

Гибкий вал спидометра
Гибкий вал передает крутящий момент с трансмиссии автомобиля или мотоцикла на магнитный датчик спидометра. Если стрелка спидометра при движении на постоянной скорости начинает дергаться или ложится в крайнее положение — значит, неисправен тросик. Его можно заменить своими руками. Гибкий вал подбирается по каталогу деталей для вашей марки автомобиля. Он должен совпадать по местам крепления и по длине. При слишком длинном или слишком коротком тросике возникает риск перегиба его под слишком малым радиусом. Это приводит к возникновению посторонних шумов (похожих на подвывание), к повышенному износу и к преждевременному выходу из стоя узла.
Гибкий вал, основное назначение которого состоит в передаче крутящего момента на значительное расстояние, чаще всего используется для оснащения граверов. Такое оборудование, которое, по сути, представляет собой миниатюрную шлифовальную машинку, активно применяется для обработки деталей небольшого размера. В частности, гравер используется как минидрель, с его помощью выполняют миниатюрную резку, выборочную шлифовку мелких элементов изделий и целый перечень других работ.
Наиболее распространенными сферами, в которых применяются граверы с установленным на них гибким валом, являются ювелирное дело и электронная промышленность. Активно используют такое оборудование специалисты по дизайну, работники авторемонтных станций и мастерских, занимающихся ремонтом бытовой техники и электронного оборудования.
Электрический гравер, на который установлен гибкий привод, особенно актуален в тех ситуациях, когда обработку необходимо выполнить в труднодоступных местах изделия. Используя сменные насадки, такое оборудование можно задействовать во всех этапах выполнения обработки, начиная с черновой и заканчивая финишной.

4 Как самостоятельно изготовить устройство для гибки прутков и профилей?
Описанное оборудование несложно сделать самостоятельно, но гораздо эффективнее работать с электромеханическим станком. Поэтому, помимо ворота, вышеупомянутый инструмент можно своими руками снабдить цепной передачей на ось ведущего шпинделя от электромотора.
Однако наиболее эффективным будет решение с зажимным патроном от токарного станка, в бабках которого можно закрепить заготовку любой формы. Для этой цели можно задействовать остойчивый верстак, фиксируя на нем при необходимости подвижную консоль с проушиной под кручение “торсиона” или упор для наматывания спиральной улитки на закрепленную в патроне насадку.
Устройство трубогибочного станка и инструкция по его сборке
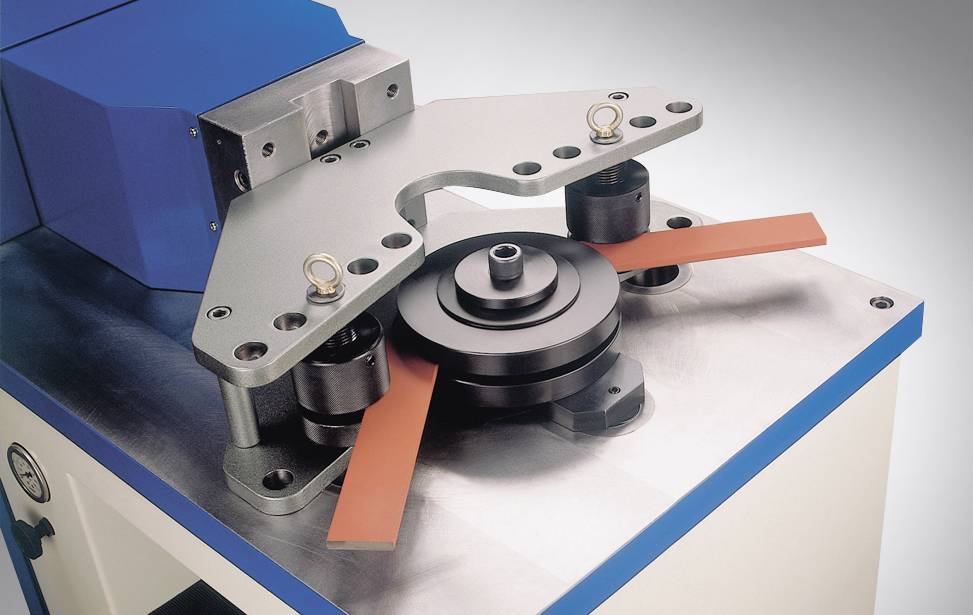
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования. Гибочный станок. Гибочный станок
Гибочный станок
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
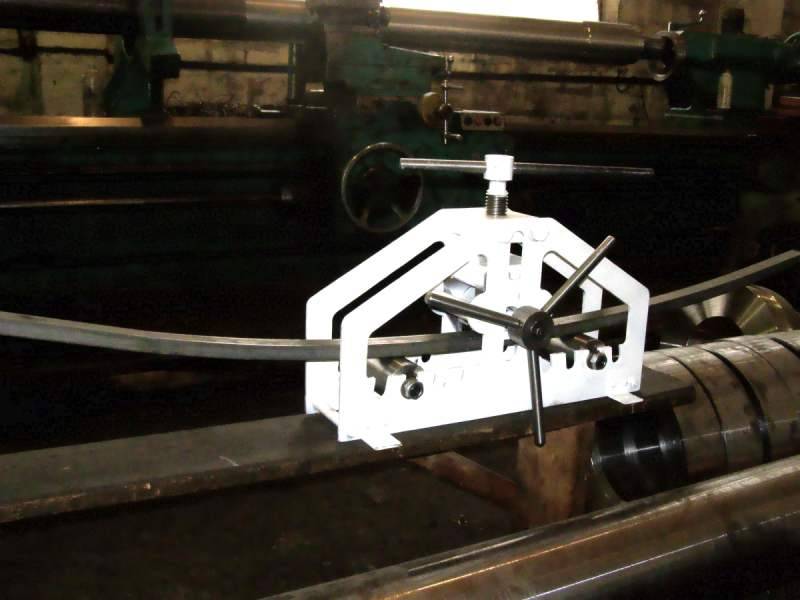
Станок ручной для гибки арматуры.
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей. В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля.
- Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком. Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания.
- Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода. Каждый ролик при этом имеет собственный контроллер месторасположения.
- Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку. Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.










Станок для гибки алюминиевого профиля: виды, конструкция, видео
Алюминиевый профиль широко используется при изготовлении шкафа купе и других конструкций. В процессе производства он поддается обработке. Для него гибки используют различные установки. К сожалению не каждый может позволить себе приобрести такое оборудование. Прежде всего, это связано с его высокой стоимостью. Единственный выход из сложившейся ситуации – изготовление станка для гибки алюминиевого профиля своими руками.
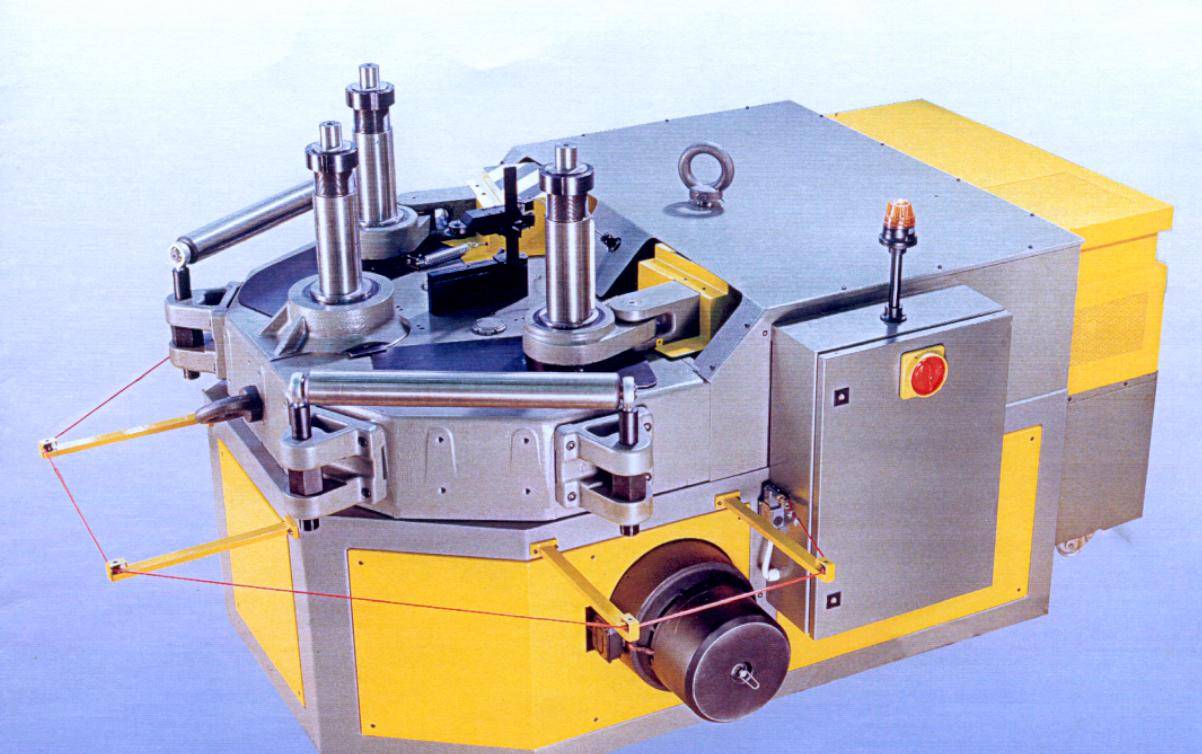
 Промышленный станок для гибки профиля из алюминия
Промышленный станок для гибки профиля из алюминия
Назначение
Станок для гибки широко используется при изготовлении различных материалов. Так, с его помощью производят обработку труб, алюминиевого профиля и других материалов. При этом заготовки могут иметь различное сечение. С помощью такого устройства даже производится обработка металлических прутов и швеллеров. В зависимости от конструктивных особенностей, установка может одновременно обработать всю деталь или только ее определенную часть.

Станок с ЧПУ для гибки алюминиевого профиля
В домашних условиях для обработки материалов используют оборудование, изготовленное своими руками. Его особенность заключается в том, что ним можно согнуть материал без предварительного нагрева. Принцип работы основан на холодном прокате, что позволяет значительно упростить и ускорить обработку деталей.

Современные агрегаты позволяют выполнить обработку материалов любой сложности. Так, можно легко изготовить из материала спираль или замкнутый контур. Также можно выполнить регулировку угла изгиба. С помощью агрегата выполняют прокат заготовки за один раз. Все работы осуществляются с помощью специальных роликов, которые располагаются на рабочей поверхности по установленной схеме.
Разновидность конструкций
Станок для гибки алюминиевого профиля шкафов купе и карнизов делится на несколько типов. Так, они бывают:
- Электрическими. Зачастую агрегат имеет большие размеры. Поэтому чаще всего его используют в промышленных целях. Не меньшей популярностью пользуются небольшие установки для дома. Это объясняется тем, что с их помощью обрабатывают заготовки с небольшим сечением. Он используется для выполнения изгиба высокой точности.
- Гидравлическими. Используются для проката металлических изделий, в промышленных масштабах. Часто он применяются при обустройстве трубопроводов.
- Ручными. Широко используется в домашних условиях. Часто они изготовляются своими руками. Недостаток заключается в простой конструкции и низкой функциональности. Ручной станок используются для гибки алюминиевого профиля шкафов купе и карнизов небольшого сечения.
Поэтому стоит подробнее рассмотреть, как изготовить такое оборудование в домашних условиях.
Принцип работы
Принцип работы устройства основан на том, что заготовка подвергается прокату, в результате чего и получаются изгибы. Перед тем как приступать к работе, необходимо заземлить оборудование. Особенно это касается конструкций, оснащенных электрическим приводом.
Перед использованием ролики и заготовка протираются сухой тряпкой, а сама установка запускается и работает на холостом ходу на протяжении получаса. Если в процессе прогонки возникают какие-то отклонения, то оборудование останавливают и выполняют соответствующие регулировочные работы. Если это предусмотрено конструктивными особенностями, то выполняется подгонка роликов.
На начальном этапе профиль зажимается между валами, после чего производится его прокат. Радиус кривизны регулируется путем опускания и поднимания рабочего вала.
Изготовление устройства своими руками
Если устройство будет использоваться для гибки заготовок различного размера, то стоит обратить внимание на профессиональные модели, которые обладают высокой функциональностью и продуктивностью. В остальных же случаях рационально использовать станок, изготовленный своими руками. Здесь речь идет о ручном оборудовании
Здесь речь идет о ручном оборудовании.

Перед тем как делать станок для гибки алюминиевого профиля купе своими руками, необходимо определить сечение деталей. Если диаметр заготовки составляет менее 2 см, то для изготовления понадобится бетонная плита. В ней делаются отверстия для металлических прутьев. Эти пруты и будут выполнять функцию тех самых роликов. Если же диаметр заготовки составляет 2 см и более, то станок для гибки своими руками имеет несколько сложную конструкцию.
В этом случае агрегат состоит из прочного основания, на котором закрепляют ролики. Боковые грани роликов имеют круглое сечение. Радиус грани идентичен диаметру детали, которая поддается изгибу. Она пропускается через ролики. Ее движение производится с помощью лебедки. После того как материал приобретет нужных изгибов, лебедка останавливается.
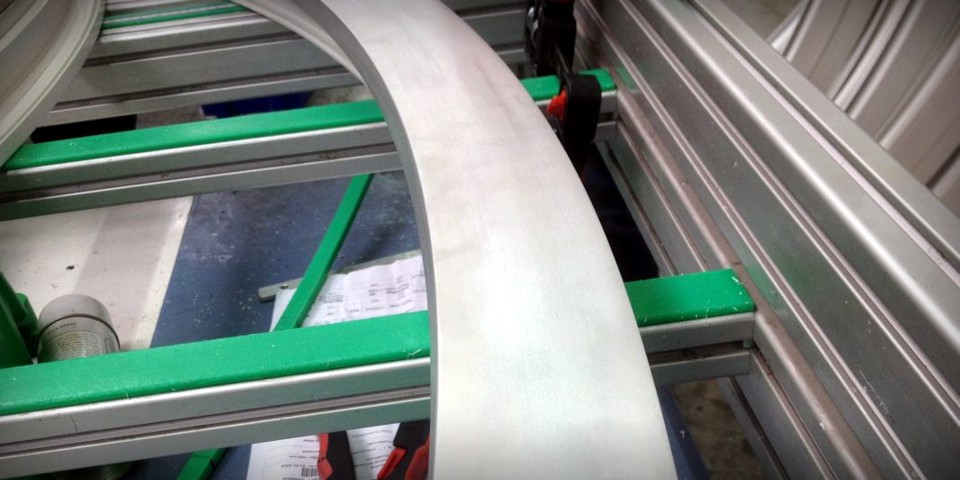
Подготовка профиля
Подготовка профиля к гибке зависит от его длины заготовки и занимает в среднем от 15 до 20 минут, а сам процесс гибки занимает 7-8 минут. В начале производят разметку заготовки профиля с учетом технологических отрезков. Во избежание в процессе гибки сплющивания стенок профиля, появления трещин и помятостей камеры профиля плотно набивают кварцевым песком. Чтобы набивка не была рыхлой и не привела к приплюснутости в области сгиба, по мере наполнения камер, стенки профиля обстукивают сверху вниз, уплотняя, таким образом, песок. Затем профиль обязательно закрывают с обеих торцов заглушками, чтобы песок не высыпался из профиля в процессе гибки. Песок после использования не выбрасывается, т.к. после очередного использования качество песка только улучшается (фракции песка в процессе гибки становятся более мелкими) и его можно использовать неоднократно. Перед гибкой профили и ролики обязательно смазывают густым маслом для уменьшения трения между поверхностями роликов и наружными стенками профиля.
Зачем нужен гибкий вал и где его применяют
Гибкий привод для дрели состоит из двух основных деталей: гибкого тросика с бронированной оплеткой и мягкой оболочки. С одной стороны он оснащен узлом присоединения к двигателю или ручному приводу, с другой — имеет патрон для крепления инструмента.
Использовать гибкий вал очень удобно, когда нужно завернуть или отвернуть крепеж в узких местах с затрудненным доступом, куда не засунуть шуруповерт в рабочем положении
Гибкие валы используются также для привода ручного инструмента для тонких и точных работ. Размещение тяжелого высокооборотного электродвигателя в самом инструменте привело бы к быстрой утомляемости оператора и потере точности операций. Примером является бормашина стоматолога или гравера.
В результате пользователь получает возможность продолжительной работы удобным, не тяжелым и малогабаритным устройством, снижается и уровень вибрации от электродвигателя, передающийся на руку.

Гибкий вал для шуруповерта
Особенностью применения гибкого вала является ограничение предельного крутящего момента, который он способен передать. При превышении этого предела происходит скручивание тросика, и вал выходит из строя.










3 Ручные листогибы своими руками – используем чертежи
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов “барашками” или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом “потечет” – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
Фотолента поста – Станок для гибки профиля своими руками
Привет ЯПовцам! Рубрика “Наши руки не для скуки” снова в эфире. С металлом работаю уже несколько лет, но все это время мне очень не хватало одной возможности – изгототавливать железные конструкции с изогнутыми элементами. Ценники на профилегибы, мягко говоря, удручали. С одной стороны, конечно, можно и купить его, но с другой стороны он не так часто нужен, чтобы отдавать за него такие бабки.
Заказал я 6 подшипников у наших широкоформатных друзей со срединной земли и через пару недель они уже были у меня. В субботу съездил на стройрынок, докупил двутавровую балку, крепежи, полосу. Короче, все, что необходимо.
Суббота, утро. Возвращаюсь со стройрынка, кушаю, разгружаюсь и смотрю. Вот из этой груды металла нам предстоит сделать хорошую вещь: 23 фото
Маленьким болгарином тут делать нечего, берем большого и начинаем пилить. Вот первые детали:
Балка распилена на необходимые части, прикладываем, присматриваемся:
Наши подшипники должны вставать таким образом, чтобы можно было всунуть вращающийся вал с одной стороны. Убираем ребро. Вот так они будут стоять:
Вот обе ответные части со снятыми ребрами. Пилить трудно, металл толстый. Пилил уже мелким болгарином, ибо большим просто неудобно.
Острые края нам ни к чему. Рука скользнет – поранимся. Поэтому ставим шлифовальный круг на мелкого болгарина и вышливовываем все острое (потом финально обрабатываем мелким наждаком. Гладко, “как попка младенца”.
Обточили обе, кладем рядом, любуемся, курим.
Покурили, продолжаем. В наших платформах должна быть предусмотрена регулировка роликов для того, чтобы можно было сгибать профиль от большого радиуса к малому. Сверлим отверстия с шагом в 4 см (расстояние между крепежными отверстиями подшипников – 8 см). Аккуратно накерняем, сверлим, раззенковываем.
Откладываем платформы в сторону, начинаем сварочные работы. Отрезаем полосу 10-ку и делаем из нее подошвы. Привариваем. Не пятый разряд, но для нашей прочности хватит (пора купить новые электроды, эти уже козыряют, а сушить негде). Электроды мои любимые – ОК-46.
Ставим один из кусков двутавра на основание, привариваем его, к нему привариваем одну из наших платформ, она будет неподвижной. К ней привариваем гаражную петлю и к петле – вторую платформу. Получается эдакая “бабочка” весом килограмм в 8. Примеряем домкрат (вон он, красный справа).
Делаем площадку под домкрат. Вырезаем петлю, привариваем к площадке.
Площадку не стал прикручивать болтами, приварил к домкрату точками. Он мне для других нужд не потребуется, если сломается – два раза чиркнуть болгаркой и платформа отделяется.
Переворачиваем конструкцию и делаем ответные петли для домкрата внизу под платформой и на основании (где мы уже вынули внутреннюю часть двутавра, будет видно дальше)
Вот нижнее крепление домкрата – прямо к опорной подошве
По бокам привариваем полосу (вот она, между платформами). В ней – два отверстия. Это посадочное место для третьего вала, регулируемое.
Вот эта полоса опорная:
Две полосы готовы, сверху рассверлено ступенчатым сверлом чуть больше диаметра вала (отверстие 23мм, вал – 20мм).
Все прикрепили, надо собрать и посмотреть, работает ли бета-версия. Вставляем валы из стержня 20мм, на центральном скручиваем две гайки плотно, чтобы можно было крутить его ключом. Хм, работает. Был прямой профиль квадратного сечения, стал кривой.
Сегодня уже проработал 8 часов, больше уже не могу – все болит. Оттаскиваю конструкцию на стол, ради интереса гну профиль дальше. В принципе, выгнуть в кольцо не проблема, работа не для торопливых.






Просыпаемся утром в воскресенье, кофе-сигаретка. Тащим конструкцию на покраску на солнечное место. Все сварочные швы уже обшлифованы и сама конструкция отшкурена от ржавчины. Красить будем снизу, конечно.
Девайс брутальный, будем использовать краситель “Наяда”, радикальный черный цвет. Контрабантный товар с Малой Арнаутской улицы Остап Ибрагим Сулейман Берта-Мария Бендер Бей. Покрашено.
Ждем высыхания (сохнет быстро, контрабандный товар жеж) и собираем.
Получилось вот так. Конечно, нужно доделать “руль”, чтобы удобно крутить все это, это все будет чуть позже, когда поменяю валы. Кроме того, гнуть профиль с этими валами из резьбового стержня надо аккуратно – стержень прогибается, обязательно заменю его на каленые валы 20мм, тогда все будет отлично. Но в принципе и с этими резьбовыми валами можно работать, только не стоит гнуть профили толще 2мм. 20*40*2мм гнет хорошо.
Навык “изготовление станка” получен, у моего персонажа появилась новая способность “Изготовление металлоконструкций из изогнутого профиля”.
У меня все, спасибо! Ваш ЯП-рукожоп, AlexZombie
Фотолента поста – Станок для гибки профиля своими руками станок для гибки профиля своими руками
Чем поможет трубогиб
Трубогиб – общее название специальных устройств с различным принципом действия, применяемых для ручной или станочной гибки труб и профильных, и круглых, как в домашних условиях, так и в профессиональных мастерских.
С помощью ручного трубогиба гнут алюминиевые пластичные тонкостенные изделия с малым диаметром. Среди них:
- рычажный трубогиб (станок Вольнова) – заготовка закладывается в форму, где под воздействием рычажной силы изгибается без нагревания. Форма сделана под определенный диаметр;
- арбалетный трубогиб – заготовка закрепляется в конструкции, где гнущий сегмент продавливает середину трубы в противоположную концам сторону;
- пружинный трубогиб – в трубу закладывается пружина, необходимого диаметра, и после нагревания заготовки, либо холодным способом производится изгиб, после чего пружина вынимается.
Станочная гибка призвана сгибать заготовки разнообразных диаметров и форм с минимальным риском повреждения. Это электромеханические и гидравлические механизмы, обеспечивающие точный результат сгибания согласно заданным параметрам. Такое оборудование обеспечивает следующие методы изгибания:
- метод проталкивания – сгибание путем толкания алюминиевой трубы (Ø до 100мм) между роликами трубогиба, где один из роликов выполняет функцию отклонения. Изгиб получается дугообразный с минимальным радиусом искривления (радиус изгиба равен диаметру трубы, умноженному на 6);
- метод проката – сгибание путем прокатывания алюминиевой трубы (Ø от 10мм до 100мм) через гибочные ролики, которые подбираются строго под диаметр изгибаемого изделия. Такую операцию можно выполнить с помощью трехвалкового трубогиба, который выполняет сгибание кольцом, спиралью, дугой. Используется как для круглого, так и для прямоугольного профиля. Прокатывание проделывают несколько раз;
- метод обкатывания – сгибание путем воздействия обкатной головки трубогиба. Шар головки прогибает трубу под давлением, а где нет давления, труба прогибается в противоположном направлении. Нагревание не применяется. Во избежание сжатия заготовки минимальный радиус изгиба должен быть равен 3 радиусам трубы;
- метод сгибания давлением — сгибание путем прессовки штампами (деформация извне) или гидроформованием (деформация изнутри путем подачи воды или масла в трубу под давлением, изделие выгибается в границах формы).

Трубогиб даже самой простейшей конструкции в разы снижает риск порчи заготовки при гибке
Арочные конструкции в архитектуре
А́РКА (французское «arc», итальянское «агсо» произошло от латинского «arcus» – «дуга, изгиб») – тип архитектурной конструкции, которая выполняет дугообразное перекрытие проема – пространства между двумя опорами.
Конструкция полуциркульной арки и свода возникла в древней Месопотамии и потом успешно применялась во всех архитектурных стилях, слегка меняя свою форму.
С развитием цивилизации арка стала символом небесного свода, прохождение через арку означало новое, духовное рождение человека. Вот почему использование арочных и круглых окон и арочных дверей в архитектуре здания всегда выгодно отличает его среди других строений и придает ему особый вид.
С появлением в современном строительстве светопрозрачных гибких пластиков (сотового и монолитного поликарбонатов) использование арочных несущих конструкций, соответствующих главному достоинству пластиков – возможности быть изогнутым по криволинейной поверхности, стало еще более массовым. Это позволяет архитекторам
создавать самые разнообразные формы не только для кровельных светопрозрачных конструкций (козырьков, галерей, атриумов, и др.), но и для вертикальных фасадных конструкций, где в качестве заполнения применяются стеклопакеты с молированным (изогнутым) стеклом.





