

Особенности подготовки деталей к сварке
Подготовка деталей из латуни к сварке схожа с подготовкой меди. Отличительной особенностью является то, что изделия из латуни имеют небольшую толщину, поэтому не нуждаются в предварительном нагреве. Однако толстые элементы изделий следует подогревать в тех местах, где они будут привариваться. Подготовительные работы помогают улучшить качество шовного соединения, поэтому готовое изделие станет прочным.
При подготовке следует уделить особое внимание обработке рабочих кромок. Если толщина кромки меньше 1,5 мм, следует дополнительно выполнить отбортовку для увеличения этого показатели. Это повысить прочность сварного соединения
Если толщина кромки в пределах нормы, проведение отбортовки не требуется. Однако требуется сохранить зазор между элементами около 2 мм. Для увеличения данного показателя можно использовать подкладки
Это повысить прочность сварного соединения. Если толщина кромки в пределах нормы, проведение отбортовки не требуется. Однако требуется сохранить зазор между элементами около 2 мм. Для увеличения данного показателя можно использовать подкладки.
Для соединения изделий, где требуется высокий показатель прочности, рекомендуется использовать двухстороннюю сварку. Если удается достигнуть значительной толщины шва, данный момент гарантирует прочное и надежное соединения.
Подготовка деталей к соединению является обязательным и очень важным этапом работ. Если неправильно оценить толщину материала или длину шва, конструкция может деформироваться. Это возникает из-за повышенного напряжения металла. Поэтому для соединения толстых листов или для работы с конструкциями высокой прочности лучше воспользоваться услугами специалистов.
Как правильно варить нержавейку полуавтоматом
Чтобы провести сварку нержавеющей стали полуавтоматом, необходимо правильно выбрать состав защитного газа. Оптимально считается, если газ должен состоять из аргона – 98% и углекислоты – 2%. Хотя многие сварщики, чтобы снизить себестоимость проводимых работ, увеличивают процентное соотношение в пользу дешевого углекислого газа. К примеру, 30% – углекислота и 70% – аргон.
Что касается присадочной проволоки, то рекомендуется использовать точно такую же, как и сам свариваемый металл. К примеру, если свариваются заготовки из нержавейки 304, то рекомендуется использовать для их соединения присадку марки Y308.
С неплавящимся вольфрамовым электродом все также просто. Его диаметр будет зависеть от толщины свариваемых деталей. К примеру, если их толщина не будет превышать 1 мм, то используется электрод диаметром 1 мм. Толщина 1-4 – диаметр 1,6. Толщина свыше 4 мм, диаметр 2,5 мм.
Нюансы сварки
Полуавтоматы для сварки нержавейки обеспечивают сразу несколько функций технологического сварочного процесса.
- равномерная скорость подачи присадочного материала в зону сварки;
- возможность отрегулировать точную силу сварочного тока;
- охлаждение горелки.
Все это обеспечивает высокое качество сварного шва, плюс увеличивается скорость сварочного процесса. Конечно, необходимо сказать и о том, что в среде углекислого газа присадочная проволока расплавляется интенсивнее, поэтому нагрев сварного участка будут происходить при низких (относительно) температурах.
Все остальные операции проводятся точно так же, как при сварке полуавтоматом обычных сталей.
- Производится подготовка свариваемых заготовок из нержавейки. Их очищают железной щеткой от грязи, красок и других материалов. Если есть необходимость, то и обезжиривают. Для этого можно использовать спирт, ацетон, бензин и так далее. Если соединяются детали толщиною долее 4 мм, то обязательно формируются кромки. Обязательно производится подогрев до +100С, чтобы полностью удалить влагу с поверхностей.
- И сам процесс сварки.
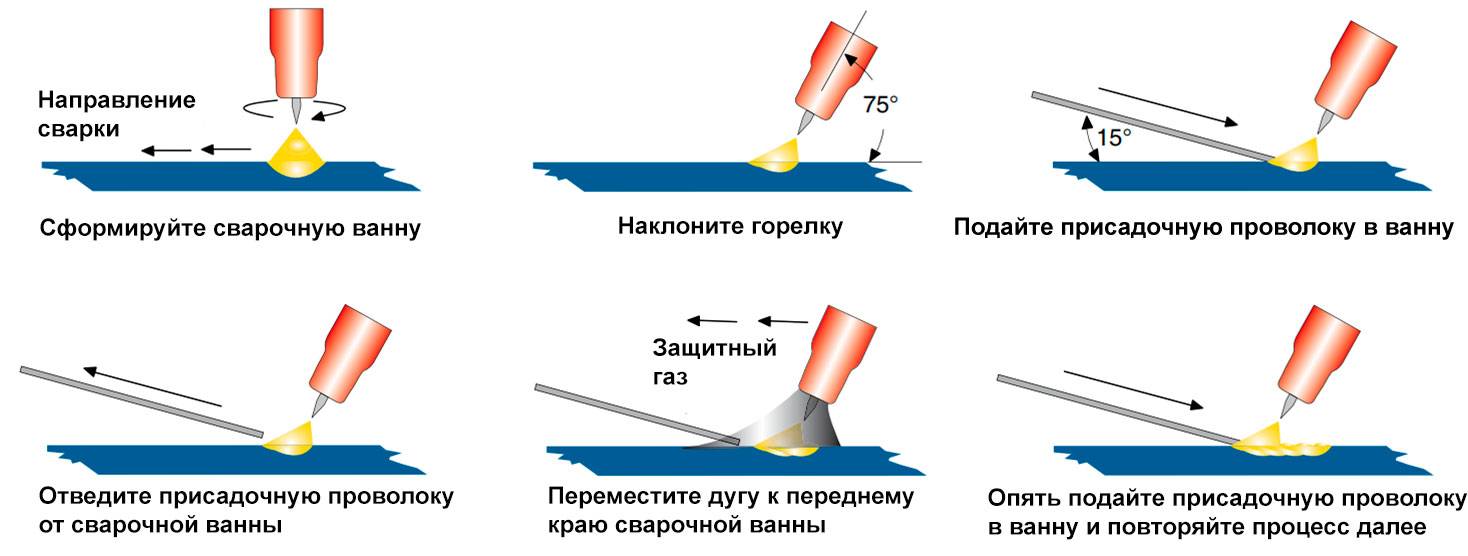
Очень важно соблюдать точную схему проведения сварки полуавтоматом. Горелка должна подноситься к зазору между заготовками под небольшим углом
Присадочная проволока подается под противоположным углом
При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва
Присадочная проволока подается под противоположным углом. При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва.
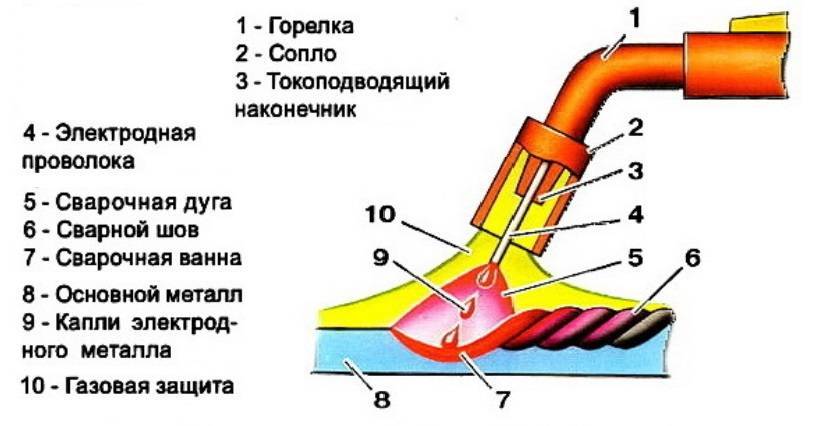
Получается так, что дуга, возникающая между вольфрамовым неплавящимся электродом и металлом заготовок, расплавляет металл присадочной проволоки. Он каплями падает между заготовками, образу шов. При этом капли под действием давления защитного газа растекаются по всей сварной ванне. И все это происходит равномерно. Это очень хорошо видно на видео.
Подводя итог всему вышесказанному, необходимо обозначить позиции, которые влияют на качество конечного результата при сварке нержавейки полуавтоматом в среде защитного углекислого газа.
- Сварка производится на постоянном токе обратной полярности.
- Горелка наклоняется вперед, присадка назад.
- Максимальный вылет вольфрамового электрода – 12 мм.
- Очень важен показатель расхода защитного газа. Его диапазон 6-12 м³/ мин. Увеличение расходуемого объема приводит к снижению качества шва.
- Обязательно в баллон с газом добавляется осушитель, к примеру, медный купорос. Все дело в том, что при соприкосновении углекислого газа с металлом образуется кислота, которая при подаче в зону сварки будет разрушать углерод. Поэтому нельзя допустить, чтобы кислота образовалась.
- Сам процесс наплавления должен проводиться плавно.
- Рекомендуется также после окончания работы простучать молотком по сварочному шву. Таким образом, удаляются пузыри, образовавшиеся на поверхности шва при сварке.
И все же при кажущейся простоте, сварка нержавейки полуавтоматом – процесс не самый простой, и очень ответственный. Для его проведения нужны навыки и опыт. Так что начинающим сварщикам он не под силу. Посмотрите видео, как правильно варить нержавеющую сталь полуавтоматом в среде защитного углекислого газа.
Особенности сварки латунных изделий в среде аргона
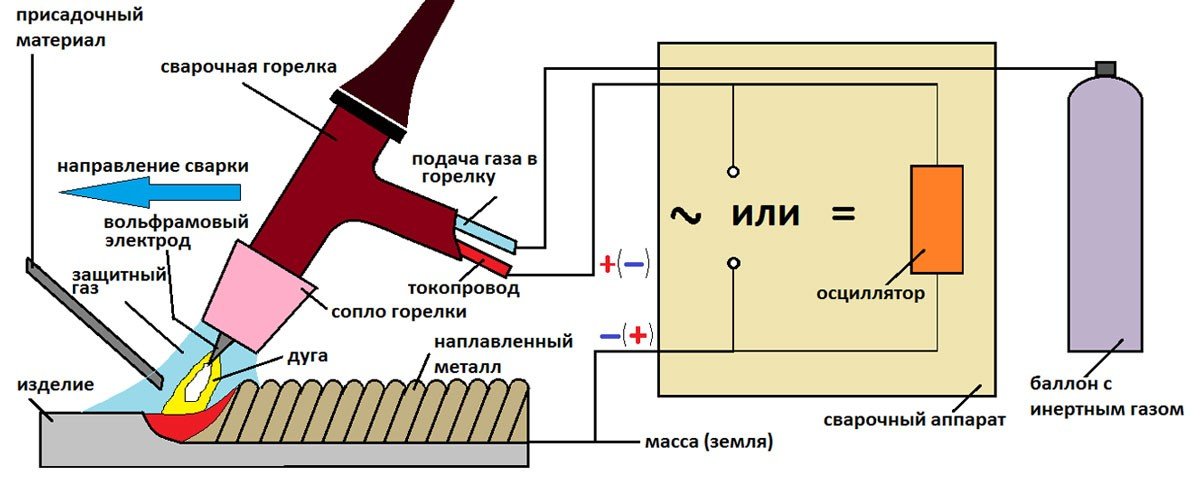
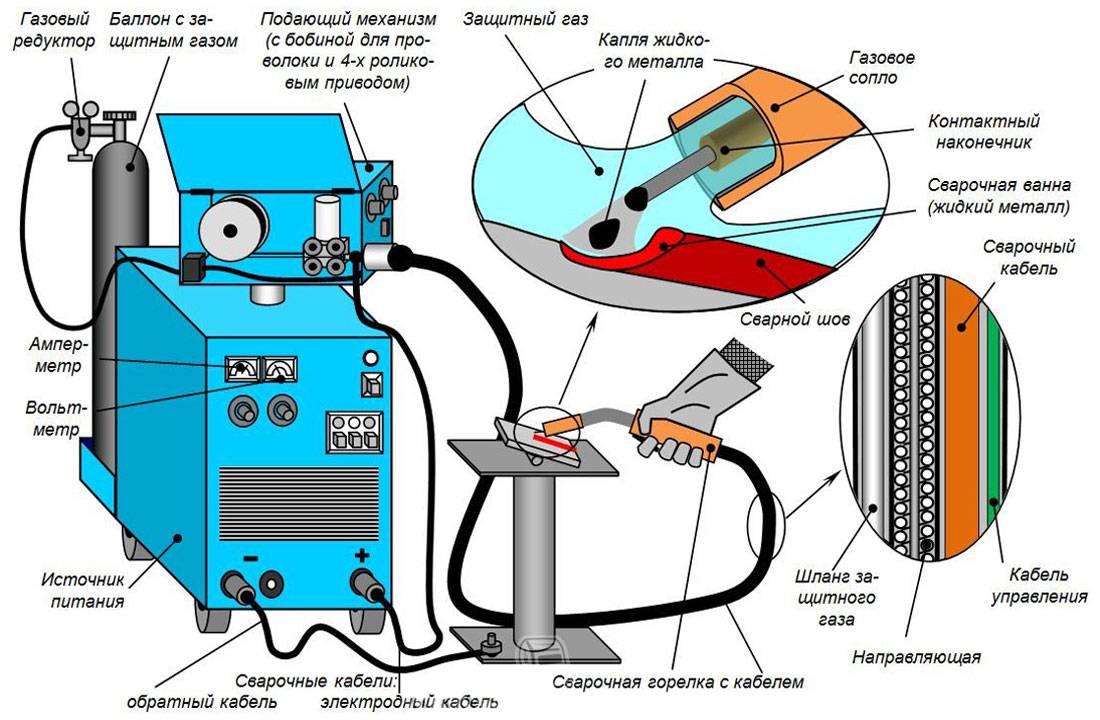
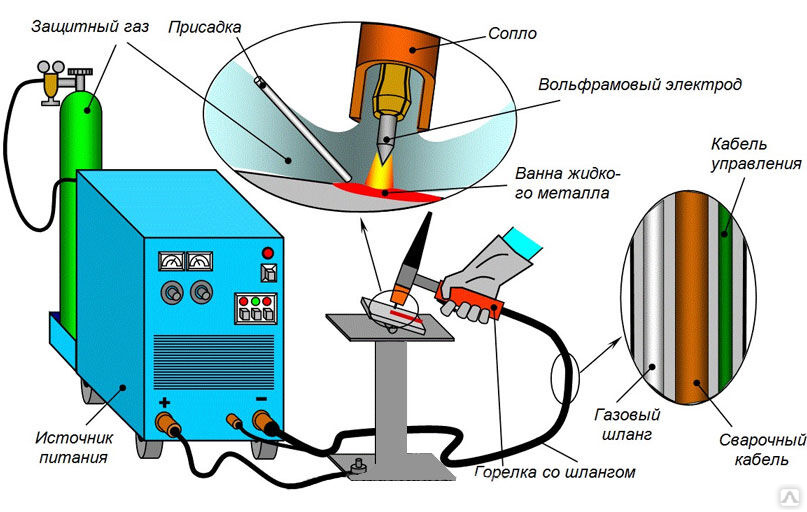
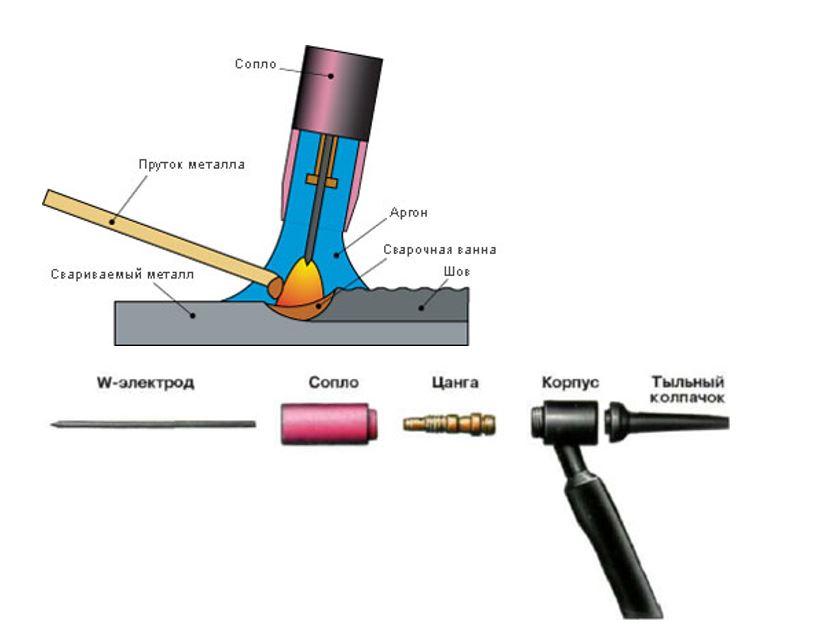
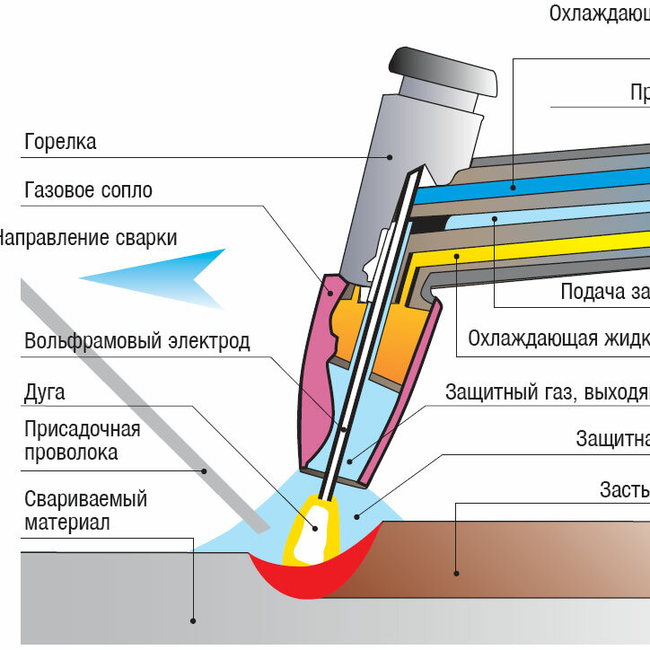
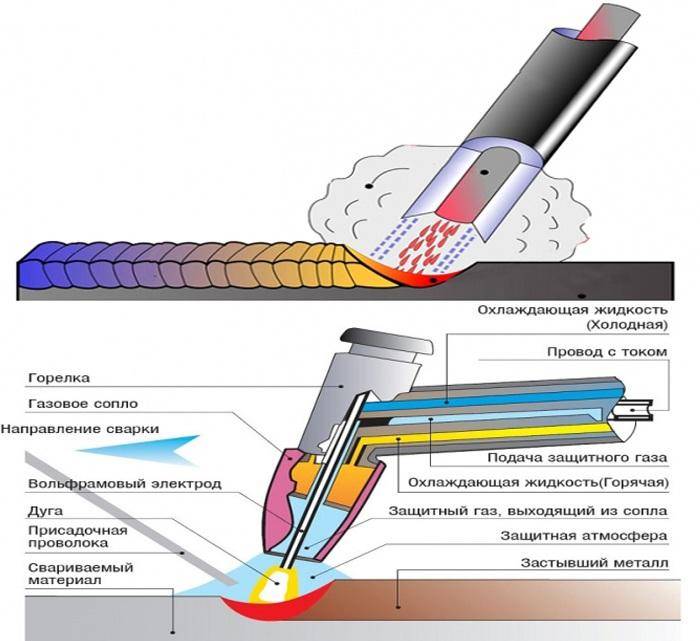
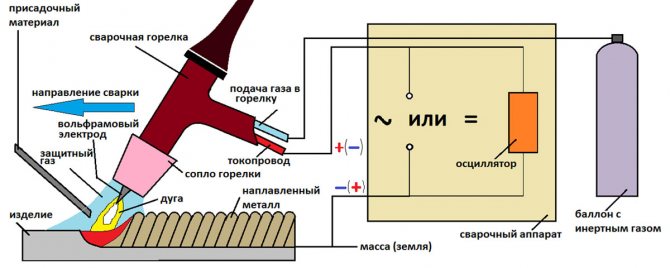
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.
Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.



При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
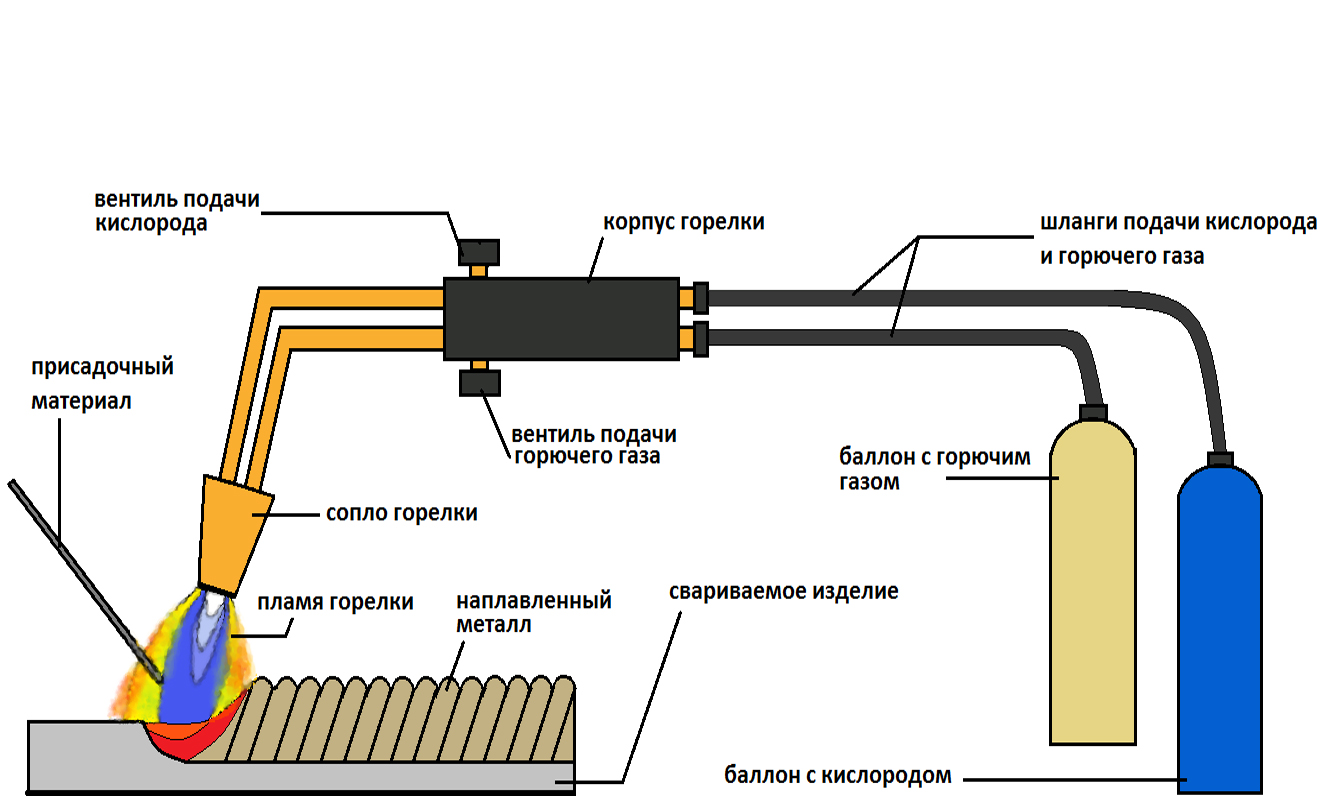
Газовая сварка латуни
Латунь представляет собой сплав меди с цинком, содержание которого в латуни колеблется от 20 до 55%. Благодаря высокой прочности, пластичности, антикоррозионной стойкости и удовлетворительной свариваемости латуни получили широкое распространение при изготовлении различной аппаратуры, емкостей и арматуры в химической и других отраслях промышленности. Основными затруднениями при сварке латуней являются выгорание цинка, поглощение газов расплавленным металлом ванны, а также повышенная склонность металла шва и околошовной зоны к образованию пор и трещин. Для устранения указанных затруднений необходимо применять специальные меры.
Для борьбы с испарением цинка при газовой сварке латуни необходимо применять окислительное пламя и использовать специальные флюсы и присадочные металлы, легированные Si и В. Пары цинка ядовиты, поэтому при сварке латуни необходимо пользоваться респиратором. При сварке латуни окислительным пламенем на поверхности свариваемого металла образуется оксидная пленка, которая препятствует дальнейшему испарению цинка. Избыточный кислород также связывает свободный водород пламени, что уменьшает поглощение водорода металлом. При сварке латуни необходимо также учитывать ее склонность к образованию трещин в интервале температур от 300 до 600°С.
Подготовка свариваемых кромок под газовую сварку зависит от толщины металла: металл толщиной до 1 мм сваривают с отбортовкой кромок, при толщине от 1 до 5 мм — без скоса кромок, при толщине от 6 до 15 мм — с V-образной разделкой кромок на угол 70-90°, при толщине от 15 до 25 мм — с Х-образной разделкой на угол 70-90° с притуплением 2-4 мм. Перед сваркой свариваемые кромки зачищают до металлического блеска или протравливают в 10%-ном водном растворе азотной кислоты с последующей промывкой горячей водой и протиркой насухо ветошью.
На качество сварного шва большое влияние оказывает мощность сварочного пламени, несмотря на то что теплопроводность латуни на 7% больше, чем у низкоуглеродистой стали, мощность сварочного пламени берется из расчета расхода ацетилена 100-120 дм3/ч на 1 мм толщины свариваемого металла, чтобы не перегреть свариваемый металл.
Для снижения испарения цинка конец ядра сварочного пламени должен находиться на расстоянии 7-10 мм от свариваемой поверхности. Сварку проводят левым способом. Сварочное пламя направляют на присадочную проволоку, которую держат под углом 90° к мундштуку. Газовую сварку латуни выполняют с максимальной скоростью окислительным пламенем. Конец присадочного металла все время должен находиться в зоне сварочного пламени. Так как латунь в расплавленном состоянии жидкотекуча, то сварка ее в вертикальном и потолочном положениях затруднена. При необходимости выполнения сварки в вертикальном положении сварку следует вести на пониженной мощности пламени — 35-40 дм3/ч ацетилена на 1 мм толщины свариваемого металла.
Выбор присадочного металла оказывает большое влияние на процесс газовой сварки латуни. Согласно ГОСТ 16130-90, в качестве присадки при газовой сварке латуни применяют следующие марки присадочной проволоки: Л63, ЛО60-1, ЛК62-0.5, ЛКБО62-0,2-0,04-0,5 и сварочные прутки следующих марок: ЛК62-05, Л63, ЛОК59-1-0,3.
Для сварки латуней Л-62 и Л-68 применяется самофлюсующая присадочная проволока ЛКБО62-0,2-0,04-0,5, сварка проводится без применения флюса. Хорошие результаты при сварке дает применение кремнистой латунной проволоки ЛК-62-05, содержащей в средней 0,5% кремния. При сварке этой проволокой практически отсутствует угар цинка и повышаются прочность, плотность и ударная вязкость сварного соединения. Латуни сваривают также с применением присадочной проволоки ЛО-60-1. Диаметр присадочной проволоки d выбирают в зависимости от толщины свариваемого металла: d=S+1, где S-толщина свариваемого металла, мм, но не более 8 мм.
Для газовой сварки латуни в основном применяют флюсы того же состава, что и при сварке меди. Из порошковых флюсов широкое применение нашли флюсы № 1, 2, 3. Флюс БМ-1 рекомендуется для сварки с применением кремнистого присадочного металла. Образующиеся в процессе сварки шлаки удаляют промывкой водой. Хорошее качество сварного шва получается при применении газообразного флюса БМ-2 на основе метилборатов.
Для уплотнения металла шва и повышения его механических свойств шов проковывают. Латуни, содержащие более 40% Zn, проковывают при температуре выше 650°С, а латуни, содержащие менее 40% Zn,- в холодном состоянии. После проковки применяют отжиг при температуре 600-650°С с последующим медленным охлаждением для получения мелкозернистой структуры.
Техника
Скорость работы рекомендуется устанавливать максимально возможной, в диапазоне 15-25 см в минуту. При низкой скорости ведения шва начинается усиленное порообразование.
Если требуется сварить толстые заготовки, их крепят под уклоном 10-15о к горизонтали, шов ведут от нижнего края к верхнему. Следует также подогреть кромки. Длинные швы варят обратными ступеньками. Допускаются как горизонтальное, так и вертикальное сварочные положения (с использованием легированной присадки и флюсового состава БМ-1), потолочное не используется вследствие высокой текучести расплава.
Горелку наклоняют под углом 15-30о к линии шва. Пруток должен располагаться над сварочной ванной, не погружаясь в нее.
Особенности в среде аргона
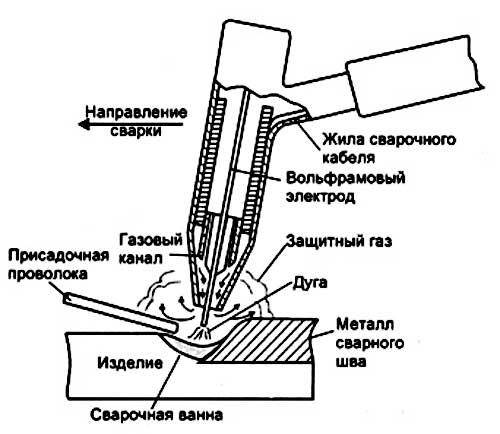
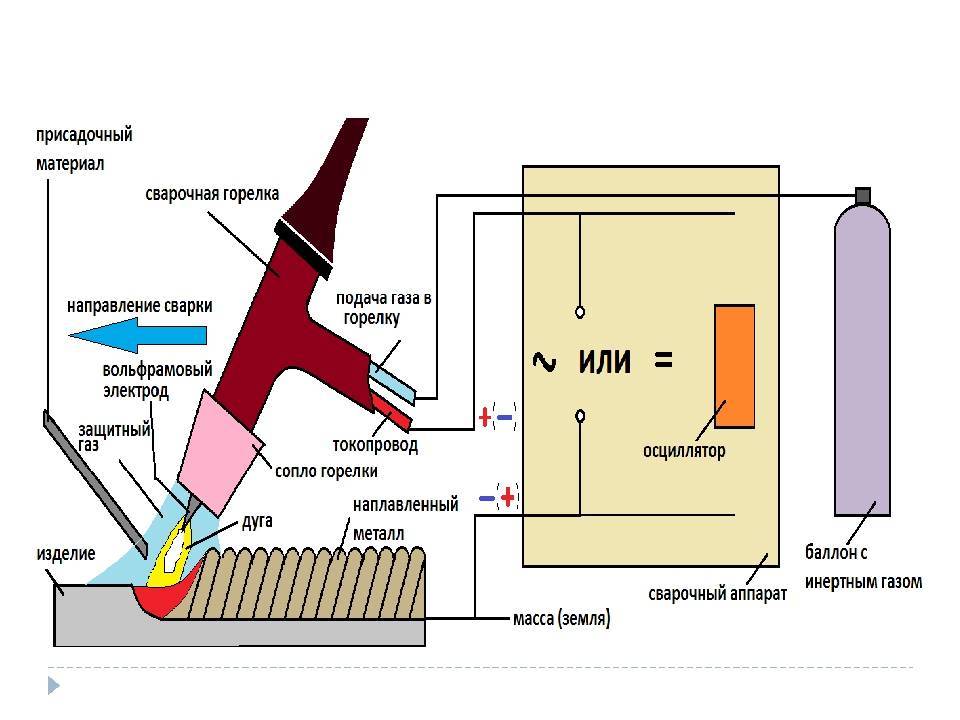
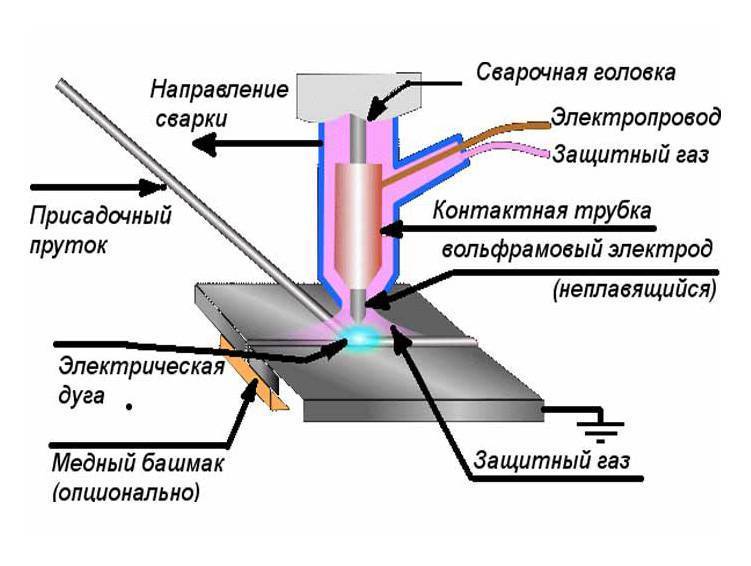
Для сварки заготовок из латуни аргоном используется сварочный инвертор и горелка с неплавким электродом, служащим для образования электродуги. Через форсунку горелки в рабочую зону поступает аргон (или аргоновая смесь). Газ вытесняет воздух и образует защитное облако. Шовный материал формируется за счет оплавленных кромок и присадочного прутка (или проволоки), подаваемой в рабочую область вручную либо полуавтоматом.
Перед началом работ следует зачистить кромки шва механическим способом или химическим путем и обезжирить их. Для деталей большой толщины выполняют разделку кромок.
При сварке латуни в среде аргона слышно характерное потрескивание, сопровождающее выделение паров цинка.
Преимущества аргонодуговой

- не требуются плавкие электроды и флюсовые составы;
- не происходит дымообразование и выпадение ядовитой окиси цинка;
- высокая производительность при использовании полуавтоматического аппарата;
- не требуется счищать корку шлака;
- высокая однородность шва;
- газовая струя сдувает пыль и другие отходы.
Кроме того, универсальность аргонной сварки позволяет применять ее для тонких и толстых заготовок различной формы и выполнять наплавочные работы.
Электродуговая
Сварка как правило проводится инверторным аппаратом обратной полярностью, ток выбирают по приближенной формуле: 30-40А на каждый миллиметр толщины электрода. Напряжение выставляют в диапазоне 25-30 вольт при импульсном режиме дуги. Скорость ведения электрода не ниже 25 см в минуту, для исключения порообразования и выгорания цинка.




Наиболее часто применяются стыковые односторонние швы. При больших толщинах заготовок их располагают под уклоном 15-25о к горизонтали.
При электросварке в несколько проходов обязательно проводят промежуточные зачистки.

о
Электрод должен двигаться возвратно — поступательно. Если дуга сорвалась, заново разжигать ее следует в зоне уже выполненного шва. Так кратер обрыва будет полностью проварен. При выполнении швов большой протяженности используют обратноступенчатую траекторию движения электрода. Альтернативой может служить технология сварки «на выход», соединение начинают в центре и ведут поочередно в разные стороны, к краям детали.
Отливки из латуни варятся так же, как из бронзы.
Газовая
Технология используется, если электродуговая сварка не обеспечивает достаточного качества соединения. При газовой сварке наблюдается значительный (до 25%) угар цинка. Используют окислительное пламя, создающее на поверхности расплава оксидный слой, предотвращающий дальнейшее испарение цинка.

В качестве присадки используются следующие марки прутков:
- ЛКБ 062-02-004-05: присутствие бора дает возможность обходиться без флюса;
- ЛК 62-0,5: в качестве флюса применяют прокаленную буру.
Кроме буры и ее смесей, применяется также флюсовый состав БМ-1, состоящий из метилбората и метанола. Он подается в рабочую зону в виде пасты и позволяет обезопасить работника от ядовитого порошка окиси цинка. Кроме того, повышается скорость сварки.
Как осуществляется сварка меди со сталью?
На деле это довольно сложная задача. Но хороший сварщик с такой задачей все же справится. Используются такие соединения при производстве деталей химической аппаратуры. Один из встречающихся вариантов — это присоединение медного провода к стальной колодке. Показатели качества сварки таких соединений вполне достаточны для своей задачи. Для повышения прочностных характеристик медных изделий в состав вводят до 2% железа. Применять больший объем не рекомендуется, так как прочность начнет снижаться.
Для сварочных работ с помощью графитовых электродов применяется постоянный ток прямой полярности. При этом длина дуги электричества должна быть в пределах от 14 до 20 миллиметров, а напряжение от 40 до 55 вольт. Ток выбирают в зависимости от качества электрода и его диаметра. Обычно он бывает в пределах 300-550 ампер. Флюсы используются точно такие же, как для работы с медью. Их состав можно посмотреть на этой странице. Флюс следует засыпать между разделочными кромками в зону сварки.
Начинать сваривать следует слева. Самый лучший результат достигается при обработке «лодочкой». Осуществляется процесс следующим образом:
- Сначала следует нагреть кромки медного изделия угольным электродом.
- Затем происходит соединение частей в определенном положении присадочного прутка и электрода. Пруток должен быть наклонен против движения под углом 30-40 градусов к металлу. Электрод должен быть наклонен в направлении сварки под углом в 75-85 градусом.
Скорость сварки должна быть 25 сантиметров в час. Соединение меди и чугуна происходит таким же способом.
Для приваривания бронзы с низким содержанием легирующих элементов и толщиной до 1,5 миллиметра к стали до 2,5 миллиметров используется соединение внахлест. При этом используются неплавящиеся электроды из вольфрама и присадочная проволока 1.8 миллиметра. Она подается со стороны. Сама сварка осуществляется в среде аргона в автоматическом режиме. Обработка должна происходить со стороны медного элемента. Сила тока должна при этом составлять 190 ампер, скорость подачи проволоки 70 метров в час, а скорость сварки 28.5 метров в час. При этом напряжение электрической дуги должно быть 11.5 вольт.
Для присоединения меди или латуни к стальной заготовке применяется стыковая сварка с оплавлением. Этот способ позволяет добиться разной степени оплавления кромок, при этом цветные металлы плавятся меньше. Исходя из этого делают вылеты, равные:
- 3.5 d для стали,
- 1.5 d для латуни,
- 1.0 d для меди.
Где d является диаметром стержней. Если вам требуется применить сварку встык методом сопротивления, то значения вылета должны составлять:
- 2.5 d для стали,
- 1.0 d для латуни,
- 1.5 d для меди.
Технология сварки латуни полуавтоматом
Это что касается дуговой сварки, если работы выполняются при помощи полуавтомата, потребуется специальная проволока. Для этих работ подойдут следующие виды проволоки:
- EWC CuNi – обладает высокой коррозионной стойкостью;
- EWC CuNi7 – применяется для сваривания стали и плакирующего никельмедного листа;
- ESAB OK Autrod 19.12 – используется для работы с чистой медью и низколигированными сплавами.
- ESAB OK Autrod 19.30 – широкопрофильная проволока для работы с любыми сплавами их меди.
В продаже имеется много разновидностей проволоки для работы со сплавами. Для более эффективной работы рекомендуется изучить особенности каждого вида.
Главной особенностью процесса сваривания бронзы и латуни, независимо от выбранного метода, является высокая вероятность образования пор. Чтобы их не было или как минимизировать появление, сварку необходимо производить быстро, то есть проходить за 1 минуту не менее 15 см шва.

При расположении деталей вертикально, начинать сваривать детали следует снизу и двигаться в верх. Это связано с тем, что металл легкоплавкий и сильно текучий. Выполнять сварку рекомендуется точечно с перекрытием предыдущей точки, делая поджиг, как можно короче по времени.






Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными.
Высокое удельное электрическое сопротивление – вследствие чего происходит нагрев стержня электрода. Для получения качественного соединения требуется соблюдать правило – для создания коротких швов использовать длинные электроды, имеющие более высокое сопротивление. При аргонной сварке же больших участков необходимо брать электроды размером 35 см.





