

Конструкция стола для сварки
Есть несколько типов конструкций. Наиболее распространены:
- любительский, для эпизодических сварочных работ, небольших конструкций домашним мастером;
- полупрофессиональный сборочно-сварочный, для выполнения сложных операций
Для стола из профильной трубы, сделанного своими руками, рекомендованы следующие размеры:
- высота рабочей поверхности от пола 70-85 см;
- размеры рабочей поверхности не менее 80×100 см;
- высота защитного короба — не менее 140 см от пола.
Простой стол для сварочных работ
Такая конструкция прочна, проста в изготовлении, удобна в использовании при небольших объемах сварки. Она состоит из жестко сваренной металлической рамы из профиля 60*60. К ней присоединены четыре стойки. В 20 см от пола они соединены уголками 20*20. Сверху на раме установлены элементы столешницы, образующие надежную опору для соединяемых заготовок и снабженную пазами для их крепления.

Пример передвижного стола
К раме привариваются крючки для проводов от сварочного аппарата, под рабочей поверхностью ставят мелкий поддон для окалины и пыли.
С одной из сторон стола для сварочных работ устанавливают тумбу из тонкого металлического листа для хранения мелких инструментов. Здесь же привариваю подставку для бачка с водой.
Полупрофессиональный стол сварщика
Представляет собой сварочно-сборочный пост, разработанный для повышения удобства ведения сварочных работ. Позволяет не только варить, но и проводить сопутствующую механическую обработку.
На таком столе предусмотрены:
- поворотные рабочие платформы;
- установка сверлильного или фрезеровального оборудования;
- быстросъемные слесарные тиски;
- поворотные приставки для крепления сварочного аппарата;
- вытяжная вентиляция;
- гибкая подсветка рабочей зоны;
- анкерное крепление к бетонному полу.
Цель всех этих усовершенствований — дать возможность сварщику работать из удобной, не утомляющей позы и сэкономить время на операции снятия-постановки изделия на пост. Окупаются при больших объемах работ
Мобильная конструкция
Стол для сварочных работ можно сделать немного меньше и оснастить ножками с приваренными колесами. Это будет мобильный вариант.
Самодельный стол ничем не уступает по надежности и качеству промышленному, при условии выполнении работ без спешки и с учетом всех рекомендаций. Недостаток такого варианта – неустойчивость при проведении сварочных и слесарных работ.
Процесс изготовления мобильного стола такой же, как стационарного, но понадобится сделать крепежные отверстия для колес.
После выполнения монтажных работ остается оснастить конструкцию. Оснастка может быть различной. Но обязательно на сварочном столе должны присутствовать тиски и различные струбцины. Конструкций достаточно много. Можно выполнить поворотный стол для сварки, установленный на одной ножке, закрепленной к жесткому основанию. Но смысл этих конструкций один – они делают работу сварщика более удобной и простой.
Разновидности и чертежи стола
Конструкцию изделия выбирают, учитывая сложность предстоящих сварочных работ. При редком выполнении рутинных операций используют простые схемы. Для формирования сложных металлоконструкций требуется профессиональный стол сварочно-сборочный.
Простой сварочный стол
Такая мебель устойчива, проста в сборке, удобна в эксплуатации.
За основу берут жесткую раму, к которой прикрепляют 4 стойки из уголка или трубы с прямоугольным сечением. На небольшом расстоянии от пола размещают поперечные перекладины. Поверх металлической конструкции ставится столешница с фиксаторами для тисков. К раме приваривают держатель для кабеля, вниз ставят лоток для мусора. Дополнительно собирают тумбу с ящиками для размещения электродов. Рядом с ней ставят площадку для поддона с водой.
Рекомендуем к прочтению Особенности настройки сварочной маски Хамелеон
Полупрофессиональное оборудование
Более сложные варианты комплектуют дополнительными элементами.
Однако схема включает головки для сверления, зачистки, фрезерования. Стойки прикрепляют к полу анкерами или бетонируются. Поворотный стол позволяет создавать сложные металлоконструкции, не перемещаясь. Для размещения сварочного агрегата предусматривают вращающуюся подставку. В комплект включают струбцины и тиски.
Инструменты и материалы
Для изготовления любой из представленных конструкций сварочных столов понадобятся следующие инструменты:
- Инверторный сварочный аппарат и набор электродов к нему (использование полуавтомата не выгодно из-за высокой стоимости проволоки).
- 10-15 металлических струбцин и фиксаторов среднего и большого размера.
- Угловая шлифмашина (УШМ) и набор отрезных и шлифовальных дисков к ней.
- Слесарный молоток и кувалда.
- Пассатижи.
- Электрическая дрель и сверла по металлу к ней.
- Средние и большие слесарные тиски.
- Ручная ножовка по металлу.
- Метчик и зубило.
- Измерительные приспособления — угольник, уровень рулетка
- Мел или белый маркер по металлу
Кроме инструментов нужно подготовить и материалы. Их количество легко посчитать опираясь на чертеж сварочного стола, но к полученной цифре стоит прибавить 15-20% материала на случай непредвиденных ситуаций (неожиданная порча или поломка деталей):
Металлопрофиль (стоит рассчитывать стол на вес не менее 150 кг, поэтому профиль нужно брать не менее двух дюймов с толщиной стенки около 2,5 мм).
Вместо прямоугольного профиля можно использовать круглого сечения водопроводную или газовую трубу, но работа с ней несколько труднее (сложнее надежно фиксировать при сверлении, к примеру). В конечном счете все зависит от наличия конкретных материалов и бюджета.
Металлический лист — желательно найти лист толщиной не менее 3-4 мм. Оптимально, если в нем будет иметься редкая перфорация (отверстия диаметром 15-20 мм с шагом 50 мм). Можно использовать не цельный лист, а полосы из него.
Металлическая сетка — толщина около 1.5-2 мм, достаточно частая для удержания на ней мелкого инструмента и падающих на нее во время работы кусков шлака, окалины.
Различные метизы (болты, гайки, саморезы)
Особенности конструкции
Сварочный стол — основное рабочее место сварщика. На ровной металлической столешнице удобно производить ручную сварку, резку металла, зачистку деталей, конечную шлифовку изделий. Классический стол сварщика, изготовленный своими руками, подходит для установки в гараже или мастерской. В таких условиях габаритная конструкция служит заземляющим элементом, так как она полностью выполнена из металла.
Еще одно отличие рабочего верстака от обычного стола — его строение. Оно отвечает критерию практичности и требованиям техники безопасности. Обязательными элементами являются огнеупорная столешница, поддон и ножки. Конструкция также может быть оснащена нижней полкой, на которой удобно хранить инструменты и оборудование — сварочный аппарат, щиток, амперметр, вольтметр, пенал с электродами. Любое сварочное оснащение изготавливают и устанавливают по правилам безопасности:
- над столом — исправная вытяжка для отведения газообразных веществ;
- вентилирующее устройство смонтировано на высоте 1,3–1,5 м над сварочным верстаком;
- по краю столешницы приварена медная окантовка для сбивания смазки электродов;
- рабочее место оснащено светильниками, функционирующими под напряжением 36 В.
Сборка
Сварочный стол из профильной трубы своими руками не собран, а уже нужна ровная поверхность. В нашем случае была использована изготавливаемая металлическая дверь. На ней разложили детали для первой ножки, и зафиксировали магнитными уголками.
В качестве перемычки использованы обрезки труб – к ней приварим опору для полки. Правильность сборки каркаса проверяется рулеткой – расстояния по осям должны совпадать.
Сварку выполняли аппаратом СО – так удобнее.
Собираем рамку на прихватках, затем ее полностью обвариваем.
Аналогичным образом собирается и вторая деталь.
Теперь полностью сварим станину, и приварим по нижнему краю горизонтально расположенных труб пруток 15×15 мм – он послужит опорой для полки. При использовании тонкой фанеры для изготовления полок, нужно позаботиться об еще одной подпорке, приварив ее по центру. По куску круглой арматуры приваривается с торцов, чтобы повесить инструмент. Также установим ножки с колесиками.
Приступим к сборке рамы. Вновь все раскладываем на нашем импровизированном столе, выставляя углы и проверяя соосность.
Сначала прихватками, а затем основательно приваривается каждая деталь.
Это важно! Опорные детали съемной части стола должны быть расположены точно над ножками.
Это важно! Если требуется изготовить сварочный стол с крепежной системой, то приваренный лист металла можно просверлить сверлильным станком на магнитной подушке.
верхнюю раму накрываем листом получается столешница
Сделать такое приспособление можно из подручных средств.
Нам потребуются:
- Бывшая в употреблении (или новая) шаровая опора любого легкового автомобиля.
- Небольшой отрезок толстостенного уголка, размером не менее 50×50 мм.
- Каленый болт М10 и гайка (шпилька с гайкой от двигателя автомобиля).
- Профильная труба 20×20 мм (± 5 мм) – около 10 см.
- Шпилька или длинный винт/болт.
- Стальная пластина 200×200 мм (размер подбирается индивидуально).
Процесс изготовления весьма прост. - Сзади шаровой опоры имеется стопорное кольцо, которое нужно вынуть из пазов и вытащить. Без специального инструмента это не так уж и просто сделать. Если опора завальцована, то эту часть можно срезать болгаркой.
- Вынимается пружина, втулка и палец.
- В опоре болгаркой вырезается паз, в котором палец смог бы двигаться назад и вперед. Здесь нельзя переусердствовать, срезав лишнее, потому что тогда палец будет выскакивать.
- Сбоку, напротив центра шаровой части пальца, делается паз по ширине болта, и приваривается гайка.
- К головке винта приваривается отрезок профильной трубы.
- За трубу можно ухватиться ключом, но это неудобно, поэтому с другой стороны просверливается сквозное отверстие, в которое вставляется длинный винт. Чтобы он не выпадал, на резьбовую часть можно накрутить 2 гайки, зажав их ключом, или расплескать эту часть молотком.
- Вставив палец на место, прижмем его винтом.
- К торцевой части пальца приваривается пластина. Для удобства работы в ней заранее вырезается паз.
- В торце стола просверливается отверстие, и нарезается резьба. Через просверленное в уголке отверстие поворотный механизм прикручивается к столу.
Зафиксировав деталь на поворотном столе, ее можно наклонять, чтобы было удобно варить.
Обладатель такого удобного и многофункционального стола сможет работать в комфортных условиях.









Из каких материалов лучше изготавливать
Главное условие для материалов: устойчивость и способность выдержать большой вес обрабатываемых заготовок.
Для изготовления можно использовать:
- стальные уголки;
- профильные трубы;
- мелкие швеллеры;
- двутавровое железо с листовым прокатом.
Стойки стола для высокой прочности лучше всего изготавливать из профильной трубы сечением 60 × 60 × 2 мм или уголка 63 × 63 × 4 мм.
Рабочую поверхность желательно изготавливать из уголка или швеллера, установленного на ребро вверх плоскостью. Между деталями должно оставаться расстояние для струбцин и крепежных инструментов, с помощью которых свариваемые заготовки будут при надобности крепиться.
Вспомогательные конструкции для увеличения площади рабочей поверхности целесообразнее изготавливать из профильных труб, так как они легче уголка. Каркас экрана рекомендуется изготавливать из профильной трубы, а сверху накладывать тонкий лист металла. Экран желательно монтировать с боковыми бортами.
Разновидности сварочных столов
Всю серию сварочных столов можно разделить на 3 обширные категории:
- С ровной сплошной столешницей
- С перфорацией или Т-образными пазами
- С поворотным механизмом
Есть и другие варианты сварочных столов, но из-за узкой специализации они не имеют широкого повсеместного распространения. Данные типы столов не принято сравнивать между собой, так как каждый из них предназначен для выполнения какого-то определенного перечня работ.

Сварочный стол с ровной сплошной столешницей
Столы с ровной столешницей предназначены для сварки простейших металлоконструкций. Стандартно такие столы оснащаются крупными тисками. При необходимости можно задействовать струбцины, но только по краю столешницы.
Это простейший вид сварочных столов. За ровной столешницей получится выполнить практические любые базовые операции по сварке. Ровный стол дает возможность без труда делать швы при стыковании и нахлесте. Можно стыковать заготовки вдоль и поперек, в вертикальной и горизонтальной плоскостях.
Одним из главных минусов сварочных столов с ровной сплошной столешницей является возможность проведения сварочных работ с точностью не выше среднего. Дополнительно такие столы слабо приспособлены для стыковки заготовок под углом. А сборку конструкций можно производить только у краев стола, где есть возможность прижать заготовки струбцинами.
Стол для сварки с ровной сплошной столешницей чаще всего устанавливается на ремонтном участке.

Стол с перфорацией или Т-образными пазами
Это отдельная категория сварочных столов, которые предназначены для сборки сложных металлоконструкций. Благодаря перфорации появляется возможность задействовать струбцины не только по краям столешницы, а практически в любой ее точке.
Сварочные столы с перфорацией больше характерны для импортных европейских моделей. На отечественных же машиностроительных предприятиях чаще всего задействуются столешницы с Т-образными пазами. Как понятно, струбцины и прочая оснастка в таких столах фиксируется не в отверстиях, а в пазах. Принцип использования перфорации и пазов является идентичным.
Главным преимуществом этого вида сварочных столов является возможность сборки металлоконструкций с высоким классом точности. Этому способствует вспомогательная оснастка, которую можно надежно закрепить и точно отпозиционировать в любой части столешницы.
Столы с перфорацией устанавливаются на сборочных линиях. Из-за высокой цены столы с перфорированной столешницей рационально использовать только при серийном изготовлении конструкций. При единичном же нечастом использовании лучше отдать предпочтение простенькому столу с ровной сплошной столешницей.
Перед тем, как выбрать сварочный стол, нужно знать про еще одну разновидность столешниц.

Поворотные сварочные столы
Чаще всего это дальнейшее развитие традиционных сварочных столов с перфорированной столешницей. Поворотный стол дает возможность приваривать заготовки под любым углом. При этом достигается практически ювелирная точность сборки металлоконструкций.
Столешница такого стола устанавливается на двух поворотных шарнирах, что и позволяет ей наклоняться в диапазоне 0-90˚. Сварщик может надежно застопорить столешницу под требуемым ему углом. Контроль наклона обычно производится сторонним уровнем. Но есть столы и со встроенным угломером. Точность установки угла наклона во многих моделях достигает 1˚.
Перфорированные столы с поворотным механизмом используются в основном для сборки средних и крупных узловых конструкций. Как и в случае с классическими перфорированными аналогами, сварочные столы с поворотной столешницей рационально использовать лишь при конвейерном изготовлении металлоконструкций. Ведь стоят подобные столы весьма и весьма недешево.
Отдельным видом сварочных столов представлены полностью автоматизированные модели. Они имеют свой собственный электропривод. Чаще всего столешница в таких столах не наклоняется, а вращается по кругу. Подобные столы является составной частью автоматизированных сварочных линий. Такая техника используется исключительно при серийном и массовом производстве металлоизделий.
Ниже указаны советы и рекомендации, как выбрать сварочный стол.

Материалы для сварочного стола
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.
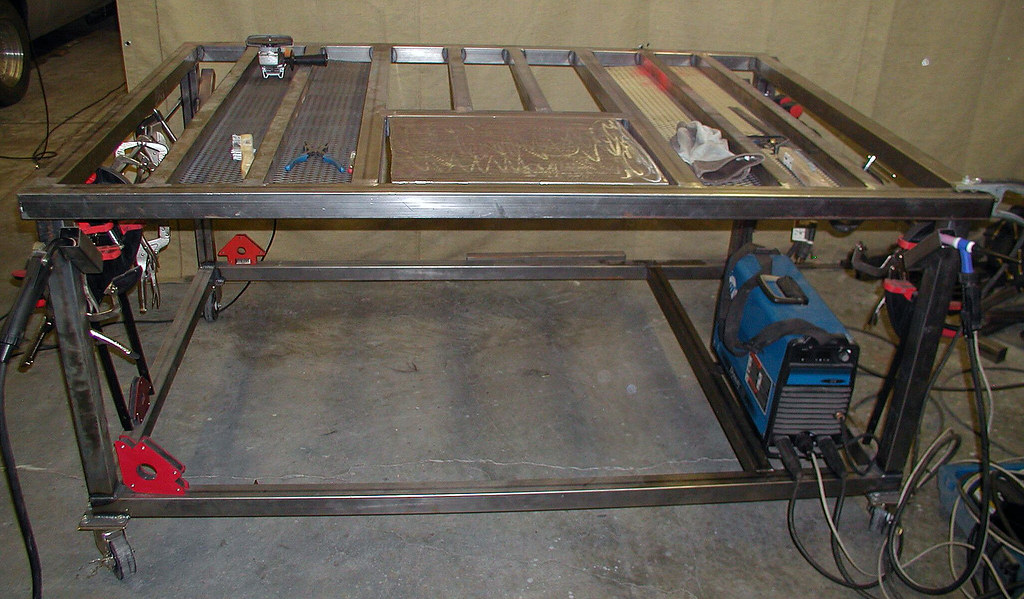
На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов
Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.
Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.
Помимо столешницы из полос, часто используют вариант с перфорацией.
В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.










Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.
В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.
Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.. Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.
Методика проведения работ
В бытовых условиях столешницу можно сделать из прочной фанеры, которую в дальнейшем обшивают металлическим листом, чья толщина должна составлять порядка 5 мм. Все металлические элементы тщательно проверяются на наличие ржавчины. Если ее следы были обнаружены, то их придется зачистить. Из трубы нужно нарезать заготовки для ножек и перемычек будущего сборочного стола – две заготовки будут длиной по 1,1 м, столько же по 0,66 м, четыре по 0,9 м.
Со всех этих деталей нужно снять фаску и сварить между собой. Когда конструкция будет готова, вырезают из листа фанеры столешницу необходимых размеров и обшивают ей верхнюю часть стола. Теперь вырезают стальной лист такой же величины и укладывают поверх фанеры.
Стол можно дополнительно усилить металлическими вставками. Со столешницы желательно снять болгаркой фаску, чтобы убрать острые края. В принципе, сварочный стол готов к непосредственному использованию в домашних условиях, для установки в сарае или в гараже.
Если сваркой пользоваться изредка – удобствами можно пренебречь, но при профессиональном подходе к выполнению работы в домашней мастерской, необходимо позаботиться о приемлемых условиях. Мы расскажем, как сделать сварочный стол своими руками. В описываемой конструкции верхняя часть съемная.
Требования к сварочному столу
Прежде чем начинать проектировать и изготавливать сварочный стол, необходимо определить требования к нему:
- Жесткость конструкции. Он не должен «гулять» под весом массивных или громоздких свариваемых конструкций.
- Надежность крепления заготовок.
- Удобство работы сварщика.
- Полки для сварочного оборудования, сварочных материалов.
- Ящик для редко используемых инструментов.
Кроме основных требований, можно обеспечить дополнительные опции:
- вытяжная вентиляция для удаления сварочных газов;
- освещение рабочей зоны — 36 вольт или светодиодная.

Стол для сварочных работ с лампой
Кроме того, важно, чтобы не применялись горючие материалы
Материалы и комплектующие
Для изготовления можно применять любой подручный металлопрокат – уголки, трубы профильного сечения, листовой материал
Важно, чтобы стол сварщика был устойчив, выдерживал не только вес заготовки, но и возможное возрастание давления на поверхность во время работы

Советы по выбору материалов:
- Опорные стойки (ножки). Делаются из профильной трубы или уголка, первый вариант предпочтительнее, так как повышается механическая прочность. Толщина — от 1,5 мм и более;
- Рабочая сварочная поверхность. Стальная пластина с прорезями для струбцин, толщина — от 2 мм. Края скругленные, чтобы сделать ровную поверхность.
- Дополнительные конструкции для увеличения рабочей площади стола из труб квадратного или круглого сечения.
- Защитный экран делается из листового железа, желательно – с бортами.
- Нижняя полка – из ДВП или ДСП. Для лучшей защиты можно положить тонкий стальной лист.
- Ребра жесткости – уголки или трубы.
Дополнительно потребуется грунтовка и краска. Рабочий стол лучше обработать – так увеличится срок его службы.
Общепринятые правила и полезные советы
Профессия сварщика относится к числу вредных специальностей, поскольку во время работы сварочного аппарата специалист подвергается:
- негативному воздействию высоких температур;
- риску травмироваться брызгами раскаленного металла;
- вредному ультрафиолетовому облучению;
- вероятности поражения электрическим током.
Чтобы минимизировать и даже полностью исключить негативные последствия, связанные с профессиональной деятельностью, следует придерживаться правил:
- в обязательном порядке рабочая комната оснащается эффективной приточно-вытяжной вентиляцией;
- перед началом работы следует проверить оборудование на целостность изоляции, надежность креплений и контактов;
- во время сварочных работ использовать средства защиты: маску, респиратор, специальную одежду, обувь и перчатки. Спецодежда должна быть изготовлена из огнезащитного материала;
- не допускается загромождение стола и пространства вокруг него посторонними предметами, которые не используются для данного цикла сварочных работ;
- строго воспрещается работа с неприспособленных опор;
- предназначенные для сваривания элементы должны быть надежно зафиксированы струбцинами или зажимами;
- в случае выполнения работ в помещениях с горюче-смазочными материалами, расстояние до них должно быть не меньше пяти метров.
Для обеспечения максимального комфорта следует укомплектовать рабочий стол сварщика вспомогательными устройствами. Точность сварки зависит в том числе и от надежности фиксации заготовок. Струбцины и зажимы должны быть неотъемлемой частью инструментария сварщика. Мелкие заготовки, которые сложно закрепить механическим способом, удерживаются при помощи магнитного поля.
Источник
Изготовление сварочного стола
Рассмотрим подробнее процесс производства простого сварочного стола своими руками. Он сделан из прямоугольного металлопрофиля и уголка. Размеры можно менять в зависимости от потребностей конкретного домашнего мастера.
Определимся с размерами стола
Для свободного размещения заготовок, удобства и обеспечения безопасности при работе выбираем следующие размеры:
- высота уровня столешницы пола – 75 см;
- размеры столешницы – 80×100 см;
- высота защитного экрана – 140 см от пола.
Заготовка и раскрой материала
Для изготовления конструкции понадобится:
- уголок 25×25 , длина 46 см, концы срезаны под 45° – 4 шт.;
- уголок 25×225 , длина 76 см, концы срезаны под 45° – 4 шт.;
- профиль 30×230×21,5, длина 76 см – 4 шт. (для ножек);
- стальной лист 3 мм 44.5×75 см – 2 шт. (для полок);
- профиль 60×240×22 мм — длина 100 см – 2 шт.;
- профиль 60×240×22 мм — длина 72 см – 2 шт.;
- профиль 40×230×21,5 длина 72 см – 8 шт. ;
- поворотная колесная опора со стопором – 2 шт.;
- колесная опора – 2 шт.

Каркас сварочного стола
Прокат нарезается болгаркой или отрезной пилой, тщательно зачищается от заусенцев.
Изготовление столешницы
По контуру столешница делается из профиля 60×240. При сборке следует следить за равенством углов и диагоналей контура.









Внутренняя решетка набирается из отрезков профиля 30×230 и приваривается к контуру на равных расстояниях друг от друга. Все сварные швы следует тщательно зачистить угловой шлифмашиной.

Столешница сварочного стола
Сбоку коротких сторон к нижней части столешницы можно приварить ручки из прутка 8-12 мм. Это позволит переставлять стол с места на место.
Ножки для стола
Ножки привариваются по углам рамы столешницы. Сначала следует точечной сваркой прихватить ножки и особо тщательно проверить углы установки ножек угольком и металлической линейкой. Они должны быть строго перпендикулярны плоскости рамы. Если обнаружен перекос — его следует исправить. В противном случае стол будет неустойчивым. Снизу ножек можно приварить крепления колес. Это удобно, если стол планируется часто перемещать с места на место. Если же место будет постоянным, то лучше отказаться от добавляющих неустойчивости колес и приварить небольшие квадратики металла для повышения устойчивости и защиты пола от повреждений.

Ножки для стола
После выравнивания ножек их надо приварить постоянно и скрепить дополнительной обвязкой из легких уголков в 20 см от концов. Их приваривают плоской стороной вниз, а в образовавшееся углубление укладывают полочку из OSB. На ней размещают сварочное оборудование и материалы, маску и т.д.
К ножкам можно также приварить несколько кронштейнов и крючков для подвешивания кабелей, держателя и другой оснастки. Их делают из стального прутка больших гвоздей. Следует тщательно зачистить их, чтобы убрать острые грани.
Защитный короб
Защитный короб служит для предотвращения разлета брызг расплавленного металла при сварке и твердых отходов при зачистке. Каркас делается из легкого уголка, а сам короб — из тонколистового металла. Он крепится к столешнице на штифтах. При работке с деталями, выступающими за габариты стола, короб снимают.
Под столешницей можно приварить лоток с невысокими бортиками для сбора окалины при зачистке швов. Лоток устанавливают с некоторым наклоном, чтобы мусор постепенно собирался к его нижнему краю.

Изготовление защитного короба
Инструменты хранят в деревянном или металлическом ящике. Вместо него можно сварить тумбу с полочками.
Сборка
Для проведения сборочных работ понадобится:
- сварочный аппарат;
- электроды;
- болгарка с отрезным диском и диском для зачистки;
- набор ручного слесарного инструмента;
- линейка 1 м, уголок, рулетка.
Сборку проводят в следующем порядке:
- раскрой заготовок, проверка размеров и углов по эскизному чертежу;
- сборка столешницы: сначала контур, потом ребра;
- присоединение ножек;
- приваривание нижней обвязки;
- крепление колес или опорных площадок;
- сборка защитного короба;
- монтаж лотка;
- окончательная зачистка швов, заусенцев и неровностей;
- нанесение грунта и краски ;
- установка листа OSB.
Дополнительно можно приварить ручки для перемещения и крючки для проводов.





