

Этапы изготовления
Пошаговая инструкция по изготовлению сварочного стола в домашних условиях состоит из нескольких этапов. Первый блок работ включает сооружение столешницы, второй — ножек, третий — защитного короба. Весь процесс основан на сварке металлических деталей.
Поэтапное изготовление письменного стола своими руками, примеры декора
Рабочая поверхность
Столешница сварочного верстака готовится в два приема: сначала — рама, затем — сама поверхность. Согласно чертежу, из профильной трубы нарезают болгаркой отрезки, необходимые для изготовления рамы. Торцы металлических деталей зачищают от заусенцев. Затем профиль сваривают, выдерживая четкую геометрическую форму.
Далее из профильной трубы или швеллера нарезают внутренние детали, также ориентируясь на чертеж или размер уже готовой рамы. Перед тем как сварить стол, заготовки выкладывают на раму на расстоянии 3–5 см друг от друга. Если это не швеллеры, а профиль, его вставляют внутрь рамы. Детали фиксируют сваркой и зачищают швы. В заключение по бокам конструкции приваривают ручки из закругленной арматуры.
 Из профильной трубы нарезать отрезки, необходимые для изготовления рамы
Из профильной трубы нарезать отрезки, необходимые для изготовления рамы
 Торцы металлических деталей зачистить от заусенцев
Торцы металлических деталей зачистить от заусенцев
 Нарезать внутренние детали, ориентируясь на чертеж или размер уже готовой рамы
Нарезать внутренние детали, ориентируясь на чертеж или размер уже готовой рамы
 Сварить стол, выложив заготовки на раму на расстоянии 3–5 см друг от друга
Сварить стол, выложив заготовки на раму на расстоянии 3–5 см друг от друга
 Зафиксировать детали сваркой и зачистить швы
Зафиксировать детали сваркой и зачистить швы
Ножки
По заданной высоте стола из трубы нарезают четыре стойки. Их приваривают к углам уже готовой столешницы
Важно выдержать точный угол в 90 градусов, иначе конструкция будет неустойчивой. Для этого пользуются угольником. Далее на металлических столах для усиления крепят перекладину
Отступив от конца стоек 20–30 см, приваривают по периметру уголок. Его кладут плоской стороной на внутреннюю часть ножек таким образом, чтобы получилась подставка для полки. При необходимости на низ стоек крепят колесики, а на верхнюю часть — крючки для рабочего инвентаря
Далее на металлических столах для усиления крепят перекладину. Отступив от конца стоек 20–30 см, приваривают по периметру уголок. Его кладут плоской стороной на внутреннюю часть ножек таким образом, чтобы получилась подставка для полки. При необходимости на низ стоек крепят колесики, а на верхнюю часть — крючки для рабочего инвентаря.
 Нарезать четыре стойки из профильной трубы по заданной высоте
Нарезать четыре стойки из профильной трубы по заданной высоте
 Приварить их к углам уже готовой столешницы
Приварить их к углам уже готовой столешницы
 Сделать для усиления поперечную перекладину
Сделать для усиления поперечную перекладину
 При необходимости на низ стоек закрепить колесики
При необходимости на низ стоек закрепить колесики
 Для удобства в комплект к столу можно изготовить полки для инструментов
Для удобства в комплект к столу можно изготовить полки для инструментов
Защитный короб
На заключительном этапе монтажа для сварочного стола делают специальный монолитный поддон. Для этого из металлического листа вырезают заготовку по размерам, превышающим рабочую поверхность крышки верстака. У выкройки загибают вверх края, чтобы получились невысокие бортики. Защитный короб крепят снизу столешницы под незначительным уклоном. Такой экран выполняет защитную роль во время сварочных работ. В него собираются шлак, окалина. Благодаря этому конструктивному элементу на предметы, лежащие внизу, не попадают искры и мусор.
 Сделать монолитный поддон и закрепить его снизу столешницы под незначительным уклоном
Сделать монолитный поддон и закрепить его снизу столешницы под незначительным уклоном
Болты
Болты Siegmund – изделия с запатентованным механизмом и внушительным набором достоинств:
- увеличение зажимной силы;
- простота использования благодаря тому, что между рукояткой и заготовкой остаётся достаточно пространства;
- удобная рукоятка за счёт максимально оптимизированной поверхности;
- площадь в области отверстий после закалки дополнительно корректируется, что даёт максимальную точность;
- очень прочный корпус из закаленной высоколегированной стали;
- нет необходимости использовать уплотнительное кольцо, так как внутреннее трение сведено к минимуму;
- зажим по принципу рычага благодаря шарикам-фиксаторам (часто возможен зажим рукой);
- большая поверхность прижима;
- оптимальное распределение нагрузки благодаря опоре на три шарика.
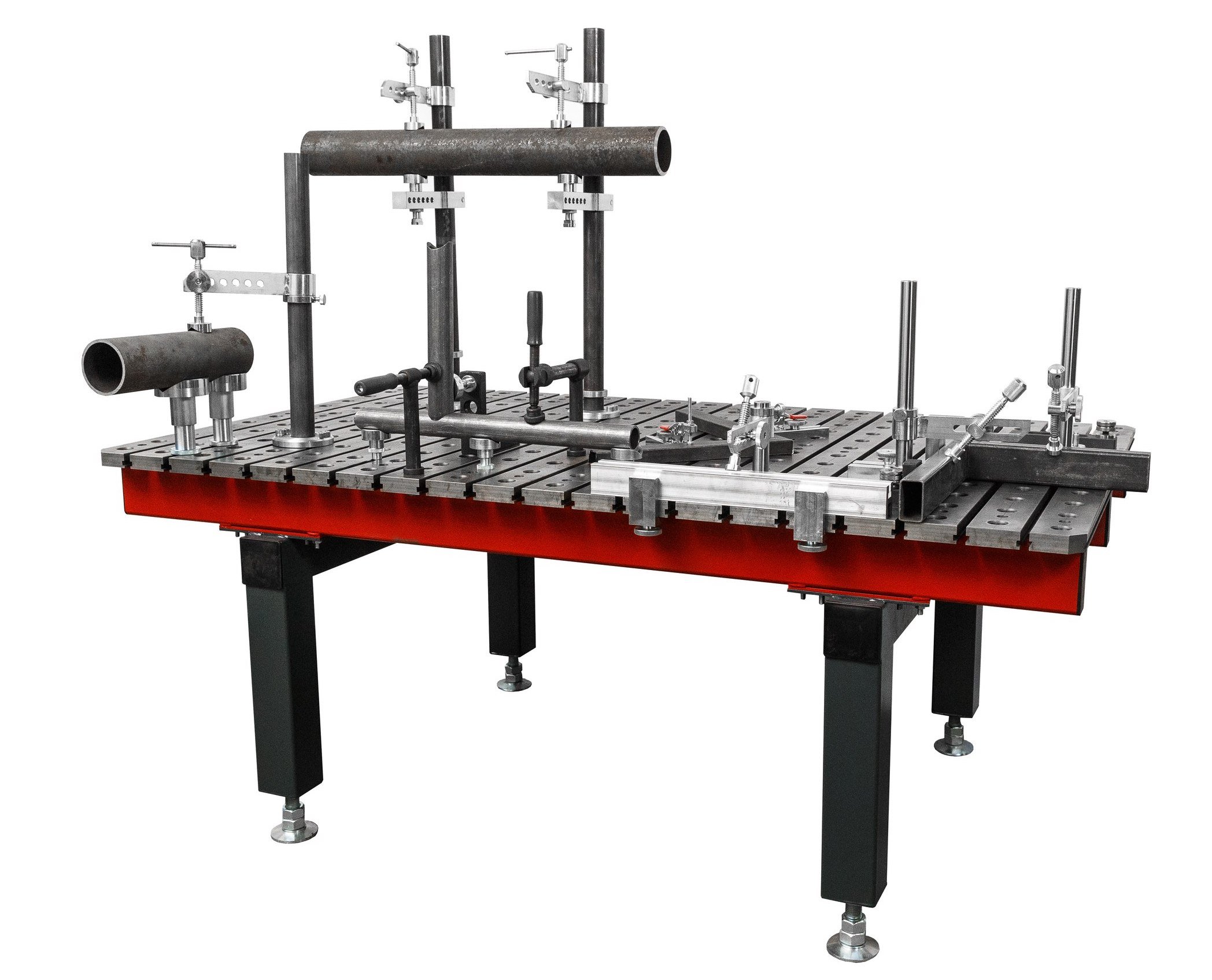
Конструкция сварочного стола
 Самый элементарный стол состоит из тяжелой металлической столешницы с окантовкой из асбеста или несгораемой пленки.
Самый элементарный стол состоит из тяжелой металлической столешницы с окантовкой из асбеста или несгораемой пленки.
Ножки стола выполняются произвольно, но они должны обеспечивать устойчивость и прочность всей конструкции.
Такие столы квадратные или прямоугольные, используются для обычных штатных сварочных работ.
Высота стола не более 1-1,25 метра, ширина избирается целесообразно проводимым работам.
Поворотные сварочные столы выполняются с круглой столешницей, так как это облегчает его вращение относительно заготовки.
 Заготовка помещается в центр стола, а все вращение суппорта осуществляется с пульта.
Заготовка помещается в центр стола, а все вращение суппорта осуществляется с пульта.
Сборочные столы для сварки, как правило используются для сварки прутка и изготовления металлической арматуры.
Сварочные столы такого типа устроены по типу обычных столов, но рабочая зона оснащена вальцами и канавками для проката арматуры и удобной подачи ее к сварщику.
Монтажный стол для сварки параллельно, кроме сварочных работ, используется для сборки агрегатов тяжелого машиностроения, поэтому стол и называют монтажным.
На такие столы устанавливаются фрезерные станки, токарно-револьверные станки, шлифовальные машины и прочее.
Основное требование, которое предъявляется к такого рода столам – устойчивость и способность выдерживать динамические нагрузки от движения крупногабаритных станков.
Такие столы кроме станков оснащены рабочей зоной для проведения огневых работ.
Сварочный стол своими руками
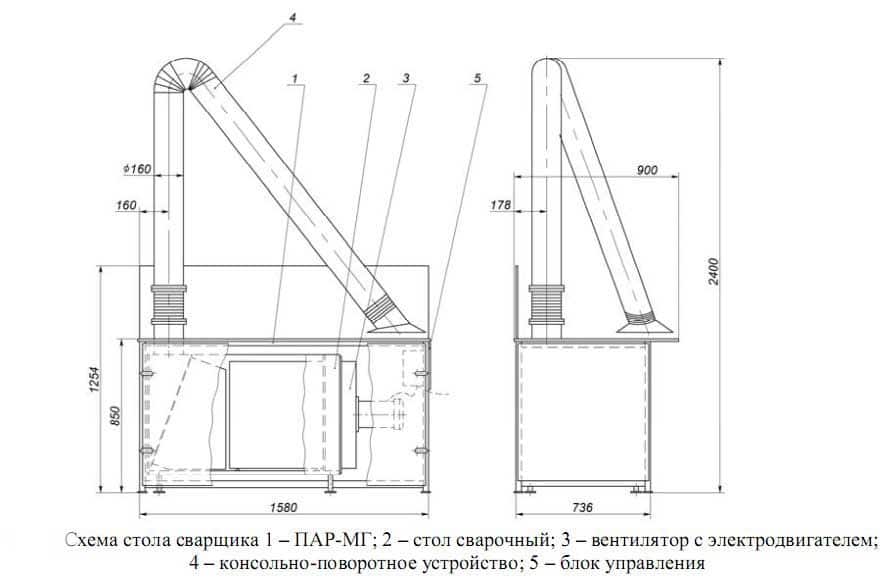
 Перед тем как самостоятельно начинать собирать стол сварщика, стоит подготовить для этого рабочее место. Устанавливается вытяжной вентилятор, подводится воздухопровод и оборудуется защитный контур заземления. Специалисты утверждают, что изготовить стол для сварочных работ своими руками довольно просто. Это не потребует большой траты денежных средств и сил.
Перед тем как самостоятельно начинать собирать стол сварщика, стоит подготовить для этого рабочее место. Устанавливается вытяжной вентилятор, подводится воздухопровод и оборудуется защитный контур заземления. Специалисты утверждают, что изготовить стол для сварочных работ своими руками довольно просто. Это не потребует большой траты денежных средств и сил.








Некоторые умельцы советуют при изготовлении стола из металла для подставки под рабочую поверхность использовать многослойную фанеру или ее аналоги. Однако это сильно усложнит подвод массы к изделию. Инструментальной плитой могут служить старые столешницы от УСП, имеющие систему специальных пазов. С обратной стороны стоит предусмотреть монтаж обрешетки, которая будет необходима при работе с длинными и пространственными деталями.
Все применяемые материалы нужно тщательно очистить от ржавчины и точно подогнать их под необходимые размеры, а фаски сделать при помощи фрезерного станка. Далее будет рассмотрен сборочный процесс стола из металла.
- Сначала нужно сварить станину для инструментальной головки. При этом необходимо внимательно следить за плоскостью всех поверхностей по вертикали и горизонтали. Максимальное отклонение не должно быть больше 1 мм. При проведении работ стоит предусмотреть дополнительные ребра жесткости из профиля, а сварные швы нужно очистить от образовавшихся шлаков.
- Далее на опоры самодельного электросварочного столика ставится рама. Чтобы усилить ее углы, применяют специальные накладки из металлической полосы. Стыковка подложки с инструментальной плитой выполняется с помощью крепежных материалов, а швы от сварки обрабатываются специализированным антикоррозийным средством.
В конце работы необходимо установить разные дополнительные приспособления. К примеру, это могут быть небольшие колеса с тормозами, держатель для сварочной горелки или стеллажи для различного инструмента.
Что важно знать о безопасности при сварочных работах?
При самостоятельном изготовлении сварочных столов необходимо учитывать все требования безопасности.
Самодельные рабочие места для выполнения сварочных работ должны:
- обладать продуманной вентиляцией для сварочного поста, обеспечивающей полноценную очистку воздуха в зоне нахождения человека;
- быть укомплектованными сетью вытяжек для эффективной работы вентиляционной системы;
- располагать грамотно выполненным заземлением;
- быть выполнены из негорючих материалов.
При выполнении сварочных работ имеется несколько факторов риска:
- поражение электрическим током;
- воздействие электрической дуги на зрительные органы;
- попадание посторонних предметов в глаза;
- поражение органов дыхания вредными газами и испарениями;
- попадание расплавленного металла на участки кожи;
- получение травм при работе на высоте;
- ожоги при взрыве баллона со сжиженным газом.
Непосредственно перед началом сварочных работ следует провести несколько подготовительных мероприятий:
- проверка качества электрической сети;
- контроль надежности и устойчивости стола из профильной трубы;
- диагностика целостности изоляции питающей проводки;
- контроль работоспособности системы воздухообмена сварочного поста;
- проверка исправности вспомогательного оборудования.
В целом, техника безопасности при работе со сваркой должна соблюдаться максимально прилежно.
 Чертеж сварочного стола.
Чертеж сварочного стола.
Для предотвращения риска получения травм, рабочее место должно соответствовать следующим правилам:
Все кабели обязаны быть надежно заизолированы и закреплены. Не допускается использование сварочных рабочих мест с болтающимися силовыми проводами. Перед тем, как сделать стол, мастер должен досконально продумать заземление. На рабочем месте заземлению подлежат такие инструменты: корпуса источников питания, вспомогательное электрическое оборудование и аппаратный ящик. Сечение сетевых проводов, проложенных к месту проведения работ должно быть не менее 25 мм2. Используемая аппаратура должна быть промышленного производства. Газобаллонная магистраль полностью работоспособна и не имеет течей. Подключение, отключение и ремонт сварочного оборудования должен выполняться исключительно штатным электриком. Осветительные приборы, применяемые при сварке, должны питаться от сети с напряжением 12 вольт. Электрододержатель сварочной аппаратуры должен быть заизолирован
Подобная предосторожность позволит избежать ударов электрическим током при прикасании к токоведущим частям электрододержателя. Электрододержатель сварочной установки должен обладать хорошими механическими характеристиками и обеспечивать не менее 8 000 циклов зажима электродов. Оператор сварочного аппарата должен быть одет в спецодежду, обеспечивающую надёжную личную защиту:
Оператор сварочного аппарата должен быть одет в спецодежду, обеспечивающую надёжную личную защиту:
- защитные повязки, респираторы и, в редких случаях, противогазы оптимально подойдут для рабочих мест, на которых нет возможности установить качественную вентиляцию;
- комбинезоны и защитные маски для предотвращения попадания капель расплавленного металла на кожу;
- шлем или очки, защищающие глаза от искр и летящих раскаленных капель.
Преимущества специализированной столешницы
Имея в гараже или в мастерской собственный стол для сварки, можно гораздо быстрее проводить ремонтные или монтажные работы.
К преимуществам практического выбора стола следует отнести:
- Удобная и ровная площадка для проведения работ.
- Возможность надежной фиксации предметов, деталей, узлов, что обеспечивает высокую точность сварочного шва.
- При полной комплектации (наличие кронштейнов и подсветки) ограничиваются даже малейшие движения обрабатываемой заготовки, что повышает точность сварочного шва.
- При наличии качественно оборудованной системы вентиляции мастер имеет минимальный контакт с производственной пылью и вредными соединениями.
- Большие столешницы могут иметь несколько функциональных зон для выполнения различных задач. При необходимости сварщик имеет возможность быстро переключиться на другой род деятельности.
Имеющиеся регуляторы высоты столешницы позволяют адаптировать рабочую зону под рост любого мастера.
Разновидности сварочных столов
Всю серию сварочных столов можно разделить на 3 обширные категории:
- С ровной сплошной столешницей
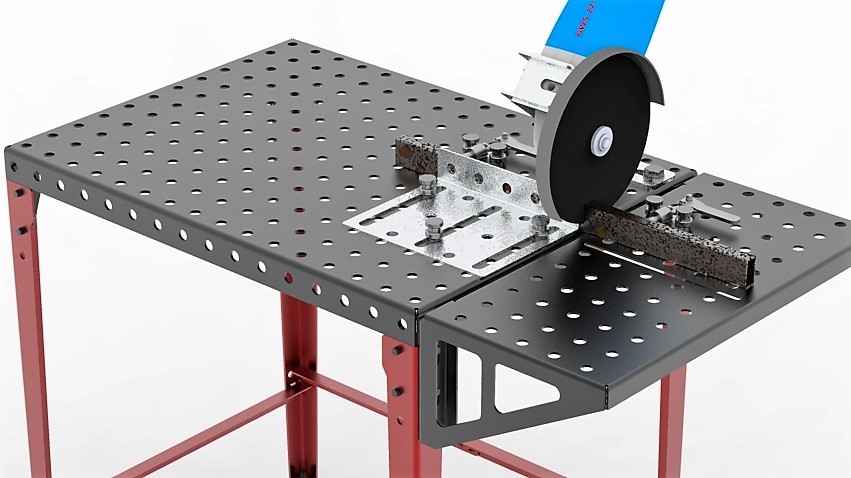
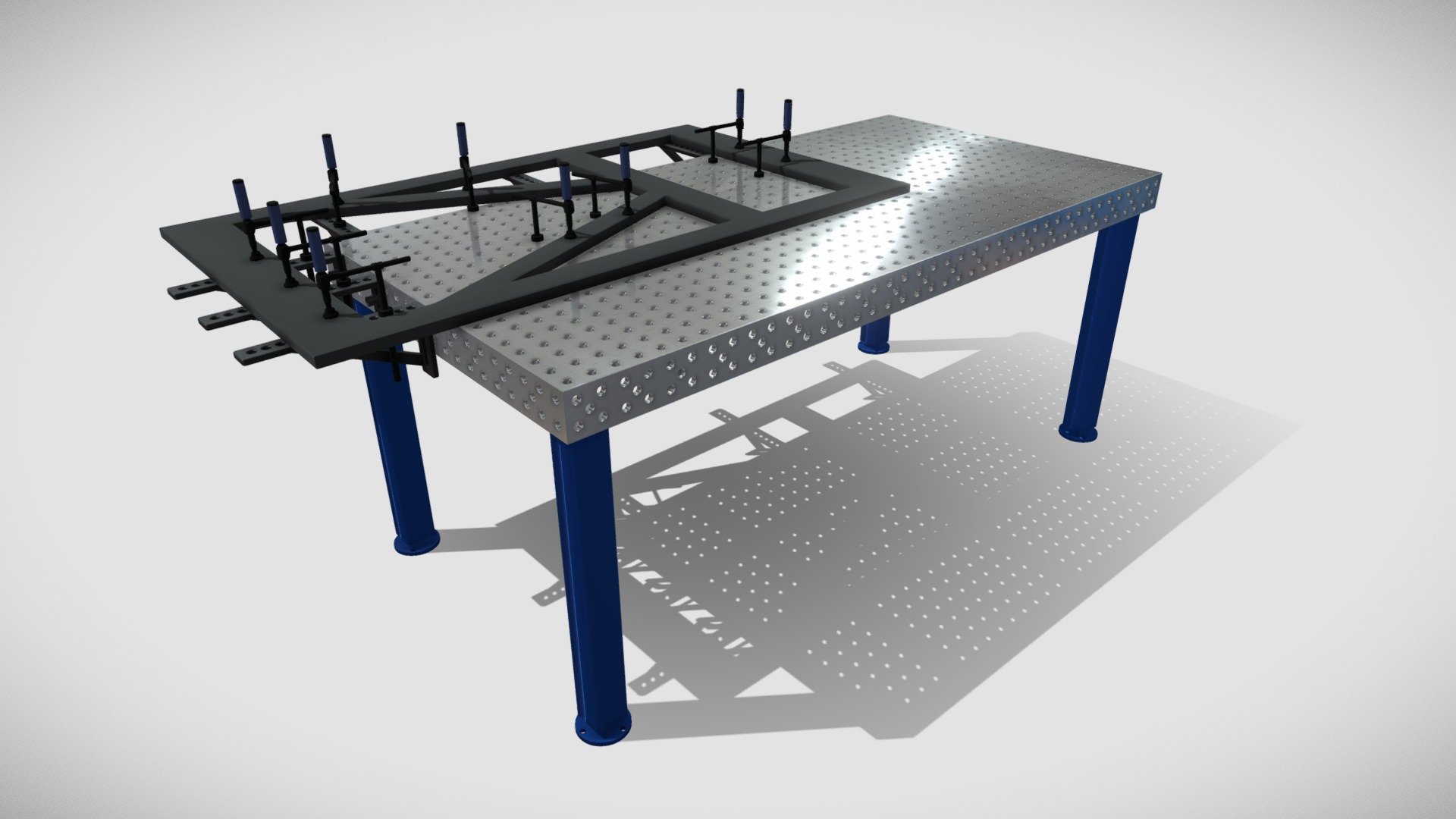
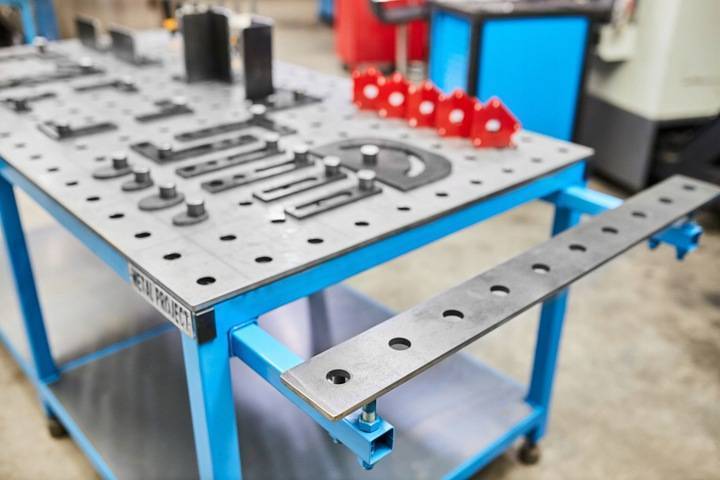
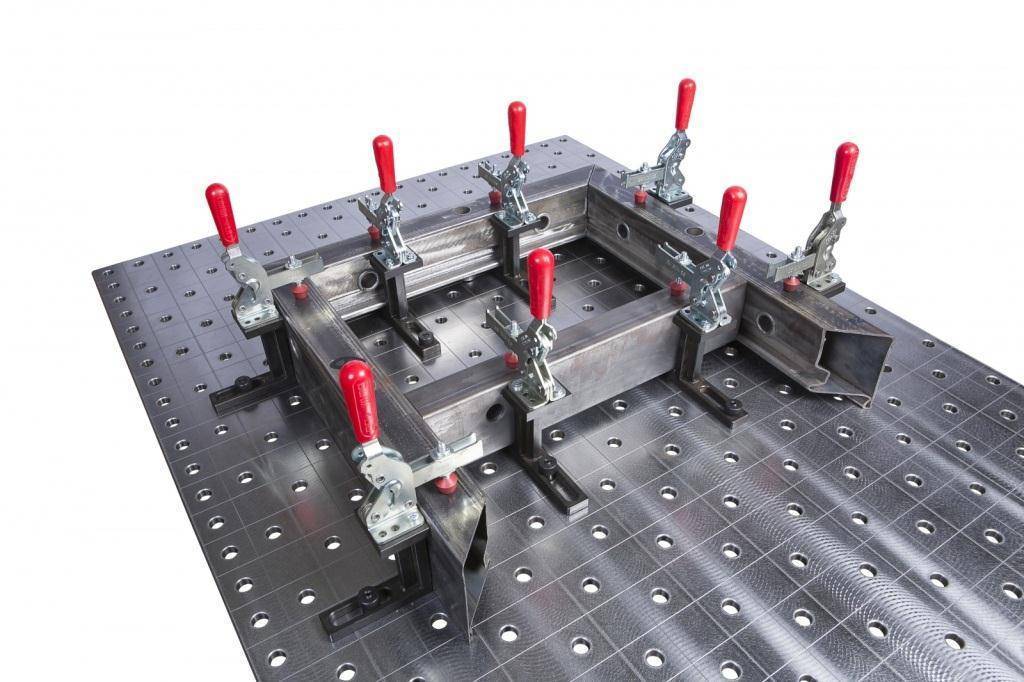
- С перфорацией или Т-образными пазами
- С поворотным механизмом
Есть и другие варианты сварочных столов, но из-за узкой специализации они не имеют широкого повсеместного распространения. Данные типы столов не принято сравнивать между собой, так как каждый из них предназначен для выполнения какого-то определенного перечня работ.

Сварочный стол с ровной сплошной столешницей
Столы с ровной столешницей предназначены для сварки простейших металлоконструкций. Стандартно такие столы оснащаются крупными тисками. При необходимости можно задействовать струбцины, но только по краю столешницы.
Это простейший вид сварочных столов. За ровной столешницей получится выполнить практические любые базовые операции по сварке. Ровный стол дает возможность без труда делать швы при стыковании и нахлесте. Можно стыковать заготовки вдоль и поперек, в вертикальной и горизонтальной плоскостях.
Одним из главных минусов сварочных столов с ровной сплошной столешницей является возможность проведения сварочных работ с точностью не выше среднего. Дополнительно такие столы слабо приспособлены для стыковки заготовок под углом. А сборку конструкций можно производить только у краев стола, где есть возможность прижать заготовки струбцинами.
Стол для сварки с ровной сплошной столешницей чаще всего устанавливается на ремонтном участке.

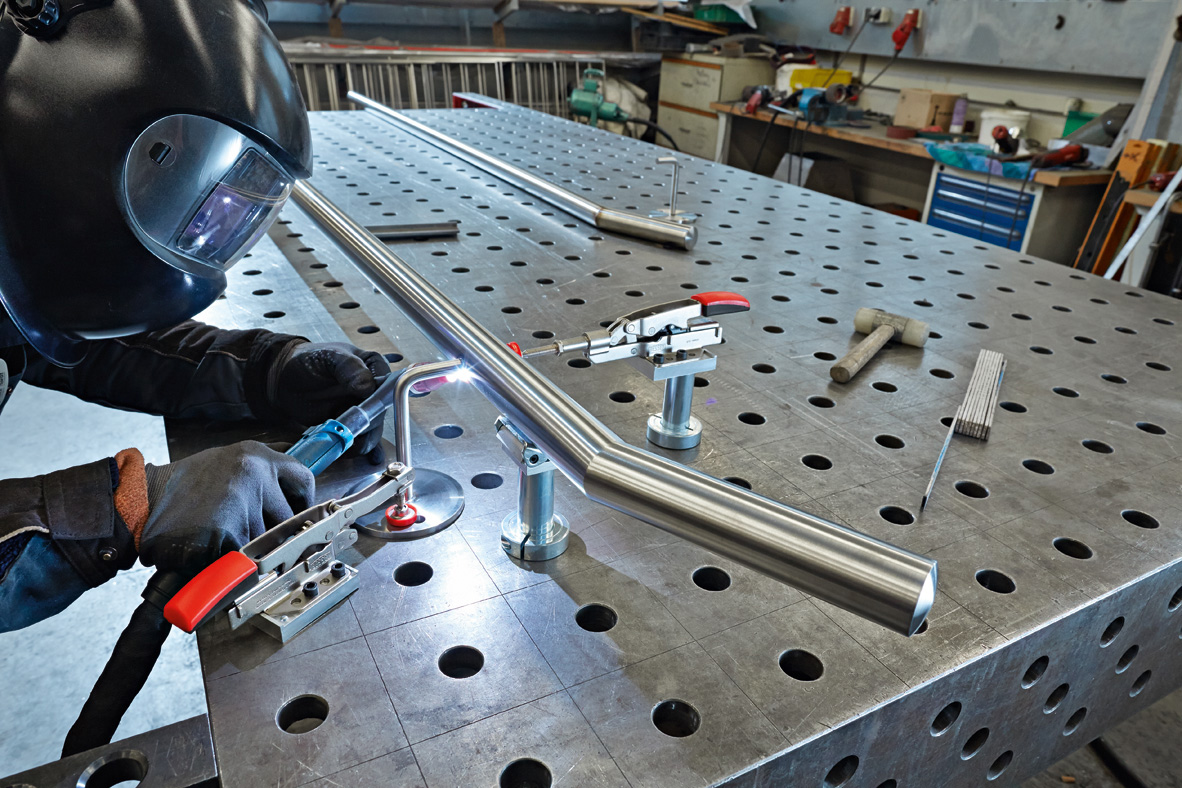
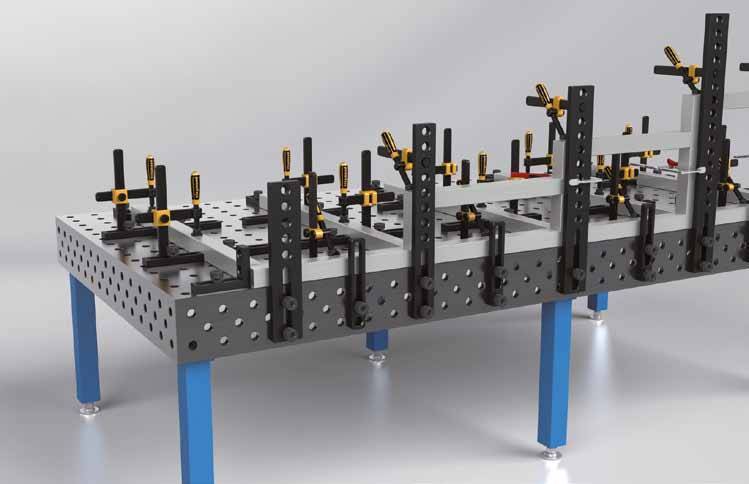
Стол с перфорацией или Т-образными пазами
Это отдельная категория сварочных столов, которые предназначены для сборки сложных металлоконструкций. Благодаря перфорации появляется возможность задействовать струбцины не только по краям столешницы, а практически в любой ее точке.
Сварочные столы с перфорацией больше характерны для импортных европейских моделей. На отечественных же машиностроительных предприятиях чаще всего задействуются столешницы с Т-образными пазами. Как понятно, струбцины и прочая оснастка в таких столах фиксируется не в отверстиях, а в пазах. Принцип использования перфорации и пазов является идентичным.
Главным преимуществом этого вида сварочных столов является возможность сборки металлоконструкций с высоким классом точности. Этому способствует вспомогательная оснастка, которую можно надежно закрепить и точно отпозиционировать в любой части столешницы.
Столы с перфорацией устанавливаются на сборочных линиях. Из-за высокой цены столы с перфорированной столешницей рационально использовать только при серийном изготовлении конструкций. При единичном же нечастом использовании лучше отдать предпочтение простенькому столу с ровной сплошной столешницей.
Перед тем, как выбрать сварочный стол, нужно знать про еще одну разновидность столешниц.

Поворотные сварочные столы
Чаще всего это дальнейшее развитие традиционных сварочных столов с перфорированной столешницей. Поворотный стол дает возможность приваривать заготовки под любым углом. При этом достигается практически ювелирная точность сборки металлоконструкций.
Столешница такого стола устанавливается на двух поворотных шарнирах, что и позволяет ей наклоняться в диапазоне 0-90˚. Сварщик может надежно застопорить столешницу под требуемым ему углом. Контроль наклона обычно производится сторонним уровнем. Но есть столы и со встроенным угломером. Точность установки угла наклона во многих моделях достигает 1˚.








Перфорированные столы с поворотным механизмом используются в основном для сборки средних и крупных узловых конструкций. Как и в случае с классическими перфорированными аналогами, сварочные столы с поворотной столешницей рационально использовать лишь при конвейерном изготовлении металлоконструкций. Ведь стоят подобные столы весьма и весьма недешево.
Отдельным видом сварочных столов представлены полностью автоматизированные модели. Они имеют свой собственный электропривод. Чаще всего столешница в таких столах не наклоняется, а вращается по кругу. Подобные столы является составной частью автоматизированных сварочных линий. Такая техника используется исключительно при серийном и массовом производстве металлоизделий.
Ниже указаны советы и рекомендации, как выбрать сварочный стол.

Столы сварщиков
Сварочные кабины должны быть изолированы от посторонних. В них располагается сварочный стол и прочие рабочие принадлежности, поэтому они достаточно просторные. Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см.
Сварочные столы используются для сварки и сборки деталей. Они располагаются внутри сварочной кабины на высоте 50-60 см, если пост предполагает проведение сварки в сидячем положении, или на высоте 90 см – если работы производят стоя.
Площадь стола составляет не менее квадратного метра. Требование к рабочему месту сварщика предполагает использование специальных болтов, к которым прикрепляются провода от сварочного аппарата. Для отсоса пыли от сварочной дуги не допускается располагать вытяжной зонт, так как иначе поток газов и пыли будет проходить через дыхательные пути сварщика.
Если стол оборудуется местным отсосом, то он может быть установлен как на столе, так и за пределами помещения. Встроенный в стол вентилятор создает шум, который снижает работоспособность. Оптимальной считается конструкция стола сварщика с нижнебоковым отсосом и установкой вентилятора за пределами помещения: тогда пыль и газ не попадают в зону дыхания сварщика.
В столах для сварщиков могут быть предусмотрены дополнительные удобства. Например, многие сварщики практикуют зачистку конца электрода путем его прикосновения к поверхности стола. В результате этого через определенный промежуток времени на столе образуются металлические наросты, которые мешают передвижению по столу изделий и ухудшающие его эстетические свойства. Для того чтобы этого не случилось, поверхность стола по краям кантуется медными пластинами. В результате поверхность стола не загрязняется электродами, так как к меди металл не пристает.
В столе может предусматриваться местное освещение. Для сварки мелких деталей, когда швы наносятся по периметру, целесообразно применение вращающегося стола, который регулируется по высоте винтами. Это позволяет поднимать и опускать детали в удобное положение. Сварщик при такой работе меньше устает и менее подвергается вредным выделением.
Для устранения неудобного положения нужно снабжать сварщика сиденьем, которое регулируется по высоте.
Вентиляция на рабочем месте
Рабочее место сварщика ручной электросварки, как тех, которые занимаются газовой, должно иметь вентиляцию. Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим. Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. Они являются одним из главных врагов индивидуальной безопасности и если в помещении нет проветривания и вытяжки, то сильно влияют на организм человека. Вентиляция также помогает убрать излишнюю загазованность в помещении, которая иногда может привести к детонации.

Вентиляция на рабочем месте сварщика
Вентиляция – это одна из тех важных вещей, чем должно быть оснащено рабочее место сварщиков. Существует естественная, которая осуществляется путем притока воздуха с улицы и искусственная. Для искусственной вентиляции применяются специальные вытяжки, вентиляторы и прочие средства, которые помогают осуществить циркуляция воздуха, где оно невозможно сделать обыкновенным путем.
Требования и особенности
Организация рабочего места сварщика проводится согласно ГОСТ 12.3.003-86.
Планировка сварочной кабины
Столы. Эти приспособления используются для сварки и сборки деталей. Они располагаются внутри кабины на высоте 50-60 см, если пост предназначен для сварки в сидячем положении, а также на высоте в 90 см, если это будет происходить стоя. Площадь стола должна составлять, примерно, 1 квадратный метр. Требования к рабочему месту сварщика предполагает наличие специальных болтов, к которым крепятся токопроводящие провода от сварочного аппарата. На столе должны быть гнезда для электродов. Если имеется выдвижной ящик, то там можно хранить документы и инструменты.
Под ногами работника должен иметься резиновый коврик.»
Сварочные кабины. Изолированное место, где устанавливается сварочный стол и прочие рабочие приспособления. Кабина должна быть изолирована от посторонних и иметь достаточно пространства. Размер кабин составляет 2х2 или 2х3 метра, а высота до 2 метров.
Чтобы улучшить вентиляцию, стены должны иметь зазор от пола в 20 см.»
Электрододержатель. Является одним из основных инструментов, которые использует сварщик. От его исправности зависит безопасность и производительность труда. Вес его не должен превышать 0,5 кг, а также он не должен нагреваться при работе. Обязательно должна быть изоляция, а также закрепление электрода максимально надежным.
Среди всех типов зажимов, лучше всего выбирать пассатижные зажимы.»
Щитки и шлемы. Требования к организации рабочего места сварщика предполагает использование таких индивидуальных средств защиты. Они должны соответствовать ГОСТ 12.4.035-78. Маска не должна быть тяжелее 0,5 килограмм. Существует 13 классов светофильтров для каждого режима мощности.
Изделия должны производиться из токонепроводящих материалов.»
Одежда. Требования безопасности к рабочему месту сварщика будут неполными, если не использовать одежду, как индивидуальное средство защиты. В комплекте должна быть куртка, рукавицы, брюки, специальная обувь и прочее. Большинство видов спецодежды шьют из брезента с вкраплениями асбеста, который помогает выстаивать против попадания расплавленного металла.
Одежда должна закрывать с запасом все части тела, не оставляя голых мест.»
Сварочные шторы. Аттестация рабочего места сварщика требует наличия перекрытия, в особенности, для многопостовых участков. Эти шторы делаются из огнеупорной ткани, которая зачастую совпадает с тем, из чего делают спецодежду. Шторы должны полностью изолировать рабочего от посторонних, чтобы ни сварочная дуга, ни искры и прочие негативные факторы не мешали другим людям.
Дополнительные инструменты. Анализ условий труда на рабочем месте сварщика будет неполным без дополнительных инструментов. Сюда входят винтовые зажимы, которые предназначены для обеспечение плотного контакта с изделием. Проволочные щетки применяются для удаления шлака, ржавчины и прочих налетов. Зубила и молотки применяются для врубки мест с дефектами, установки клейма на шов, ликвидации остатков брызг и так далее. Брезентовые сумки используются для хранения электродов.
Делаем кованый столик

Мебель с коваными ножками всегда красива и эффектна. Она используется как декоративное украшение помещения или садового участка. Яркая окраска придает мебели игривости, а сдержанная черная, белая или металлическая – деловой стиль, дороговизну и эстетичность.
Ковка – это воздействие на горячий металл при помощи молота и наковальни или загибание холодного металла при помощи молотка и приспособлений из приваренных к ровной поверхности круглых шпилек.
Горячая ковка дает немыслимый полет фантазии и может удовлетворить даже самые смелые задумки, потому что она более точная. Холодная ковка выглядит менее эстетичной.
Для того чтобы сделать ковку, нужно иметь специальный инструмент для загибания металлических прутов. Если такой инструмент имеется в вашем арсенале домашнего мастера, то с ковкой не будет никаких проблем. Если же вы далеки от этого, но хотите изготовить металлический столик с коваными ножками или элементами, то лучше ковку металла лучше будет заказать у профессионалов.
Этапы изготовления

- Металл очищается от ржавчины и грязи с помощью стальной щётки. Затем делается трафарет. Создать гнутые ножки можно самостоятельно, если не использовать слишком затейливые трафареты. Для этого используется любое листовое дерево. Рисунок делаем в масштабе 1:1.
- Привариваем две шпильки (крепеж в виде стержня с резьбой) на расстоянии около 2-3 см друг от друга. Между этими шпильками просовывается металлопрофиль или металлопрокат. При помощи силового воздействия и молотка металл гнется в нужных местах. При этом результат сгибания необходимо сверять с трафаретом. Если этого не делать, то нельзя будет добиться симметрии ножек.
Примите к седению: для того чтобы узнать размеры металла, который потребуется для изготовления вензелей, можно использовать обычную веревку, которая не растягивается. Веревкой измеряется каждый виток и его размер переносится на металл
- Собираем все металлические части по нарисованному трафарету и срезаем лишнее. Свариваем изделия сначала с одной стороны, а затем с другой. Сварку нужно производить аккуратно, чтобы не образовались сварочные наросты. Металлической щеткой зачищаем всю конструкцию.
- Готовые элементы ковки также аккуратно привариваем к гнутому металлу. Снова зачищаем все щеткой.
- Белой грунтовкой по металлу проходим по всем частям ножек для стола. Светлый цвет поможет не пропустить ни одного миллиметра при окраске металла.
- Окраска проводится валиком или неширокой кистью. Кованые ножки чаще всего окрашиваются в белый, черный, бронзовые, золотистые или серебряные цвета.
- Столешница из дерева крепится к кованым ножкам при помощи шурупов. В каркасе стола делаются отверстия, которые чуть больше по диаметру, чем шурупы, затем закрепляется поверхность стола.
Совет от редакции: чтобы скрыть место крепления столешницы и ножек стола можно использовать металлические уголки. Для этого, в металле делаются небольшие отверстия под болты. Уголки соединяются со столешницей при помощи саморезов.





Крепление ножек к столешнице полностью зависит от того, какие именно ножки делаются под столик – их размер, форма, количество кованых элементов и их расположение. Если брать стеклянную столешницу, то она крепится при помощи УФ – клея или специальных резиновых присосок. Металлическая столешница аккуратно приваривается с обратной стороны, зачищается, грунтуется и окрашивается.
Стол со столешницей из камня подойдет для установки на улице, например в , и в помещении. Лучше использовать гранит – он более прочный и износостойкий, чем другие камни (например, часто используемый для столов мрамор).

Изготовление сварочного стола из профильной трубы своими руками
Это не только реальная возможность сэкономить, но и отличный шанс сделать рабочее места под запросы конкретного человека.
Инструменты
Минимальный набор инструментария, который потребуется при изготовлении сварочного стола своими руками:
- рулетка, мел, пассатижи;
- молоток, угольник, линейка;
- кусачки и струбцины;
- метчики, болгарка или, как минимум, ножовка по металлу;
- сварочный аппарат, токарный или фрезерный станок.
Размеры сварочного стола
Не стоит ориентироваться на промышленные образцы. Реализовать подобные проекты в домашних условиях весьма непросто, а порой просто нереально. Впрочем, они пригодятся в качестве основы для составления своего проекта. В чертеже обязательно указываются размеры всех элементов конструкции. Основные эргономические требования:
- Рабочая зона размером не более 1 метр по длине и 0,8 метра по ширине.
- Высота рабочей поверхности должна находиться в пределах 0,7-0,85 м от земли.
- Общая высота сварочного стола с защитным ограждением – до 1,4-1,5 м.
Раскрой
В изготовлении стола можно использовать как покупные, так и подручные материалы. Потребуется:
- 4 заготовки для каркаса полки из уголка 25х25 мм. Длина 46о мм, концы обрезаны под углом 45 градусов.
- 2 листа металла размером 445х750 мм под полки.
- На ножки потребуется 4 отрезка профтрубы 30×230×21,5 мм длиной 760 мм.
- Для продольного каркаса стола нужно отрезать 4 уголка 25х225 мм длиной 760 мм.
- 2 куска профильной трубы 60×240 ×25 мм длиной 1 и 2 метра.
- 8 штук отрезков профиля 40×230×21,5 мм длиной по 720 мм каждый.
- Колесные опоры в количестве 4 шт.: 2 – со стопорами и две без них.
- Потребуется еще 4 уголка 30х30 мм для большей жесткости стола.
Столешница сварочного стола
Каркас выполняется из профильной трубы размером 60х240 мм, а сама столешница делается из профиля 40х230 мм. Расстояние между свариваемыми заготовками должно быть одинаковым. В дальнейшем зазоры будут необходимы для крепления деталей струбцинами и зажимами. Если нужно будет удлинить стол для сварочных работ, то следует предусмотреть откидную дополнительную поверхность.
Ножки
К углам каркаса столешницы ножки привариваются. Чтобы точно их выставить, следует предварительно прихватить заготовки в двух местах, угольником проверить точность позиционирования и только после этого приваривать «намертво». В нижней части ножек привариваются небольшие пластины прямой формы, которые повышают устойчивость стола и защищают поверхность пола от повреждений стенками профильной трубы.
Пояс жесткости
Прочность стола в разы увеличивается, благодаря установке пояса жесткости. Его можно сварить из уголка 30х30 мм и крепится к ножкам на высоте примерно 25 см от уровня пола. такая обвязка выполняется по кругу.
Защитный экран
Такой элемент необходим для того, чтобы брызги от сварки не разлетались по сторонам. Делается защитный экран из уголка и стального листа. Желательно делать не только фронтальную часть, но и боковые стенки. Экран делается съемным для удобства в случае перемещения стола или работы с крупногабаритными заготовками.
Колеса и ручка
В случаях, когда планируется частое перемещение сварочного стола, то колесики и транспортировочная ручка просто необходимы. Следует иметь ввиду, что в случае установки четырех колес обязательно наличие у них стопорного механизма. В противном случае не удастся обеспечить стабильность рабочей площадки. Для удобства транспортировки к корпусу привариваются п-образные ручки.
Инструментальная полка
Изготавливается из листов металла, по периметру которого приваривается уголок. Он является основанием и одновременно ребром жесткости. Полки монтируются на стену или рабочий стол. В идеале с подобных полок собирается небольшая инструментальная тележка на двух или четырех колесиках. Для хранения мелкого инвентаря и комплектующих целесообразно сделать один или два выдвижных ящика.
Покраска стола сварщика
Финал изготовления сварочного стола своими руками – покрасочные работы. Сварочные швы предварительно зачищаются и обрабатываются антикоррозийным средством. Если краска будет наноситься методом распыления (краскопульт или баллончик), то нужно защитить колесика, повороты столешницы и другие аналогичные места. В противном случае они могут заклинить. Для декоративной отделки поверхности используются жаростойкие эмали по металлу. С хорошей стороны показал себя сурик железный. После нанесения краски ее обжигают горелкой, чтобы улучшить показатели жаростойкости.





