и продолжаем программу.
Отводим инструмент от детали по оси Z, а затем в точку X0 в системе координат станка. Затем делаем опциональную остановку.
Переходим непосредственно к обработке детали. Сперва обработаем торец. Ограничим обороты шпинделя двумя тысячами оборотов; установим постоянную скорость резания на 200 м/мин; вращение шпинделя — вперед. Ускорено подъезжаем к детали, включаем СОЖ, запускаем цикл обтачивания торцов до координаты Z0 с подачей 18 соток на оборот. Ускорено отводим инструмент от заготовки и начинаем цикл снятия припуска.
P — это номер начального блока траектории чернового прохода; Q — номер конечного блока; D — глубина реза для каждого прохода; F — скорость подачи; U — величина и направление припуска на чистовую обработку по оси X (W — по оси Z).
Для чистового прохода увеличим скорость резания с 200 до 220 м/мин, запустим цикл чистовой обработки по той же самой траектории с 5-го по 6-ой блок, но на этот раз с подачей 18 соток на оборот. Отводим инструмент, отключаем СОЖ, уходим в машинный ноль и делаем опциональную остановку.
Приступаем к нарезанию резьбы. Выбираем первый инструмент с первым корректором, ограничиваем скорость вращения шпинделя до 600 об/мин, отключаем постоянную скорость резания и вращения шпинделя вперед. Ускорено приближаемся к заготовке, включаем СОЖ, активируем фаску выхода из резьбы и вызываем нарезание резьбы в несколько проходов.
X — это внутренний диаметр резьбы; Z — точка, в которой резьба заканчивается; D — глубина первого прохода; K — высота профиля резьбы; F — подача.
Можно конечно отключить single-блок, но мы жмем каждый проход вручную. Главное — терпение.
Вот в принципе и всё. Отключаем фаску на выходе из резьбы, отводим инструмент, отключаем СОЖ, отводим станок в ноль и делаем опциональную остановку. Проходным резцом убираем заусенец с первого витка и делаем чистовой проход резьбонарезным резцом. Теперь возьмём сверло 8,5 мм и запустим стандартный цикл сверления с периодическим выводом инструмента.
Z — это координата дна отверстия; R — положение плоскости вывода инструмента; Q — период вывода; F — подача.
Для радиального сверления нужно включить минутную подачу, включить обороты приводного инструменты на 3000 об/мин и запустить стандартный цикл радиального сверления.
R — это координата плоскости; X — координата дна отверстия; Z — смещение отверстия от нуля; F — подача.
Изначально угол оси C был 0°, угол между отверстиями — 90°. Отменяем стандартный цикл, возвращаем подачи на оборот, выключаем инструмент, уводим станок в ноль и отключаем тормоз шпинделя. Берем наш последний инструмент (канавочный резец), формируем шляпку, выдвигаем ловушку деталей и отрезаем готовую деталь. Уводим ловушку и станок в ноль, заканчиваем программу.
Процесс сверления и рассверливания отверстий на токарных станках
Для образования новых отверстий в заготовке или изменения размеров старых, на токарном станке необходимо выполнить следующие виды операций:
- Выставить заднюю бабку, чтобы ось пиноли совпадала с осью шпинделя.
- Закрепить заготовку в патроне передней бабки таким образом, чтобы она выступала за уровень кулачков как можно меньше.
- Установить в пиноле задней бабки режущий инструмент. Если предстоит его частая смена, то лучше пользоваться быстросменным патроном и набором специальных втулок. Это поможет значительно сократить время на смену инструмента. При использовании быстросменного патрона, все свёрла, зенкеры, развёртки и т.д. должны иметь хвостовики с одинаковым номером конуса Морзе. Пиноль в начале сверления должна быть выдвинута из задней бабки на как можно меньшее расстояние.
- Первая рабочая операция – это подготовка торца заготовки. Он должен быть ровным. Это осуществляется подрезанием торца резцом.
- Сделать небольшое углубление в торце детали. Эта операция поможет выполнить сверление точно в точке вращения заготовки. Выполняется данное углубление упорным резцом или коротким сверлом.
- Произвести сверление с помощью маховика задней бабки. Инструмент подавать плавно. Периодически выдвигать его из зоны резания, чтобы освободить от стружки. Охлаждение зоны резания осуществлять специальной эмульсией.
- При сквозной обработке нужно уменьшить скорость подачи на выходе из заготовки, чтобы не повредить его, когда резко возрастёт нагрузка на режущие кромки.
- Чтобы увеличить диаметр отверстий, нужно: установить сверло большего диаметра и совершить рассверливание; применить зенкер – провести зенкерование; воспользоваться расточным резцом – сделать растачивание.
- Для уменьшения шероховатости – применяют развёртку (процесс – развёртывание).
- Для работы с кромками – используют зенковку (процесс – зенкование).

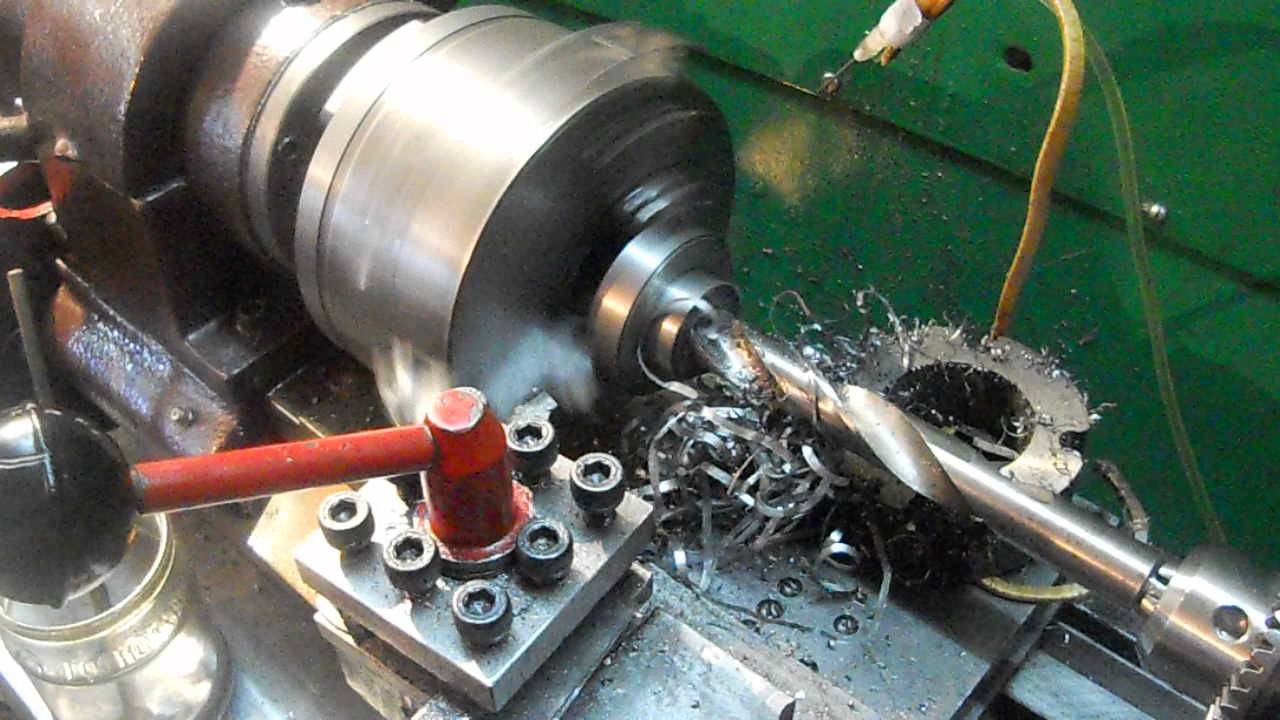
Видео сверления шестигранного отверстия на токарно-винторезном станке
Все выше перечисленные процессы можно совершать не только трудоёмким ручным способом, но и воспользовавшись возможностью подключения механической подачи к задней бабке или использования ЧПУ. Если процессы резания будут производиться с помощью токарных станков с ЧПУ, то весь инструмент крепится в самом начале подготовительного процесса в специальных устройствах, которые меняются автоматически в определённой последовательности.
Обработка отверстий: сверление, развертывание, зенкование
В процессе изготовления, ремонта и даже сборки деталей механизмов нередко возникает необходимость выполнения всевозможных отверстий. Для этого предусмотрены операции сверления, зенкования, зенкерования.
Сущность перечисленных выше процессов металлообработки заключается в следующем: снятие слоя материала с обрабатываемой поверхности осуществляется посредством вращательно-поступательных движений режущего инструмента, будь то сверло или зенкер, относительно оси. Подобное движение может создаваться посредством ручных либо механизированных устройств, а также на станочном оборудовании.
Сверление
Выполнить отверстие в сплошном металле можно при помощи сверления. При этом используются, как правило, сверла из инструментальных сталей и твердых сплавов. Этот режущий инструмент снабжается коническим хвостовиком. Благодаря ему сверло можно запросто установить в конусное отверстие, предусмотренное в пиноли задней бабки. Причем, несовпадение размеров конусов компенсируется специальными переходными втулками.
Чтобы минимизировать трение инструмента о поверхность отверстия, в процессе сверления применяется СОЖ (смазывающе-охлаждающая жидкость). В особенности это касается обработки заготовок, выполненных из стали и алюминия. Детали из чугуна, латуни и бронзы допускается обрабатывать без охлаждения. В целом, охлаждающая жидкость снижает температуру сверла, которое сильно нагревается от теплоты, выделяемой вследствие трения инструмента о стенки отверстия, уменьшает возникающее трение и упрощает отвод стружки. К тому же, использование СОЖ увеличивает производительность, повышая скорость резания практически в полтора раза.
Смазывающе-охлаждающая жидкость подбирается, исходя из обрабатываемого материала:
• для конструкционной стали — эмульсия; • для легированной стали — компаундированные масла; • для алюминиевого сплава и чугуна — керосин, эмульсия.
Чтобы повысить эффективность работы спиральных сверл, применяются различные методы:
• подтачивается поперечная кромка; • изменяется угол при вершине; • используется двойная заточка и т.п.
Что касается точности получаемых отверстий, то их диаметр больше диметра сверла. При сверлении инструмент уводит немного в сторону от оси, что обуславливается допускаемыми неточностями при заточке сверла либо при его установке. На это оказывает негативное влияние и неравномерность твердости обрабатываемого материала.
Зенкерование
Зенкерование — обработка отверстий зенкерами, предполагающая повышение точности исполнения и улучшение качества поверхности. Зенкер представляет собой более производительный по сравнению со сверлом режущий инструмент. Он используется для увеличения диаметра отверстия, полученного методом литья, штамповки или предварительного сверления. Для их изготовления лучше всего подходит быстрорежущая сталь. В некоторых случаях (в основном, при тяжелых условиях резания) зенкера оснащаются твердосплавными пластинами.
Наиболее распространенные и часто используемые зенкера:
• с коническим хвостовиком — схожий со спиральным сверлом инструмент, имеющий три винтовые канавки и три режущие кромки. Такое конструктивное исполнение гарантирует большую жесткость, благодаря которой можно повышать режимы резания и производительность. Этот инструмент используется для обработки отверстий, диаметр которых находится в пределах 10-40 мм;
• насадные — цельный инструмент, оснащенный режущими твердосплавными пластинами. Этими зенкерами можно обрабатывать отверстия диаметром 32-80 мм, причем, обработка отверстий диаметром от 50 до 100 мм осуществляется инструментом со вставными ножами. Их конструкцией предусмотрено четыре винтовые канавки и, как следствие, четыре режущие кромки.
Зенкование
Обработка верхней части отверстия называется зенкованием. Оно выполняется для получения фасок, а также цилиндрических углублений. Зенковка направляется тремя/четырьмя ленточками и снимает небольшой припуск, поэтому такая обработка намного точнее сверления. В процессе работы она не уводится в сторону от оси, за счет чего сохраняется нужная прямолинейность, правда, для этого отверстие должно быть предварительно расточенным до диаметра зенковки на глубину, равную половине длины инструмента. Зенковка намного прочнее сверла, поэтому обработка может производиться на большей подаче. К тому же, данный инструмент имеет больше режущих кромок, за счет чего толщина стружки, снимаемой каждым лезвием, намного меньше, чем снимаемый слой метала сверлом. Этим, собственно, обусловлена высокая чистота обработанной поверхности. Перейти к списку статей >>
Безопасность, общие советы
При работе с электроинструментом важно помнить о безопасности человека и не допускать преждевременного износа инструмента и возможного брака. В связи с этим мы собрали некоторые полезные советы:
- Перед работой нужно проверить крепления всех элементов.
- Одежда при работе на станке или с электродрелью не должна быть с элементами, способными попасть под действие вращающихся частей. Глаза от стружки защитите очками.
- Сверло при приближении к поверхности металла должно уже вращаться, иначе оно быстро затупится.
- Вынимать сверло из отверстия нужно, не выключая дрель, по возможности снижая обороты.
- Если сверло не углубляется в металл, значит, его твёрдость ниже, чем у заготовки. Повышенную твёрдость у стали можно выявить, проведя по образцу напильником — отсутствие следов свидетельствует о повышенной твёрдости. В этом случае сверло нужно выбирать из твёрдого сплава с присадками и работать на низких оборотах с небольшой подачей.
- Если сверло маленького диаметра плохо закрепляется в патроне, намотайте на его хвостовик несколько оборотов латунной проволоки, увеличив диаметр для захвата.
- Если поверхность заготовки полированная, наденьте фетровую шайбу на сверло, чтобы гарантировано не нанести царапины даже при соприкосновении с патроном дрели. При закреплении заготовок из полированной или хромированной стали, используйте прокладки из ткани или кожи.
- При изготовлении глубоких отверстий прямоугольный кусочек пенопласта, насаженный на сверло, может служить измерителем и одновременно, вращаясь, сдувать мелкую стружку.
рмнт.ру
Сборка всего воедино
- Двигаясь слева направо, переместить каретку на приблизительную известную позицию. В UI ЧПУ сбросить смещения, установив значение позиции как 0.
- Измерить расположение каретки.
- С помощью G-code передвинуть каретку на 1” дальше вправо, то есть к Z1.
- Измерить новое положение каретки и посчитать разницу в дюймах.
- Разделить значение «шаги на дюйм» на пройденное кареткой расстояние, получив новое значение «шагов на дюйм». Например, если количество шагов на дюйм равно 20 000, и вы производите смещение на 1.015”, то новое значение будет 20 000/1.015 или 19 704 шагов на дюйм.
- Повторять процесс, пока команда выполнить смещение на 1” не будет давать конкретно смещение на 1”.
Зенкерование, развертывание и растачивание оверстий.
Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ
⇐ ПредыдущаяСтр 6 из 6
Зенкерование
производится для обработки: отверстий в заготовках, полученных отливкой, штамповкой или предварительно просверленных; цилиндрических и конических углублений (под головки винтов, заклепок и т. п.); фасок. В связи с более благоприятными условиями резания, большей жесткостью и стойкостью режущего инструмента зенкерованием получают отверстия с точностью до 10-го квалитета и шероховатостью Rz2,5.









Зенкеры
отличаются от спиральных сверл тем, что имеют не две, а три или четыре режущие кромки, расположенные на заборном конусе, и не имеют перемычки (рис. 29). Зенкер, подобно сверлу, закрепляют в коническом отверстии пиноли задней бабки и подают к заготовке вручную, вращая маховичок задней бабки. Припуск под зенкерование составляет 0,5—2 мм на сторону в зависимости от диаметра отверстия.
Подача при работе зенкерами из быстрорежущей стали составляет 0,3—1,2 мм/об, твердосплавными зенкерами — 0,4—1,5 мм/об; скорость резания соответственно 20—30 и 60—180 м/мин.
Рис. 29. Зенкеры: а
— устройство;б — четырехперый цельный быстрорежущий;в — твердосплавный;г — насадной быстрорежущий;д — насадной твердосплавный;е — насадной со вставными ножами.
Развертывание
— это точная чистовая обработка отверстий. Развертывание обеспечивает получение отверстий с точностью до 7-го квалитета и шероховатостью Ra0,25, а обработка по- следовательно двумя развертками позволяет получить шероховатость поверхностиRa0,08. Развертыванием нельзя устранить биение или перекос отверстия, если они остались после предыдущей обработки.
Операция развертывания выполняется многолезвийным инструментом — разверткой. Различают развертки: ручные и машинные (рис.30), хвостовые и насадные, цельные и сборные(со вставными ножами). Применяют также регулируемые (установочные) развертки, размер которых можно изменять в небольших пределах.
Развертка состоит из рабочей части, шейки и хвостовика. Хвостовик машинных разверток -конический (конус Морзе), ручных — цилиндрический с квадратом под вороток.
Перед развертыванием отверстие и инструмент очищают от грязи, стружки и протирают. Если хвостовик развертки закреплен непосредственно в пиноли задней бабки, то даже незначительная несоосность хвостовика и рабочей части развертки, перекос пиноли или загрязнение посадочного конуса вызовут неравномерное срезание припуска: отверстие будет иметь больший диаметр у торцов и меньший — в середине детали.
Припуск на развертывание зависит от диаметра отверстия и от обрабатываемого мате- риала (0,08—0,20 мм на сторону).
Подача при развертывании принимается в 2—3 раза большей, чем при сверлении отверстия того же диаметра, а скорость резания в 2— 3 раза меньше. Значение подачи не влияет на шероховатость обработанного отверстия, так как она за- висит только от состояния кромки на калибрующей части инструмента. Низкая скорость резания при развертывании объясняется тем, что на режущей кромке не образуется нарост (налипание металла).
Развертывание производится с применением СОЖ (минеральное масло при обработке стали, керосин при обработке чугуна).
Рис.30. Машинные развертки: а —
хвостовая регулируемая со вставными ножами;б — хвостовая твердосплавная;в — насадная твердосплавная.
Растачивание
производится в целях увеличения диаметра, а также для обеспечения высокой точности и качества поверхности отверстий, полученных сверлением либо образованных в литых или штампованных заготовках. Растачивание обеспечивает получение отверстий с точностью до 7-го квалитета шероховатостью Rz2,5. Растачиванием можно исправить положение оси отверстия.
Рис.31 Технологический процесс обработки отверстия диаметром 50H8
При повышенных требованиях к точности отверстие после предварительного сверления рассверливают, а затем растачивают (рис.31). Растачивание является наиболее универсальным способом обработки отверстий большого диаметра.
Глубину растачиваемого отверстия измеряют линейкой, штангенглубомером, проверяют шаблоном или с помощью лимба продольной подачи. Диаметр контролируют штангенциркулем, с помощью лимба поперечной подачи и другими способами. Внутренние торцы и уступы подрезают расточным упорным резцом при поперечной подаче к оси заготовки. Рассмотрим изученные операции обработки металлов на токарном станке на примере технологического процесса изготовления втулки (см. рис.32).
Рис.32 Схема технологического процесса изготовления втулки из прутка в единичном производстве.
⇐ Предыдущая6
Установка и закрепление деталей в патронах
Токарный патрон
Короткие детали обычно устанавливают и крепят в патронах, которые подразделяются на простые и самоцентрирующие.
Четырехкулачковые патроны
Простые патроны изготовляют обычно четырехкулачковыми (рис. 41). В таких патронах каждый из четырех кулачков (1, 2, 3 и 5) перемещается своим винтом 4 независимо от остальных. Это позволяет устанавливать и закреплять в них детали, имеющие несимметричную наружную форму. При закреплении детали в четырехкулачковом патроне необходимо ее правильно установить, чтобы она не била при вращении.
Рис. 41 Простой четырехкулачковый патрон

Рис. 42. Проверка установки детали при помощи рейсмуса
Правильность установки детали можно проверять чертилкой рейсмуса (рис. 42). Чертилку рейсмуса подводят к проверяемой поверхности, оставляя зазор между ними 0,3-0,5 мм. Детали сообщают медленное вращение и следят за тем, как изменяется этот зазор. По результатам наблюдения отжимают одни кулачки и поджимают другие до тех пор, пока зазор не станет равномерным по всей окружности детали. После этого деталь окончательно закрепляют всеми четырьмя кулачками, равномерно поджимая их ключом один за другим.
После закрепления детали в патроне нужно обязательно вынуть ключ. Если этого не сделать, то при пуске станок может сломаться; кроме того, рабочий подвергается опасности получить увечье.
Самоцентрирующие патроны
Самоцентрирующие патроны (рис. 43) в большинстве случаев применяются трехкулачковые и значительно реже двухкулачковые. Эти патроны очень удобны в работе, так как все кулачки перемещаются одновременно, благодаря чему деталь, имеющая цилиндрическую поверхность (наружную или внутреннюю), устанавливается и зажимается точно по оси шпинделя; кроме того, значительно сокращается время на установку и закрепление детали.
На рис. 43, а показан трехкулачковый самоцентрирующий патрон. В нем кулачки перемещаются при помощи торцового четырехгранного ключа, который вставляют в четырехгранное отверстие 1 (рис. 43, а и б) одного из трех конических зубчатых колес 2. Эти колеса сцеплены с большим коническим зубчатым колесом 3. На обратной плоской стороне колеса 3 нарезана многовитковая спиральная канавка 4 (рис. 43, б). В отдельные витки этой канавки входят нижними выступами все три кулачка 5. Когда ключом повертывают одно из зубчатых колес 2, вращение передается зубчатому колесу 3. Вращаясь, оно посредством спиральной канавки 4 перемещает по пазам корпуса патрона одновременно и равномерно все три кулачка. При вращении диска со спиральной канавкой в ту или другую сторону кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь.
Необходима обращать внимание на прочный зажим детали в кулачках патрона. Если патрон в исправном состоянии, то прочный зажим детали обеспечивается применением ключа с нормальной ручкой (рис
44)
Другие способы зажима, например зажим при помощи ключа и длинной трубы» надеваемой на ручку, применять запрещается
44). Другие способы зажима, например зажим при помощи ключа и длинной трубы» надеваемой на ручку, применять запрещается.

Рис 43 — Трехкулачковый самоцентрирующий патрон

Рис. 44. Установка и закрепление детали в патроне и заднем центре









После зажима детали нельзя оставлять ключ в патроне, так как это может привести к несчастному случаю или поломке оборудования.
Кулачки патронов
Кулачки патронов применяют закаленные и сырые. Обычно пользуются закаленными кулачками, так как они изнашиваются медленно. Но при зажиме такими кулачками на деталях с чисто обработанными поверхностями остаются следы в виде вмятин от кулачков. Чтобы избежать получения вмятин, в этих случаях рекомендуется применять сырые (незакаленные) кулачки, которые точно обрабатывают (пригоняют) по диаметру закрепляемой в них детали.
Сырые кулачки удобны еще и тем, что их можно периодически растачивать резцом и тем устранять биение патрона, которое неизбежно при длительной его работе. Растачивают кулачки точно по размеру закрепляемой в них детали.
Установку и закрепление деталей в патроне с поддержкой задним центром применяют при обработке длинных и сравнительно тонких деталей (рис. 44), которые недостаточно закрепить только в патроне, так как сила резания и вес выступающей части детали могут изогнуть ее и вырвать из патрона.
При снятии детали отжимают кулачки патрону и, поддерживая деталь левой рукой, выводят из нее задний центр, для чего правой рукой вращают маховичок задней бабки.
Подготовка полов под установку станка для обработки металла
Промежуточным этапом процесса запуска любого станка в эксплуатацию является его правильный монтаж. Исходя из массы оборудования, его устанавливают непосредственно на пол либо на возведенное отдельно основание. Место расположения для него подбирается на предприятиях по плану, а в домашних условиях – произвольно, там, где удобно. Подготовка пола под станок – это важный момент, от которого будет зависеть устойчивость агрегата при работе. Основа должна быть достаточно прочной, чтобы выдерживать динамические и статические нагрузки от оборудования. При необходимости проводят ее укрепление.
Настройка токарного станка:
Далее идет настройка машины. Здесь роль оператора станка становится очевидной. Хотя современные токарные станки с ЧПУ выполняют большую часть работы автоматически, оператор по-прежнему играет жизненно важную роль.
Шаги по настройке токарного центра с ЧПУ:
Убедитесь, что питание отключено
Обработка с ЧПУ может быть опасной, поэтому необходима особая осторожность, и проверка выключателя питания является основой для этого; Закрепление детали в патроне. Патрон удерживает деталь на протяжении всего процесса. Неправильная загрузка может представлять опасность, а также привести к получению готовой детали неправильных размеров; Загрузка револьверной головки
Токарная обработка состоит из множества этапов, поэтому убедитесь, что вы выбрали правильный инструмент для определенной отделки. Револьверная головка может одновременно удерживать множество инструментов для бесперебойной работы от начала до конца; Калибровка. И инструмент, и деталь должны быть правильно настроены. Если что-то не так, результат не будет соответствовать требованиям; Загрузите программу. Последний шаг перед нажатием кнопки пуска — это загрузка кода в станок с ЧПУ
Неправильная загрузка может представлять опасность, а также привести к получению готовой детали неправильных размеров; Загрузка револьверной головки. Токарная обработка состоит из множества этапов, поэтому убедитесь, что вы выбрали правильный инструмент для определенной отделки. Револьверная головка может одновременно удерживать множество инструментов для бесперебойной работы от начала до конца; Калибровка. И инструмент, и деталь должны быть правильно настроены. Если что-то не так, результат не будет соответствовать требованиям; Загрузите программу. Последний шаг перед нажатием кнопки пуска — это загрузка кода в станок с ЧПУ.
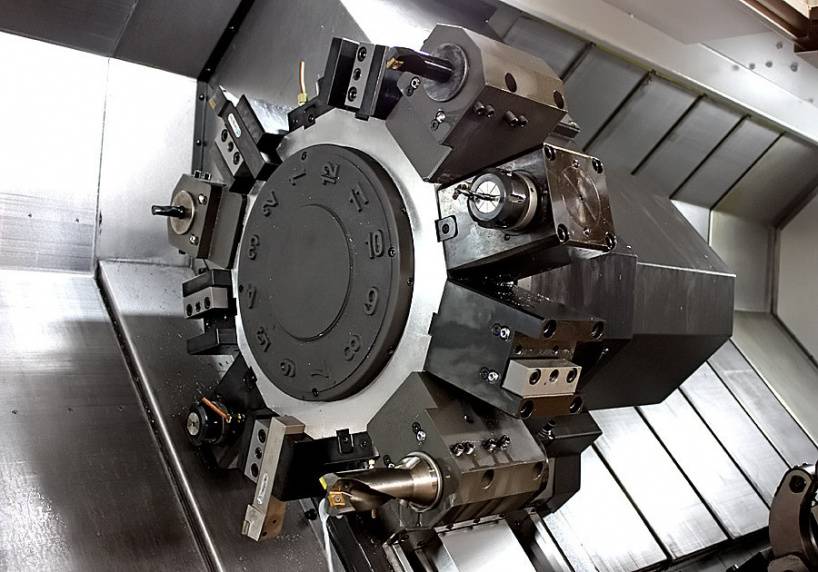
Револьверная головка станка ЧПУ.
Пильная резка
Под резкой обычно понимают резку пилой, другими словами пильную резку (набросок 1). Резка дюралевых сплавов может выполняться с более высочайшими скоростями, чем резка стали. Большая часть дюралевых сплавов позволяют существенно более высочайшие скорости реза. Потому почти всегда конкретно пильная резка алюминия является экономной и хорошей.
Набросок 1 – Пильная резка дюралевого профиля
Внешний облик реза и наличие заусенцев находится в зависимости от используемого дюралевого сплава, его состояния, размеров и формы зубьев пилы, количества оборотов пильного диска за минуту, количества зубьев, поперечника пильного диска и скорости подачи пилы. Количество зубьев пилы должно быть довольно огромным, чтоб обеспечивать незапятнанный рез. При пильной резке дюралевых профилей обычно всегда используют особые смазочные эмульсии.
- Поперечник пильного диска: 300-650 мм;
- Толщина пильного диска: 2,0-4,2 мм;
- Скорость вращения: 1500-2800 об/мин;
- Скорость подачи.





