

Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.
Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Полуавтоматы
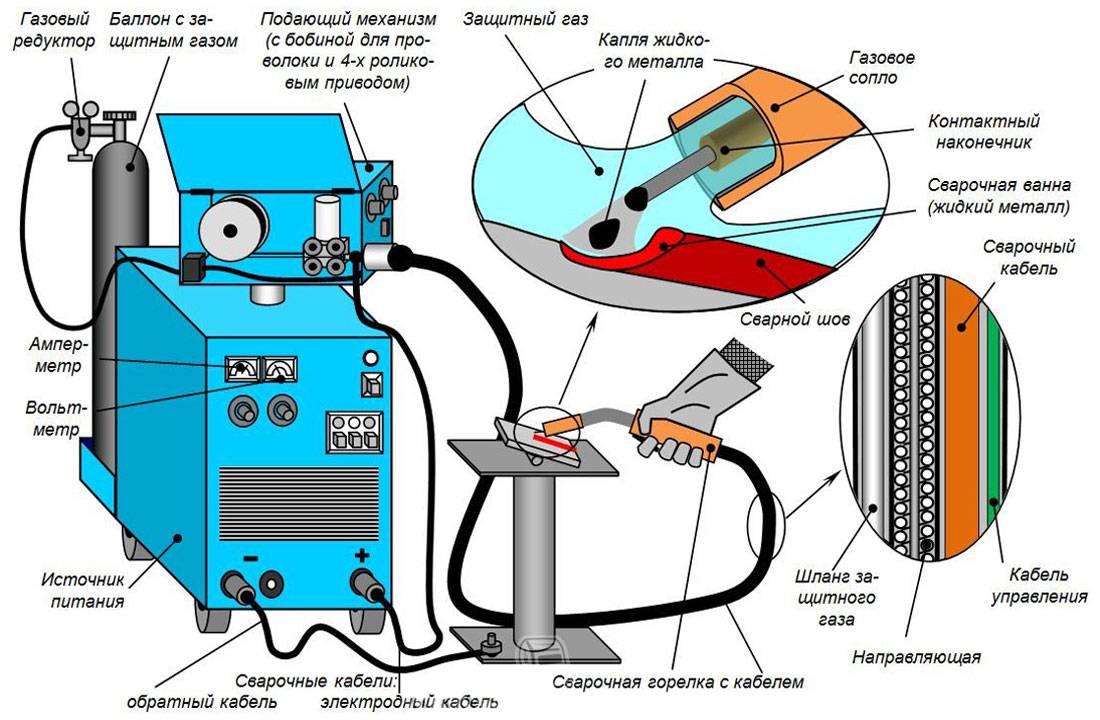
Данный вид сварочного оборудования позволяет не только существенно уменьшить временные затраты при выполнении различных сварочных операций, но и добиться более качественного провара. Шов получается сплошным – так как постоянно менять электроды не нужно. Полуавтоматическая техника предназначена для сварки в газовой среде (газ может быть как инертным, так и активным). Название «полуавтомат» подразумевает то, что сплошная электродная проволока подается автоматически к электрической дуге. Полуавтоматический «комплект» включает в себя источник тока (трансформатор/выпрямитель/инвертор), блок подачи проволоки, газовый баллон, электрические кабели, газовые шланги и горелку. То, какой газ применяется, зависит от вида металла, с которым работают. В качестве активного газа может выступать азот, кислород либо углекислый газ, в качестве инертного – гелий либо аргон. Чаще используются их смеси. Из баллона к горелке газ подходит по несущим патрубкам, а из горелки подается непосредственно к электродуге. Преимущество сварки «с газом» в том, что он дополнительно защищает сварную ванну от негативного действия газового состава воздуха окружающей среды, а также стабилизирует саму электрическую дугу и придает определенные химические свойства сварному шву.
Через горелку автоматическим образом непрерывно подается проволока, заменяющая в данном случае штучный электрод. Подбирая соответствующим образом сочетание смесей газов и различных видов электродной проволоки можно изменять в нужном направлении свойства сварной ванны. Очень хороши полуавтоматы, источник тока которых позволяет варить не только обыкновенной стальной проволокой, но специальной порошковой (или самозащитной). Ее отличительная особенность в том, что внутри внешней стальной оболочки имеется сердечник, состоящий из разного по химсоставу флюса. Когда такая порошковая проволока загорается, то образуется облако газа, которое выполняет роль газа, подающегося из баллона при сварке простой проволокой. Эффект тот же самый – сварная ванна защищается от окисления воздухом, активные компоненты сердечника придают металлу нужные свойства, электрическая дуга горит намного стабильнее. Только вот газового баллона, шлангов и горелки уже не требуется.
При необходимости можно приобрести и универсальную полуавтоматическую модификацию, которая рассчитана как на работу с применением газов, так и проволоки самозащитного типа. Механизмы, отвечающие за подачу проволоки, бывают как интегрированными в корпус агрегата, так и отдельными. Каждой разновидностью может оказаться удобнее варить в различных условиях. Такие подающие системы по количеству роликов производятся как двух-, так и четырехроликовые. Различными по форме и способу установки могут быть и сами ролики – это зависит от того, какая разновидность проволоки «загружается» в подающий блок: порошковая, медная, алюминиевая, стальная и др. Проволока подбирается по типу и диаметру с зависимости от вида и толщины свариваемого металла.
Настройка и регулирование внешних параметров может осуществляться как в автономном режиме (в частности – с использованием электронных систем), так и ручным способом, когда за процессами следит сам оператор. Сварочники MIG-MAG (работающие с применением активного/инертного газа) отличаются очень высокой производительностью и обеспечивают отличное качество шва при работе с любыми видами металлов и их сплавами (в том числе – с разнородными), а также с тонкостенными заготовками и деталями толщиной свыше двадцати миллиметров. Из недостатков полуавтоматов можно выделить большие потери на угар и разбрызгивание металла сварной ванны.
Точечная сварка – что это такое, устройство аппарата, виды оборудования
Соединение деталей не по всей площади контакта, а только в отдельных местах называется точечной сваркой. Технология применима преимущественно для тонкостенных деталей, достигающих в толщину не более 2 мм.
Суть метода сводится к созданию мощного электрического импульса между 2-мя расположенными друг против друга электродами по разные стороны сжатых заготовок. В результате возникает локальный разогрев, расплавление и последующее застывание вещества заготовок с образованием единой структуры.
Сварной процесс обладает следующими параметрами:
- Время действия электродуги – 0,2-3 сек.
- Плотность тока – 100-300 А/мм².
- Величина рабочего напряжения – 1-10 вольт.
- Сжатие в сварной точке – 10-100 кг и больше.
Применяется метод в первую очередь для заготовок, соединяемых внахлест. При этом поперечник сварного пятна достигает от 2-3 мм до 2 см.
Соединение точечной сваркой металлических элементов между электродамиИсточник metmastanki.ru
Устройство сварочного аппарата
Агрегат для точной сварки состоит из следующих рабочих узлов:
- Индукционного трансформатора, производящего мощный разряд при небольшом напряжении.
- Зажимной конструкции. Состоит она из пары электродов, закрепленных на противоположенных рычагах, и прижимного устройства.
От параметров прижимного узла во многом зависит и качество соединения, и скорость сварного процесса. Механизмы бывают нескольких типов:
- Механические. Работают от пружины, приводятся в действие физической силой. Устанавливаются на бытовых моделях. Недостаток – низкая производительность.
- Пневматические. Функционируют под действием сжатого воздуха. Устанавливаются, как правило, на переносных моделях. Минус – неизменность величины давления в ходе варки, малая скорость.
- Гидравлические. Характеризуется доступностью настроек. Однако применяется крайне редко, к тому же, не обладает достаточной производительностью.
- Электромагнитные. Отличаются быстродействием. Ими оснащается большинство современных моделей. Плюс – возможность перенастройки сжатия в ходе сварки.
Переносной аппарат для точечной сваркиИсточник svarochnye-apparaty.kz
Виды оборудования
Ввиду того, что технология точечного соединения широко распространена и применяется в самых разных случаях, сварочные аппараты различаются по целому ряду признаков:
- Возможности транспортировки – стационарные, мобильные, подвесные.
- Автоматизации процесса – автоматические и ручные.
- Пространственному размещению электродов – параллельные и противоположные.
Также оборудование различается по мощности потребления и характеристикам тока.
В бытовых условиях чаще всего применяется споттер – компактная переносная модель. Характерные особенности изделия – отсутствие специальных зажимных клещей. При этом с его помощью можно сварить сталь, медь, нержавейку и другие сплавы.
Режим работы
Делится на мягкий и жесткий. При щадящем режиме работы применяется небольшая электрическая энергия, но процесс сварки выполняется дольше – 2-5 секунд. Благодаря этому применяются электродные стержни меньшего сечения и не требуется очень сильно надавливать ими.
Жесткий режим работы использует повышенную энергию, а процесс производится быстрее – 0,2-1,5 секунды. Обеспечивается высокая производительность, однако необходимо сильное сдавливание заготовок электродными стержнями. Также требуется стержень большого сечения, который превышает сечение соединяемых изделий.
Рейтинг лучших моделей
Основные разновидности современного сварочного оборудования
В зависимости от принципа работы и конструктивных особенностей выделяют основные типы сварочного оборудования:
- выпрямители;
- трансформаторы;
- инверторы;
- полуавтоматы;
- промышленные аппараты.
Каждая из представленных разновидностей обладает своими преимуществами, особенностями и недостатками. Давайте более подробно рассмотрим основные виды сварочного оборудования.
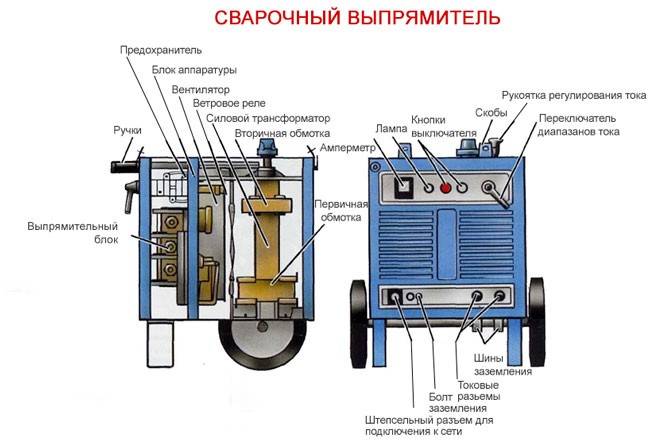
Сварочные выпрямители
Сварочные выпрямители – разновидность оборудования для проведения процессов сварки с использованием переменного тока обыкновенной сети. Благодаря специальной конструкции аппарат преобразовывает переменный ток в постоянный.
Благодаря чему повышается качество сварочного шва и проходит быстрое и стабильное горение сварочной дуги.
Этими аппаратами можно осуществлять сварку черных, цветных металлов и даже нержавеющей стали.
К недостаткам можно отнести довольно большие размеры, наличие охлаждающих вентиляторов или радиаторов в конструкции, а также повышенное потребление электроэнергии.
Сварочные трансформаторы
Это сварочное оборудование считается традиционным, ведь среди всех агрегатов именно трансформаторы некогда занимали ведущее место.
Конструкция прибора очень простая, внутри находится трансформаторный блок для преобразования переменного напряжения сети в переменный ток для сварки и регулятор силы тока.
Сварка происходит при помощи электродов. Основное достоинство такого агрегата заключается в высоком КПД (до 90%).
Недостатков существенно больше:
- нестабильная дуга;
- нельзя производить сварку нержавеющей стали и цветных металлов;
- довольно ощутимый вес.
Благодаря простоте конструкции, низкой стоимости и возможности подключения к однофазному или трехфазному источнику сварочные трансформаторы чаще всего приобретают для домашнего пользования, если варить нужно редко и немного.
Сварочные инверторы
На сегодняшний день инверторные аппараты для сварки занимают лидирующие позиции на рынке. Своей популярностью они обязаны высокому качеству, длительности работы и компактным размерам.
На базе инверторов выпускается практически все современное оборудование. Принцип работы заключается в преобразовании переменного напряжения в постоянный ток (и наоборот) с сохранением идеально стабильной и точной амплитудно-частотной характеристики.
Контроль за всеми характеристиками и стабильностью работы осуществляется при помощи специального блока электроники.
Один из немногих существенных недостатков прибора – дорогой ремонт сварочного оборудования в случае выхода инвертора из строя.
Сварочные полуавтоматы
Это специальные аппараты, которые позволяют осуществлять сварку металлов в полуавтоматическом режиме. Они комплектуются дополнительными механизмами подачи проволоки, что существенно повышает производительность труда и объемы.
По своему назначению такое оборудование делится на несколько категорий:
- сварка в защитных газах;
- сварка порошковой проволокой;
- сварка с применением флюсов;
- универсальные многофункциональные аппараты.
Полуавтоматы могут также использоваться для аргонодуговой и ручной сварки.
Принцип работы сварочного инвертора
Трансформаторы
Это одна из наиболее простых конструкций сварочного оборудования. Принцип действия аппарата трансформаторного типа заключается в преобразовании переменного электрического тока большего напряжения в переменный ток меньшего напряжения.








Результатом данного процесса и является сваривание. Для такого агрегата предпочтительнее использовать рутиловые или фтористо-кальциевые электроды диаметром 1,5-2,5 мм. Преимущества трансформатора:
- простое конструкционное решение;
- надёжность;
- относительно низкая стоимость;
- лёгкость эксплуатации;
- высокий КПД.
К недостаткам относятся:
- значительные габариты;
- большой вес;
- высокая энергозатратность;
- зависимость от напряжения.
Выбор сварочного аппарата
- организовать рабочее место (при стационарном использовании);
- оборудовать зону для хранения оборудования;
- выбрать и купить приспособления для сварки;
- изучить устройство сварочного аппарата, овладеть навыками работы;
- озаботиться техникой безопасности — сварочные материалы и оборудование относятся к приспособлениям с повышенным риском.
На выбор повлияют условия применения оборудования. В местности с отсутствием электричества применимы сварочный агрегат или газовое оборудование. В пользу генератора — выработка электроэнергии для других потребителей: освещение, электроинструмент, бытовая плитка для приготовления пищи и т.п.
Другой вариант — оснащение электросетью в 220 или 380V. Небольшие аппараты в 220V выполнят широкий круг задач при строительстве собственного дома. Использование напряжения 380V значительно расширяет возможности оборудования. Позволит применять оборудование для решения домашних проблем и в малом бизнесе.
Выбирая, какой сварочный аппарат лучше, вы должны помнить общие критерии:
- Экономическая целесообразность покупки. Необходимо оценить окупаемость затрат. Вполне возможно, что арендовать аппарат или пригласить специалиста окажется выгоднее.
- Сетевое напряжение. Оборудование подбирается в соответствии с обеспечением электроэнергией: в одно- или трехфазном исполнении.
- Типы сварочных аппаратов. Агрегат выбирается исходя из навыков владения тем или иным видом оборудования, видов работ, финансовых возможностей.
- Сила тока. Определяет толщину обрабатываемого металла и диаметр электрода. С ростом показателей увеличивается толщина и диаметр.
- Экономичность. Инвертор существенно меньше потребляет электроэнергии в процессе эксплуатации.
- Условия эксплуатации. Преимущество за трансформатором, способным работать в непрерывном режиме в полевых условиях.
- Ремонтопригодность. Трансформатор и выпрямитель проще отремонтировать в силу простоты конструкции. Нет проблем с поиском запчастей.
- Масса. Инвертор легче других электроаппаратов в 2-3 раза.
- Цена. Цепочка выглядит (по возрастанию): трансформатор→выпрямитель→инвертор.
- инвертор;
- максимальный ток 160-200А;
- напряжение питания 220В;
- возможность применять электроды Ø 1.6-4мм;
- выполняет все виды швов в ручном режиме дуговой сварки.
Метод плавлением
Существует несколько видов сварочного процесса методом плавления, которые должны быть указаны в технологических картах по сварке металлоконструкций:
- Ручная дуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- TIG сварка.
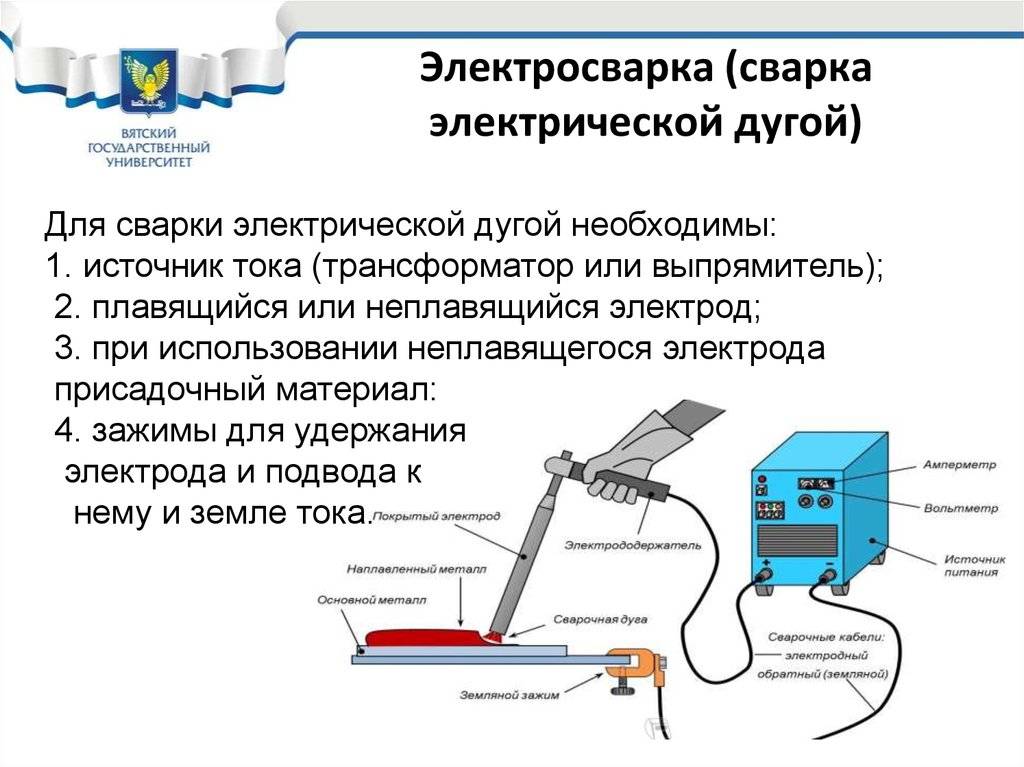
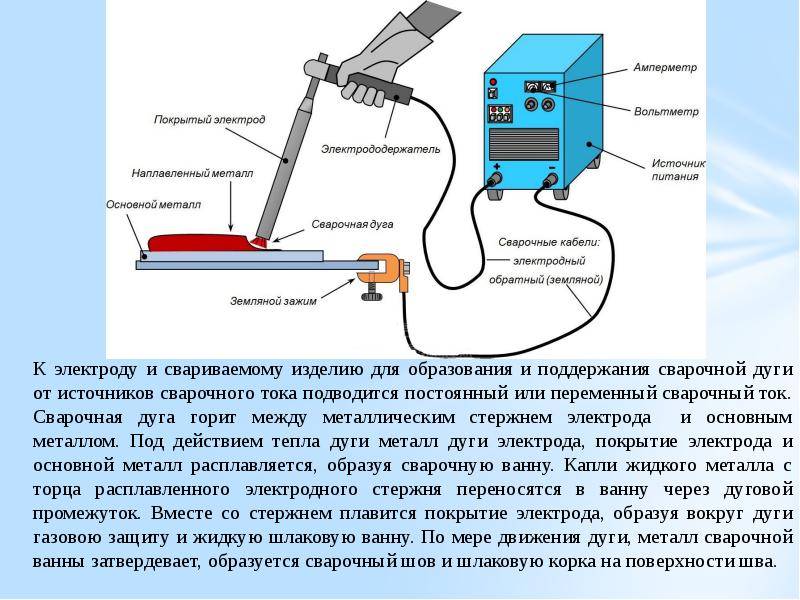
Наиболее распространенной является дуговая сварка. Она находит широкое применение, как в быту, так и в промышленности. Этим видом сварочного процесса можно соединять детали и конструкции из различных материалов. В комплект аппарата для осуществления этого процесса входят держатели электрода, а также держатель массы, крепящийся на свариваемой детали.
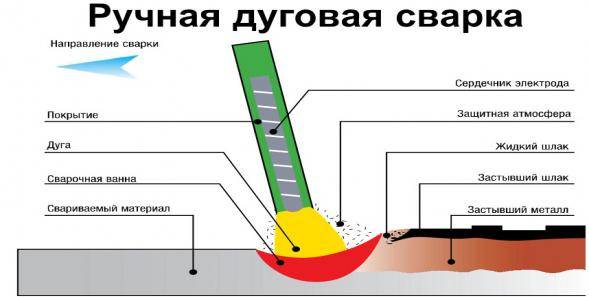
Сварка ручным дуговым методом производится электродами, состоящими из металлического стержня и обмазки, функцией которой является защита стержня и обеспечение стабильности горения электрической дуги.
Операционная технологическая карта сборки и ручной дуговой сварки содержит сведения о том, какие электроды могут использоваться. Имеется большой выбор электродов. При правильном выборе с помощью этого метода может проводиться сварка деталей из различных материалов. Этим методом возможна сварка во всех пространственных положениях, а также в труднодоступных местах. К отрицательным моментам относится низкий КПД работ, невысокая производительность, вредные условия. Такой род работ для получения качественного результата может проводиться только сварщиком, имеющим опыт и высокую квалификацию.
Несмотря на то, что имеется много видов электродов, для разных видов сварки применяются определенные электроды. Имеется указание на то, что перед началом сварки электроды должны быть просушены и другие нюансы этого процесса.
Ручная дуговая сварка потенциально опасна для сварщика, поэтому большое внимание уделяется требованиям безопасности

В технологической карте указываются способы подготовки кромок деталей и способ сборки.
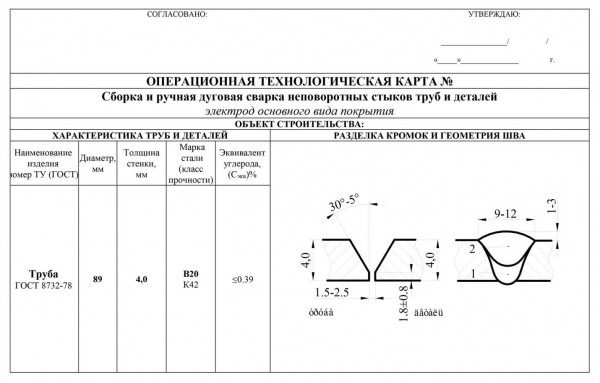
В качестве способа сборки чаще всего указываются прихватки.

При сварке стыковым методом для получения хорошего шва большую роль играет форма скосов деталей. В технологической карте указывают, каким рекомендуется делать скос. V-образный применяется для тонких листов, а X-образный используется для сварки более толстых деталей.
Согласно технологии электрод вместе со сварной ванной следует плавно перемещать вдоль линии соединения со скоростью, которая зависит от материала деталей. Рекомендуемая скорость указывается в технологической карте. Основной принцип заключается в том, что тонкие детали требуют большую скорость. Для толстых и массивных предпочтительнее будет более медленная.
Исходя из ширины шва и глубины проплавки, необходимо выбрать способ перемещения электрода – прямой, зигзагообразный, петлевидный. Во время выполнения сварки ручным дуговым способом значительную роль играет направление перемещения электрода. Необходимо выбрать один из трех вариантов: по оси электрода, вдоль оси валика, поперек шва.
Газовая сварка также осуществляется методом плавления. При этом используется смесь кислорода и горючего газа. К плюсам газовой сварки относится возможность сваривать цветные металлы, в том числе очень тонкие. Недостатком является сильный нагрев детали.

Видом сварки, при которой соединение происходит благодаря тому, что в зону сварки подается проволока, выполняющая роль электрода, является полуавтоматическая сварка. В ту же зону, что и электрод подается защитный газ, функцией которого является защита места сварки от окружающего негативного воздействия. Таким способом можно сваривать черные и цветные металлы. Еще одним достоинством является то, что можно сваривать тонкие детали и обладающие большой толщиной.
Этот вид сварки весьма распространен. С работой таким методом может справиться сварщик и более низкой квалификации, что делает особо востребованной технологическую карту на сварку металлоконструкций. Автоматическая сварка отличается используемым оборудованием.
Применяемые автоматы являются сложным оборудованием, поэтому в технологической карте важным является описание его настройки, которое должно обеспечивать работоспособность. Существует много видов автоматов, поэтому должны указываться рекомендуемые для сварки конкретного соединения.
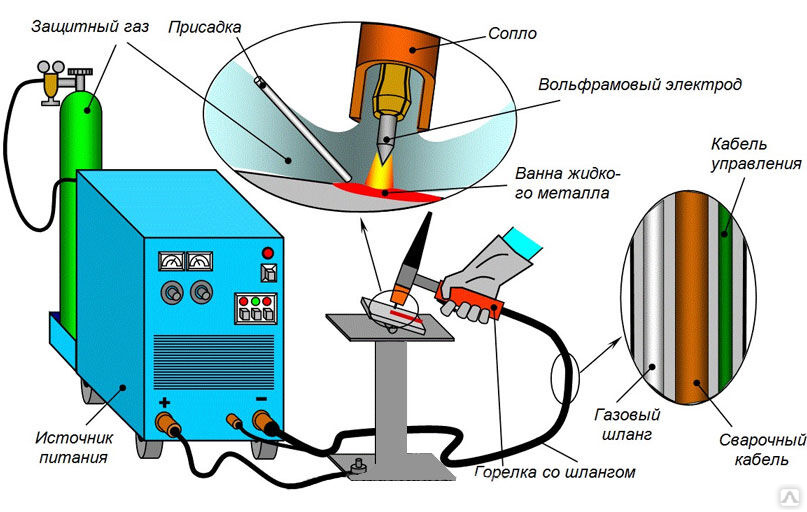
TIG сварка в основном используется для сварки деталей из алюминия и сплавов, куда он входит в состав. Также она может использоваться для соединения деталей из нержавеющей стали. При этом виде сварки, как правило, используется электрод из вольфрама, что должно быть отражено в технологической карте.
Классификация инверторов
Инверторы подразделяются на виды в зависимости от разных критериев.
Если первой характеристикой сварочных аппаратов является технология сварочного процесса, то классификация следующая:
- инверторы MMA для работы в ручном режиме;
- для полуавтоматической сварки MIG/MAG;
- в среде с защитным инертным газом TIG;
- для плазменной сварки CUT.
Инверторы MMA
MMA сварка.
Предназначены для ручной сварки с помощью покрытых электродов. На эти устройства любо-дорого смотреть, а работать еще приятнее: компактные, небольшого веса, надежные и простые в сервисном обслуживании. Швы в результате получаются аккуратными и самого высокого качества во всех отношениях.
Возможности аппаратов MMA самые широкие, во всяком случае их вполне достаточно для кустарных и домашних нужд – все несложные работы такому аппарату по полечу. Поэтому инверторные устройства типа MMA – самые любимые и популярные для работ дома или на небольшом производственном участке. Это, безусловно, надежный сварочный инвертор и технологический выбор номер один «домашних» задач.
Инверторы – полуавтоматы
Устройство аппаратов полуавтоматического вида посложнее. Они намного мощнее и, соответственно, обладают большим габаритами, причем это касается как веса, так и размеров. Оно и понятно, полуавтоматы используются на производствах, это вовсе не домашние агрегаты – дома работать с ними будет довольно проблематично.
Главная фишка полуавтоматов инверторного типа такая же, как и обычный полуавтомат. Это сварка при помощи проволоки, которая подается на определенной скорости специальным приспособлением в зону формирования шва.
В инертном облаке
Что же касается сварки под защитой инертного газа, то она проводится с помощью инверторов — полуавтоматов еще более сложного типа. Они весьма недешевые по стоимости и также предназначены для промышленного производства, это профессиональные сварочные аппараты.
Как мы уже знаем, полуавтоматы требуют дополнительных материалов и оборудования. Электроды в данной технологии могут быть двух видов: плавящиеся и неплавящиеся из вольфрама.







Инверторы для плазменной сварки и резки
Несмотря на то, что этот аппарат для сварки находится по классификации на этом месте, он совершенно не предназначен для классических сварочных работ – им попросту варить нельзя. Эти инверторы используются на производствах. Главная особенность – это буквально аптекарская точность резки металлических деталей вне зависимости от толщины, они могут резать очень толстые заготовки.
Инверторы
Аппараты этого типа называют также импульсными. Сегодня сварочные инверторы считаются одними из самых распространённых аппаратов из-за своего небольшого веса и общедоступности. И если ещё лет 10 назад инверторы были дороги и не очень надёжны, то сейчас эти недостатки устранены. Использование инверторной методики даёт сегодня уменьшение размеров трансформатора, повышение качественных свойств дуги, оптимизации КПД, снижение разбрызгивания металла при сварке.
Сварочный инвертор состоит из силового трансформатора, назначением которого является снижение сетевого напряжения до нужной величины, блока электросхем и дросселя-стабилизатора, нужного для минимизации пульсаций тока.
Напряжение питающей сети подаётся в инверторе на выпрямитель, на выходе которого блок схем трансформирует постоянный ток в переменный, обладающий высокой частотой. Этот, полученный на выходе силового блока, переменный ток подаётся на сварочный трансформатор высокой частоты, более компактный и лёгкий, чем обычный сетевой преобразователь. Напряжение на выходе сварочного трансформатора снова выпрямляется и подаётся на дугу.

Инверторные аппараты — лучшее решение для домашнего мастера
Самыми популярными сварочными устройствами сегодня являются инверторы, имеющие другое название импульсные аппараты для сварки. С появлением инверторов, они произвели настоящий переворот в сфере сварочного оборудования. Сначала они стоили очень дорого, и имели множество недостатков. Однако вскоре недостатки, в том числе, и высокая стоимость, были устранены. Это повлекло за собой популяризацию этих устройств. Сегодня практически у каждого домашнего мастера имеются сварочные аппараты инверторного типа. Если собираетесь купить сварочный аппарат для дома, то без выяснения их достоинств и недостатков рекомендуется сразу же выбирать инверторные аппараты.
Однако все же не помешает разобраться с конструктивными особенностями инверторов, чтобы в итоге покупаемый аппарат удовлетворял всем потребностям мастера. Инвертор — это аналог трансформаторных и выпрямительных устройств, которые лишены громоздкого элемента — трансформатора. Роль источника понижения тока играют полупроводниковые элементы. В конструкции устройства присутствует трансформатор, который в десятки раз меньше, и предназначен он для уменьшения входного сетевого напряжения.
Инверторы потребляют намного меньше электроэнергии, по сравнению со своими древними аналогами — трансформаторными и выпрямительными моделями. Прибор исключен необходимости затрат энергии на нагревание конструктивных элементов. Дуга создается достаточно быстро, и характеризуется стабильностью горения, обеспечивая достойное качество шва. В конструкции инверторов применяются также стабилизаторы, осуществляющие преобразование тока, а также электрические микросхемы, состоящие из полупроводниковых элементов.
Входное переменное напряжение 220В поступает на выпрямительный блок, в котором происходит его преобразование в постоянное. В качестве выпрямителя выступает диодный мост. Преобразуется вместе с переменным напряжением и сила тока. Постоянная величина тока поступает на блок инвертора, где повторно происходит его преобразование из постоянного в переменный, но уже с более высокой частотой. Снижение переменного напряжения способствует увеличению величины высокочастотного тока. Ток большой величины и высокой частоты преобразуется в постоянный, на основании которого происходит выполнение сварочных манипуляций. Ниже представлена схема работы сварочного инвертора.
Увеличение частоты тока достигается за счет полупроводниковых элементов — транзисторов. Их переключение происходит с частотой в 60-80 Гц. В процессе функционирования аппарата наблюдается сильный нагрев элементов, поэтому немаловажный момент — это применение радиаторов с вентиляторами, способствующие отводу тепловой энергии. Чтобы предотвратить выход из строя выпрямительного блока, в конструкции прибора установлен датчик, отключающий подачу питания, когда температура выпрямителя достигнет критического значения в 90 градусов.
Теперь выясним все преимущества инверторов, и узнаем, почему же именно эти виды сварочных аппаратов получили широкую популярность среди домашних мастеров:
- Качественный сварочный шов
- Высокая производительность оборудования
- Большой КПД — свыше 90%
- Экономичный расход потребления электрической энергии
- Незначительная степень разбрызгивания металла
- Плавность регулировки сварочного тока
- Универсальность — возможность варить любой металл
- Небольшие габариты и вес, что делает такое оборудование мобильным и простым в транспортировке
Это интересно! Когда же стоит выбирать инверторные сварочные аппараты? Их выбирают 80% домашних мастеров, которые выполняют сварочные работы самостоятельно. Все дело в том, что они стоят достаточно не дорого, и при этом имеют массу преимуществ, необходимых для обычного пользователя. Инвертор не заменит полуавтомат, но при этом первый вариант не требует приобретения газовых баллонов и проволоки. Сварка осуществляется электродами разных размеров.
Выше представлены основные разновидности сварочных аппаратов, которые подходят для дома и дачи. Следует сделать вывод о том, что для домашнего применения подходят лучше всего модели инверторного типа, а для профессиональной эксплуатации лучше выбирать полуавтоматы. Трансформаторы и выпрямители — это прошлый век, которые по причине своих недостатков, встречаются все реже.
Фото сварочных аппаратов



















































Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях
Сварочный трансформатор
Регулировка тока осуществляется:
- индуктивным сопротивлением;
- величиной холостой хода (показатель — вторичное напряжение).
Рис.1 Схема сварочного трансформатора
Агрегат для сварочных работ состоит из корпуса, объединяющего:
- трансформатор, состоящий из первичной и вторичной обмотки;
- металлический сердечник;
- устройство перемещения вторичной обмотки (регулировка силы тока);
- блок управления.
Трансформаторы подразделяются:
- одно- или двухфазные;
- по количеству рабочих мест — постов;
- способ регулировки: посредством переключения обмоток, дросселем насыщения, магнитным рассеиванием.
Основные характеристики:
- показатель коэффициента мощности {cosφ}, среднее значение 0.4-0.5;
- напряжение электросети (220 или 380V);
- вторичное напряжение (60-80V);
- мощность оборудования — влияет на толщину обрабатываемых деталей и диаметр электродов;
- диапазон регулировки тока.
Преимущества
- простота конструкции;
- невысокая и доступная цена;
- несложное обслуживание;
- длительный ресурс эксплуатации.
Недостатки
- нестабильная электродуга;
- сложность зажигания дуги;
- зависимость от скачков и величины сетевого напряжения;
- необходим определенный практический навык со стороны рабочего.
Сварочный аппарат, выполненный на основе трансформатора, применяется для ручной дуговой сварки под флюсом. Можно использовать для резки металла.





