

Дополнительные функции инверторных сварочных аппаратов
Выбирая хороший сварочный аппарат следует учитывать, что многие оснащаются дополнительными функциями, которые позволяют существенно упростить работу и сделать ее безопасной. Примером приведем нижеприведенную информацию:
- Защита от перегрева. При фиксации на одном из узлов высокой температуры термодатчик отключает подачу тока.
- Некоторые приборы имеют повышенную защиту от воздействия пыли и влаги. При этом больше всего внимания уделяется системе охлаждения, которая захватывает воздух: устанавливаются специальные фильтры для защиты внутреннего устройства.
- Большинство мастеров уделяет больше всего внимания функции антиприлипания. Она позволяет существенно повысить качество сварки и снизить вероятность того, что электрод прилипнет к поверхности.
Сварочный аппарат бытовой инверторный может обладать большим количество дополнительных функций, которые обеспечивают условия для качественного проведения сварки. Лучший сварочный инвертор также понижает силу тока на момент сварки в режиме холостого хода, что снижает вероятность получения травмы из-за случайного поражения электричеством.
Предпусковая диагностика аппарата
Диагностика и подготовка сварочного инвертора к работе – это не менее важный процесс, чем сама сборка.

Инвертор запитывается от 15 В и подключается к плате ШИМ. Параллельно подается питание на конвектор, что уменьшит нагрев устройства и снизит шум.
После зарядки конденсаторов подключается реле, необходимое для замыкания резистора. Таким образом снижаются скачки напряжения при включении инвертора.
Включение инвертора в сеть 220 В в обход резистора может вызвать взрыв.
Теперь нужно проверить срабатывание реле замыкания резистора после подачи тока на ШИМ. Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Правильность монтажа трансформаторных фаз контролируется осциллографом на 2 луча. Предварительно включается питание моста от конденсаторов с использованием лампы 200 Вт на 220 В. Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.
Читать также: Рэс9 рс4524 200 характеристики

Частота собранного сварочного инвертора определяется плавным снижением частоты ШИМ до появления на нижнем ключе IGBT незначительного заворота. Полученный показатель делится на два, а к результату добавляется частота пресыщения. Итоговое число будет рабочим колебанием частот трансформатора.
Потребление моста должно быть в пределах 150 мА. Свечение лампы неяркое. Интенсивный свет указывает на пробой обмотки либо на погрешности конструкции моста. У трансформатора не должно быть звуковых и шумовых эффектов. В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
Пробную сварку начинают с 10 с. После этого проверяют радиаторы. Если они не холодные, то продлевают сварку до 20 с. Затем уже можно варить 1 минуту и дольше.
Трансформатор перегревается после использования 2–4 электродов. Для охлаждения вентилятору достаточно 2 минут, после чего работу продолжают.
Скачать принципиальные схемы сварочных инверторов.
| Принципиальные схемы инверторов | Принципиальные схемы инверторов |
| Инвертор BLUEWELD PRESTIGE 210 PRO. | Инвертор AIKEN Weld Ranger 160. |
| Инвертор EUROLUX IWM 190. | Инвертор РЕСАНТА САИ 220 GP, |
| Инвертор ANT_KVANT_220_PRO. | Инвертор KEMPPI_MINARC_EVO_150 . |
| Инвертор NEON НЕОН 201 — ВД. | Инвертор «KRATON MASTER WI 140. |
| Инвертор BestWeld_Globus_210. | Инвертор GIGANT_IS_200. |
| Инвертор Defort DWI-200N. | Инвертор ETALON WMM 250. |
| Инвертор SD-MASTER Technic 200 WELD. | Инвертор «КЕДР» MMA 200 |
| Инвертор ДОН 200-240 . | Инвертор REDVERG RDMMA 220 K. |
| Инвертор BORT BSI — 190S. | Инвертор FOXWELD Master 202 . |
| Инвертор Интерскол ИСА — 200 9 . 4. | Инвертор BRIMA ARC 200. |
| Инвертор Форсаж 200. | Инвертор KALIBR SVI 205 AP, . |
| Инвертор . | Инвертор SDMASTER TECHNIC 250 . |
| Инвертор . | Инвертор . |
| Инвертор . | Инвертор . |
Яндекс деньги
Яндекс деньги Номер кошелька: 410012009037421
Сварочные инверторы гарантируют своё максимальное качество сварки и безусловный комфорт и стабильную работу, для сварщиков. Но эти достоинства достигнуты, целью более непростой конструкции. И ― что бы там ни заявляли производители инверторов ― меньшей фактичностью в сравнении с право предшественниками ― трансформаторов и выпрямителей.
Основные проблемные вопросы
При работе с дуговой сваркой оператору необходимы не только теоретические знания, но и навыки практической сварки.
Произведя сравнение инверторов и других сварочных аппаратов, сразу стоит отметить такой момент, как легкость поджигания дуги. Проблема старой техники – залипание электрода. Это происходит из-за того, что в домашних электросетях присутствует низкое напряжение, а устройство трансформатора такое, что выходное и входное напряжения пропорционально зависимы друг от друга. Если же ток повысить, то он просто пережжется. А вот в устройстве инверторов предусмотрен этот момент, поэтому оба напряжения автономны и ток держит свой показатель вне зависимости от электросети. Такая система препятствует залипанию электродов, создается устойчивая дуга.
Инверторный сварочный аппарат снабжен двойной изоляцией, поэтому абсолютно безопасен при электросварочных работах.
Второй момент, на который следует обратить внимание: в старых моделях при неаккуратном обращении или недостаточном опыте была вероятность пережечь или недожечь листы металла. Такой недостаток обусловлен непостоянной величиной тока
Если с металлом не доработать, то это грозит низким качеством шва, а если, наоборот, переработать, то стык будет слабым, к тому же на нем появятся отверстия и раковины. А инверторный преобразователь имеет ток, который отрегулирован потенциометром.
Самое сложное в сварке – контролировать дугу. При правильном проведении работ сварка швов идет под углом в 15°. При этом сторона наклона (по движению или против) не имеет значения. Кроме того, что электрод должен двигаться продольно, его следует двигать и перпендикулярно стыку. На это влияет длина дуги. Большинство электродов работает на короткой дуге. При правильной сварке электрод, двигаясь перпендикулярно шву, находится от поверхности на расстоянии, равном двум его диаметрам. А вот за счет наличия постоянного тока и стабильного его напряжения сварочные инверторы не зависят от длины дуги. В сравнении с другими аппаратами это значительно облегчает работу сварщику. При этом ему не приходится волноваться за качество шва.
Бывают этапы работ, когда свариваемые элементы имеют вертикальное расположение, соответственно, расплавленный металл начинает стекать вниз. В этом случае техника работы должна выглядеть следующим образом: предыдущая капля должна остыть, после чего, двигаясь вверх, поджигают следующую дугу. В сварочной сфере такая работа имеет название прихваточной. С таким способом может справиться даже новичок.
Если сравнить сварочный инвертор и более классические аппараты, то первые значительно облегчают работу, так как они легко поджигают дугу и контролируют ее, не образуют залипания. Выполняя сравнение, учитывайте и этот параметр.
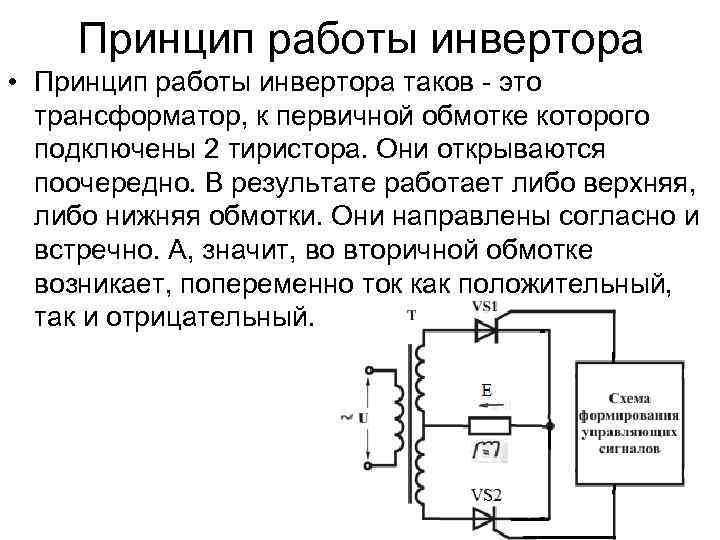
Принцип работы

Действует инвертор по простому принципу, который можно понять, если привести конкретный пример. Обычный аккумулятор работает примитивно и выдает постоянный поток тока, не меняющего своего направления. Если в эту конструкцию добавить переключатель, который на выходе будет менять направление движения электронов, то к прибору будет поступать уже AC. Чтобы сделать его правильным, переключатель должен работать исправно и на протяжении секунды срабатывать не менее 50 раз. В минуту происходит около 3000 изменений в потоке электронов.
Механический инвертор работает несколько иначе и посредством специальных магнитов также быстро изменяет направление тока. Принцип его функционирования напоминает дверной звонок. При нажатии на кнопку человек воздействует на пружину, которая подает сигнал к изменению мощности и потока электроэнергии. При отпускании все возвращается в исходное положение. Устройство также оснащено специальным контроллером, который выполняет и другие функции:
- регулирование напряжения в приспособлении;
- синхронизация частоты переключения;
- обеспечение защиты от перегрузок и поломок.








Общая информация
Для начала определимся с терминами, поскольку у многих возникает путаница. Запомните: инвекторно импульсных аппаратов не существует. Само слово «инвектор» — это просто неправильное написание слова «инвертор». Просто забудьте о самом словосочетании «инвекторный аппарат».
Следующее, что вам нужно понять: импульсный инверторный аппарат и аппарат для импульсной сварки (импульсный сварочный аппарат) — это две разных вещи. Импульсная сварка — это совсем другая сварочная технология, которая к инвертору не имеет никакого отношения. Такая путаница возникает именно из-за слова «импульсный».
А инверторный аппарат часто называют импульсным, потому что в его основе лежит применение источника питания, работающего по импульсному режиму. Так что мы рекомендуем использовать словосочетания «инверторный сварочный аппарат» или просто «инвертор». Так вы будете правильно поняты. В этой статье мы будем использовать термин «инвертор».
С терминами разобрались, перейдем к самому понятию. Итак, сварочный инверторный аппарат — это разновидность сварочного оборудования, которое обеспечивает питание дуги за счет встроенного в аппарат инвертора. Для сравнения, в сварочном оборудовании других типов в качестве источника питания дуги может выступать трансформатор, выпрямитель или генератор.
На данный момент инверторные аппараты являются самыми востребованными и распространенными. Они появились сравнительно недавно, в конце 20 века. В начале 21 века инженеры существенно доработали эту технологию и создали инверторные аппараты для широко круга потребителей.
Разновидности
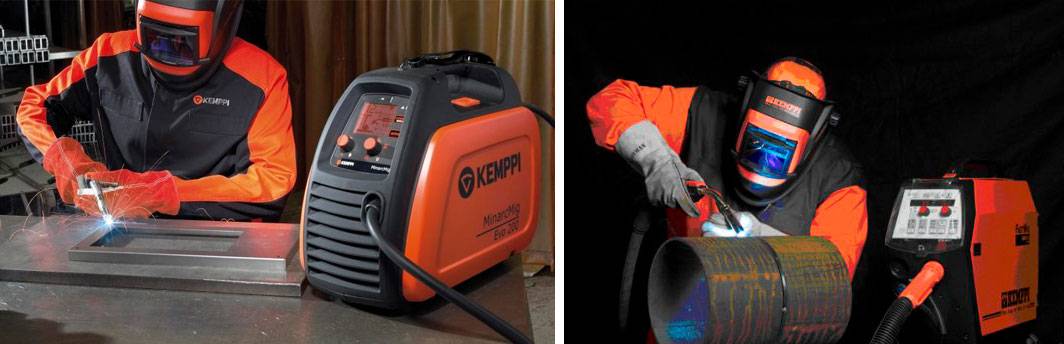
Существует несколько типов инверторных сварочных аппаратов: инверторы для ММА сварки, для TIG сварки и для MIG/MAG сварки. Аппараты для TIG и MIG/MAG принято называть полуавтоматом, поскольку в данной технологии используется присадочная проволока, в полуавтоматическом режиме подающаяся в зону сварки с помощью специального механизма.
Все инверторы имеют схожее устройство и отличаются лишь вольт-амперными характеристиками. Это значит, что из любого ММА инвертора можно сделать, например, TIG инвертор, просто изменив эти самые вольт-амперные характеристики и добавив к конструкции дополнительные компоненты в виде механизма подачи проволоки и т.п.
Достоинства и недостатки
Инверторный сварочный аппарат обладает своими плюсами и минусами, как любое другое сварочное оборудование. Мы перечислим основные.
Начнем с достоинств. Прежде всего, все инверторы очень компактны. Это особенно заметно при сравнении инвертора и классического трансформатора или выпрямителя. Сейчас в продаже можно найти инверторы весом не более 5 кг, тогда как обычный трансформаторный сварочный аппарат весит несколько десятков килограммов.
Все дело в применении компактных источников питания, которые являются «сердцем» любого инвертора. Также инверторы снабжаются электроникой, благодаря которой удалось добавить в сварочный аппарат ряд дополнительных функций. Чаще всего в инверторах можно встретить такие функции как форсаж дуги, горячий старт и антизалипание. Эти функции не доступны в других типах сварочного оборудования.
КПД у инверторов гораздо выше, чем у других сварочных аппаратов. Также дуга легче поджигается и горит стабильнее, металл практически не разбрызгивается во время сварки, а все настройки регулируются плавно и интуитивно понятно.
Выбор сварочного аппарата
Выбор сварочного аппарата, покупка оборудования — ответственный шаг. Кроме финансовых затрат, необходимо:
- организовать рабочее место (при стационарном использовании);
- оборудовать зону для хранения оборудования;
- выбрать и купить приспособления для сварки;
- изучить устройство сварочного аппарата, овладеть навыками работы;
- озаботиться техникой безопасности — сварочные материалы и оборудование относятся к приспособлениям с повышенным риском.
На выбор повлияют условия применения оборудования. В местности с отсутствием электричества применимы сварочный агрегат или газовое оборудование. В пользу генератора — выработка электроэнергии для других потребителей: освещение, электроинструмент, бытовая плитка для приготовления пищи и т.п.
Другой вариант — оснащение электросетью в 220 или 380V. Небольшие аппараты в 220V выполнят широкий круг задач при строительстве собственного дома. Использование напряжения 380V значительно расширяет возможности оборудования. Позволит применять оборудование для решения домашних проблем и в малом бизнесе.
Выбирая, какой сварочный аппарат лучше, вы должны помнить общие критерии:
- Экономическая целесообразность покупки. Необходимо оценить окупаемость затрат. Вполне возможно, что арендовать аппарат или пригласить специалиста окажется выгоднее.
- Сетевое напряжение. Оборудование подбирается в соответствии с обеспечением электроэнергией: в одно- или трехфазном исполнении.
- Типы сварочных аппаратов. Агрегат выбирается исходя из навыков владения тем или иным видом оборудования, видов работ, финансовых возможностей.
- Сила тока. Определяет толщину обрабатываемого металла и диаметр электрода. С ростом показателей увеличивается толщина и диаметр.
- Экономичность. Инвертор существенно меньше потребляет электроэнергии в процессе эксплуатации.
- Условия эксплуатации. Преимущество за трансформатором, способным работать в непрерывном режиме в полевых условиях.
- Ремонтопригодность. Трансформатор и выпрямитель проще отремонтировать в силу простоты конструкции. Нет проблем с поиском запчастей.
- Масса. Инвертор легче других электроаппаратов в 2-3 раза.
- Цена. Цепочка выглядит (по возрастанию): трансформатор→выпрямитель→инвертор.
Опытный мастер сам сможет определиться с необходимым оборудованием. Для начинающего электросварщика порекомендуем:
- инвертор;
- максимальный ток 160-200А;
- напряжение питания 220В;
- возможность применять электроды Ø 1.6-4мм;
- выполняет все виды швов в ручном режиме дуговой сварки.
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.
Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.
Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.

Таблица силы тока для сварки инвертором.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
https://www.youtube.com/watch?v=5RmnsgUOL14
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?

Параметры сварочных инверторов.
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.








Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Что это такое? Разновидности
Общий принцип работы всех сварочных аппаратов заключается в расплавлении электродом кромок соединяемых заготовок, в процессе образуется сварочная ванна. Если сварка ведётся покрытым электродом или омеднённой проволокой, то они же являются и присадкой. Если используется вольфрамовый стержень, то необходимо подавать присадку вручную. Тонкие листы можно соединять без присадочных материалов.
Простые сварочные аппараты состоят из силового трансформатора и регулятора силы тока, инверторные схемы подразумевают использование электроники.
Её назначение:
Современные аппараты чаще всего используют инверторную схему, причины этому:
- Уменьшенный размер оборудования – присутствие электроники позволяет отказаться от крупных трансформаторов.
- Стабильные характеристики сварочной дуги – схема корректирует параметры во время сварки.
- Чуть меньшие требования к качеству электросети – инверторная схема потребляет меньше энергии.
Мнение эксперта Кузнецов Василий Степанович
Минусом принято считать меньшую надёжность по сравнению с трансформаторными устройствами предыдущего поколения. Это относится ко всем инверторам.
Второй минус — сложное устройство, которое не позволяет заниматься ремонтом оборудования без знания электрических схем.
Популярные модели умельцы всё-таки научились восстанавливать, но официально производители не публикуют принципиальные схемы своих сварочных аппаратов.
Для ручной дуговой сварки (РДС)

Предназначены для работы покрытыми электродами.
Их плюсы:
Аппараты для РДС – самые распространённые и универсальные. Для сварки понадобится приобрести покрытые обмазкой электроды, доступные диаметры: 2, 3, 4, 5 мм. Или импортные: 2,6 и 3,2 мм.
Если аппарат на выходе выдаёт переменный ток, то следует приобретать электроды, предназначенные для сварки таким устройством (например, АНО и аналогичные), а если постоянный, то допускается применять любые: годятся и АНО, и УОНИ, либо подобные.
Для полуавтоматической сварки

Сварочные инверторы годятся для сварки с помощью проволоки в среде углекислого газа или смесей.
Преимущества такого оборудования:
- Большая скорость сварки.
- Легко научиться работать.
- Получаются аккуратные швы.
- Не требуется отбивать шлаковую корку (не образуется, если использовать непокрытую обычную проволоку).
Есть и недостатки: необходимо приобретать дополнительное оборудование. Это:
В связи с этим трудно заниматься сварочными работами при сильном ветре, углекислоту будет сдувать, в швах появятся поры ( и другие дефекты). Газ придётся время от времени заправлять, а для этого возить баллон на станцию. Расход зависит от объёма работ и выставленного на редукторе давления. Рекомендуется 1-1,5 кг/кв.см.
Углекислотные баллоны красят серой краской.
Есть возможность варить полуавтоматом и без газа, но для этого необходимо приобрести специальную порошковую проволоку. Продаются в небольших катушках примерно по 0,5-0,8 кг. Но её стоимость почти в 2,5 раза выше, чем цена на обычную вместе с газом.
Для аргонодуговой сварки (АДС)

Аппараты предназначены для соединения цветных сплавов: латуни, меди, бронзы, алюминия, а также любых других.
Главное отличие в том, что для работы потребуются дорогие материалы:
- Баллон с газом – аргоном (смесь Ar+CO2).
- Неплавящиеся вольфрамовые электроды.
- Шланг и газовый редуктор.
- Присадочный материал.
Поэтому аппарат стоит приобретать, если есть насущная необходимость в сварке разнообразных сплавов. Еще один неприятный момент: алюминий следует варить на переменном токе, а другие материалы – на постоянном. Поэтому придётся либо выбирать один из аппаратов, либо обзаводиться более дорогим – комбинированным.








Последний тип относится к профессиональному оборудованию, зато производители чаще всего допускают на таких аппаратах режим РДС. Это позволяет сэкономить при соединении стальных и чугунных заготовок.
Мнение эксперта Кузнецов Василий Степанович
Последние два минуса аппаратов РАД – сложность проведения сварочных работ, рекомендуется потренироваться на толстых деталях, а вольфрам необходимо научиться правильно затачивать.
Разновидности инверторов
Аппарат инвертор подбирается под конкретные условия эксплуатации. Основная классификация выглядит следующим образом:
- Модели для бытовых целей.
- Профессиональные, предназначенные для проведения различных работа на высоком уровне качества.
- Промышленные, применяемые при массовом производстве.
Рассматривая сварочный аппарат инвертор и какой лучше для дома уделим внимание также классификации по типу режима сварки:
- Аргоновая сварка.
- Плазменная резка.
- Ручная сварка.
- Полуавтомат.
Для начинающих подходит мини сварочный аппарат из бюджетной группы. Это связано с тем, что небольшой аппарат подходит для большей части работ в домашней мастерской и при этом обходится не дорого. Переносной автомат сварочный также выбирается по показателю максимальной силы тока. Даже портативный инвертор способен подавать ток большой силы, чего будет достаточно для работы с металлами большой толщины.
Устройство, особенности и принцип работы инверторных сварочных аппаратов
Сварочные инверторы – это современные высокотехнологичные приборы, которые по качеству сварки в разы превосходят трансформаторные аппараты. Они также имеют целый комплекс защит и контроля горения дуги, которые управляются специальным транзисторным блоком IGBT, который часто является самой дорогой частью прибора. С таким сварочным аппаратом довольно качественный шов может выполнить даже человек, который в первый раз в жизни взялся варить.
В отличие от устаревших аппаратов, в которых регулирование параметров тока и напряжения сварки происходит по средствам трансформатора с подвижными механическими частями, реактивной катушки-дросселя или фазного блока управления тиристорами, бытовой сварочный аппарат инверторного типа действует на вольт-амперные характеристики через преобразователь частоты. Этим достигается ряд преимуществ.
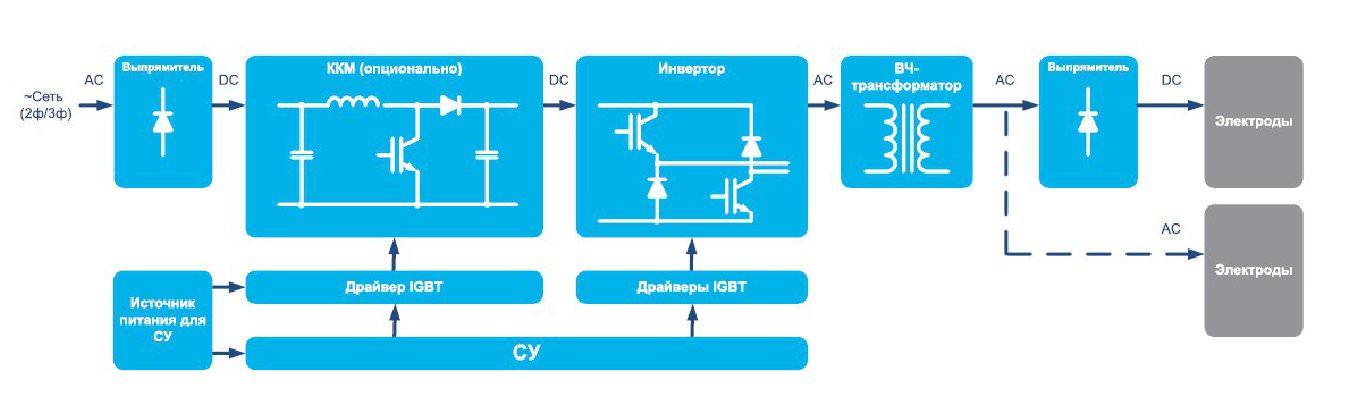
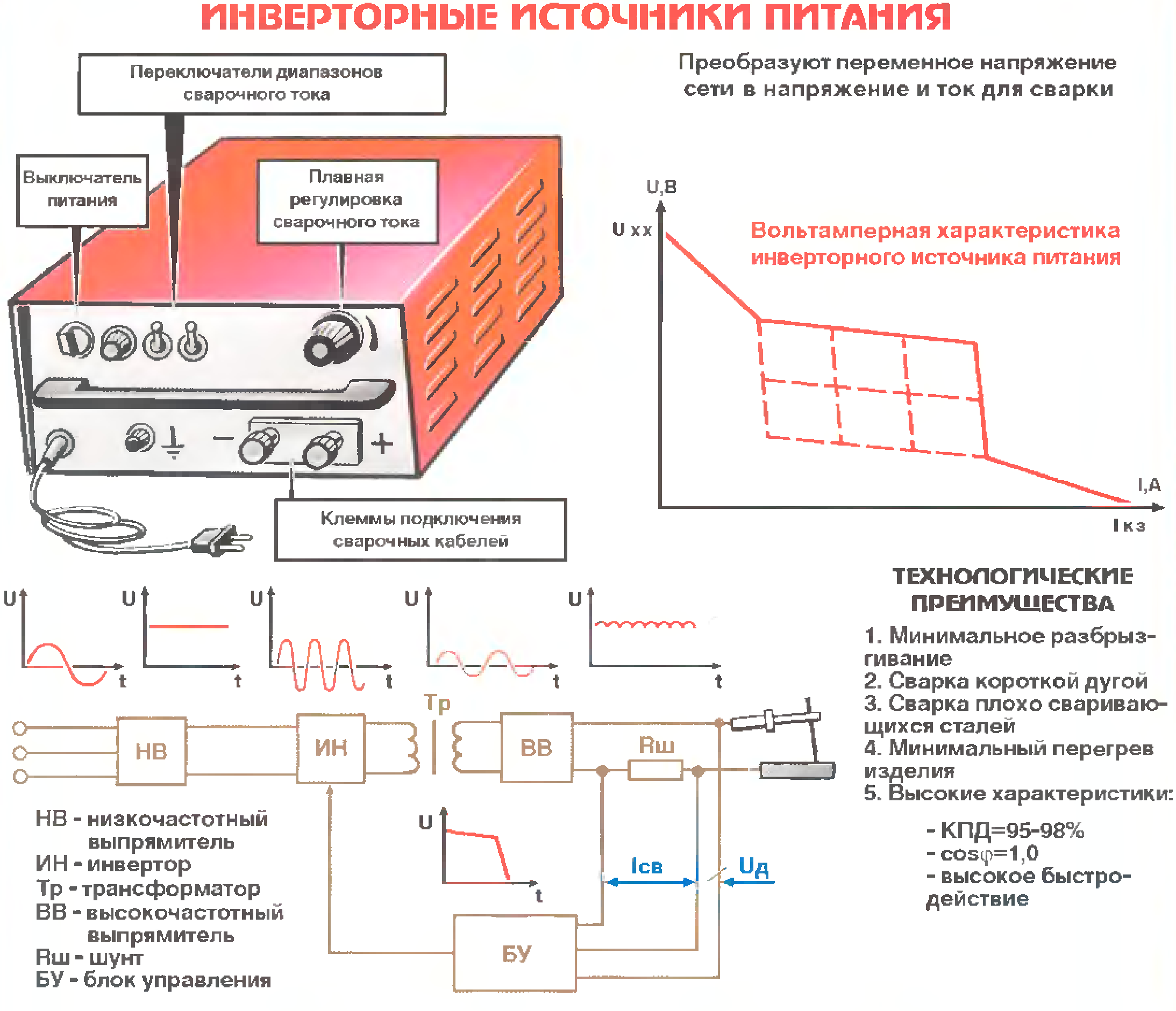
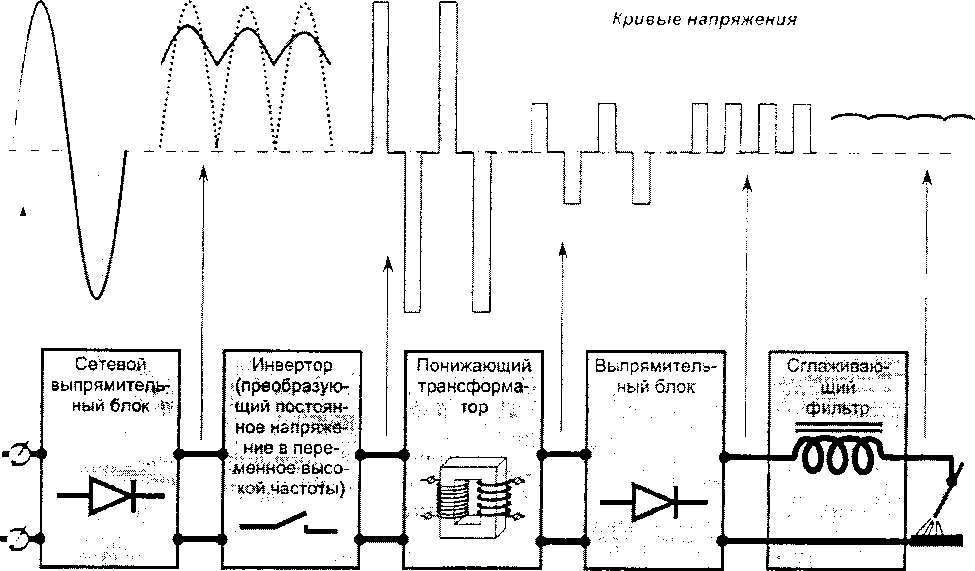
На блок-схеме показано условное подключение элементов: выпрямитель напряжения (А); фильтр постоянного тока (Б); инвертор – преобразователь частоты (В); блок управления (Г); трансформатор (Д); выпрямитель высокочастотного тока (Е). Блок управления современного образца основан на IGBT транзисторах, время работы которых в разы превосходит прошлое поколение. Принцип действия аппарата далее.
Входное переменное напряжение 220 В, бытовой частоты 50 Гц поступает сначала в выпрямитель (А), затем – в фильтр (Б), приобретая характеристики ровного постоянного напряжения. Далее инвертор/преобразователь частоты (В) превращает его обратно в переменное напряжение, но с частотой в десятки килогерц (кГц), после чего трансформатор (Д) производит понижение напряжения до холостого хода (20-90 В) с повышением сварочного тока (140-220 А). После следует выравнивание тока в высокочастотном выпрямителе (Е) и он подается на электрод/свариваемое изделие.
Вся «фишка» находится в том самом преобразователе частоты. Ведь для преобразования высокочастотного тока в холостого хода ток сварки, не нужно громоздкого трансформатора: в некоторых случаях, он может весить до килограмма.
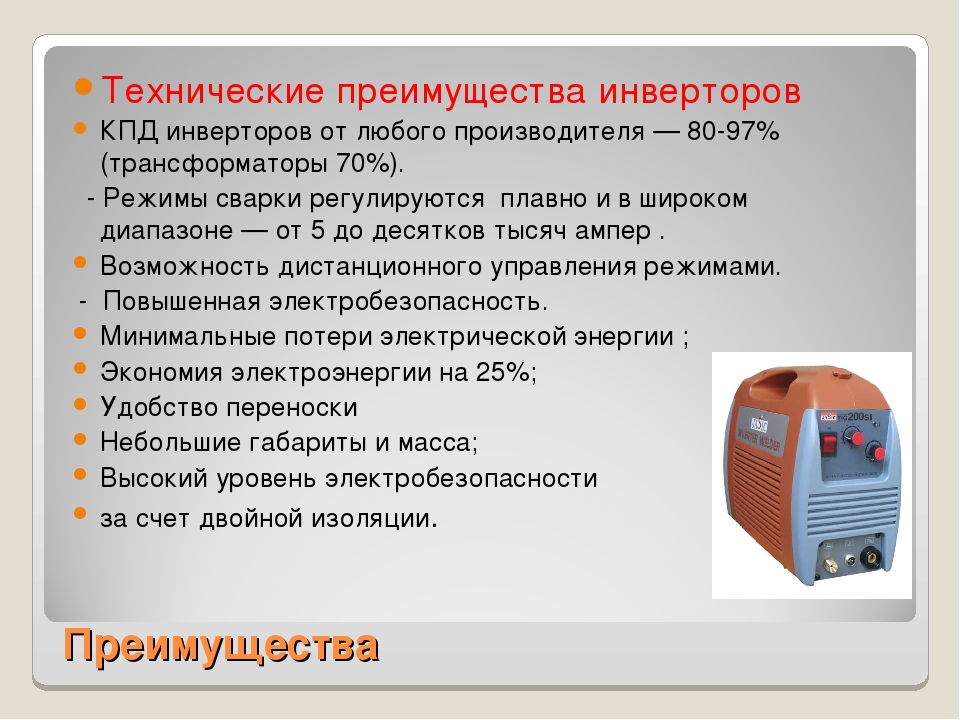
Преимуществ инверторных сварочных аппаратов целый ряд: небольшой вес (до 10 кг) и размер; исключен нагрев обмоток и перемагничивание сердечника трансформатора; высокий КПД (85-95%); продолжительность включения 80%; потребляемая мощность при сварке одинаковыми электродами у инверторных аппаратов в 1,5-2 раза ниже, чем у трансформаторных источников. Прибор имеет плавную регулировку и большой диапазон значений тока сварки и напряжения холостого хода, что позволяет использовать тончайшие электроды (1,6 мм).
Для новичков имеется ряд функций: Hot start (автоматическое увеличение тока сварки в начале сварки для облегчения загорания дуги); Anti stick (предотвращение залипания электрода на поверхности по средствам понижения тока); Arc force (автоматически увеличение тока сварки на мизерный промежуток времени при отделении большой капли металла от электрода для предотвращения различных сложностей, последствий).
Недостатки также имеются, и весьма существенные, среди них: стоимость ремонта, требования к хранению и условиям окружающей среды при работе. Если накроется блок управления, а особенно если он на основе транзисторов IGBT, то за ремонт придется отдать даже половину стоимости нового аппарата. Электронная начинка подвержена влиянию различных факторов, поэтому прибор чувствителен к условиям хранения и работы. К примеру, пыль в помещении проникает в устройство и оседает на радиаторах охлаждения тиристоров, из-за чего может происходить перегрев.
Виды сварочного оборудования
Сварочное оборудование, в зависимости от принципа действия, стоимости и особенностей конструкции, может быть следующих видов:
- сварочные генераторы бензинового типа;
- сварочные генераторы дизельного типа;
- полуавтоматические сварочные аппараты;
- сварочное оборудование инверторного типа;
- сварочные аппараты переменного тока;
- аргонодуговая сварка;
- плазменно-воздушные резаки;
- аппараты точечной и контактной сварки;
- комплектные автоматы для дуговой сварки.
Подробнее ознакомиться с тем, какие виды сварочного оборудования имеются на рынке и какими характеристиками и особенностями принципа действия они обладают, можно на соответствующих площадках.





