

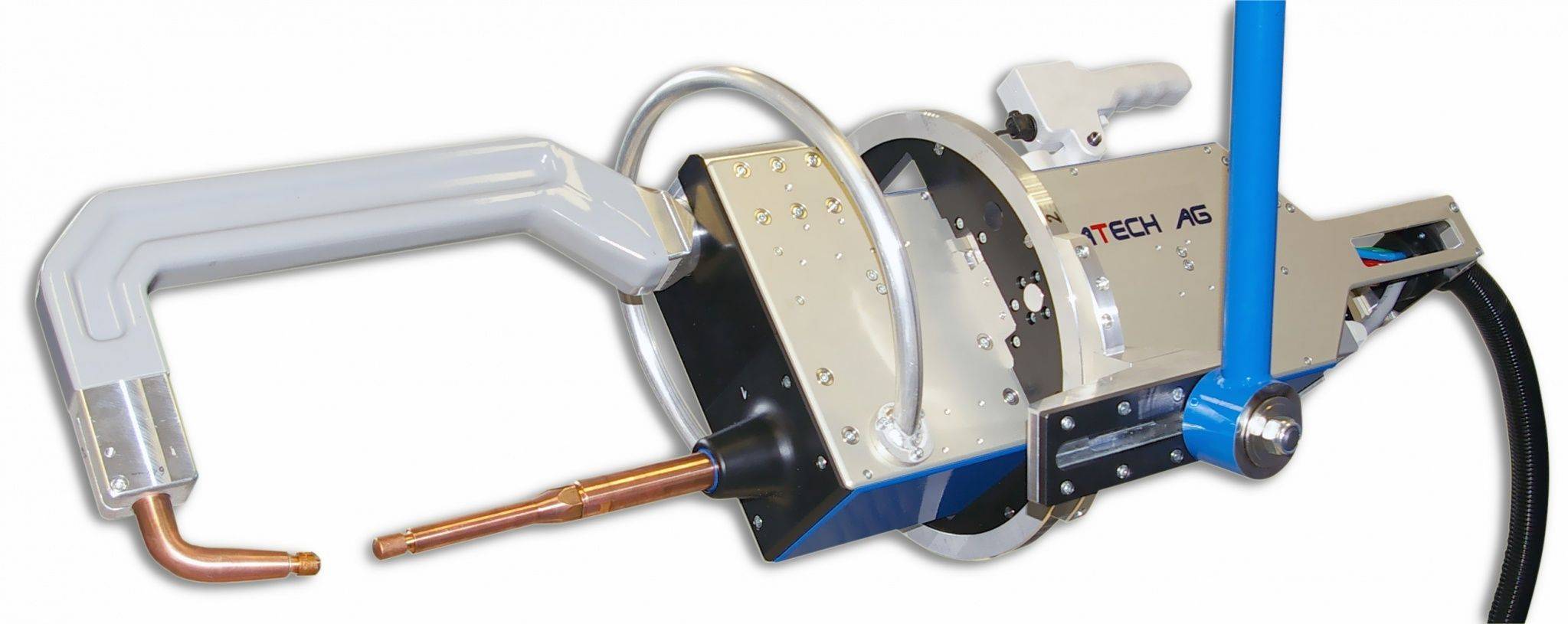
Клещи для контактной точечной сварки
Клещи сварочные для контактной сварки — самый востребованный инструмент при выполнении сварочных работ. Существует огромное количество разных соединительных приспособлений, но вариант сварочные клещи предпочитают большинство сварщиков, так как они имеют множество достоинств. Например:
- отсутствует необходимость приобретения профессионального сварочного оборудования, дополнительных специфических приспособлений;
- простота выполнения сварочных работ — от сварщика требуется всего лишь выполнить нагревание электротоком металла;
прочность фиксации свариваемых изделий позволяет выполнять высококачественные соединения.
Принцип работы сварочных клещей
Трансформатор, который обладает значительной массой, в процессе выполнения сварочных работ стоит на одном месте. Сварщик подсоединяет к нему небольшой переносной прибор, которым непосредственно и осуществляет необходимые работы. Для соединения отдельных частей сварочного оборудования используется гибкий многожильный кабель, который вставляется в резиновый шланг с водой для охлаждения.
Особенности сварных работ с использованием клещей
- Металлические образцы сжимаются клещами, благодаря вмонтированным в них электродам происходит их соединение.
- Применяются электроды из сплавов меди с добавлением прочих металлов. Они отличаются повышенной теплопроводностью, жаропрочностью, низким электрическим сопротивлением, сохраняют первоначальную твердость даже после их разогрева, контакта с металлической поверхностью соединяемых образцов.
- Электроды контактной сварки «Краб» могут закрепляться на инструменте несколькими способами — резьбовыми соединениями, вставляться в специализированные пазы или припаиваться.
Требования, которые необходимо соблюдать при использовании сварочных клещей
- Предварительная подготовка изделий.
- Расчет силы электротока, достаточной для выполнения сварочных работ.
- Учет времени, на протяжении которого производится воздействие на нужную площадь детали с целью ее мгновенного соединения с прочим элементом основной конструкции.
- Расчет усилия, которое нужно прилагать для качественного сцепления соединяемых образцов.
Сварочные клещи считаются прекрасным вариантом для сварки контактного типа, они отвечают всем выше перечисленным условиям.

Инструмент своими руками
Чтобы сделать самодельные клещи для контактной сварки, необходимо иметь терпение, проявить немного старания. В качестве материала для изготовления такого инструмента понадобится дротик диаметром 3 см, сделанный из меди, а его длина должна составлять не меньше 2 метров.
Пошаговая инструкция изготовления инструмента
- Медный дротик необходимо согнуть, чтобы он получился U-образной формы.
- На концах делаются одинаковые отверстия диаметром 1,8 см, затем их нужно развернуть и сделать пропил. В результате получится два зажима под электроды.
- Далее нужно параллельно соединить трансформаторы на 9 А — 2 шт., где соединение первичной, вторичной обмотки выполнено напрямую.
- Для регулировки подачи тока можно спаять коммутатор на симисторах, оборудованный стандартным ждущим мультивибратором, предназначенным для отработки выдержки.
- Для охлаждения самодельных клещей будет использоваться вода.
- Снятие электродов посредством ножной педали.
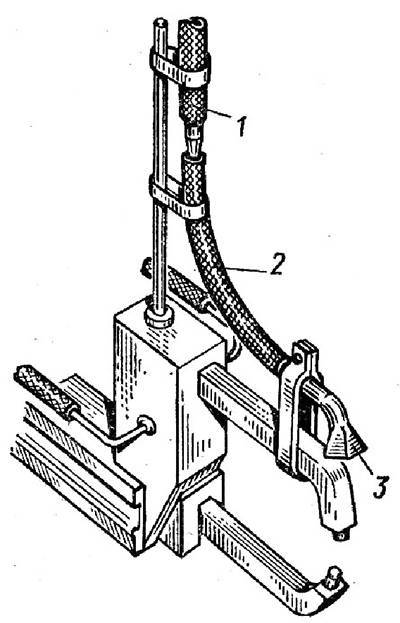
Основные элементы конструкции ручных клещей
- Трансформатор для сварки.
- Рычаг проворачивания электродов.
- Рукоятка, оборудованная толкателем.
- Шарниры, фиксирующие рычаг, рукоятку.
Некоторые конструкции клещей для контактной точечной сварки дополнительно имеют пружины между толкателями, но недостаточно удобны в процессе эксплуатации. Сжимать пружину после каждого последующего поворота сложнее.
Важно! При самостоятельной сборке такого изделия нужно понимать, что каждый отдельный элемент конструкции достаточно значим. При поломке любого из них перестанет работать вся система
Рекомендации по подбору инструмента
При покупке инструмента необходимо обязательно проверить предельное значение тока. Чем оно выше, тем больше вероятность сцепления деталей больших размеров.
Также стоит обращать внимание на длину кронштейнов. От этого зависит, на какое расстояние будут вылетать электроды
Сборка
После покраски корпуса, приступаем к сборке. Устанавливаем гермовводы (чтобы провода не перетерлись о края корпуса), и компьютерные вентиляторы на 12В.
Поскольку отверстие под вентиляторы было вырезано прямоугольным, то стандартные решетки для куллера смотрелись бы не красиво. И из эстетических соображений, была установлена прямоугольная вентиляционная решетка размером 160х80мм. К сожалению металлическую такого размера найти не удалось, так что пришлось довольствоваться пластмассовой.
Так как было желание собрать компактный аппарат точечной сварки, расстояние от трансформатора до сторон корпуса, составляет всего лишь пару сантиметров.
Вся электроника: блок питания 12В, таймер и симистор на радиаторе, были расположены на боковых стяжках корпуса. Радиатор расположен таким образом, чтобы находился на уровне вентиляционного отверстия крышки.
Для защиты от перегрева были установлены два термопредохранителя. Один термопредохранитель установлен между обмотками в трансформаторе. А второй прикреплен к симистору.
На переднюю панель выведены кнопка включения аппарата, таймер, и светодиоды индицирующие включение сети и работу трансформатора. Поскольку ток потребления аппарата во время сварки более 20А, следует отметить, что в данном случае кнопка лишь отключает блок питания 12В. А поскольку без питания и симистор не работает, то аппарат можно считать обесточенным.
Но это не совсем правильное решение, поскольку в случае пробоя симистора (скачек напряжения, заводской брак и т.д.) трансформатор включится, а если при этом клещи будут замкнуты, то произойдет перегрев и воспламенение. Поэтому, чтобы не допустить такого исхода, необходимо в качестве выключателя устанавливать автомат на 25А, либо по окончании работ отключать аппарат из розетки, либо не оставлять клещи замкнутыми.
Что касается таймера то устанавливать его вовсе не обязательно, поскольку в большей степени он необходим для сварки тонкой проволоки. А листовой металл можно вполне сваривать и без таймера.
Схема управления трансформатором, без таймера довольно проста и содержит не так уж и много элементов.
Для сварки деталей из толстого металла таймер в принципе и не нужен. Но если предстоит работа с тонким металлом или для сварки проволоки, тотаймер с регулировкой мощностипросто необходим.
Поскольку такими большими клещами работать не так уж и удобно, была приделана дополнительная рукоятка, которая позволит работать клещами лишь одной рукой (зажим КРАБ). На эту рукоятку была выведена кнопка управления, а на саму рукоятку была одета термотрубка.
После покраски, провода заводим в трубу клещей и устанавливаем в электроды. На концах труб установлены обрезки 3/4″ трубы для усиления резьбы, чтобы от сильного завинчивания болта не сорвало резьбу.
Стоит отметить, что тяги сделаны из металла, таким образом можно не использовать разжимающую пружину
И стоит особое внимание уделить изоляции клещей, чтобы механизм КРАБ не замыкал между собой две половины клещей
А так выглядит аппарат точечной сварки после покраски. Поскольку вес аппарата составляет 16кг, на крышку необходимо установить ручку для переноски.
Из-за того, что провода длинные толстый металл сваривать не получится, а вот с пакетом из 4-х пластин из оцинковки толщиной 0,5мм или тремя пластинами черного металла толщиной 1мм, вполне справляется. А как справляется аппарат, можете увидеть, посмотрев видео, после 10 минуты.
Азы электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.










https://www.youtube.com/watch?v=16G9_QdADI4
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, ва
жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Преимущества и недостатки
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего
Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов
Вам под силу сварка нержавеющей стали, алюминия и цветных металлов
При этом не нужно использовать инертный газ или неплавящиеся стержни
Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры “18” означают диаметр батарейки, а следующие “65” – ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
Аппарат для точечной сварки своими руками

Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.

Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.









 сделайте больше витков, так вы повысите показатели мощности
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
 На первичные обмотки трансформаторов
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
 Чем меньше длина провода
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
 На промышленных аппаратах она доходит до 100 кг
На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
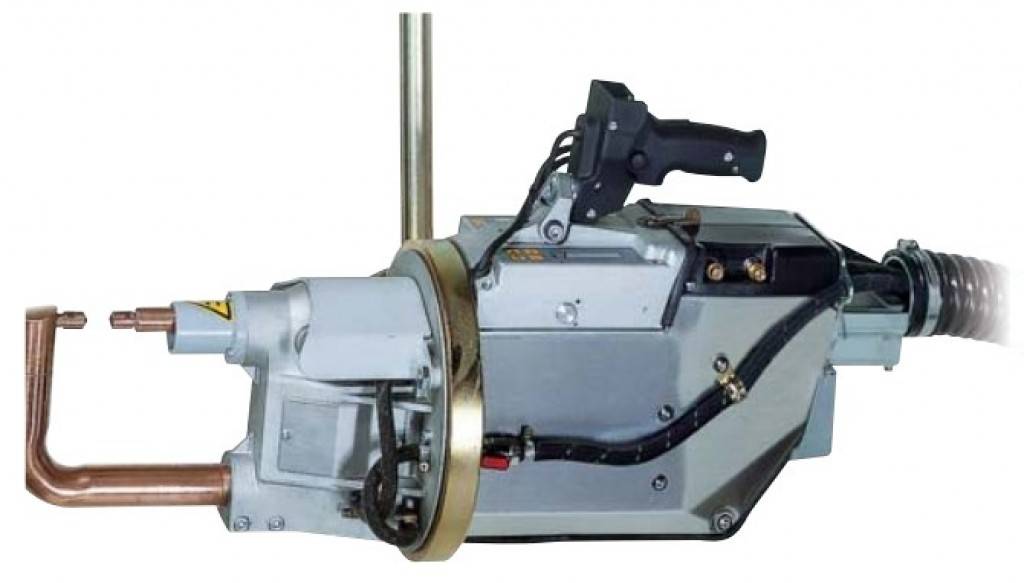
Устройство
Устроены они достаточно просто и состоят из следующих деталей и узлов:
- трансформаторный источник рабочего тока;
- захват, который дает возможность подведения электродов с двух сторон свариваемых деталей;
- контактные электроды;
- провода;
- система управления.
Трансформатор преобразует сетевое напряжение, понижая его. Его вторичная обмотка состоит из нескольких витков из толстой медной шины, выдерживающей ток в тысячи ампер. Напряжение с вторичной обмотки подается на массивные электроды, имеющие заостренные концы. Они прикладываются с двух сторон к соединяемым листовым заготовкам и плотно прижимаются к ним вручную или пневмоприводом.
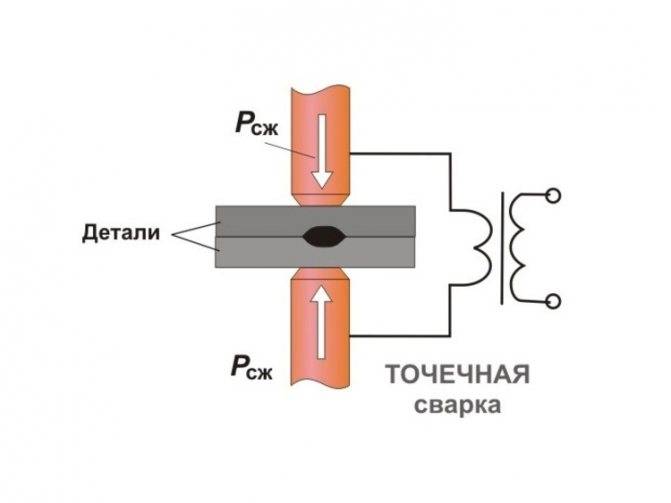
По команде оператора система управления через реле замыкает цепь, и на электроды полается короткий импульс. Ток начинает течь через электроды и обе заготовки, быстро разогревая и оплавляя тонкий металл в зоне контакта. Под действием усилия зажима оплавленные зоны соединяются в единое целое и кристаллизуются.На заготовках образуется точечное соединение.
Сварочные зажимные клещи переносят к следующей точке сварки и процесс повторяется. Так формируется линия шва точечной сварки. Диаметр проплавленного пятна определяется размером электрода, силой тока и временем импульса.
Важные конструктивные свойства
Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы. Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала, который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным, иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Как подобрать электроды
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Как работать со сварочными клещами?
Наличие сварочных клещей устраняет основную проблему контактной сварки – необходимость подвода к рабочей зоне больших значений тока при одновременном обеспечении мобильности передвижения сварщика. Сварочная проволока в подобных ситуациях неприемлема, поэтому следует использовать только электроды. Особые требования предъявляются к корпусу: он должен обеспечивать безопасную передачу мощности, надёжность фиксации обеих зажимных узлов и удобство пользования. Поэтому сварочные клещи промышленного применения обычно снабжаются крепёжным узлом, при помощи которого они прикрепляются к более жёсткой из свариваемых деталей.
Подготовку к сварке с использованием сварочных клещей начинают с установки электродов в зажимных узлах. Чаще используется клеммный, более надёжный зажим. Важнейшей характеристикой оснастки является вылет – расстояние от оси поворота подвижного зажима до оси электрода. Величина вылета определяет максимальное расстояние от кромки свариваемого изделия. В большинстве конструкций оснастки вылет является величиной переменной, и варьируется в пределах 125…500 мм. Это повышает функциональность приспособления.

Вылет может регулироваться плавно и ступенчато. В более дешёвых конструкциях величина вылета изменяется переустановкой электрододержателей в требуемые пазы или отверстия на корпусе. В сварочных клещах с автоматическим приводом регулировка вылета иногда производится при помощи плунжера, выдвигаемого при помощи сжатого воздуха. Популярности у сварщиков такие устройства, однако, не получили: клещи становятся тяжелее, а для стабильности подачи воздуха требуется ресивер, что делает оснастку более громоздкой.
Определившись с величиной вылета, клещи устанавливают в необходимом месте и включают подачу тока. Реле обеспечит подачу тока к электродам при обеспечении требуемого усилия сжатия. Поставив очередную сварочную точку, педалью или рукояткой отключают питание, после чего перемещают инструмент в новое положение.
3 Цепь управления – из чего состоит и как работает?
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали. Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами. При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания (на Рис.1 – это только C1), R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей. Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.








Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс. Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить. Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.
Контактная точечная сварка своими руками

Сварка – процедура выполнения неразъемных соединений благодаря установке связей между атомами стальных деталей в результате воздействия на них высокой температуры. Она бывает нескольких видов, но в бытовых условиях чаще используют точечную одностороннюю сварку.
Производители выпускают такие агрегаты в основном для промышленных целей. Поэтому они имеют большие габариты и высокую стоимость. Для сваривания стальных заготовок в быту можно сконструировать сварочный аппарат своими руками небольших размеров.
Особенности контактной точечной сварки
Это термомеханический класс сварки, который применяют для пайки мелких однородных стальных деталей либо тонкого металла.
Ключевые фазы аппарата контактной сварки:
- совмещение в необходимом положении свариваемых деталей;
- фиксация соединяемых металлических элементов между электродными контактами;
- нагревание холодного металла, формирование сварного шва.

Преимущественные характеристики технологии:
- простота соединения металлов;
- высокие показатели производительности;
- доступная стоимость расходных материалов.

Технология точечной сварки очень простая. Соединяемые элементы металлической конструкции плотно прижимают между собой, затем с небольшим шагом подают ток по линии сваривания. Электроток нагревает металлические элементы, запускает диффузионный процесс.
После выключения сварочного агрегата участок сваривания заготовок остывает, расплавленный металл кристаллизуется.
Сварка точечного типа из СВЧ печи
Минимальных габаритов сварка из микроволновки, отработавшей свой эксплуатационный период – оптимальный вариант для нечастых и небольших сварочных работ в быту.

Требуемый инвентарь
Чтобы сварить металлические детали на дому, можно соорудить точечную сварку своими руками с помощью не работающей печки СВЧ.
Потребуется следующий комплект деталей:
- клеммная колодка;
- отрезок многожильного кабеля (8 мм сечение);
- переходник 12В;
- медная проволока (1,7 мм толщина);
- механизм таймера;
- трансформатор от микроволновки;
- микрокнопка;
- рейка из древесины;
- выключатель контактной сварки своими руками;
- металлическая пружина;
- корпус блока питания старого ПК (комьютера).
Порядок работы
Пошаговая инструкция сооружения самодельного сварочного прибора из СВЧ для выполнения точечной сварки:
- Разбираем старую микроволновку, достаем из нее трансформатор.
- Разбираем блок питания старого ПК. От него нужен разъем питания 220 В и металлический корпус.
- Устанавливаем на трансформатор силовой кабель, предварительно убрав вторичную обмотку.
- Сверлим 2 отверстия в районе решетки для выводов катушки, дне корпуса БП для монтажа транса.
- Размещаем внутри каркаса трансформатор для точечной сварки, переходник питания, подсоединяем таймер к панели, размещенной в передней части конструкции.
- Монтируем включатель электропитания на панели, обустроенной в задней части конструкции.
- Подсоединяем микрокнопку к таймеру, настраиваем продолжительность сварочного импульса.
- Припаиваем все элементы конструкции сварочника из микроволновки своими руками.
- Сначала крепим стальные уголки к корпусу, затем на них деревянную рейку. В ней делаем отверстия и фиксируем кнопку пуска.
- Зачищаем контакты силового кабеля, фиксируем клеммники, прикручиваем самонарезающими болтами на прикрепленную деревянную планку.
- Изготавливаем из проволоки (медной) электроды по сварке, обтачиваем концы.
- Фиксируем электроды в клеммниках.

На сварку из микроволновки дополнительно устанавливаем пружину, возвращающую контакты в первоначальное положение. Для ее фиксации сверху на корпус монтируем деревянную планку.





