

Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Нюансы инверторной сварки алюминия

Алюминий бывает техническим и очищенным, его температура плавления составляет 658-660°C, что для сварки несущественно. При интенсивном нагреве и без него возникают условия для взаимодействия с кислородом, и в результате образуется пленка из Al2O3 (оксида алюминия). А вот у этой самой пленки температура плавления уже достигает 2000-2200°C, что не позволяет формироваться полноценному шву. Еще одним неприятным моментом при сварке алюминия можно назвать высокую текучесть этого металла.
Конечно, все эти проблемы вполне разрешимы на техническом уровне. Чтобы не возникал Al2O3, место сварки (кончик электрода и сварочную ванну) ограждают подачей He или Ar (гелия или аргона). Но подача и использование такого защитного облака не относится к недорогим установкам, хотя, на промышленном уровне или просто при больших объемах работ покупка такого оборудования вполне себя оправдывает.
Конечно, в домашних условиях, когда потребность в сварке алюминия возникает один раз в два-три месяца, такое оборудование никто покупать не станет – слишком накладно. Для этого применяются электроды со специальным покрытием, состоящим из Li (лития), K (калия), Mg (магния), NaF (фтористого натрия) и т.п.
Виды сплавов алюминия
В сталелитейной промышленности на сегодняшний день производят пять алюминиевых сплавов широкого потребления:
- Силумин. На маркировке металла есть две или три буквы, где первая «А» указывает на алюминий, вторая, к примеру «К» на кремний и третья «Ц» – цинк. Дальше следуют цифры, указывающие на процентное содержание добавок. Например, АКЦ9, что соответствует K-7% и Zn-9%.
- АМц (Al+Mn) – ограничения по сварке отсутствуют;
- АЬг (Al+Mg) – ограничения по сварке отсутствуют;
- Дюралюминий – сваривается сложно;
- Термоуплотняемые сплавы – сваривается сложно.
Как получить качественный шов

Для получения прочного и красивого шва на алюминиевых изделиях нужно учитывать следующие факторы:
- Все изделия из любых алюминиевых сплавов покрыты Al2O3 – пленкой из оксида, о котором уже упоминалось выше. Так как для неё нужна температура плавления 2000-2200°C, то её проще очистить щеткой по металлу и работать при температуре 558-600°C. Помимо механической зачистки также применяют метод протравливания поверхности.
- Учитывая тот фактор, что воздействие O2 на Al достаточно интенсивно, обработку кромок для соединения на заготовках следует производить непосредственно перед сварочными работами.
- Вам не удастся следить за температурой сварочной ванны визуально, как на стали, так как алюминий не меняет цвет при нагреве и плавлении.
- Нагрев алюминия может оказаться катализатором для такого побочного явления, как кристаллизация, поэтому не стоит этим злоупотреблять, чтобы не утратить прочность конструкции.
Инвертор для сварки алюминия

Если вы только собираетесь покупать инверторную сварку, то основное внимание следует обращать на объем предполагаемых работ, то есть, как часто вы намерены пользоваться данным агрегатом. Если его активность ограничится применением не более двух-трех раз в месяц, что, собственно и подразумевается в этой статье, то можно просто смотреть на цену и выбирать самый дешевый, с силой тока 200 A
Но в том случае, когда вы хотите получать шов высокого качества, нужно приобретать аппарат с функциями ММА и TIG – такие модели рассчитаны не только на электроды с покрытием, но и на аргонодуговую сварку.
Специфика сварки
Если говорить начистоту, то качество выполняемых работ очень мало зависит от стоимости инвертора – дорогой агрегат, это повышенная производительность и удобство. А вот соблюдение технологии вкупе с зачисткой поверхности и тщательным подбором качественных заготовок имеет решающее слово в красоте и прочности шва.
Для домашних нужд как нельзя лучше подойдут электроды из серии ОЗАНА-1 и ОЗАНА-2. Для успешного применения при сварке заготовок толще 10 мм электроды в обязательном порядке нужно прогреть в течение получаса при температуре 200°C. Они имеют солевую обмазку и используются двух положениях – нижнем горизонтальном и вертикальном. ОЗАНА рассчитаны на переменный ток обратной полярности.
Для постоянного тока с обратной полярностью используют электроды ОЗА, которыми можно работать в двух положениях – нижнем горизонтальном и вертикальном. Они также прогреваются в течение получаса для сварочных работ с заготовками более 10 мм, только здесь температура прокаливания должна быть 250°C.
Электроды УАНА имеют почти одинаковые возможности и требования с ОЗАНА – здесь тоже нужен прогрев и есть возможность работать с чистым алюминием и его сплавами. Только сварочные положения меняются, хотя их тоже два – верхнее горизонтальное (потолочное) и нижнее (без вертикального).
Сварка с аргоном
Метод стал доступным для домашнего использования сравнительно недавно, когда в широкой продаже появились относительно недорогие инверторы с дополнительными функциями подключения газового оборудования.
Сварка в среде аргона может осуществляться в двух видах: ручная с неплавящимся электродом и полуавтоматическая со специальной плавящейся проволокой.
Ручная TIG сварка
Это наиболее распространенный вид соединения алюминиевых деталей. Он обеспечивает надежность соединения.
Аргон, который подается в сварочную ванну, закрывает доступ атмосферному кислороду, что не позволяет образовываться оксидной пленке.
Что нужно для такого типа сварки?
- Во-первых, электроды используются неплавящиеся из вольфрама. Их диаметр зависит от толщины деталей, а также от вида стыка у заготовок.
- Во-вторых, присадочный материал — обязательное условие для получения качественного сварного шва.
- В третьих, это защитный газ, чаще всего аргон или гелий.
Какие параметры нужно учитывать перед началом сварочного процесса?
Если вы новичок в сварочном деле,то найдите таблицу, где указываются все необходимые данные по расходу газа, диаметрам электродов и присадочных прутков. Но обычно сварщик руководствуется уже полученным опытом.









Стоит знать, что зажечь электрическую дугу в аргоне довольно затруднительно. Поэтому современные аппараты имеют осциллятор, который повышает частотность тока для быстрого поджога.
Алгоритм работы следующий.
- Заготовки выставляют в нужное положение, подключается масса. При этом аппарат настраивают на переменный ток!
- Дугу лучше всего зажигать в стороне на отдельной графитовой пластинке (нежелательно стучать вольфрамом по заготовке, это испортит электрод).
- Конец электрода ведут под углом наиболее приближенном к прямому (60-80 градусов). Расстояние электрода от ванны до 2 мм.
- Присадочный пруток подают постепенно к краю сварочной ванны под углом в 90 градусов к электроду. Не нужно подавать присадку непосредственно под электрод, это испортит шов.
- Горелку с электродом ведут за присадочным прутком, а не наоборот.
- Также не стоит слишком притапливать дугу или наоборот очень далеко отодвигать. Сварочная ванна (зона расплавленного металла) должна иметь овальную немного вытянутую форму.
- После завершения шва дугу гасят и возвращают горелку к сварочной ванне. Это делается для того, чтобы застывание проходило под аргоном. Подачу аргона перекрывают через 7-10 секунд после окончания сварки.
На выходе должен получиться волнообразный, немного вытянутый в направлении движения, сварочный шов. Если все сделать правильно, то соединение будет качественным.
Полуавтоматическая сварка в аргоне
Преимущество такого способа сварки в том, что он обеспечивает качественное соединение за счет высокого импульса. Каждая точка поставленная полуавтоматом надежно «впитывается» в шов. К тому же, проволока используемая как электрод. Имеет уже необходимые присадочные материалы, а сам сварочный процесс происходит намного быстрее.
Особенности полуавтоматической сварки алюминия следующие.
- Варить нужно только на переменном токе и с обратной полярностью.
- Проволока должна соответствовать материалу заготовок.
- Наконечник держателя нужен немного большего диаметра, чем сама проволока.
Алюминиевые расходники имеют большую скорость горения. Поэтому нужно быстрее вести шов (как и в случае с покрытыми электродами). Также нужно обеспечить соответствующую скорость подачи проволоки.
А что вы можете добавить к материалу этой статьи? Если у Вас имеется опыт по сварке алюминия в домашней мастерской, то поделитесь им в блоке к этой статье.
Поиск записей с помощью фильтра:
Сварка алюминия: что следует знать
Легирующие элементы

Таблица характеристик электродов для сварки.
Чтобы была понятна технология сварки этого металла, прежде необходимо понять некоторые основы его металлургии. Алюминий можно легировать рядом различных элементов для увеличения прочности, стойкости к коррозии и/или общей свариваемости.
Главными легирующими алюминий составляющими служат Cu, Si, Mg, Mn и Zn. Медь (Cu) обеспечивает высокую прочность алюминия. Эта серия сплавов является термостойкой и используется для изготовления частей самолетных двигателей, заклепок и винтов. Большинство этих сплавов считаются малопригодными для дуговой сварки из-за их чувствительности к горячим трещинам. Эти сплавы свариваются 4043 электродами с наполнителями, обладающими низкой температурой плавления с целью уменьшения вероятности горячих трещин.
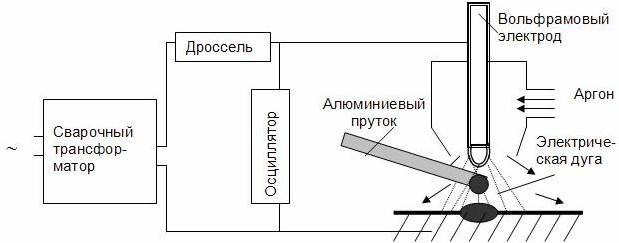
Схема дуговой сварки алюминия.
Марганец (Mn) — с ним алюминий дает сплавы холодной закалки общего назначения, обычно отлично подходящие для аргонно-дуговой сварки с 4043 или 5356 электродами, не склонные к горячим трещинам. Кремний (Si) уменьшает плавление алюминия и улучшает его текучесть. Сплавы обладают хорошей свариваемостью. Магний (Mg) придает сплавам отличную свариваемость с минимальной потерей прочности. Кремний и магний в совокупности создают термостойкие сплавы средней прочности, несколько склонные к горячим трещинам. Наиболее распространенными электродами для этой серии являются все те же универсальные 4043. Цинк (Zn) в сплаве с алюминием и медью придает высокую прочность сплавам из алюминия. Свариваемость этой серии имеет недостаток: многие сорта чувствительны к образованию горячих трещин.
Чистый алюминий без легирующих добавок широко используется благодаря своей превосходной стойкости к различным видам коррозии, в оборудовании химической промышленности, легко сваривается с электродами 1100 и 4043 сплавов.
Химические свойства алюминия
Схема процесса сварки алюминия полуавтоматом.
С точки зрения химии алюминий имеет высокий потенциал растворимости атомов водорода в жидкой форме и низкую растворимость в точке кристаллизации. Это означает, что даже небольшое количество водорода, растворенное в металле шва, будет стремиться выйти из него по мере затвердевания, а возникшая пористость шва может стать большой проблемой во время сварки алюминия.
Кроме того, алюминий, соединяясь с кислородом в форме оксида алюминия, создает пористый слой, который может стать ловушкой для влаги, масла, смазки и других материалов. Другими словами, алюминий защищен оксидной пленкой, которая обеспечивает металлу превосходные антикоррозионные свойства. Но, поскольку оксидная пленка имеет высокую температуру плавления (2037°С), в три раза превышающую температуру плавления самого алюминия, она препятствует соединению частей металла. Поэтому сварка алюминия требует предварительного удаления оксидной пленки, для чего можно использовать любой способ:
- механическая очистка;
- растворители;
- химическое травление и др.
Важно! Вот некоторые из признаков наличия оксидной пленки:
- блуждающая дуга, когда вы не можете получить лужу без прожига и искажения металла;
- ваш наполнитель не смешивается с лужей, вместо этого он скатывается в трудно расплавляемый шарик;
- при попытке соединения двух краев заготовок алюминия они завиваются друг от друга и образуют еще больший разрыв;
- 8 часов экспозиции после очистки вполне достаточно для работы до повторной очистки.
Механические свойства
Для канавки сварных швов зона термического влияния (ЗТВ) диктует прочность соединения:
Схема устройства сварочного полуавтомата.
- В сплавах холодной закалки ЗТВ будет полностью отожженной и станет слабым местом.
- Термостойкие сплавы требуют гораздо большего времени для отжига в сочетании с медленным охлаждением.
При таком режиме прочность сварного шва пострадает меньше.
Для угловых швов прочность зависит от состава наполнителя сплава электрода, используемого для сварки.
Совет: по возможности лучше подкладывать под область сварки радиатор из меди или алюминия. Поскольку алюминий имеет хорошую теплопроводность, то тепло из области сварного шва быстро передается остальным частям заготовок, которые становятся настолько горячими, что это может вызывать усадки и деформации в их структуре. С помощью некоторого теплопоглощения материалом, находящимся под областью сварки, можно защитить работу от деформации.










Сварка алюминия электродами
Проведение электросварки алюминия электродом в домашних условиях возможно только в тех случаях, если выполняется соединение деталей, не несущих высокой ответственности и нагрузки. Но при этом показатель толщины используемых алюминиевых изделий должна быть не меньше 4 мм.

Однако данный процесс может сопровождаться некоторыми негативными особенностями:
- после сваривания шов получается не сильно прочным и низкого качества. У него отмечается высокая пористость;
- расплавленный алюминий в сварке начинает разбрызгиваться вокруг соединения, а шлаки, которые образуются на поверхности шва, достаточно плохо отделяются. Все это может спровоцировать развитие коррозионных процессов.
Но все же сварка алюминия со сталью с использованием электродов и обычного инвертора ММА активно применяется для соединения металла. Раньше для этих целей применялись расходники с маркировками ОЗА-1 или ОЗА-2. Имеются наиболее качественные варианты – УАНА и ОЗАНА. Это отечественные электроды, при помощи которых можно варить чистый металл и сплавы.

Сварка алюминиевых проводов и других элементов из этого металла может выполняться с использованием расходных материалов от шведских производителей ESAB. Если в процессе сваривания применяется чистый алюминий без примесей и сплавов, то лучше применять электроды ОК 96. 10. А вот для сварки сплавов подойдут электроды марки ОК 96. 50.
Особенности проведения электродуговой сварки
Чтобы технология электродуговой сварки алюминия была проведена правильно, ее необходимо выполнять с учетом важных правил. От этого будет зависеть качество, прочность и внешний вид сварных соединений. К основным правилам электродуговой сварки относят следующие:
сваривание алюминия должно проводиться с проведением постоянного тока, но при этом он должен иметь обратную полярность (для этого на инверторе требуется поменять местами разъемы). Во время этого обязательно должны соблюдаться соотношения показателей мощности и диаметра электрода. Во время сварки алюминия постоянным током должна постоянно регулироваться его сила, она должна быть примерно по 30 ампер на каждый миллиметр диаметра; рекомендуется предварительно выполнить нагревание деталей для сваривания. Изделия из алюминия со средней толщиной нагревают до показателей 200-300 градусов. А вот большие массивные части требуется нагреть до 400 градусов; зажигание дуги выполняется, так как и обычно, но все же стоит учитывать, что скорость горения электродов для алюминиевого металла значительно выше, чем у обычных. По этой причине шов требуется вести немного быстрее; ни в коем случае не стоит обрывать сваривание, так и не закончив соединение. В конце полученного шва может появляться корка шлака, которая в последующий период станет препятствием для разжигания дуги в этой области
Важно проводить планирование свариваемых швов на плавление одного электрода; во время выполнения свариваемого соединения нельзя производить поперечных движений, как это может делаться при варке стали; после того как процесс сваривания будет закончен весь шлак в области соединения необходимо полностью удалить. Обязательно зону сварки требуется зачистить щеткой с ворсом и хорошо промыть при помощи горячей воды
Достоинства и недостатки
У горячего метода обработки дюралюминия есть ряд преимуществ:
- Из нескольких горячих способов всегда можно выбрать приемлемый для конкретных условий.
- Для сварки дюралюминия не требуется высокой квалификации. Достаточно навыков работы со сварочным аппаратом.
- Большой выбор расходных материалов, используют плавящиеся электроды, проволоку нескольких марок.
- Подготовительный этап не трудоемкий. Не нужно дополнительно обрабатывать образовавшийся шов.
- Себестоимость сварных работ ниже других способов монтажа дюралюминия.
- Для работы подходят бытовые аппараты, работающие от стандартной сети.
Недостатки горячего метода соединения дюралюминия:
- При температурном воздействии прочностные характеристики дюралюминия снижаются, это связано с химической активностью алюминия, он легко окисляется.
- Обязательность использования флюса.
- При скоростной электросварке сложно контролировать качество шва.
- При выборе электродов бывают проблемы, по внешнему виду сложно определить марку дюралюминия.
- Обмазка не защищает ванну расплава.
- Для выполнения прочных соединений приходится использовать аргоновую сварку.
Советы профессионалов
При отсутствии опыта выбрать расходные материалы и соединить алюминиевые элементы непросто. Поэтому советы мастеров будут кстати.
- Лучше, когда состав заготовки и сплав алюминиевых электродов точно соответствуют друг другу. Проверить это можно по информации на упаковке.
- Сечение электродов для сварки должно отвечать толщине стенки. Если варить толстым стержнем тонкий лист, то прожог неизбежен.
- Разница толщин допускается не более 1 мм.
- Просушенные 2-3 раза расходники теряют качество и использовать их не рекомендуется.
- Предварительная зачистка обрабатываемых сваркой кромок обязательна.
- Новичкам сварочного дела следует начинать с толстых деталей. Сварочный процесс протекает очень быстро, и тонкий металл легко прожигается.
- Алюминий отличается повышенной текучестью, поэтому тонкий шов получить достаточно сложно.
- Прогревать электроды перед работой нужно тем дольше, чем толще свариваемый металл.
- Хорошему плавлению основного металла способствуют умеренные токи.
- Толстые заготовки лучше прогревать участками. Готовый шов очищают от шлака, промывают горячей водой, обрабатывают щеткой и варят дальше.
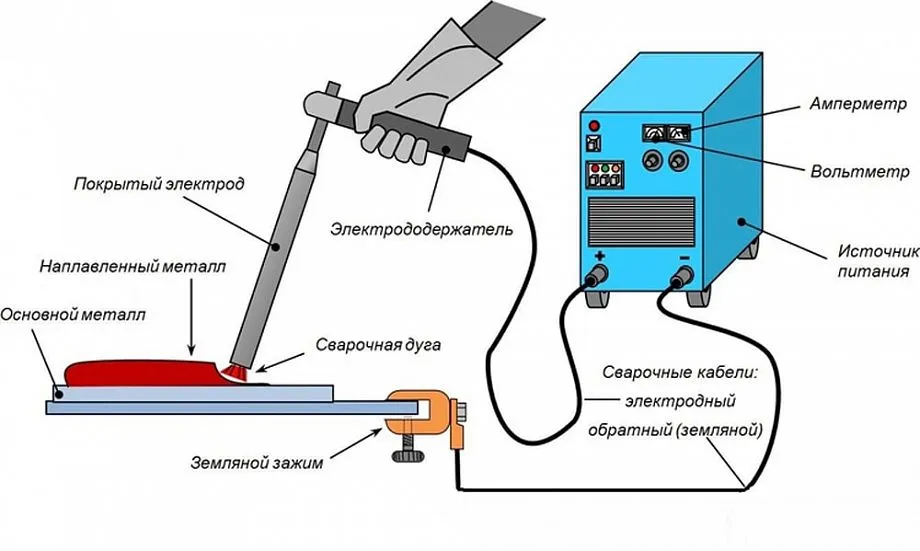
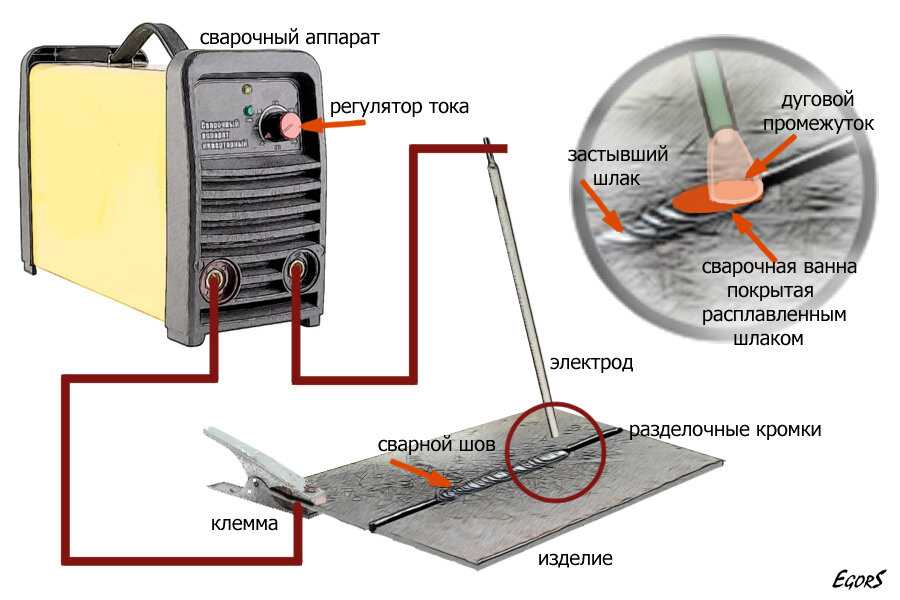
Сварка алюминия электродами (MMA)
MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
- сложно сделать ровный шов;
- шов может быть пористым и не очень прочным;
- при плавлении электрода наблюдается сильное разбрызгивание;
- тяжело очищать шов от шлаков.
И всё же, несмотря на перечисленные недостатки, бывают ситуации, когда без ручной дуговой сварки не обойтись. Сварка способом MMA может осуществляться для соединения алюминиевых конструкций, которые не несут ответственной нагрузки. Минимальная толщина металла должна быть не меньше толщины электрода (4 мм).
Ручная дуговая сварка покрытыми электродами пригодится в домашних условиях, когда нет возможности использовать громоздкое и дорогостоящее оборудование.
Сварка инвертором
 Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Конечно, существует другая техника, которая может применяться при ручной дуговой сварке: выпрямители, трансформаторы или генераторы. Однако инвертор является наиболее выгодным вариантом, благодаря следующим преимуществам:
- Высокий КПД — до 95% и выше. Высокочастотный импульсный полупроводниковый преобразователь позволяет полностью исключить индуктивные потери.
- Эффективный расход электроэнергии. Преобразователь автоматически отключается, когда прекращается работа.
- Защита от нестабильной электрической сети. Инвертор выдаёт нужное напряжение независимо от просадок в сети. Импульсный преобразователь автоматически подстраивается под входное напряжение и обеспечивает требуемые выходные параметры.
- Точная регулировка сварочного тока. Сила тока, необходимая для конкретных сварочных работ, напрямую зависит от толщины используемых электродов. Ручка регулятора инвертора позволяет установить нужное значение перед началом работ.
- Быстрый поджиг дуги. Достаточно легко ударить электродом по детали. Инвертор обеспечивает стабильное горение сварочной дуги.
- Удобно использовать в домашних условиях. Инверторы, как правило, имеют компактные габариты. Для сравнения — сварочный трансформатор мощность 8 кВт весит более 40 кг, в то время как инвертор такой же мощности — менее 5 кг.
Доступные способы
Есть несколько способов домашней варки дюраля:
- Газовой горелкой.
- Полуавтоматом.
- Аргоном.
- Инвертором.
- Трансформатором.
 Для сварки алюминиевых изделий часто применяется полуавтомат
Для сварки алюминиевых изделий часто применяется полуавтомат
Разберем детально самые эффективные и доступные из них.
Полуавтомат
Сварка алюминия полуавтоматическим агрегатом специальными электродами, по сути, протекает эффективнее, чем при использовании инвертора. Хотя бы потому, что генерируемый им импульсный ток сразу пробивает поверхностную окисную пленку, обеспечивая высокое качество сварной ванны.
Но проблема в том, что полуавтоматы, идеально подходящие для варки дюраля, дороги, и специально для дома не приобретаются. Поэтому в быту применяются стандартные полуавтоматические аппараты. Технология такая же, как и для стали, за исключением нескольких нюансов:









- В качестве присадки применяется алюминиевая проволока.
- Выставляется соответствующая скорость подачи, так как алюминий плавится скорее стали.
- Полярность в аппарате переключается на обратную.
- Устанавливается наконечник с обозначением Al, чтобы проволоку не заедало в механизме.
Кроме того, чтобы исключить образование скруток и петель, потребуется оснастить подающее устройство приспособлением с подающими роликами.
 Для варки дюраля применяется обычный полуавтомат
Для варки дюраля применяется обычный полуавтомат
Аргон
Когда требуется достичь максимальной прочности стыковки, алюминий сваривают электродными стержнями из вольфрама на 1,6-5 мм, с помощью проволоки на 1,6-4 мм в среде инертного газа. Поэтому дополнительно потребуется баллон с аргоном или гелием.
Работа осуществляется от сети переменного тока, при этом расходники и характеристики подбираются по условиям и оборудованию. Отмечу, что данный тип сварки не очень широко распространен в быту, ввиду его дороговизны.
Трансформатор
Еще один способ, который могу порекомендовать, это применение классического трансформаторного аппарата. По сути, алюминий варится аналогично стали, но с тем отличием, что понадобятся специальные расходники.
О них я уже отмечал выше. Помимо специальных электродов потребуются флюс в виде порошка. Благодаря ему удастся избежать залипания электрода, и предотвратить образование оксидной пленки. Метод более подходит для тех случаев, когда качество стыковки не имеет решающего значения.
Видео-советы по сварке алюминия электродом:





