

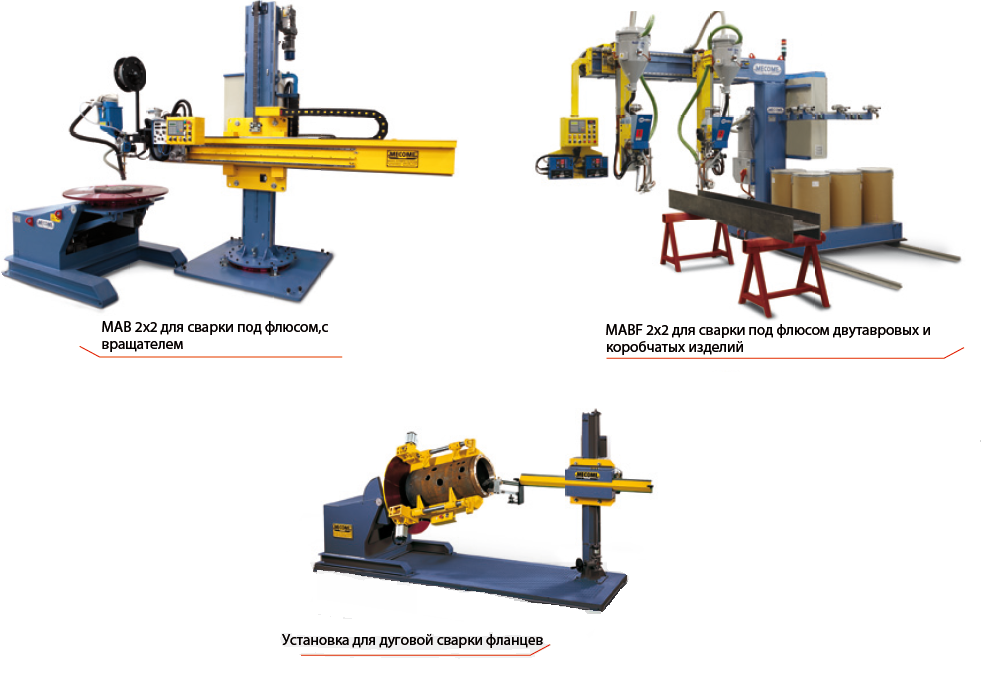
Ключевые элементы конструкции установки:
1. Колонна
Колонна представляет собой коробчатую сварную конструкцию со вставными направляющими. По этим направляющим скользит суппорт, на котором устанавливается стрела. Колонна смонтирована на основании с помощью упорных шарикоподшипников. Благодаря этому ее можно вручную вращать на 360°. Механизм ручного блокирования позволяет зафиксировать колонну в любом промежуточном положении. На колонне смонтированы электрораспределительный шкаф и площадка опоры для установки источника тока.
2. Подъем стрелы
Движение стрелы на подъем осуществляется цепной передачей оснащенной противовесом. Цепь соединена с ведущей шестерней червячного редуктора, который приводится в движение электродвигателем переменного тока с самоторможением. Скорость подъема – от 0,8 до 1,5 м/мин в зависимости от модели установки.
3. Суппорт стрелы
Изготовлен из стальной пластины, с приваренными ребрами для увеличения жесткости конструкции. На суппорте устанавливаются ролики и подшипники линейного перемещения, которые охватывают направляющие как стрелы, так и колонны. Все ролики смонтированы на эксцентриковых осях, что позволяет выбрать зазоры и обеспечивает возможность регулирования усилия на направляющие. Кроме того, на суппорте размещаются также электродвигатель для перемещения стрелы и предохранительный механизм, предотвращающий самопроизвольное опускание суппорта.
4. Предохранительный механизм стрелы
Помимо электродвигателя с самоторможением, обеспечивающего подъем стрелы, в суппорте устанавливается дополнительное предохранительное устройство, которое вступает в действие в случае обрыва цепи или при ее снятии. Предварительно затянутая пружина толкает стальной зуб в сварную зубчатую рейку с передней стороны колонны и тем самым препятствует соскальзыванию стрелы вниз.
5. Стрела
Стрела имеет сварную коробчатую конструкцию с вставными направляющими. Ее перемещение в горизонтальной плоскости осуществляется с помощью зубчатой рейки и шестерни, приводимой в движение электродвигателем переменного тока со встроенным редуктором установленным на суппорте. Электродвигатель оснащен тахогенератором, для контроля скорости перемещения. Скорость перемещения регулируется бесступенчато в пределах от 0,2 до 2 м/мин с помощью потенциометра. Перемещение при позиционировании всегда выполняется на максимальной скорости, что никак не влияет на заданную скорость сварки.
6. Основание
Здесь предлагается три различных решения:
Неподвижное основание для крепления к полу, в комплекте с винтами регулировки по уровню;
Подвижное основание, перемещаемое по рельсам на колесах без привода, в комплекте с тормозной системой, для фиксации в нужном положении;
Основание с электроприводом для перемещения по рельсам с переменной скоростью. Приводом служит электродвигатель переменного тока со встроенным редуктором. Скорость можно регулировать бесступенчато в пределах от 0,2 до 2 м/мин. Перемещение при позиционировании всегда выполняется на максимальной скорости, что никак не влияет на заданную скорость сварки.
7. Электрооборудование
Все компоненты электрооборудования объединены в едином шкафу, который смонтирован на колонне. На дверце шкафа находится главный выключатель, контрольные лампы и кнопка аварийного отключения. Имеется также пульт дистанционного управления, который, в зависимости от требований заказчика, может быть установлен как на стреле, рядом со сварочной головкой, так и непосредственно на шкафу. На пульте размещены органы управления манипулятором. На шкафу предусмотрен также штепсельный разъем, предназначенный для синхронизации работы манипулятора и сварочных позиционеров. На основании, колонне и стреле смонтированы электрические концевые выключатели. Установка питается от электросети трехфазным напряжением 380В, 50Гц. Для безопасности оператора, органы управления манипулятором имеют питание 24В.
Источник
Некоторые разновидности манипуляторов
 У каждого манипулятора есть своя область применения и свой принцип действия. Например, манипулятор типа «колонна» применяется при высокоточной сварке.
У каждого манипулятора есть своя область применения и свой принцип действия. Например, манипулятор типа «колонна» применяется при высокоточной сварке.
Прибор поддерживает горелку сварочного аппарата и потихоньку двигает её, контролируя тем самым перемещение электрода или струи пламени. Традиционный сварочный манипулятор указанного типа состоит из колонны, которая удерживает стрелу, а также тележки, двигающейся по специальным направляющим.
Причём направляющие похожи на латинскую букву V, они снабжены тормозами и механизмом аварийной остановки. Это гарантирует почти стопроцентную безопасность аппарата при сварочных работах.
Помимо стационарных манипуляторов-колонн в свободной продаже можно найти и портативные мобильные установки. Стационарные модели могут применяться, например, при создании автомобилей. А мобильные аппараты идеально подойдут для тех сварщиков, которые часто занимаются соединением труб в полевых условиях.
Наиболее востребованы универсальные сварочные манипуляторы. Они дают возможность работать с изделием и сварочным аппаратом максимально свободно, перемещать его, устанавливать под разным углом, задавать скорость, направление.
С помощью такой универсальной техники можно выполнять большой спектр технологических операций. Однако и стоит она достаточно дорого. Приобретать универсальный агрегат актуально в том случае, если часто приходится обрабатывать совершенно разные изделия, при штучном и малосерийном производстве.
Манипулятор, вращатель и любое иное оборудование, призванное облегчить процесс сварочных работ посредством автоматизации какого-либо действия, должно быть качественным и чётко выполнять свои функции.
Вдобавок ко всему такое оборудование требует максимально аккуратного применения в соответствии с инструкцией и правилами техники безопасности.
Физико-химические основы сварки
Итак, мы уже многое знаем. И знаем, что пользоваться мы будем ручной дуговой сваркой. Этот способ имеет для нас несущественный недостаток – низкая производительность, и более существенный – зависимость от квалификации сварщика. Но и прекрасные достоинства – вы можете выполнять соединения в любом положении и самых труднодоступных местах! Теперь посмотрим на рисунок процесса
1 – затвердевший шлак; 2 – сварочная ванна; 3 – слой расплавленного шлака; 4 – дуга; 5 – электродное покрытие; 6 – металлический стержень
На электрод у нас подается напряжение одной полярности, на деталь – другой. При близком поднесении электрода к детали зажигается высокотемпературная дуга, которая плавит все в своем пространстве. Под действием электрического заряда материал электрода по каплям переносится в сварочную ванну. А вот тут стоить подумать о том, как же правильно заполнять ванну. Если держать электрод неподвижно, то металл постепенно испарится, электрод станет короче, дуга прекратится и весь процесс остановится. Действительно, одна из сложных вещей, которым вам придется научиться, это держать весь процесс под неусыпным контролем. Вам придется двигать электрод сразу в трех плоскостях: (1) Обеспечивать поперечное движение, чтобы ‘прихватывать’ края соединяемых деталей и расплавлять их. (2) Обеспечивать поступательное равномерное движение по протяженности шва. От скорости этого движения будет зависеть заполнение ванны и качество шва (3) Обеспечивать вертикальную подачу электрода, поддерживая дугу и обеспечивая непрерывность подачи материала в сварочную ванну. Причем, скорость подачи будет всегда разная и будет зависеть от скорости плавления электрода.
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Классификация и технические параметры сварочных вращателей
Вращатели для сварочных работ можно разделить на несколько основных типов. Ниже будут рассмотрены четыре вида, которые используются в процессе сварочных работ чаще всего:
- роликового типа;
- горизонтального типа;
- вертикального типа;
- изделия универсального назначения.
Роликовый сварочный вращатель
Основное назначение вращателей этой категории заключается в их использовании в процессе проведения сварочных работ с деталями и заготовками цилиндрической формы. Его можно использовать в процессе сварки в ручном, автоматическом и полуавтоматическом режиме.
Зафиксированная деталь в устройстве вращается благодаря специальным роликам, что позволяет сварщику создавать качественные швы как внутри детали, так на ее внешней поверхности. Настройка скоростного режима устройства должна соответствовать скорости формирования шва на материале, которая может изменяться в зависимости от конкретного вида металла или сплава. Самые лучшие модели вращателей роликового типа способны выдержать нагрузку свыше двадцати тонн. Максимальная длина металлической детали может составлять четыре метра.
Горизонтальные сварочные вращатели
Как можно понять из названия устройства, его задача заключается в осуществлении вращения детали по горизонтальной оси. Соответственно его используют в процессе работы со швами кольцевого типа. Изделие можно использовать в процессе сварочных работ проводимых в автоматическом или полуавтоматическом режиме.
Практически каждая модель вращателя данного типа оснащена механизмом, который выполняет остановку вращения после полного круга, что позволяет полностью освободить мастера от контроля над работой устройства. Максимальный вес детали, которую способны выдержать лучшие представителей модельной линейки устройств этого типа, равняется примерно шести тоннам. Размер длины детали может достигать двух с половиной метров.
Сварочный вращатель вертикального типа
Наименование группы изделий говорит само за себя. Основное их назначение заключается в обеспечения вращения зафиксированной детали по вертикальной оси. Также как и вышеописанные модели, устройство данного типа позволяет настраивать рабочую скорость вращения детали. Вращатель вертикального типа используется в процессе проведения сварочных работ в среде защитных газов, а также в процессе сварных наплавочных работ.
Максимальная грузоподъемность моделей высокого качества может достигать отметки в две тонны. Длина закрепленного изделия может достигать двух метров.










Универсальный сварочные вращатели
Сварочные вращатели универсального типа делятся на две категории: карусельные и консольные. Чаще всего такое оборудования применяется в процессе проведения сварочных манипуляций с трубами различных диаметров. Однако это не говорит о том, что использовать этой устройство можно только для выполнения похожих задач, его можно применять в процессе работы практически со всеми деталями цилиндрической формы.
Устройства универсального типа могу быть использованы в процессе сварочных манипуляций в ручном режиме, электродугового типа, а также при резке металлических деталей и изделий. Максимально возможная грузоподъемность самых качественных моделей может достигать отметки примерно в две тонны. Максимальная длина зафиксированного изделия может составлять практически два метра. Как и вращатели, относящиеся к вышеописанным категориям, устройства универсального типа оснащены возможность регулировки рабочей скорости вращения.
Основные виды сварки
Имеются различные способы сварки. Способы сварки и виды сварных соединений необходимо знать, чтобы выбирать правильное оборудование, расходные материалы и устанавливать нужные режимы. Виды сварки и их краткая характеристика должны быть тем знанием, которое позволит в результате получить качественный, красивый и прочный шов. Каждый способ обладает своими нюансами, преимуществами и недостатками.

В сварке могут использоваться нагревание или давление, а также их сочетание. В соответствии с этим виды сварки и их характеристики разделяются на две большие группы – плавлением и давлением.
Технология сварки заключается в образовании межатомной связи между металлическими изделиями и получению в результате прочного неразъемного соединения. Первая стадия процесса заключается в максимально близком приближении свариваемых элементов друг к другу.
Однако на этом этапе достаточного взаимного проникновения атомов невозможно. Это объясняется тем, что при обычной температуре не помогут даже значительные прилагаемые усилия. Этому помешает твердость материала, а также то, что даже при самой хорошей обработке контакт между деталями будет происходить не по всей поверхности, а только по нескольким точкам. К тому же прочному соединению будут препятствовать остатки на поверхностях грязи, окисел, жировых пленок.
Прочный физический контакт будет возможен только в результате применения сильного давления или расплавлением краев соединяемых металлических деталей. При этом исчезает зазор между соединяемыми деталями, и они начинают представлять собой единое целое.

Виды классификации способов сварки предполагают сварку плавлением без применения давления, термомеханическую с использованием тепловой энергии и давления и сварку давлением. Распространенный способ – это плавление соединяемых элементов.
Способы сварки металлов:
- Ручная электродуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- ТИГ сварка.
- Электронно-лучевая.
- Электрошлаковая.
- Плазменная.
- Диффузионная.
- Контактная электрическая.
- Стыковая контактная.
- Шовная контактная.
- Точечная контактная.
- Точечная конденсатная.
- Индукционная.
Применяемые при этом электроды бывают плавящиеся и неплавящиеся. Краткая характеристика основных видов сварки поможет выбрать наиболее подходящий способ для конкретного процесса. Все виды сварочных работ предполагают использование подходящего для них оборудования.
Также имеет свои особенности сварка разных металлов. Так, например, трудность при сваривании углеродистых сталей заключается в закалке зоны около шва, и образовании многочисленных трещин. Поэтому при сваривании изделий из таких материалов рекомендуется предварительно подогревать детали до температуры 100-300 градусов, применять многослойный шов, использовать электроды с покрытием, после окончания процесса проводит отпуск получившегося изделия до температуры 300 градусов.
Трудность при сваривании ферритовых сталей с большим содержанием хрома заключается в том, что при охлаждении существует опасность выпадения зерен карбидов хрома, что понижает стойкость по отношению к образованию коррозии. Для предотвращения этого явления следует устанавливать ток небольшого значения, чтобы можно было обеспечить более значительную скорость охлаждения. Также для выравнивания количества хрома в зернах и на границах можно после окончания сварки осуществлять отжиг.
Сварка чугунных изделий производится чугунными электродами с предварительным подогревом деталей. Диаметр чугунных электродов выбирают в диапазоне 8-25 миллиметров.
Свариваемость меди понижают примеси кислорода, водорода и свинца. Результативным является использование газовой сварки. Если применяется дуговая сварка, то электроды выбирают угольные или металлические. Сварке алюминиевых деталей препятствует наличие оксидов. Их помогает растворять использование флюсов.
Автоматизация процесса
Ручные позиционеры выполняют только вращательное движение в одной плоскости. Детали закрепляются в патроне с тремя (четырьмя) кулачками или на планшайбе с крепежными планками, которые установлены в Т-образных пазах. Заготовки вращают через механический привод, нажимая на педаль. Основным недостатком считают низкую эффективность из-за необходимости вручную устанавливать угол наклона заготовки.
Автоматизированные позиционеры повышают производительность сварочных работ за счет вращения и поворота рабочего стола шаговыми электродвигателями. Они обеспечивают высокую точность установки сварочной головки по отношению к деталям. Программируемыми устройствами с манипулятором сварочной горелки, через которую подается присадочная проволока, выполняют швы сложной конфигурации высокого качества под флюсом и среде инертного газа в автоматическом режиме. Скорость вращения у разных моделей регулируется от 0,01 до 16 об/мин с контролем по цифровому индикатору.
Роторные позиционеры относят к отдельному виду, кроме поворотного стола они оснащены вращающейся консолью. На таких устройствах выполняют внутренние швы и многослойную наплавку деталей сложной формы без затрат времени на переустановку.
Соединение труб при помощи электросварки
Электросварные фитинги из металла
Электросварные фитинги — это приспособления, которые помогают соединить две части заготовок. Существуют два формата: резьбовые и сварные. Концы резьбового фитинга — резьба выполнена внутри и снаружи соединительной детали. А также фитинг имеет фаску, что облегчает выполнение электросварного шва.
Многие из этих приспособлений прикрепляются к детали с помощью двух элементов: колена и приклада. В первом варианте диаметр больше, чем во втором, а второй, как правило, совпадает со свариваемой деталью.
Электрический фитиновый полиэтилен
Эти детали позволяют увеличить электрофузию соединяемых деталей. Обычно полиэтиленовые вспомогательные соединительные детали используются для полиэтиленовых водопроводных труб, которые предназначены для систем с низким давлением.
 Фитинги из HDPE устанавливаются на трубах при помощи приклада или перекрытия. Элементы удерживаются специальным держателем. Устанавливают соединение и трубку, затем нагревают, вводя в фитинг.
Фитинги из HDPE устанавливаются на трубах при помощи приклада или перекрытия. Элементы удерживаются специальным держателем. Устанавливают соединение и трубку, затем нагревают, вводя в фитинг.
Примечательно, что оба варианта электросварки основаны на химическом воздействии — разрушении молекулярных цепей полимеров при температуре 170 градусов Цельсия и образовании новых в процессе упрочнения пластика.
Сцепление и электроопыление
Современные электрические технологии достигли уровня, на котором легко обойтись без громоздкого, сложного в использовании и устаревшего оборудования.
Наружная оболочка и её фитинг расплавляются, а после падения температуры создаётся новая полимерная цепь. В результате гарантируется качественная электросварка полиэтиленовых труб, которую можно безопасно использовать как для домашних систем, так и для промышленных трубопроводов.
Эти фитинги характеризуются следующими преимуществами:
- они соединяют трубы диаметром от 20 до 400 мм;
- соединение установлено внутри и способно выдерживать работу при высоком давлении;
- они инертны ко всем химическим веществам и, таким образом, безопасны даже для воды;
- выдерживают любые скачки давления.
У фитингов есть большой ассортимент – от маленького до большого диаметра. Их можно использовать даже на крупных химических заводах.
Для установки арматуры вы можете использовать трансформатор.
Как приготовить электросварку труб
Подготовка: сварщик, заготовка, соединительный элемент, трансформатор в полной готовности и целостности. Труба под прямым углом.
С фаской кромки детали, для точной резки. Труба проходит в фитинг и фиксирует место, где ранее отмечалось. Обезжирить части. После подключения сварочного трансформатора к источнику питания сформируйте сварное соединение. Сварочный аппарат выключен, и включён режим прогрева в течение 30 минут










Важно не перемещать какое-либо соединения или держатель! После выключения ожидайте полного охлаждения. Устройство готово для использования и дальнейшего подключения!
Модернизация комплекса для сварки кольцевых швов обечаек из легированной стали
Механизация
Рано или поздно наступает такой момент, когда срок службы оборудования подходит к концу. Именно это и произошло на предприятии нашего клиента. Два сварочных вращателя, грузоподъёмностью 1 тонна каждый, подошли к рубежу своего срока эксплуатации.
Вращатели уже потеряли способность точно выдерживать заданную скорость сварки, а у механизмов появились люфты, из-за этого ни о какой точности не могло идти и речи.
Многочисленные поломки и последующие ремонты являлись причиной простоя производства и потери денежных средств.
В состав сварочного комплекса входили также два источника питания для аргонодуговой сварки на 300 Ампер, ремонтопригодность которых из-за слишком долгого срока службы и усталости также вызывала большие вопросы.
Из общения с заказчиком было выяснено, что необходимо поставить подобное по функциональности оборудование, но с бОльшим показателем грузоподъёмности. Под такое описание идеально подходил сварочный вращатель HB-12.
Это надёжная и точная техника, которая будет выполнять свои прямые обязанности ещё долгие годы. К тому же, простота эксплуатации такого устройства сравнима с управлением микроволновкой.
Каждый вращатель необходимо было укомплектовать источником питания для сварки. Взамен отслуживших свой срок аппаратов в комплект поставки были включены источники питания EWM Tetrix 300 Comfort 2-0 puls TM.
Эти аппараты оснащены спецпроцессами для сварки комфортной и качественной Tig-сварки.
В один комплект оборудования входит:
Специалисты «ДельтаСвар» обеспечили доставку полного комплекта оборудования до предприятия заказчика, произвели монтаж и пуско-наладку, а также провели обучение по настройке и работе оборудования. Сварщики и технологи прошли инструктаж по основным правилам безопасной и безаварийной работы с вращателем.
Появились вопросы? Позвоните нам по номеру +7 (343) 384-71-72 или напишите нам. Специалисты компании «ДельтаСвар» подберут подходящее сварочное оборудование и правильное решение для любой задачи!
Оснащение цеха механизированной установкой для аргонодуговой сварки соединений «труба-труба» и «фланец-труба» У промышленного предприятия, занимающегося изготовлением погружных приборов для измерения уровня жидкости в скважинах, сформировалась потребность в оснащении производственного участка установкой для сварки стыковых соединений труб и углового соединения фланца с трубой методом аргонодуговой сварки TIG с подачей присадочного материала. Защитный корпус (оболочка) погружного прибора выполняется из труб диаметром до 250 мм и длиной до 6 м. Трубы изготовлены из низкоуглеродистых и нержавеющих сталей…
Оснащение производства роликоопорными стендами грузоподъемностью 200 тонн В связи с плановым техническим перевооружением ведущий завод по производству оборудования для атомной промышленности принял решение о приобретении 8 комплектов роликовых вращателей. Основное назначение оборудования – вращение цилиндрических изделий для позиционирования их в удобном положении для сборки, сварки и зачистки. …
Механизация полуавтоматической сварки вертикальных и потолочных швов При сварке протяженных швов способом MIG/MAG заказчик провел расчет трудозатрат одного сварщика и определил, что за смену он проходил порядка 20 метров сварочного шва. Так как предстоящая протяженность сварочных швов превышает 10 000 метров, заказчиком было принято решение о возможной механизации и ускорении данного процесса сварки. …
Оснащение производства роликоопорами грузоподъемностью 400 тонн В связи с плановым техническим перевооружением клиент принял решение о приобретении комплекта роликовых вращателей. Основное назначение оборудования – вращение цилиндрических изделий в удобное положение для обработки: сварки, зачистки. …
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Основные типы
Можно выделить четыре основных типа вращателей для сварки:
- роликовые;
- горизонтальные;
- вертикальные;
- универсальные.
Роликовые вращатели применяют для сварочных работ с металлоизделиями, имеющими цилиндрическую форму. Такие детали с лёгкостью фиксируются в устройстве и двигаются благодаря роликам, расположенным внизу. Наиболее мощные модели вращателей роликового типа способны выдерживать нагрузки до 20 тонн, в них можно вставлять металлические заготовки длиной до четырёх метров.
Сварочный вращатель горизонтального типа, в соответствии с названием, осуществляет вращение заготовок вокруг горизонтальной оси. Поэтому его используют для создания соединений круговой и эллиптической формы.
В горизонтальном вращателе предусмотрено два основных механизма. На одном из них крепится деталь, а второй имеет специальный привод для вращения. Такая конструкция позволяет устанавливать во вращатель даже нестандартные детали длиной до 2,5 м. Вращатели горизонтального типа способны выдерживать вес изделий от 600 до 6300 кг в зависимости от модели.
Вертикальные вращатели по принципу действия мало чем отличаются от горизонтальных. Только в данном случае вращение зафиксированной металлической заготовки происходит по вертикальной оси.
Данный тип вспомогательного оборудования применяется, как правило, для сварки в среде инертных газов (в частности, аргона), а также под различными флюсами. Допустимый вес заготовки — 2000 кг, а максимально допустимая длина – до 2 м.
https://youtube.com/watch?v=EgwHVUHOU6M










Универсальный сварочный вращатель даёт возможность устанавливать изделие в любое удобное положение и вращать его по любой оси (в том числе и угловой) с необходимой скоростью.
Данные вращатели нередко используют, когда выполняют сварку цилиндрических труб. Универсальные модели способны работать с деталями весом до 2000 кг и длиной от 0,5 до 1,9 м.
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер
Реально ставят иногда и ниже: важно чтобы вы смогли работать
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Термическое соединение деталей
Все о сварке металлов можно узнать на специальных курсах для сварщиков. Однако начинающим умельцам следует вначале определиться с самим понятием сварка, теория и основное про нее. Приступать к изучению этих основ необходимо, разобравшись, прежде всего, с чем, что называется сваркой и с тем, как происходит сварка.
Металлические детали могут соединяться между собой механическим путем без использования их нагрева. В отличие от механического соединения при термическом способе детали разогреваются до температуры их плавления. Поэтому определение “что такое сварка” подразумевает именно такой способ образования соединений, отличающихся прочностью и надежностью. Сварка – это процесс получения неразъемного соединения элементов путем их сильного нагрева.
Существует немало различных видов сварки, применяемого при этом процессе оборудования, используемых технологий и методов контроля. Сварочная теория говорит о том, что сварка относится к высокотемпературным процессам. Это обеспечивается с помощью образования сварной дуги, способствующей расплавлению соединяемых металлических элементов.
Точечная сварка своими руками: видео
Электродами служат медные стержни. Толщина их здесь сыграет положительную роль. При небольшой подаче тока пользуются жилами паяльников.
Как производится ручная точечная сварка? Электроды нужно подтачивать, а со временем необходимо их менять из-за полного стачивания. Длина провода от трансформатора, как отмечалось, по возможности делается меньшей. Соединений тоже лучше делать меньше, потому что при них теряется мощность. Идеалом здесь будут наконечники с обеих сторон провода, через которые соединяются электроды.
Наконечники спаиваются с проводом для предотвращения роста сопротивления и потери мощности. Когда у провода большой диаметр, то спаивать его с наконечником непросто. Но процесс упростится, если приобрести луженые наконечники. Из-за неспаянных соединений также растет сопротивление. Но все равно лучше иметь съемные электроды, потому что их надо подтачивать или заменять, а каждый раз спаивать и припаивать снова будет слишком утомительно.
Самодельный аппарат точечной сварки имеет рычаг и выключатель.
Чтобы осуществлялась точечная сварка своими руками (видео), сжатие электродами производится сильное. На аппаратах промышленных образцов такая сила может быть равна десяткам, а иногда даже сотням килограммов. В связи с этим рычаг делается как можно крепче, а основание массивнее, лучше, если его можно будет закрепить к столу.
Усилие создается при помощи, как рычажного зажима, так и рычажного винтового. Используются и другие методы при помощи дополнительного оборудования.





