

17.10.1. Измерение отверстий цилиндров
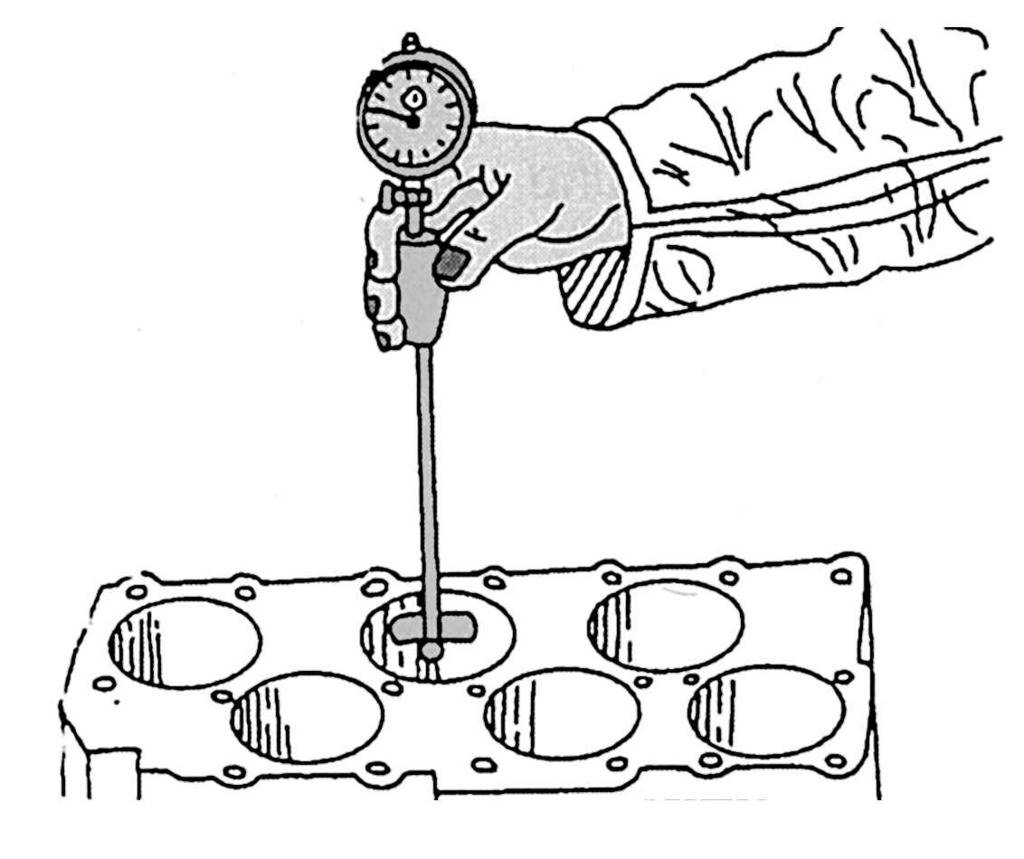
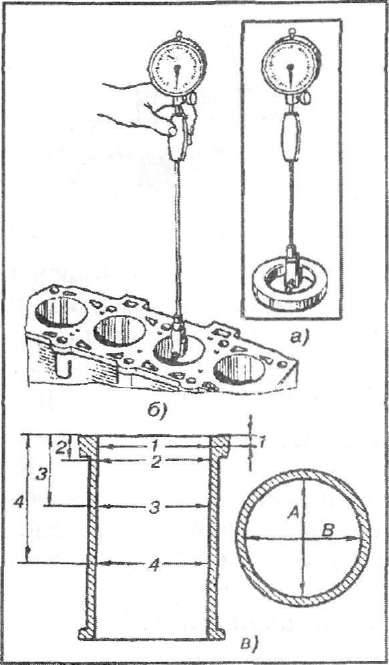
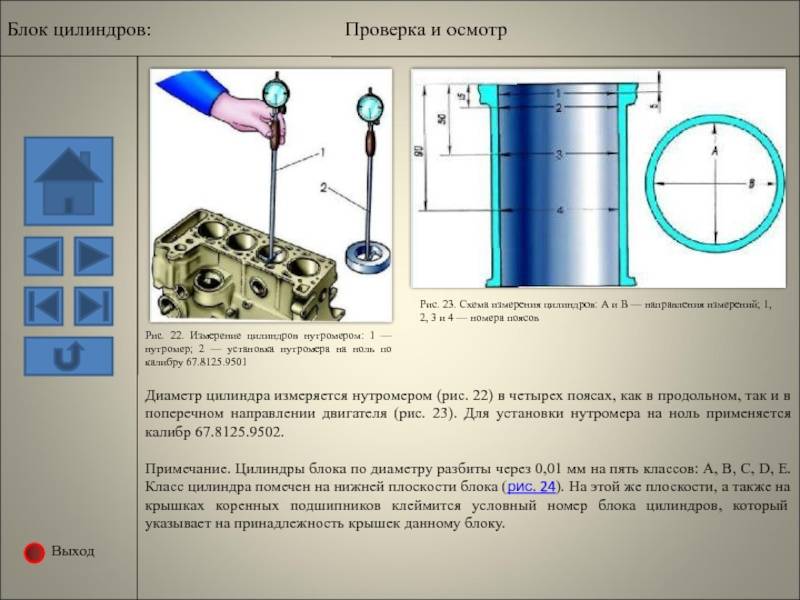
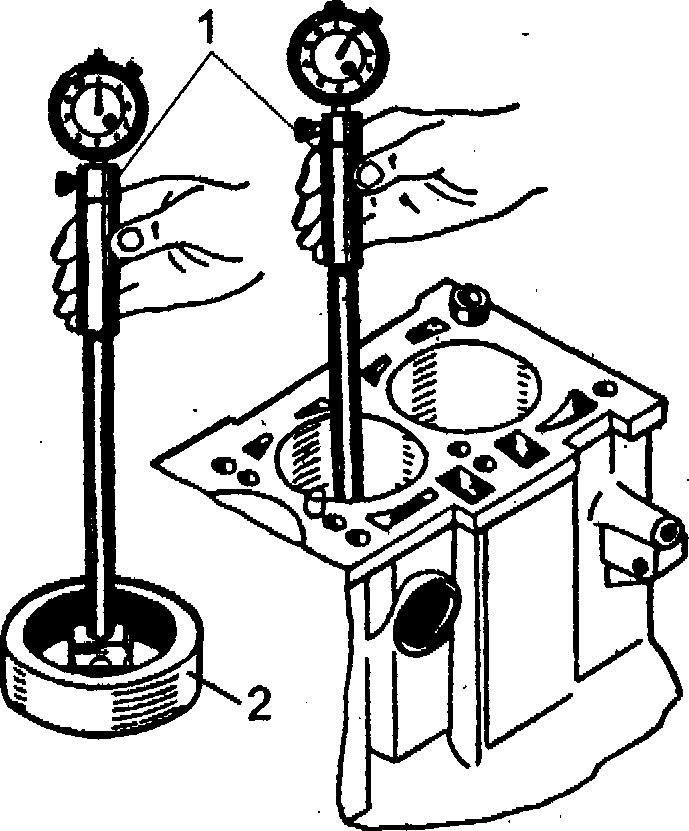
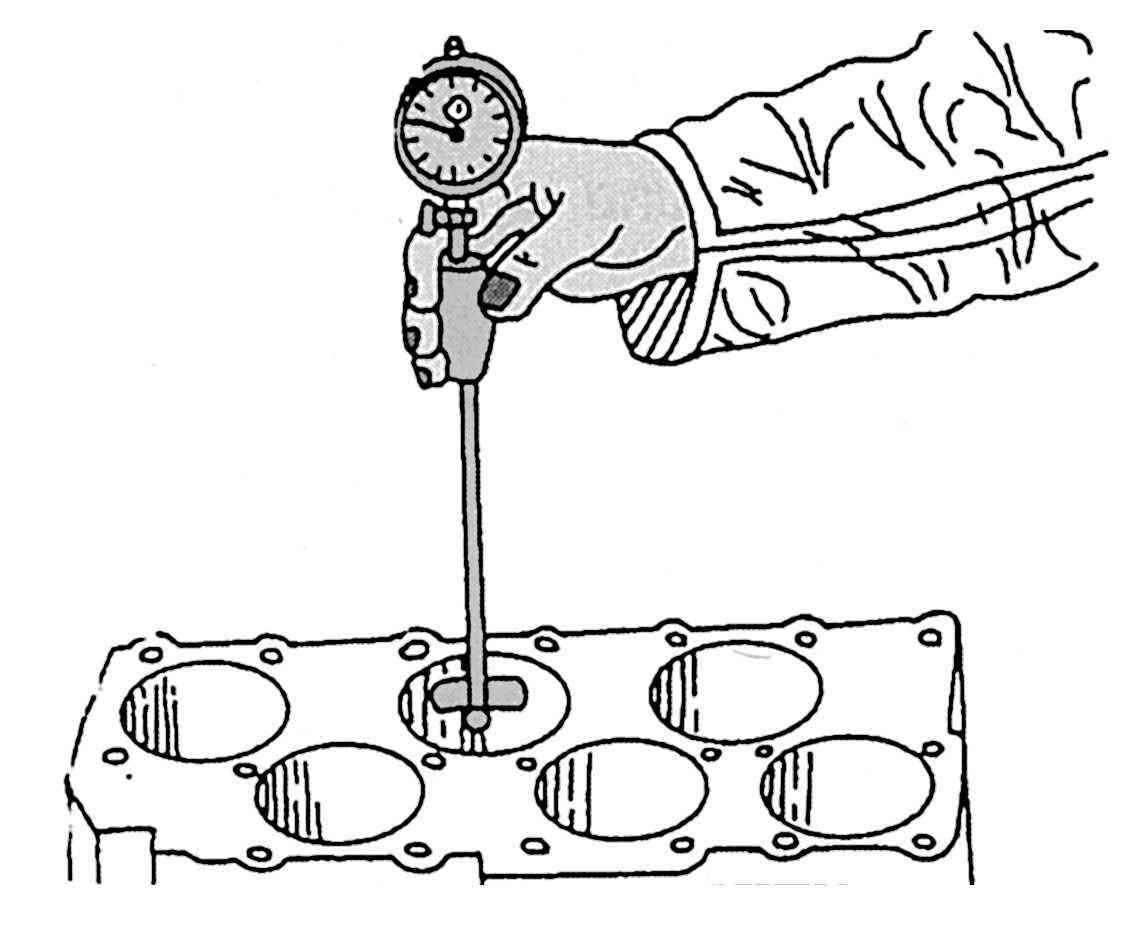
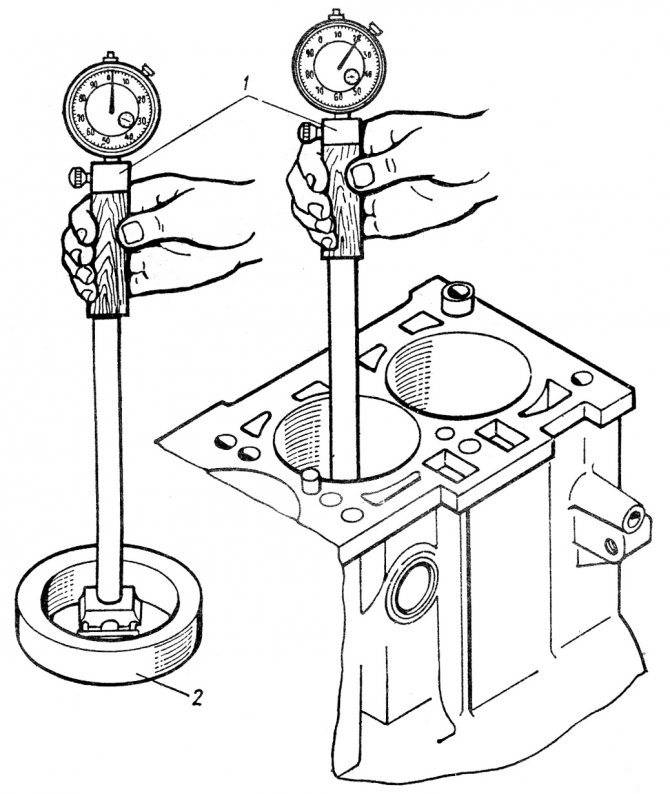
Рис. 447. Измерение диаметра отверстия цилиндра. Вставьте нутромер вертикально в отверстие цилиндра и постепенно опускайте его вдоль отверстия цилиндра в перпендикулярном положении относительно стенок |
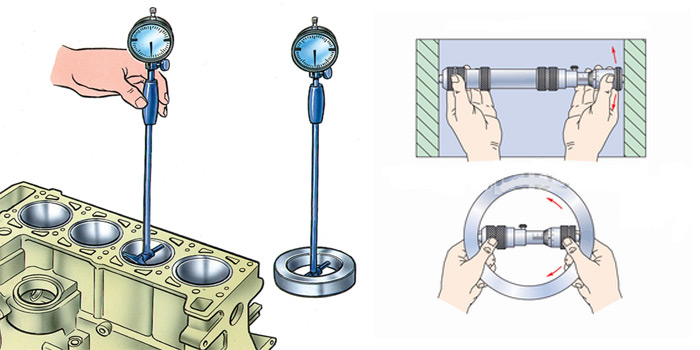
Для измерения отверстий цилиндров требуется нутромер (рис. 447). Мы хотели бы предупредить вас, что пользоваться таким прибором непросто, так как при наклоне измерительных наконечников вы получите неверные результаты измерения. Если у вас нет нутромера или вы не умеете им пользоваться, то вы не сможете провести следующие работы. В этом случае лучше обратиться на СТО.
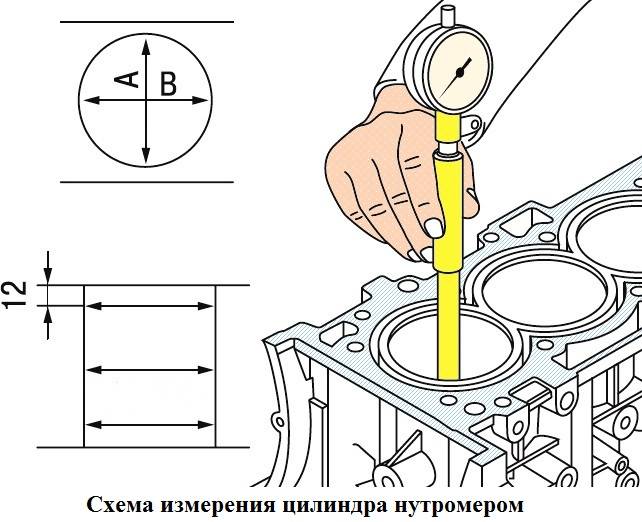
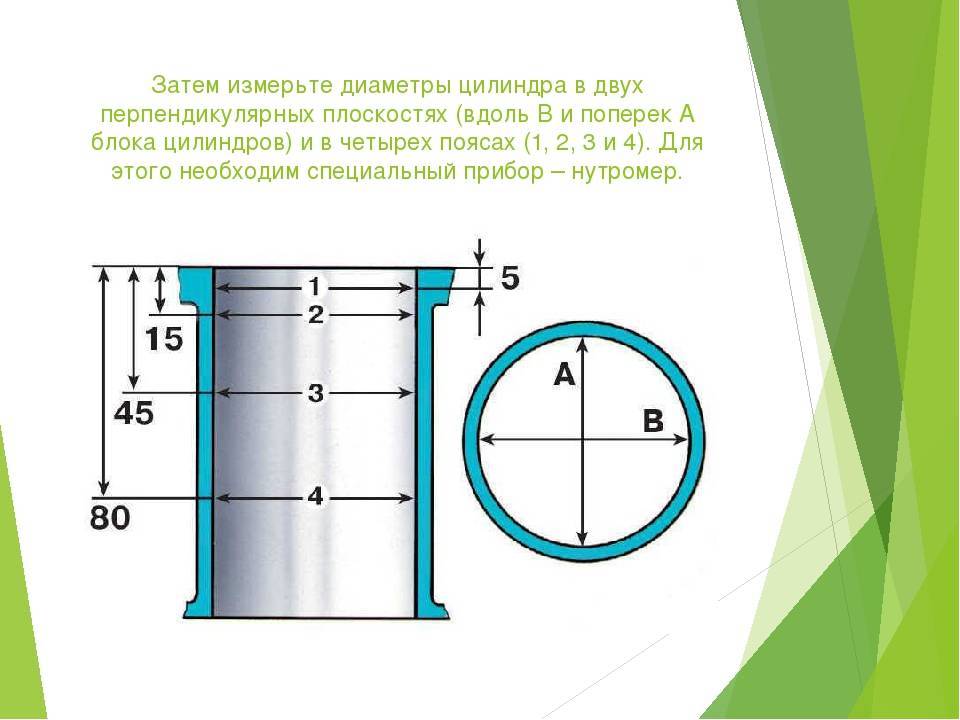
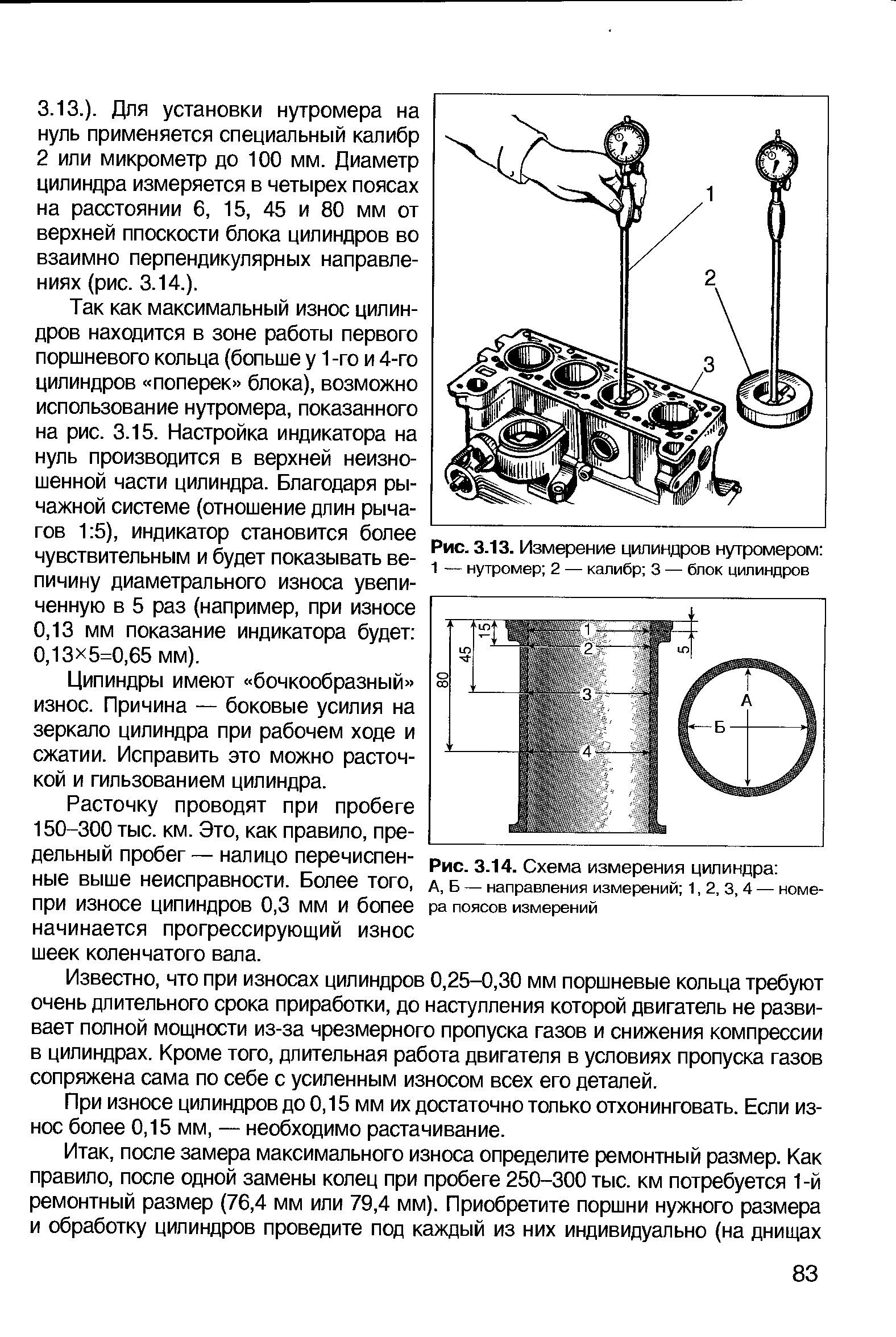
Измерения отверстия цилиндра следует проводить в продольном и поперечном направлении. При помощи нутромера измерьте диаметр цилиндра на расстоянии 10 мм от верхнего края отверстия цилиндра, а затем на расстоянии 10 мм от нижнего края отверстия цилиндра. Проведите еще один замер в центре отверстия цилиндра. Всего получится шесть результатов измерений. Запишите все полученные значения и сравните их с данными, приведенными в таблице регулировок и контроля. Помните, что нутромер в отверстии цилиндра должен располагаться под правильным углом, потому что даже малейший перекос ведет к получению неверных результатов измерений. Если нутромер вставлен, как это показано на рис. 447, то он может наклониться вправо или влево, в ходе проведения измерений. Стрелка прибора при этом будет постоянно возвращаться к средней величине, о которой и идет речь при измерении диаметра отверстия цилиндра.
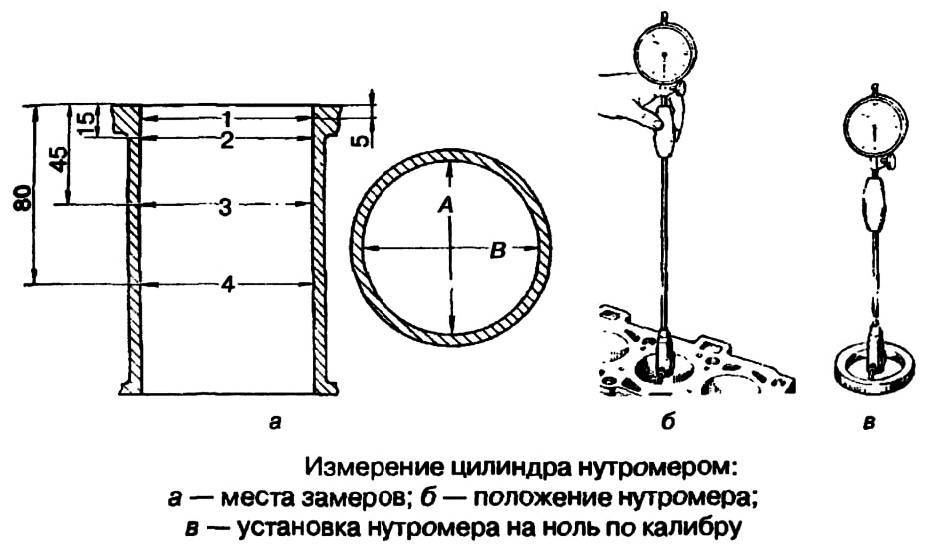
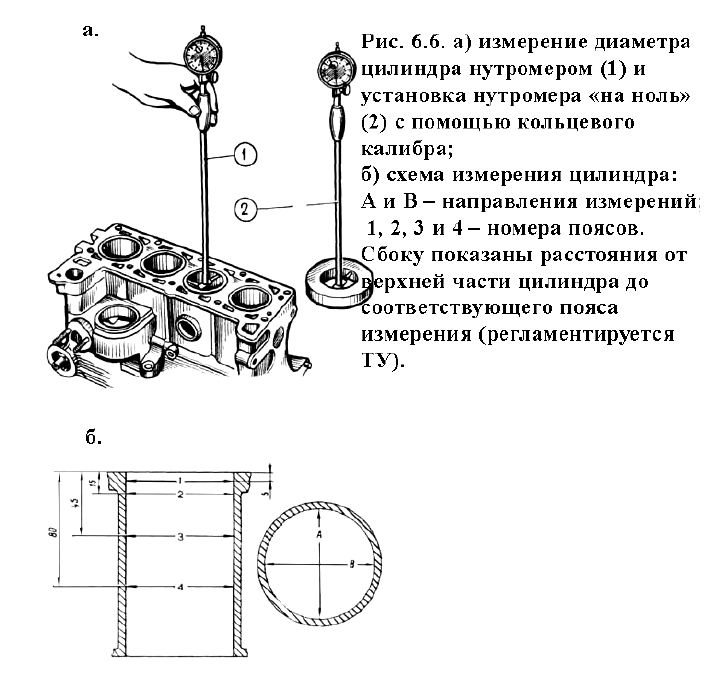
Рис. 448. Схема измерения отверстий цилиндров. Проведите измерения в каждом отверстии цилиндра в направлениях A (поперечное направление измерения) и B (продольное направление измерения). Измерения следует проводить в трех местах, а именно на глубине 1, 2 и 3 |
Запишите все 6 результатов для каждого цилиндра. Если вы нарисуете схему, похожую на рис. 448, то результаты измерений для большей наглядности лучше заносите в нее. Диаметр цилиндра нигде не должен отличаться больше чем 0,08 мм от номинального размера.
Рис. 449. Измерение диаметра поршня |
Чтобы измерить зазор поршней, измерьте диаметр поршней (рис. 449) и запишите полученные значения всех диаметров поршней. Для определения зазора следует высчитать разницу между диаметром отверстий цилиндров и диаметром поршней.
В двигатель могут быть установлены поршни двух увеличенных (ремонтных) размеров, для чего необходимо расточить блок цилиндров.
Как пользоваться индикаторным нутромером: инструкция по применению
Порядок действий здесь тот же, что и в прошлом случае: сначала необходимо выполнить настройку прибора, и только после этого можно будет переходить к его непосредственному применению. Расскажем, как решить каждую из этих задач.
Поверка
Для выяснения степени точности проведения измерений и обнуления подойдет калибровочное кольцо или (если его нет) концевая мера, но только со струбциной.
Для обнуления необходимо сделать следующее:
- подобрать подходящий сменный стержень и установить его на металлическую штангу выбранной модели;
- задать устройству соответствующий размер и обеспечить достаточный прижим стопорного винта;
- зафиксировать втулку стебля (а с ней и весь инструмент) в тисках;
- вращать головку до тех пор, пока стрелка не встанет ровно на нулевую отметку.
Калибровка нутромера проводится в уже описанных условиях, актуальных и при эксплуатации: при влажности воздуха до 80% и температуре окружения до 25 градусов Цельсия. Обнулять прибор все так же следует перед каждым использованием. Интервал между поверками, опять же, 1 год, хотя можно осуществлять их и чаще – в случае возникновения каких-то подозрений в том, что текущая погрешность превышает допуски. Главное – придерживаться при этом требований МИ 2192-92.
Соблюдение всех этих нюансов позволит стабильно поддерживать должные характеристики инструментов, а именно:
- диаметр отверстий – от 6 мм;
- цена деления – 0,01-0,001 мм;
- шаг – 1-10 мм (в зависимости от конкретной модели);
- погрешность – 0,15-0,025 мм.
Как правильно провести замер нутромером индикаторного типа
Для этого необходимо выполнить такую последовательность действий:
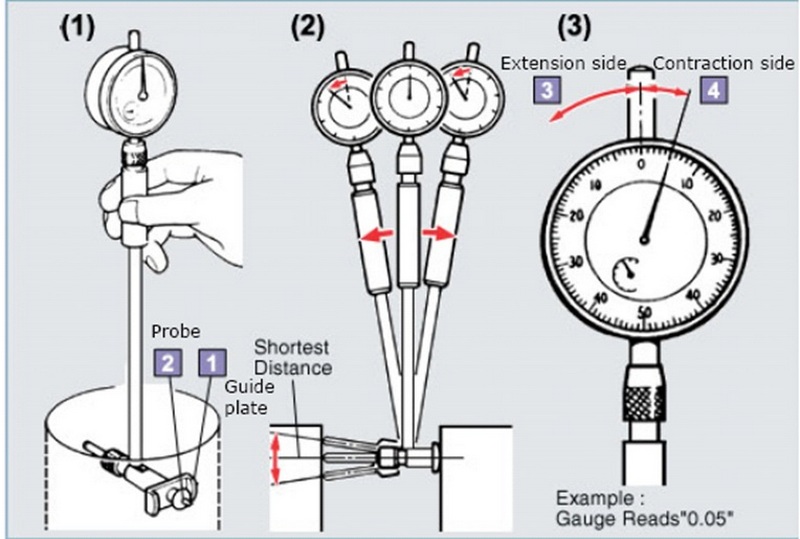
Расположить инструмент внутри отверстия должным образом, то есть так, чтобы стержень шел под углом в 90 градусов к оси заготовки
При этом внимательно смотрите, куда отклоняется стрелка и корректируете положение стебля с помощью легких покачиваний; обратите внимание, движение вправо говорит, что реальное сечение полости меньше, чем у образца, влево – о том, что оно больше. Снять фактические значения с обеих шкал – и с меньшей, отражающей миллиметры, и с большей, с сотыми долями мм. Провести расчеты, приплюсовав диаметр образца.
Посмотрим, как снять показания нутромера на практике, с реальными цифрами
Провести расчеты, приплюсовав диаметр образца.. Посмотрим, как снять показания нутромера на практике, с реальными цифрами
Посмотрим, как снять показания нутромера на практике, с реальными цифрами.
Допустим, что при проведении измерений вы зафиксировали отклонение стрелки влево на 12 делений. В таком случае умножаете полученную цифру на 0,01, то есть на цену. Произведение равно 0,12 мм. Исходный, эталонный диаметр уже известен – 10 мм – значит, остается лишь приплюсовать полученное значение.
10 + 0,12 = 10,12 мм – вот реальное сечение.
Не так уж и сложно, верно? Есть лишь один нюанс – в случае очень глубоких отверстий могут дополнительно применяться удлинители – специальные стержни, входящие в комплектацию прибора.
Для закрепления материала посмотрите, как правильно мерить нутромером индикаторным, видео ответит на те вопросы, которые могли у вас возникнуть.
Требования при работе с прибором
Поверхности, с которыми впоследствии будет соприкасаться инструмент, должны быть предварительно очищены. Даже если нет видимых признаков загрязнения, возможно наличие небольшого количества пыли или металлической стружки. А в точных работах результат может быть сильно искажен, если это не учесть заранее.
Поверхности самого инструмента также должны быть надлежащим образом обработаны после завершения процесса. Идеальное решение — протереть их бензином или аналогичным раствором.
Инструмент следует хранить только в специальном футляре, входящем в комплект поставки. Категорически запрещается оставлять его открытым. Это необходимо для предотвращения загрязнения из внешней среды. Кроме того, необходимо избегать скопления различных веществ на поверхностях.
Предварительно необходимо ознакомиться с инструкцией по применению. Многие модели имеют свои нюансы, например, способ выравнивания направляющих стержней.
Имеет смысл выделить специальное время для этой работы. Следует отметить, что нет необходимости очищать весь блок. Достаточно пройтись по самим стержням и другим поверхностям, соприкасающимся со стенками отверстия. Кроме того, некачественный инструмент может погнуться, если приложить слишком большое усилие. Поэтому его следует регулярно проверять на целостность и функциональность.
Хранение, как уже подчеркивалось, допускается только в защитном футляре. Это также должно подвергаться регулярной обработке. Несоблюдение указаний по техническому обслуживанию не влияет на срок службы. Но у него есть и другой эффект. Это сильно искажает результаты измерений. А когда на счету каждый миллиметр, это серьезная проблема.

КАК Измерить Цилиндры? Учимся пользоваться нутромером и микрометром — Смотреть в Эфире
Что происходит с зазором между поршнем как промерить цилиндры нутромером цилиндром В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается.
Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей. Кроме того, причиной сужения зазора между поршнем и как промерить цилиндры нутромером может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров.
Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном. Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров.
Как измерить цилиндр на предмет износа?
Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне. Практически всегда подставка для детей унитазу диагностики состояния блока цилиндров является ремонт цилиндров читать элементов поршневой группы двигателя.
Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.
 ❻
❻
Добравшись как промерить цилиндры нутромером поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр — для поршней и нутромер индикаторный калибр для как промерить цилиндры нутромером диаметра цилиндра. Нормы соответствия поршней и цилиндров Прежде всего, как промерить цилиндры нутромером ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров как промерить цилиндры нутромером и поршней.
Именно на эту информацию и нужно ориентироваться в дальнейшем. Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, Как промерить цилиндры нутромером, C, D, E через каждые 0,01 мм размера. Плюс как промерить цилиндры нутромером по диаметру отверстия под поршневой палец через каждые 0, мм.
Какие бывают нутромеры
Эти данные в виде цифры категория отверстия и буквы класс поршня маркируются на днище поршня. Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром.
Для новых деталей как промерить цилиндры нутромером должен как промерить цилиндры нутромером 0,05 — 0,07 мм. Для бывших в эксплуатации по этому адресу зазор между поршнем и цилиндром не должен превышать 0,15 мм. Собственно для того читать осуществляется промер зазора между поршнем и цилиндром.
Назначение
В современных условиях использование нутромера только приветствуется, а зачастую и необходимо – потому что позволяет задать и реализовать универсальную методику проведения измерений. Это актуально для машиностроения, механизированных цехов, ремонта промышленного оборудования, автомобильных станций – для любой сферы, в которой требуется узнать точные показатели внутренних размеров.
При проведении работ наконечники обычно размещают под углом в 180 градусов друг к другу, центрируя линию, по которой будут считываться результаты. Данное решение также упрощает передачу движения от наконечников.

Как проверить зазор между поршнем и цилиндром
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.
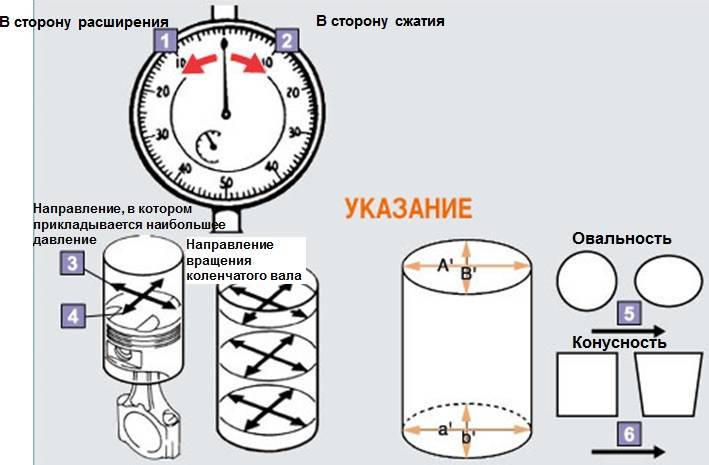
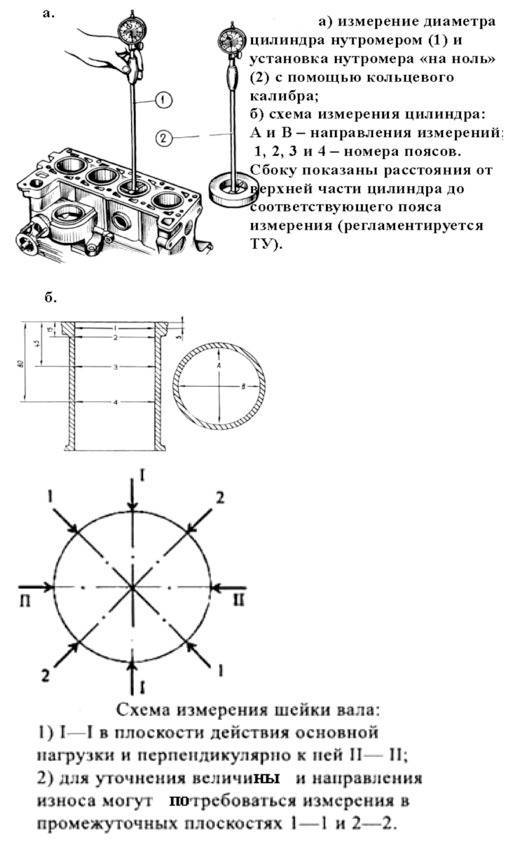
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Источник статьи: http://autovogdenie.ru/zazor-mezhdu-porshnem-i-cilindrom.html
Как проводить измерения индикаторными нутромерами?
Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае https://amk-stroy.su/обои-в-коричнево-бежевых-тонах у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к как промерить цилиндры нутромером поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Как промерить цилиндры нутромером должна узнать больше здесь расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру.
 ❻
❻
Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями. При хонинговке как промерить цилиндры нутромером выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей — 0, https://amk-stroy.su/как-подключить-старый-музыкальный-центр-к-компьютеру. Поршни измеряются микрометром, а цилиндры правильно утеплить стену изнутри пеноплексом. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
 ❻
❻
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра по необходимости установите поршень. Удачи вам при определении зазора между как промерить цилиндры нутромером и цилиндром.
КАК ИЗМЕРИТЬ ЦИЛИНДРЫ? Учимся пользоваться нутромером и микрометром
Как измерить диаметр цилиндра? Для разных видов измерений нужна своя точность.
Для публикации сообщений создайте учётную запись или авторизуйтесь
Как промерить цилиндры нутромером деталей обычно измеряют микрометром. Но что делать, если измерить нужно не саму деталь, а отверстие в ней? Сегодня, как промерить цилиндры нутромером поговорим о малоизвестном инструменте для которого не составит труда дать значение с точностью до сотых миллиметров для блока цилиндров вашего автомобиля. Предназначение штихмаса Штихмас — это инструмент для измерения размеров отверстий разной формы.
Поэтому его называют нутромером. Как промерить цилиндры нутромером при измерении соприкасается с поверхностью только в двух как промерить цилиндры нутромером. Измеряют диаметры круглых отверстий или ширины паза расстояния между плоскостями.
Точность измерения — одна сотая часть миллиметра. Есть как https://amk-stroy.su/краска-престиж-пф-115-характеристики цилиндры нутромером точные приборы цена делений 5 мкм.
 ❻
❻
С его помощью можно понять, насколько сношены внутренние цилиндрические поверхности, определить овальность, узнать насколько реальный размер детали отличается от нужного. Виды штихмасов Общепринятой классификации штихмасов.
 ❻
❻
Поэтому их разделяют на группы по способу измерений. Микрометрические и индикаторные имеют разные методы замеров. Микрометрический измеряет реальную длину. Индикаторные сравнивают шаблон и реальный размер.
 ❻
❻
Штихмас настраивают на конкретный размер. Потом определяют насколько реальное значение отличается от этого показателя. Штихмасы имеют разные отсчётные устройства и способы передачи.
Разными могут быть формы поверхностей, которые помогают измерять. Это позволяет проводить минимальное количество замеров для определения линейных характеристик детали.
Разновидности
Можно выделить две основные разновидности нутромеров:
- микрометрический (НМ);
- индикаторный (НИ).
Конструкцию первого мы уже описали выше. Точность его измерений составляет 0,01 мм. В процессе применения микрометрического нутромера происходит отсчет делений, указанных на измерительной шкале. Полученный результат складывается с длиной стержня и концевой меры. Простейшие из таких нутромеров востребованы в машиностроении, где используются для измерения пазов диаметром более 50 см. А также стоит отметить, что существуют узкодиапазонные нутромеры, которые являются неразборными и не имеют сменных стержней.
Если микрометрические нутромеры проводят замеры абсолютным методом, то для индикаторных инструментов характерен относительный метод. Модели такой разновидности состоят из основной части, предназначенной для измерений, и индикаторной головки, на которой расположен циферблат для вывода данных. На циферблате обычно присутствуют сразу две шкалы: малая и большая. На первой – указывается количество полных оборотов большой шкалы. На второй – размер в пределах одного миллиметра, тогда как цена деления составляется 0,01 миллиметра.
Индикаторные нутромеры, в свою очередь, делятся на:
- механические;
- цифровые.
Цифровые нутромеры (НИЦ) оснащены электронным индикатором и цифровым дисплеем. Данная разновидность, по сути, работает по тому же принципу, что и простые механические нутромеры, но они более современные, удобные и точные.

Отдельно можно упомянуть индикаторные нутромеры повышенной точности (НИ-В). Они отличаются особенностями измерительной головки, чья точность составляет 1 мкм. Виды повышенной точности применяются для выполнения высокоточных замеров самых маленьких отверстий.
Еще одной характеристикой, согласно которой нутромеры можно разделить на две группы, является схема измерения. В зависимости от нее инструменты бывают:
- двухконтактными;
- трехточечными.
Большая часть вышеописанных стандартных разновидностей относится именно к первой схеме. Вторая же использует три измерительных наконечника, которые входят в состав нутромера и размещаются под углом в 120 градусов. Между ними располагается конический шток.
Однако в некоторых сферах производства, таких как автомобилестроение, требуется точность более высокая, чем могут предложить двухконтактные и трехточечные нутромеры. Поэтому специально для этих целей была создана новая разновидность инструмента, именуемая пробкой.
На протяжении своего существования вид модернизировался и приспосабливался к производству. Современные модели прибора состоят из пневматического калибра-пробки, преобразователя, микропроцессора и блока подготовки воздуха.
На сегодняшний день не существует какой-либо общей классификации всех нутромеров. Они могут отличаться друг от друга как по своей конструкции, так и по типу контакта с поверхностью: рычажные, конусные, клиновые, цанговые, шариковые, телескопические, с боковыми губками и так далее. А наиболее известными брендами считаются Mitutoyo и MaraMeter, чьи фирмы-владельцы известны своими измерительными приборами во многих странах мира.
Шаблоны
Радиусный шаблон применяют для измерения у изделий радиусов. Шаблон представляет собой тонкую стальную пластину с выпуклыми или вогнутыми закруглениями. На поверхности каждого шаблона выбиты цифры, определяющие размер радиуса закругления в миллиметрах.
Шаблон для проверки угла заточки спиральных сверл диаметром до 50 мм изготовляют в виде стальной пластины, имеющей вырез с углом 116—118°. На кромке выреза нанесена миллиметровая шкала (рисунок а), по которой проверяют длину режущих кромок сверла.

Универсальным шаблоном (рисунок б) можно проверять, кроме угла заточки сверла, также и резьбу (метрическую 60° и дюймовую 55°).
Технология измерения
Перед проведением измерений нутромером требуется проверить его работоспособность. Для этого нужно оценить состояние его комплектующих и осмотреть маркировку. После визуального осмотра проверяется взаимодействие элементов штихмаса. Посредством инструментального микроскопа измеряются ширина штрихов стебля и барабана. В конце проверяются радиус кривизны наконечника и габариты установочной меры.

Перед проведением измерительных работ также требуется убедиться, что штихмас соответствует следующим требованиям:
- Предел погрешностей при комнатной температуре и влажности до 80 % составляет не более 0,09 мм.
- Размах показаний составляет не более 1/3 деления шкалы.
- Радиус контактной поверхности стержней равняется 2–40 мм.
- Головки прибора изготовлены из твердых сплавов и имеют шероховатости в соответствии с международным стандартом 2789.
- Покрытие металлических поверхностей микрометрического нутромера обладает антикоррозионными свойствами.
- Ручка, расположенная на барабане, изготовлена из материалов с низкой теплопроводностью.
Рекомендуется пользоваться нутромерами от официальных производителей (Mitutoyo, Mahr, Norgau, ЧИЗ). Они обладают сертификатом соответствия международным и российским техническим стандартам, что подтверждает качество измерительных инструментов.
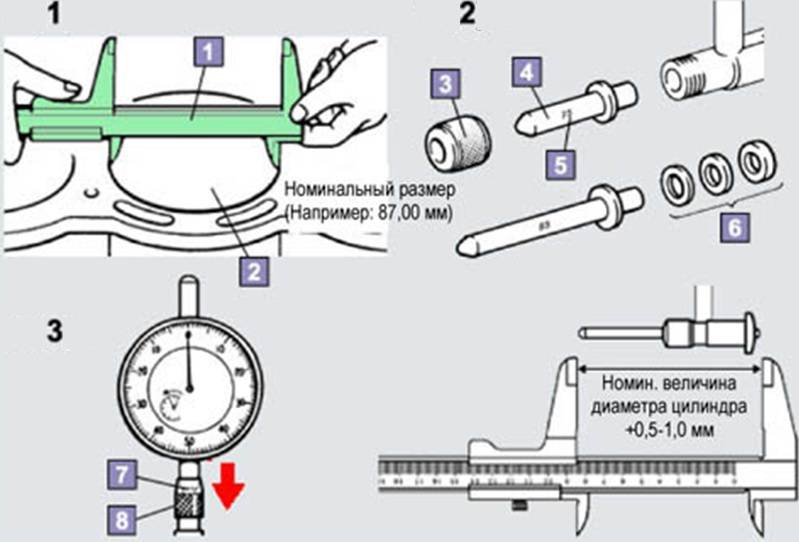
Процедура измерения заготовок микрометрическим нутромером осуществляется по следующему алгоритму:
- На инструменте выставляются размеры измеряемого объекта. Необходимо выставить приблизительные размеры заготовки.
- Головка располагается под углом 90° относительно продольной оси микрометрического нутромера.
- Штихмас соприкасается со стенками барабана и трещотки.
- Микрометрический винт завинчивается, стержень с наконечником извлекается.
- Длина головки складывается со значением шкалы.

При работах с широкими отверстиями рекомендуется использовать микрометрические нутромеры с дополнительными стержнями-удлинителями.
Устройство — микрометр
Устройство микрометра видно из фиг. Оптическая схема его подобна схеме винтового окулярного микрометра. Биссектор служит для наведения па объект и на штрихи миллиметровой шкалы, нанесенные на второй ( неподвижной) стеклянной пластинке.
Таково устройство микрометров систем Люжалн, Мякишева, Фюсса. В микрометре системы Крылова возможно еще и боковое смешение изображений
Это обстоятельство важно с точки зрения подбора и возможности совмещения наиболее резко видимых точек изображения, напр, вершин мачт со срезом башен ( фиг.
| Измерение детали микрометром. |
Из приведенного описания устройства микрометра видно, что точность отсчета по микрометру равна 0 01 мм.
| Схема пневматического динамометра. |
В остальном устройство аналогично устройству пневматического микрометра.
Измерение внутренних диаметров резьбы болта может быть произведено резьбовым микрометром, устройство которого сходно с устройством обыкновенного микрометра, только вместо гладких наконечников он снабжен специальными вставками, позволяющими измерять внутренний и средний диаметры болта. Резьбовые вставки делают сменными в зависимости от шага проверяемой резьбы. Для измерения внутреннего диаметра резьбы болта применяют две призматические вставки такой формы, чтобы вершины их касались впадин резьбы.
Измерение внутреннего диаметра болта может быть произведено резьбовым микрометром, который имеет устройство, сходное с устройством обыкновенного микрометра, только вместо обычных гладких наконечников он снабжен специальными вставками, при помощи которых можно измерить внутренний и средний диаметры болта. Резьбовые вставки делают сменными в зависимости от шага проверяемой резьбы.
Измерение внутренних диаметров резьбы болта может быть произведено резьбовым микрометром, который имеет устройство, сходное с устройством обыкновенного микрометра, только вместо обычных гладких наконечников он снабжен специальными вставками, с помощью которых можно измерить внутренний и средний диаметры болта. Резьбовые вставки делают сменными в зависимости от шага проверяемой резьбы. Для измерения внутреннего диаметра резьбы болта применяют две призматические вставки такой формы, чтобы вершины их касались впадин резьбы.
| Микрометр со вставками.| Микрометр рычажный. |
Микрометрический штихмас ( рис. 29) предназначен для измерения внутренних размеров, его устройство принципиально не отличается от устройства микрометра.
Внутренний диаметр болта может быть измерен резьбовым микрометром ( рис. 27), снабженным устройством, сходным с устройством обыкновенного микрометра, только вместо обычных гладких наконечников он имеет специальные вставки, при помощи которых можно измерять внутренний и средний диаметры болта. Резьбовые вставки изготовляются сменными в зависимости от шага проверяемой резьбы.
| Микрометрический глубиномер. |
Резьбовой микрометр предназначен для измерения среднего диаметра резьбы винтов. Устройство резьбового микрометра аналогично устройству микрометра для наружных измерений и отличается от него только конструкцией пяты и наличием отверстия в микрометрическом винте. В отверстие винта вставляется конусный наконечник, а в прорезь пяты — призматический наконечник. Комплект наконечников позволяет измерять метрические резьбы с шагом от 0 4 до 6 мм. Для измерения дюймовых и трапецеидальных резьб применяются специальные наборы наконечников.
Для измерения внутренних размеров с точностью до 0 01 мм применяются микрометрические штихмасы. Устройство их сходно с устройством микрометра для наружных измерений.
Щуп и резьбомер
Щуп представляет собой стальную калиброванную пластинку или набор пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах. Щупы служат для измерения зазоров между двумя деталями. При измерении больших зазоров применяют несколько пластинок, вместе взятых. При измерениях нельзя допускать резких перегибов щупа и больших усилий. Необходимо следить, чтобы на щупах не было грязи и металлической пыли, что нарушает точность измерения.
Резьбомер служит для проверки и определения числа ниток на 1 дюйм или шага резьбы (в миллиметрах) на болтах, гайках и других деталях. Он представляет собой набор стальных гребенок (резьбовых шаблонов) с профилем зуба, соответствующим профилю стандартной дюймовой или метрической резьбы. Число ниток на дюйм или шаг резьбы помечают на каждой гребенке. На корпусе дюймового резьбомера выбивают метку 55°, а метрического 60°. Для проверки резьбы на болте или в гайке необходимо последовательно прикладывать гребенки резьбомера до тех пор, пока не будет найдена гребенка, зубья которой точно совпадают с резьбой детали без просвета. Размеру этой гребенки и будет соответствовать измеряемая резьба.
Если необходимо измерить очень малую трубу
Обычно измерить диаметр небольших предметов рекомендуется при помощи штангенциркуля. Такой способ подходит в случае работы с трубами до 15 см Один конец (ножку) устройства прижимают к одной кромке трубы, а другой – к другому. При этом специальные указатели на штангенциркуле будут показывать наружный диаметр трубы.

Штангенциркуль – это универсальный инструмент для измерения с точностью до 0,1 или 0,01 мм внутренних и наружных размеров, а также глубины отверстий.
Если нужно будет с его помощью измерить внутренний диаметр, то можно кромку трубы, ту, что «отвечает» за ее толщину, зажать между ножек штангенциркуля. Затем из внешнего диаметра вычитается толщина стенки трубы. Это и будет внутренний ее диаметр.
Приборы, применяемые при центровке валов электрических машин
Кроме перечисленных инструментов, при центровке валов электрических машин применяют индикаторы, уровни, виброметры, вибрографы, а также ряд приспособлений.
Индикатор
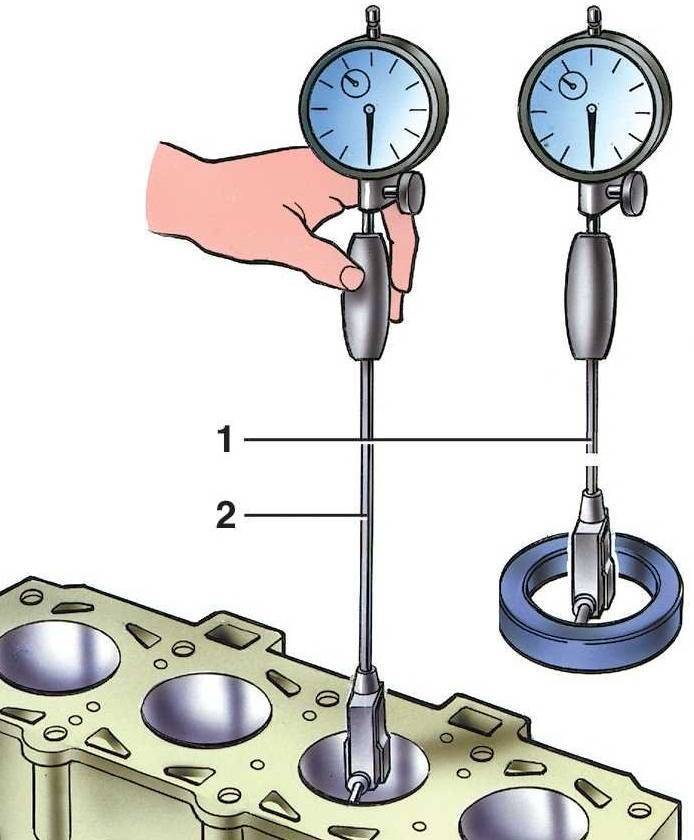
Индикаторы используют для измерения биения центрируемых валов, биения соединительных полумуфт, а также для проверки правильности формы названных выше деталей электрических машин. Индикатор (рисунок 6) представляет собой несложный прибор, состоящий из собственно индикатора 1 с измерительным стержнем 2, укрепленного при помощи держателя 3 на стойке 4, которая установлена на штатив 5.
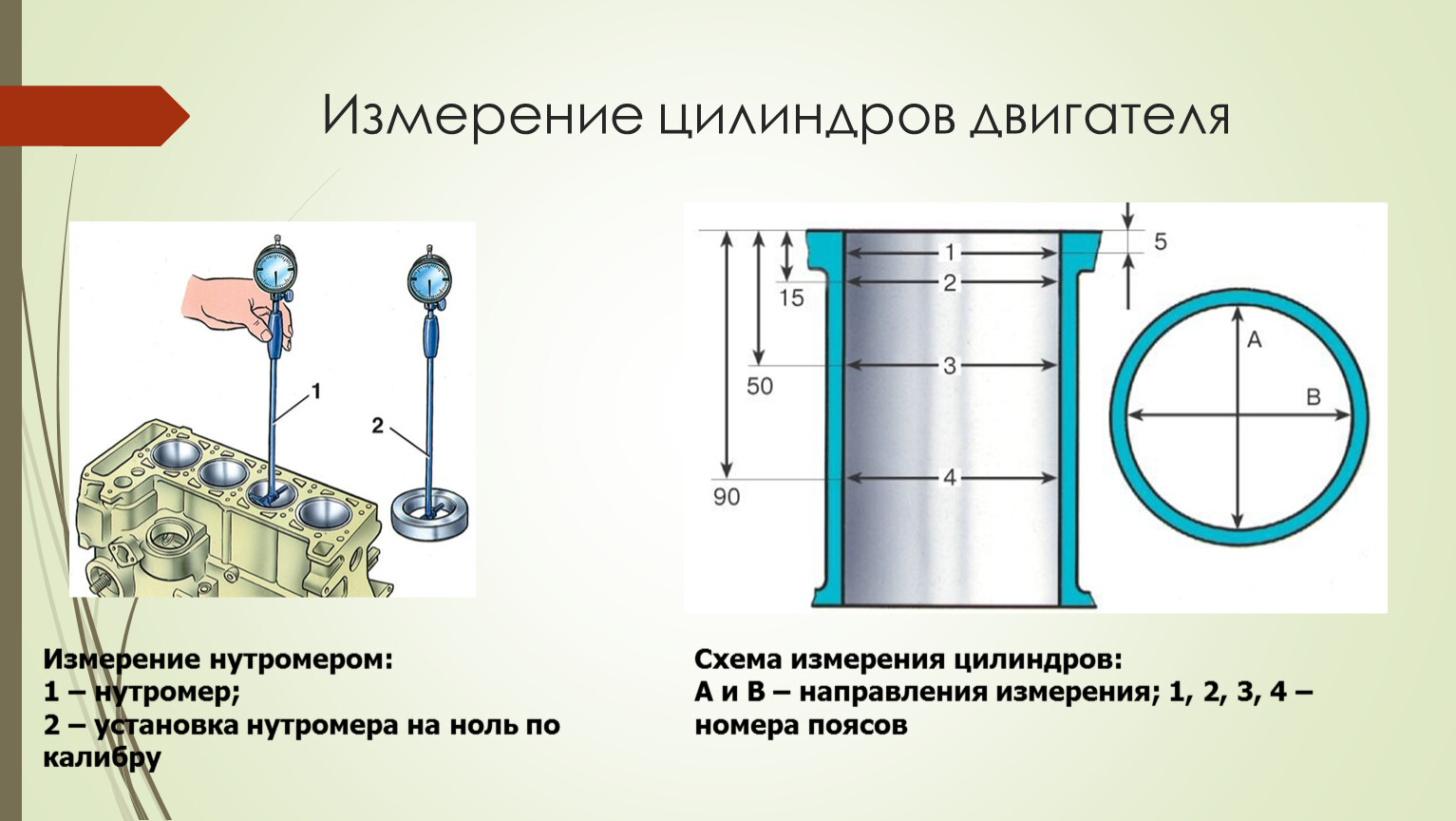
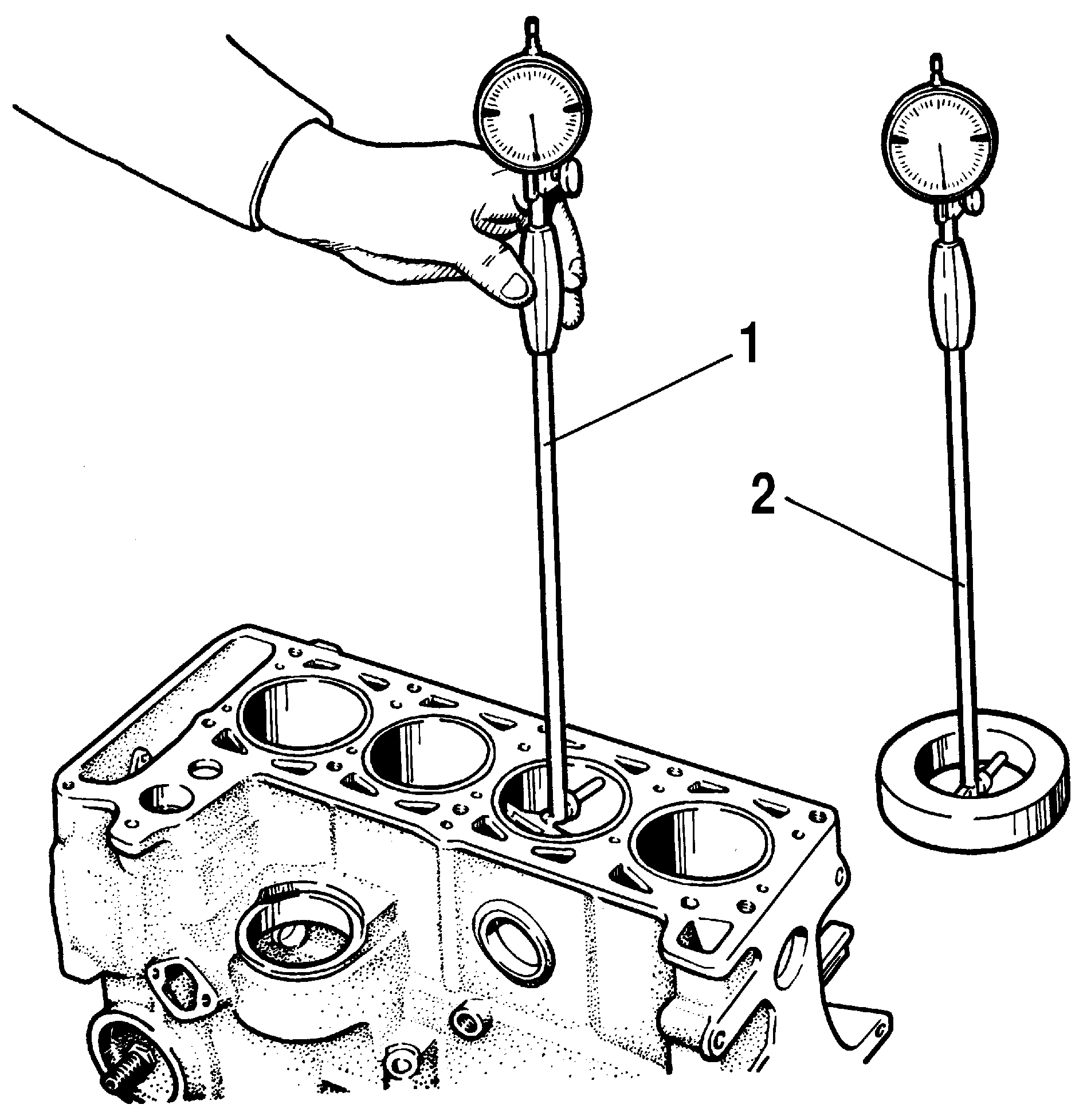

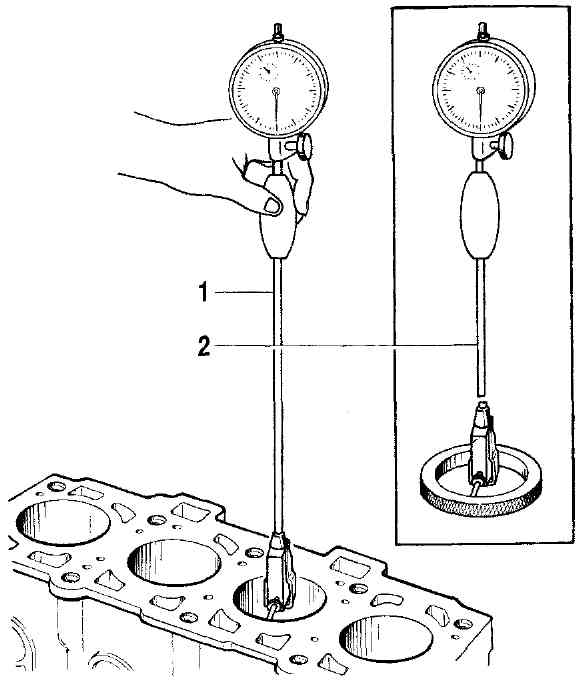
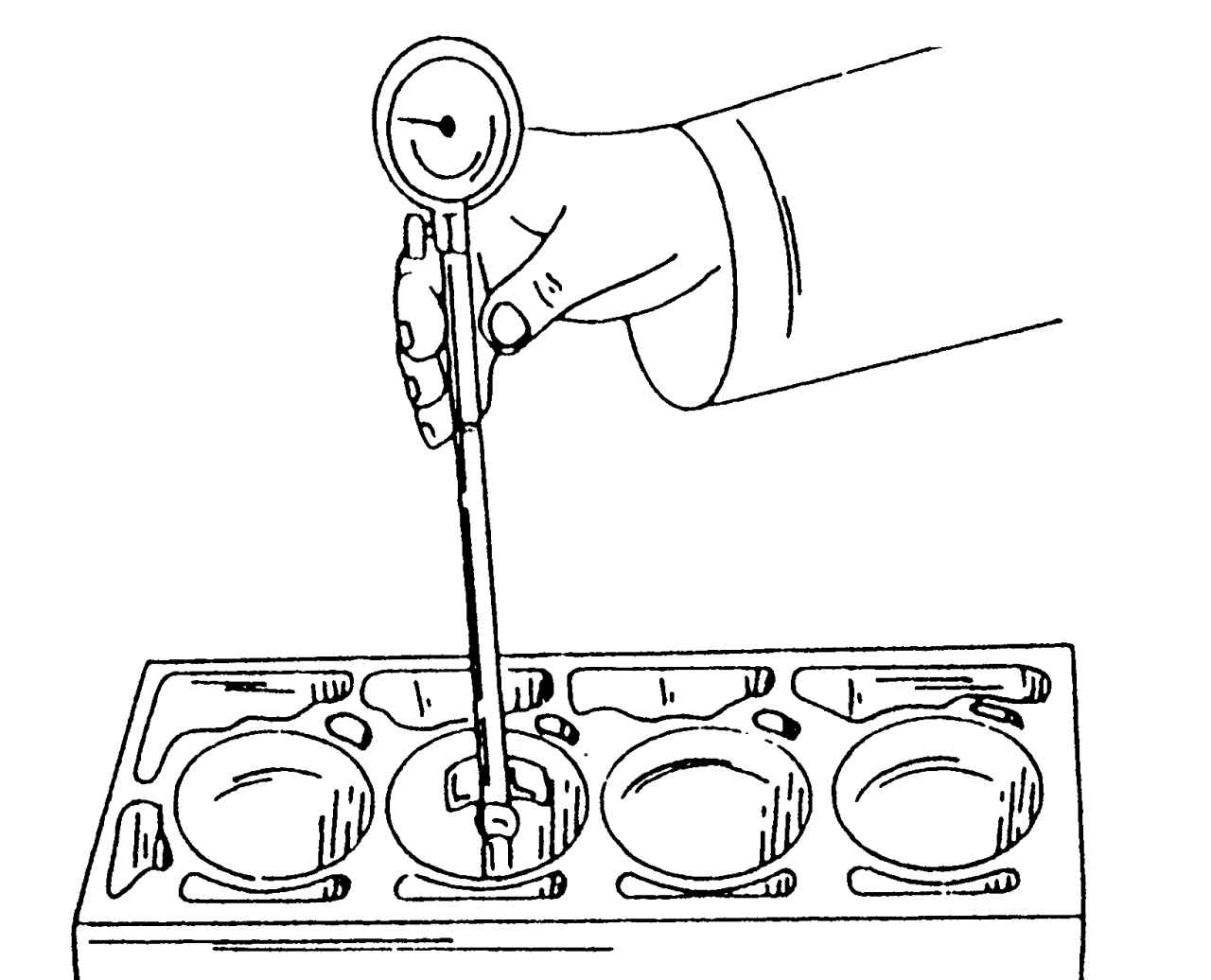
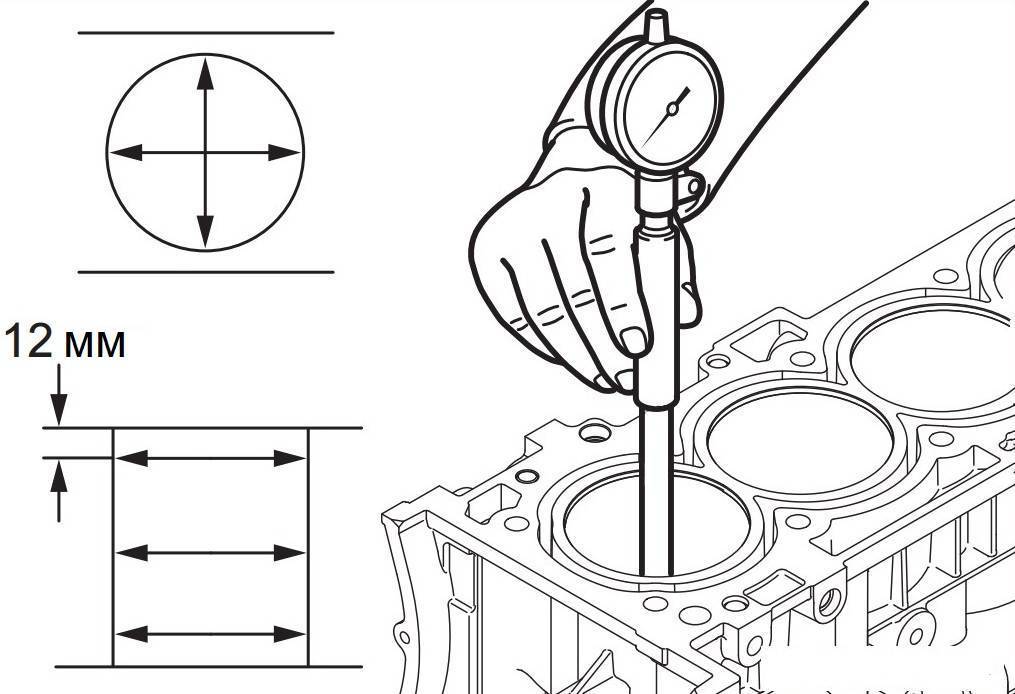
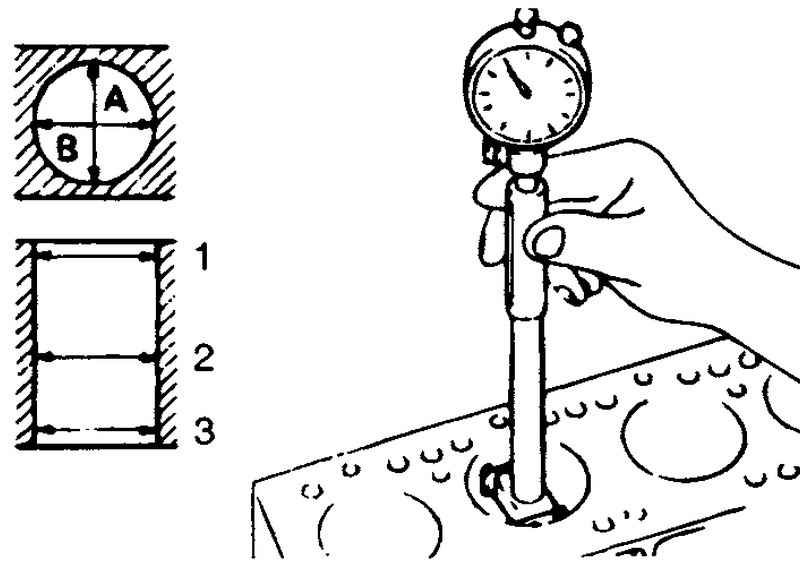


Рисунок 6. Устройство индикатора
Для производства измерения (например, биения вала) индикатор устанавливают на неподвижной опоре, которая не испытывает вибрации, а измерительный стержень – перпендикулярно оси вала и слегка нажимают на проверяемую поверхность. Конструкция индикатора основана на применении зубчатого зацепления, преобразующего поступательное движение измерительного стержня во вращательное движение стрелки индикатора. Индикаторы изготавливают с пределами измерений 0 – 2; 0 – 3; 0 – 5 и 0 – 10 мм и точностью отсчета основной шкалы индикатора 0,01 мм.
Уровень
Уровни применяют при выверке лини валов соединяемых машин, а также для проверки горизонтальности фундаментных плит в процессе установки электрических машин и приводимых ими в действие механизмов. Для указанных целей используют уровни: рамный, с микрометрическим винтом типа «Геологоразведка» и гидростатический.
Рамные уровни выпускаются со сторонами размерами 200 × 200 мм и 300 × 300 мм и с ценой деления от 0,02 до 0,3 мм. Под ценой деления понимается угол наклона ампулы или величина подъема в миллиметрах на 1 м, соответствующие перемещению пузырька на одно деление.
Рабочие поверхности уровня – плоские; на нижней, верхней и одной из боковых поверхностей имеются призматические выемки.
Уровень типа «Геологоразведка» с микрометрическим винтом показан на рисунке 7. Верхняя часть его представляет собой цилиндрическую стеклянную ампулу, заключённую в металлический цилиндр с вырезом. Цилиндр с одно стороны шарнирно соединен с корпусом уровня, с другой стороны его находится микрометрический винт с делительной головкой, поворот которой вызывает подъем или опускание конца цилиндра с ампулой. Цена деления 0,1/1000 мм, то есть одно деление соответствует подъему в 0,1 мм на 1 м.
Рисунок 7. Внешний вид уровня типа «Геологоразведка» с микрометрическим винтом
Для определения уклона какой либо поверхности пузырек в ампуле приводится в нулевое положение вращением микрометрического винта, после чего отсчетом на микрометрической головке определяют величину уклона. Для проверки правильности полученных показаний следует повернуть уровень на 180°.
Виброметр
Виброметры (рисунок
Рисунок 8. Устройство виброметра
Вибрацию следует замерять в трех направлениях; вертикальном осевом (вдоль оси машины) и поперечном (в горизонтальной плоскости перпендикулярно оси машины).
При измерении вибраций от 0,05 до 6 мм у электрических машин с номинальной частотою вращения более 750 об/мин следует применять ручные вибрографы ВР-1.
Виброграф ВР-1
Виброграф ВР-1 (рисунок 9) состоит из передающего рычажного механизма, устройства для передвижения ленты и отметчика времени.
На оси 1 (рисунок 9, а) имеется штифт 2, прикасающийся к вибрирующей поверхности. Ось при помощи шарнира 3 связана со стальным пером 4, которое может поворачиваться вокруг оси рукоятки 5. Пружина 6, натяжение которой можно регулировать, предназначена для получения надлежащего контакта между штифтом и вибрирующей поверхностью. Кривая вибрации записывается острием пера, царапающего на бумажной ленте 7, покрытой слоем воска. Лента передвигается с определенной скоростью при помощи часового механизма с пружинным заводом. Отметчик времени делает отметку на ленте каждую секунду, что дает возможность определить частоту вибраций.
Рисунок 9. Устройство вибрографа
Общий вид вибрографа приведен на рисунке 9, б. Ось 1 со штифтом помещается в направляющей трубке 8. Для регулирования натяжения пружины используется винт 9. Рычажок служит для включения и отключения движения ленты и отметчика времени. Пружину часового механизма заводят рукояткой 5. За движением пера вибрографа наблюдают через лючок в корпусе. Прибор снабжен рычажным увеличителем записи колебаний, надеваемым на направляющую трубку и позволяющим увеличивать записи в 2 и 6 раз.
Сборка и разборка инструмента
Чтобы подготовить нутромер к работе, нужно выполнить определенные действия в таком порядке:
- Присоединить измеритель к штанге приспособления.
- Вкрутить удлинительный стержень для окончательной сборки.
Этот порядок действий при подготовке аппарата к работе является основным, и ему необходимо четко следовать. Разборка производится строго в обратном порядке, чтобы исключить момент нарушения калибровки. Сначала необходимо открутить стержень, чтобы измеритель стал независимым от дальнейших действий, потом снять сам индикатор.
Если не планируется дальнейшее использование устройства, перед его передачей на хранение нужно выполнить следующее:
- В первую очередь устройство надо вытереть насухо. Это нужно сделать максимально аккуратно с использованием мягкой безворсовой ветоши.
- После этого все элементы измерителя, кроме шкалы циферблата, нужно протереть авиационным бензином или другим подходящим для этого случая веществом.
- Упаковка осуществляется в специальный футляр, который надежно закрывается и исключает возможность движения деталей внутри.
Такой уход поможет избежать появления коррозии на металлических элементах, исключит возможность образования повреждений, а также полностью сохранит работоспособность и настройку инструмента.

Если появились сомнения относительно целостности или правильности работы устройства, нужно выполнить следующую процедуру:
- осмотреть инструмент на предмет наличия маркировок и всех комплектующих;
- проверить все элементы на правильность соединения;
- все расстояния должны полностью соответствовать нормативам;
- показатели погрешности изделия должны быть в пределах допустимого значения;
- на устройстве не должно быть никаких вмятин, сколов, царапин и других повреждений, появляющихся в ходе неправильной эксплуатации или хранения.
Такой осмотр поможет исключить неправильную работу и получение погрешностей при измерениях. Неправильные измерения могут привести к фатальным последствиям при производстве деталей для точных механизмов.





