

Важнейшие технические характеристики тисков
При выборе конкретного приспособления необходимо внимательно ознакомиться с его техническими параметрами и возможностями. Прежде всего, чтобы не выбросить деньги на ветер, необходимо выяснить, для установки на какое станочное оборудование они предназначаются (фрезерные, плоскошлифовальные, строгальные, протяжные, сверлильные или другие станки).
Потом необходимо проверить, является ли ширина рабочих губок достаточной, или же они слишком узкие и будут с большим усилием давить на поверхность заготовки, оставляя в ней вмятины
Немаловажно и усилие зажима. Длина хода позволяет определить максимально возможные линейные размеры устанавливаемой в тиски заготовки

В том случае, если тиски приобретаются для хоббийного станка небольших размеров, установленного в гараже или в подвале многоквартирного дома, а то и на балконе (встречается и такое!), то критичным параметром, разумеется, является их масса. Лимит на вес изделия, устанавливаемого на небольшой станок для хобби, нельзя превышать, так как механические узлы такого станка быстро выйдут из строя.
Лучшие слесарные тиски
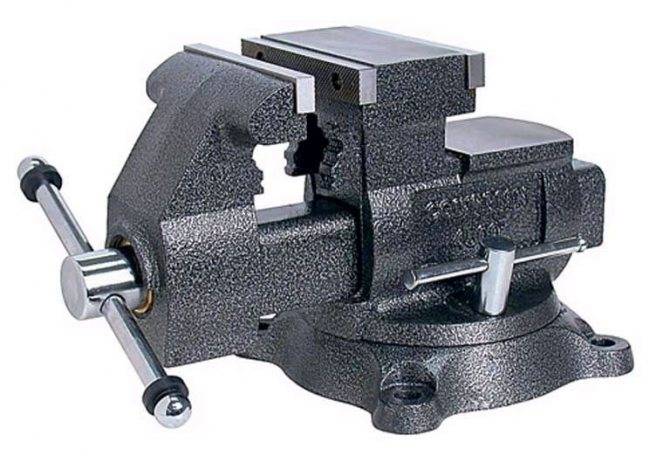
Широкое применение у отечественных потребителей находят слесарные тиски. Они позволяют надежно удерживать заготовки, обрабатываемые вручную или с помощью электрооборудования. Такие модели можно встретить на верстаках в заводских цехах, а также на столах в гаражах. Эксперты отобрали несколько надежных помощников слесаря.
WILTON WI21400
Рейтинг: 4.9
Одним из главных преимуществ слесарных тисков WILTON WI21400 является надежность. Инструмент сделан из прочного чугуна, который выдерживает серьезную ударную нагрузку. Габаритов сменных губок хватает для удержания крупных предметов, цилиндрических прутков и труб (диаметр 6,5-65 мм). Корпус инструмента защищен от коррозии порошковой краской, на прочном полимерном покрытии не появляется сколов и царапин. Наковальня имеет достаточную площадь, чтобы рихтовать стальные изделия. Поворотная конструкция (360 градусов) делает работу с инструментом удобной, фиксировать положение необходимо двумя стопорами. Эксперты отдали этой модели пальму первенства в нашем рейтинге.
Пользователи считают зажимной инструмент WILTON WI21400 лучшим вариантом для оснащения гаража. Они надежны, практичны и долговечны.
- надежность;
- полимерное покрытие;
- качественное изготовление;
- поворотная конструкция.
высокая цена.
WEDO ТСЧ-180
Рейтинг: 4.8
Эффективным зажимным инструментом являются слесарные тиски WEDO ТСЧ-180. Изделие стало результатом российско-белорусского сотрудничества. Эксперты отмечают хорошее качество сборки, прочность чугунного основания и стальных губок. Модель обладает отменной устойчивостью, некоторые владельцы пользуются тисками без фиксации метизами к верстаку или столу. Изделие оснащено функцией поворота, что делает работу комфортной. Несколько уступает инструмент лидеру рейтинга в дизайне и качестве защитного покрытия.
В отзывах отечественные пользователи лестно высказываются о прочности и практичности инструмента. Они просты и удобны в работе. Только внешнее оформление оставляет желать лучшего.
- прочный чугун;
- поворотная конструкция;
- долговечные губки;
- легкое вращение зажимного механизма.
скромный внешний вид.
Kobalt 246-012
Рейтинг: 4.7
Поворотные тиски Kobalt 246-012 привлекают внимание стильным внешним видом. Инструмент позволяет работать в двух плоскостях (горизонтальной и вертикальной), он надежно фиксирует детали с разной конфигурацией. Основание изготовлено из ковкого чугуна, сменные губки и затягивающий винт сделаны из прочной стали
Прямоугольная наковальня выдерживает легкие удары молотком. Крепится инструмент к верстаку при помощи 4 болтов, в качестве альтернативы могут использоваться саморезы диаметром более 8 мм
Основание изготовлено из ковкого чугуна, сменные губки и затягивающий винт сделаны из прочной стали. Прямоугольная наковальня выдерживает легкие удары молотком. Крепится инструмент к верстаку при помощи 4 болтов, в качестве альтернативы могут использоваться саморезы диаметром более 8 мм.
Эксперты заметили один существенный недостаток, который не позволил китайским тискам занять более высокое место в рейтинге. Это короткая и тонкая рукоятка, которой неудобно зажимать заготовки. Пользователи характеризуют инструмент, как удобный и крепкий.
- красивый внешний вид;
- поворот в двух плоскостях;
- прочные губки;
- широко расходятся губки.
короткая тонкая рукоятка.
Zubr 32712-100
Рейтинг: 4.6
Доступной ценой привлекают потенциальных покупателей тиски Zubr 32712-100. С помощью этого инструмента удается надежно зафиксировать разные детали. Для изготовления корпуса и подвижной планки производитель использовал качественный чугун СЧ-25. Губки имеют рифленую поверхность, в комплекте идут сменные элементы для прутков и труб. В горизонтальной плоскости можно поворачивать основание, фиксируя инструмент в максимально удобном положении. Для точного определения расстояния расхождения губок имеется измерительная шкала. На корпусе инструмента сделана увеличенная прямоугольная наковальня.
Инструмент не дотянул до призовой тройки рейтинга из-за короткой рукоятки. Пользователи отмечают случаи заводского брака в литье, что приводит к поломке тисков во время фиксации деталей.
Станочная конструкция
Это более точный вариант приспособления для закрепления деталей. У него либо отсутствует люфт вообще, либо величина разбега минимальна. Тиски крепятся на верстаке, отличаются наличием поворотного механизма.

Можно выбрать один из следующих вариантов:
- стационарный с креплением перпендикулярно к положению инструмента;
- синусный с установкой детали под углом;
- многоосевой с возможностью поворота по нескольким осевым точкам.

Станочные тиски гарантируют прочный зажим, что особенно важно при обработке металлических деталей. Оснащены они прочным корпусом и защитным антикоррозийным покрытием. Жесткая фиксация обеспечивает высокую точность работ
Жесткая фиксация обеспечивает высокую точность работ.

Практические рекомендации
При неудовлетворительном функционировании прибора можно составить аналогичную конструкцию из металла. Необходимо приобрести стальные пластинки следующих размеров: 30 х 30 см и 20 х 10 и на 3 см. Также следует запастись болтами и шпильками, о которых сказано ранее.
В боковых частях недвижимых губок просверливаются дырки для болтов, потом устройство нужно собрать. Чтобы самостоятельно произведенный механизм был зафиксирован максимально крепко, необходимо на основе зафиксировать пазы и сделать проемы для закрепляющих болтов.
Изготовленный самостоятельно прижимный механизм будет служить длительный период и поможет осуществить многие задумки.
Виды
Различают несколько видов слесарных тисков.
Параллельные
Данный вид относится к станочным тискам. Это самый популярный и востребованный вид тисков, поскольку позволяет обрабатывать деревянные, металлические, пластмассовые изделия, а также заготовки из других материалов и длинные детали. Тиски могут быть с ручным приводом, который вызывает движение ходового винта.
Существуют также усовершенствованные модели с модернизированной конструкцией, что позволяет их устанавливать не только на верстак, но и на пол. У данных моделей крепежный механизм обладает простым устройством, и их монтаж осуществляется легко и быстро.
Параллельные модели, в свою очередь, подразделяются еще на несколько типов.
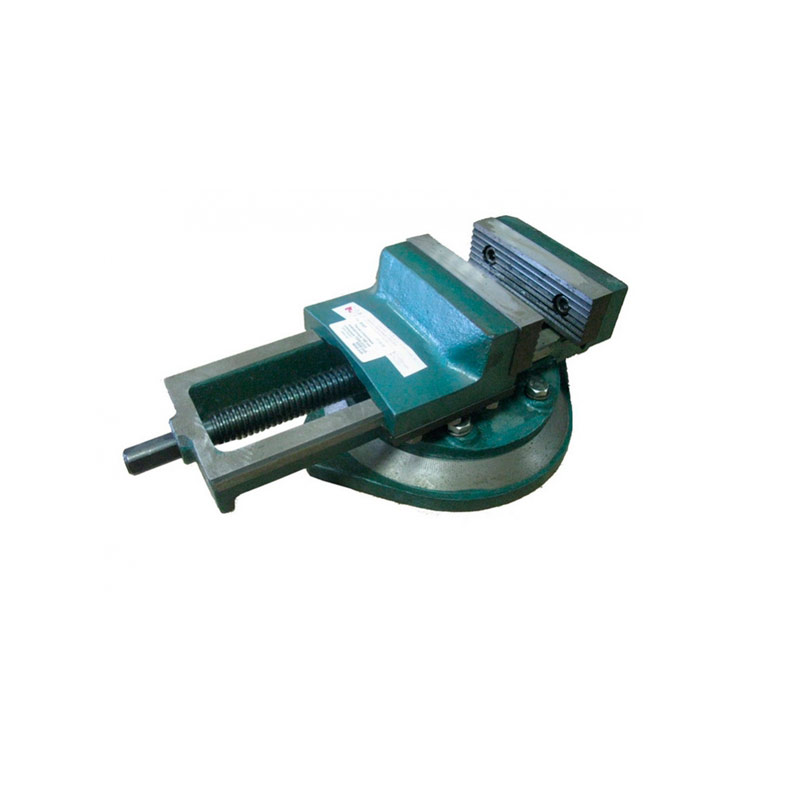
Поворотные тиски
Они имеют такую конструкцию, которая обеспечивает вращение прибора. Основание корпуса надежно и жестко фиксируется к рабочему столу. Неповоротная губка оснащена поворотной частью и соединяется с основанием посредством направляющего винта, имеющего рукоятку, что позволяет поворачивать тиски вокруг оси (вертикальной или горизонтальной) на угол 60-360 градусов. Таким образом, тиски можно повернуть в каждый угол рабочего стола.
Неповоротные или стационарные
Данный вид имеет неповоротное основание, которое фиксируется на верстаке болтами. Такие тиски можно использовать только в одном положении. Для изменения положения обрабатываемого изделия следует сначала разжать губки, изменить вручную положение заготовки, а затем вновь ее зафиксировать.



Их используют для обработки мелких заготовок, когда деталь невозможно держать рукой, или для выполнения работ и одновременным удержанием тисков одной рукой. При необходимости обработки изделия 2 руками, ручные тиски дополнительно фиксируются параллельными моделями.
Стуловые модели
Такие тиски применяют для выполнения трудоемкой работы с применением ударной силы (например, клепки). Они устанавливаются на краю рабочего стола, а свое название получили благодаря фиксирующему элементу, похожему на стул.
Их конструктивной особенностью является двойная фиксация неподвижной губки. К горизонтальной поверхности губка фиксируется посредством лапки (специальной платины). Ее нижняя часть крепится к ножке верстака. Такой метод крепления отличается высокой устойчивостью к мощным ударам сбоку.
Другой особенностью является иное направление перемещения подвижной губки: оно происходит по дуге, а не по прямой траектории. Конструкция дает возможность работать с изделиями сложной конфигурации.
Трубные тиски
Детали круглой формы невозможно обработать в обычных слесарных тисках. Для этого существуют трубные модели. Данные тиски имеют губки с вогнутой формой, что позволяет надежно фиксировать трубки или круглые заготовки.
В зависимости от типа крепления, кроме стационарных, существуют еще переносные модели, фиксирующиеся к поверхности присосками или при помощи струбцин. Преимущества этих видов фиксации заключается в возможности использования без постоянного рабочего места.
Существуют также и быстрозажимные виды инструмента. Их особенностью является наличие быстрозажимного механизма, который сокращает длительность установки и обеспечивает удобство во время работы. Чтобы установить губки в нужное положение или, наоборот, их разомкнуть, не требуется вручную вращать зажимное устройство, а следует только нажать на спусковой курок.
Профессиональные модели слесарных тисков могут отличаться более крупными габаритами, наличием наковальни большого размера, упорного подшипника на винте, который упрощает зажим детали, регулировочных винтов для устранения зазора.
Как выбрать тиски

При выборе тисков учитывается сфера их применения и размеры заготовок, которые планируется в них устанавливать.
Слесарные – предполагают повышенное усилие зажима при обработке деталей, поэтому предпочтительны жесткие модели из стали, а не из порошкового металла.
- Ходовой винт с треугольной метрической резьбой быстро изнашивается, а усилия зажима недостаточно для обработки габаритных заготовок.
- Вес конструкции косвенно характеризует его прочность.
- Для обработки деталей в вертикальном положении выбираются модернизированные слесарные тиски. Их основание вращается на 360°. Чаще оснащены увеличенной наковальней.
- Для круглых заготовок предпочтительны модели, корпус которых оснащен призмами. Эти тиски чаще применяются с ползунком.
Столярные – обращайте внимание на диаметр шнека и равномерность выравнивания стержней. Предполагается параллельное движение при вкручивании. Если инструмент идет неравномерно, риск повреждения заготовок увеличивается
Дополнительно осматриваются накладки зажимов, при выборе проверяются на куске пластика
Если инструмент идет неравномерно, риск повреждения заготовок увеличивается. Дополнительно осматриваются накладки зажимов, при выборе проверяются на куске пластика
Важно, чтобы не оставалось следов и вмятин на поверхности. В моделях с верстаком или станиной визуально проверяется ровность плоскости
Для этого нужно встать таким образом, чтобы ближайший угол станины оказался на уровне глаз – изъяны становятся заметными, когда плоскость выглядит как струна. Фронтальные тиски доступны лишь с винтовым механизмом и направляющим стержнем
Стоит продумать, удобно ли это для текущих эксплуатационных нужд.

Станочные – выбираются для обработки материалов повышенной жесткости, поэтому в приоритете находится функциональность.
- Губки для фиксации заготовки меньшей высоты, чем в других типах.
- По сравнению со слесарными тисками конструкция является более жесткой.
- Инструмент крепит деталь под конкретным углом и поддерживает поворачивание вокруг вертикальной оси.
При выборе учитывается материал, из которого изготовлен инструмент. Предпочтительны модели из закаленной стали.
Если подобный вариант не укладывается в бюджет, старайтесь выбрать устройство со стальными подвижными деталями, так как они подвержены наибольшему износу.
Важна антикоррозийная обработка инструмента – покрытие чаще всего наносится на резьбовые детали, но встречается и цельное.

Двойные станочные – поддерживают одновременную обработку нескольких деталей, но для постоянной бытовой эксплуатации неудобны.
Синусные – используются при сложной обработке деталей. Они поддерживают уклон крепления детали в нескольких взаимноперпендикулярных плоскостях.
Ручные – при выборе стоит проверить параллельность губок, качество схождения и размер зазора.
- Люфт рукоятки – признак инструмента, с которым будут сложности.
- Ширина рабочего зазора в открытом состоянии – параметр, определяющий, войдет ли заготовка в инструмент. Зазор в ручных моделях, как правило, небольшой, поэтому стоит тщательно примерять габариты.
- Проверьте, оставляют ли зубцы вмятины на мягком металле. В таком случае предпочтителен инструмент с меньшей высотой резьбы зажимов.
Поворотная основа фиксации инструмента удобна в работе, но снижает жесткость конструкции. Механизм поворота – самое слабое звено инструмента, поэтому такая функциональность выбирается только в случаях, когда без нее работа невозможна.
При выборе стоит определить величину угла, который чаще требуется во время работ. Доступны вариации с минимальным углом поворота и модели, вращающиеся на 180 или 360 градусов.
Статичные модели надежнее, но подбор точки крепления затрудняется параметрами верстака. С нестандартными заготовками чаще используются дополнительные устройства для фиксации: наживление с помощью болтов или захват струбциной.
Разновидности инструментов
Существуют различные типы тисков, которые предназначены для решения разнообразных задач. В конструкциях имеются особенности, которые нужно учитывать при выборе.
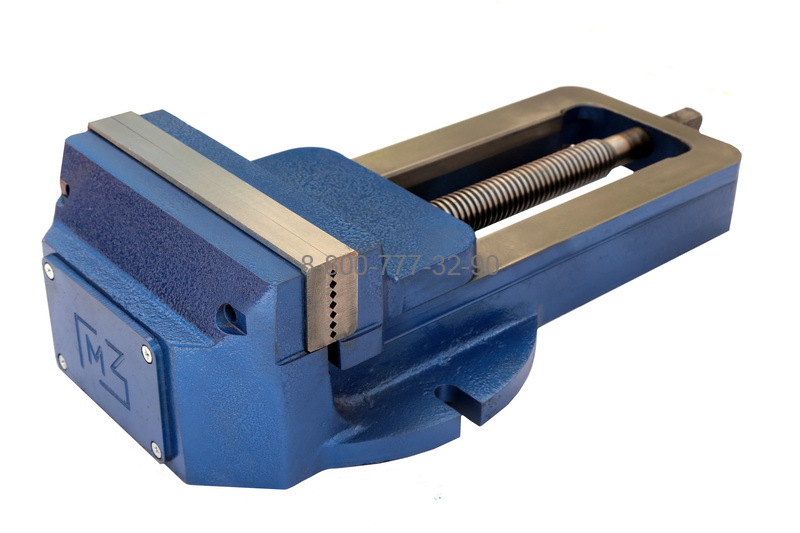
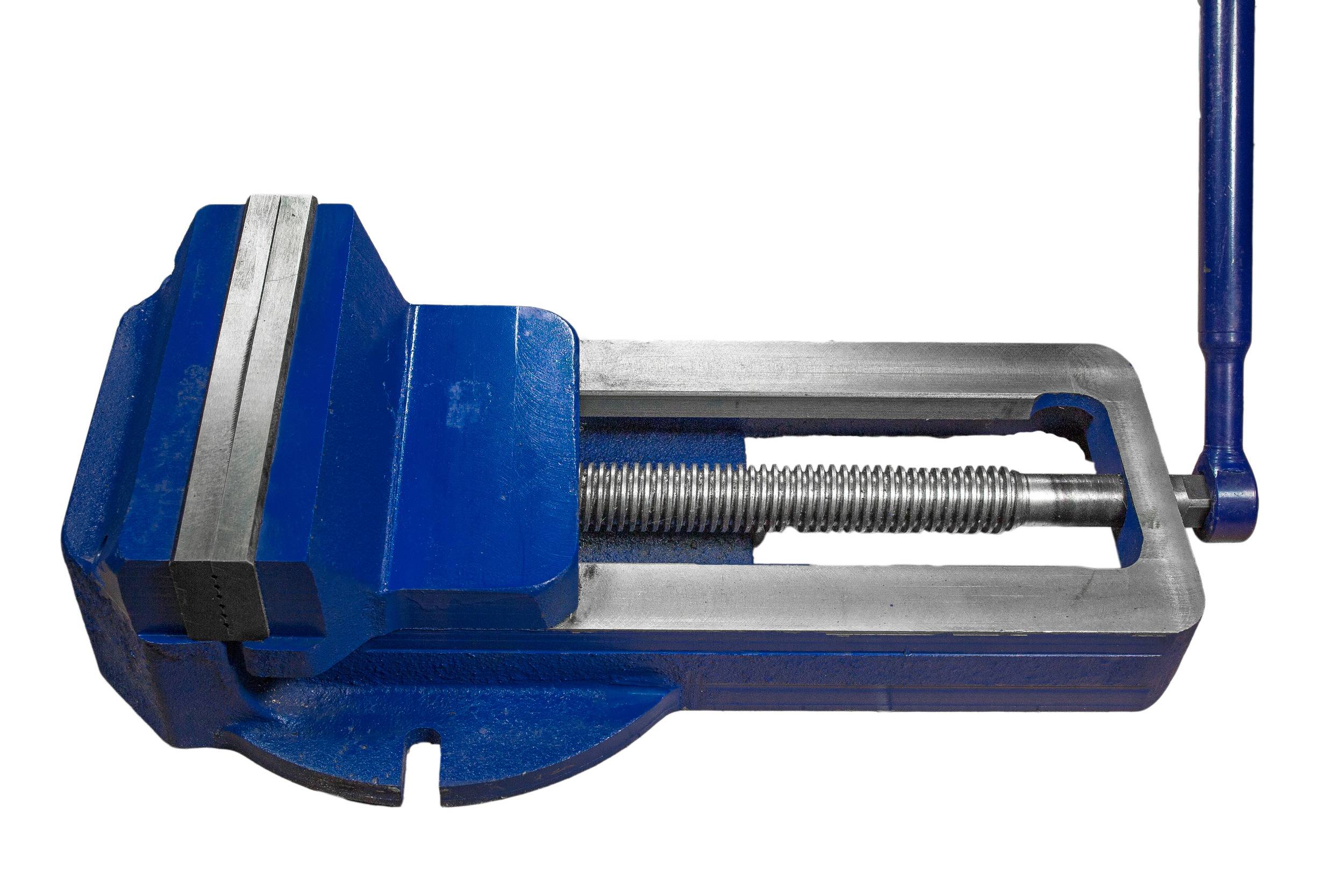
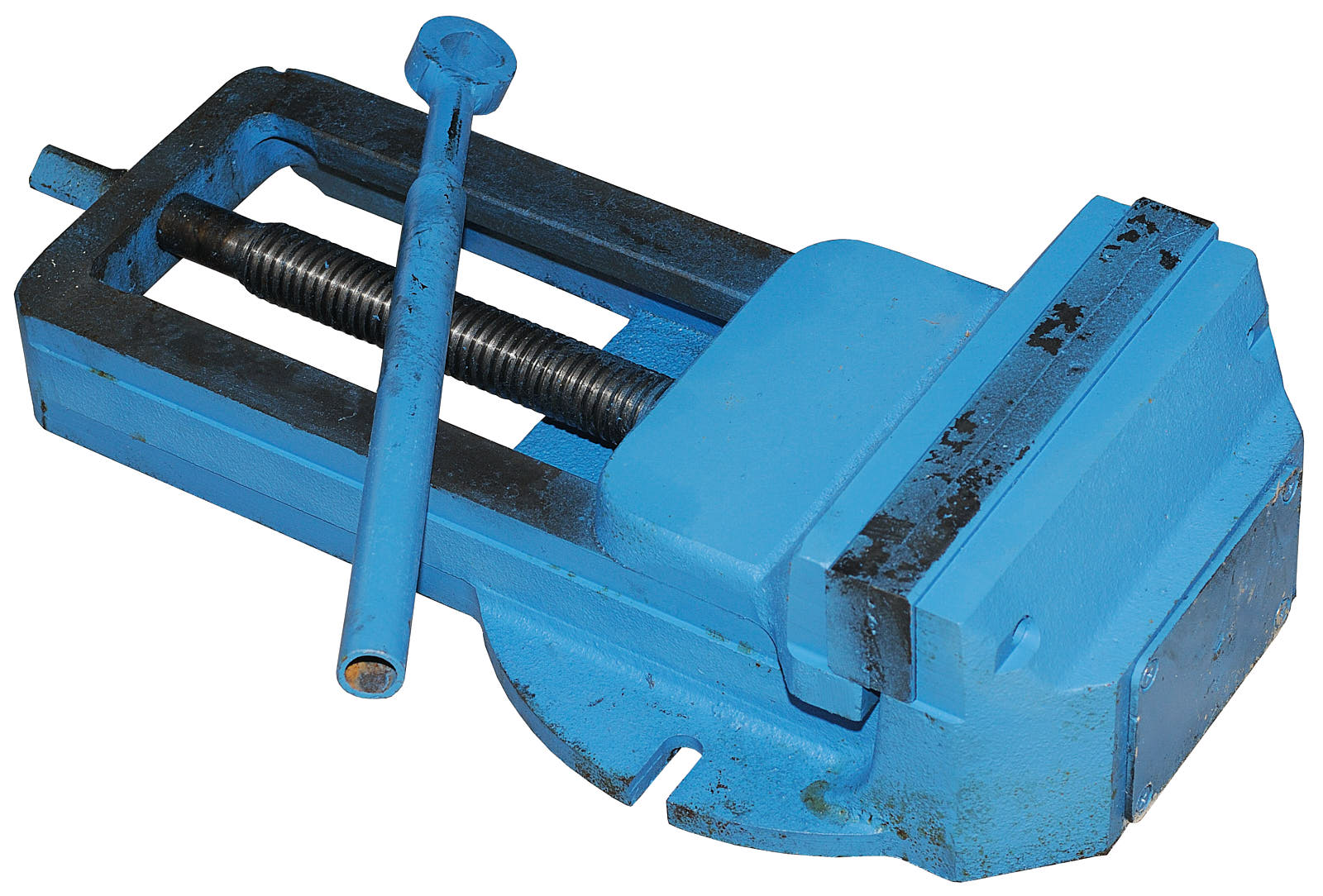
Винтовые модели
Они используют прижимной винт который проходит через всю толщину инструмента. Он полностью покрыт резьбой, которая имеет трапециевидное сечение. Фиксация происходит при помощи винта, расположенного с внешней стороны инструмента. Прижим осуществляется при его вращении по часовой стрелке.
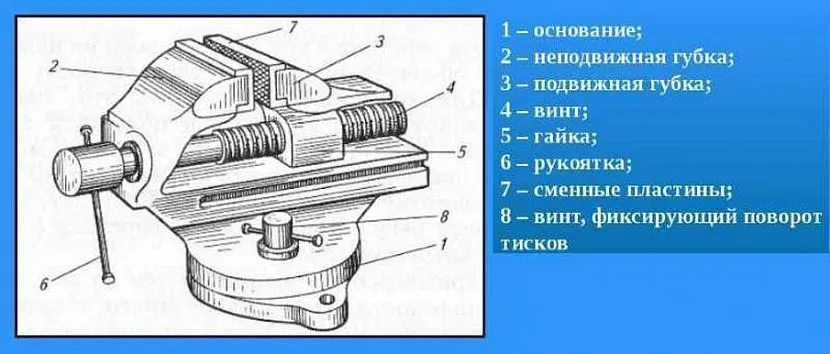 Схема устройства тисковИсточник moiinstrumentu.ru
Схема устройства тисковИсточник moiinstrumentu.ru
Быстрозажимные тиски
В отличие от винтовых моделей подвижная губка не посажена жёстко на винт. Она может немного смещаться в поперечном направлении по желанию мастера. Эта деталь подпружинена и обычно надёжно прижимается винтом. При сдвиге она может свободно перемещаться вдоль винта.
Таким образом удобно перемещать подвижную губку на сравнительно большое расстояние. Это свойство будет полезна, если нужно быстро открыть тиски, чтобы поместить туда относительно объёмную деталь.
Быстроразъёмные
В таком инструменте подвижная губка легко перемещается вдоль оси. При этом зажим осуществляется при помощи специальных рычажков. Преимуществом такой конструкции является возможность быстрой подготовки к работе.
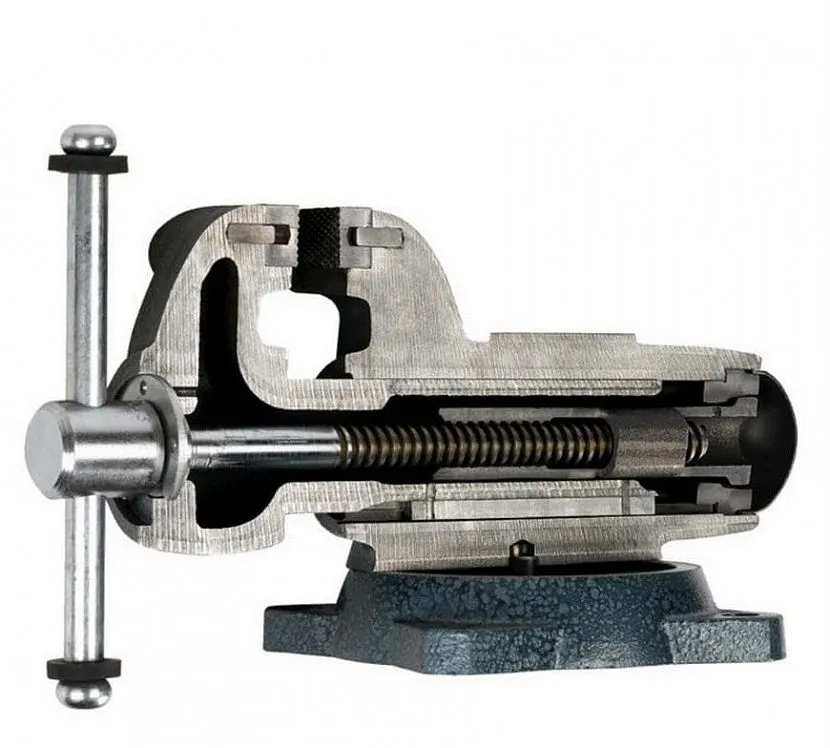 Изображение ттисков в разрезеИсточник moiinstrumentu.ru
Изображение ттисков в разрезеИсточник moiinstrumentu.ru
Эксцентриковые тиски
Они представляют собой поворотный механизм, прижатие которого регулируется при помощи выведенной рукоятки. Когда происходит фиксация детали, осуществляется надёжный прижим.
Пневматические модели
По устройству они напоминают инструмент стандартной конструкции. Дополнительно с противоположной от винта стороны прикреплено пневматическое силовое устройство. Давление воздуха обеспечивает нужную силу зажима, достигая её в течение 2-3 секунд.
Гидравлические тиски
К ним подведён гидравлический механизм, который может быть встроенным или подключаемым. Такие тиски обычно применяются на производственных предприятиях. Применение гидравлики экономит силы мастера и позволяет ускорить выполнение работы.
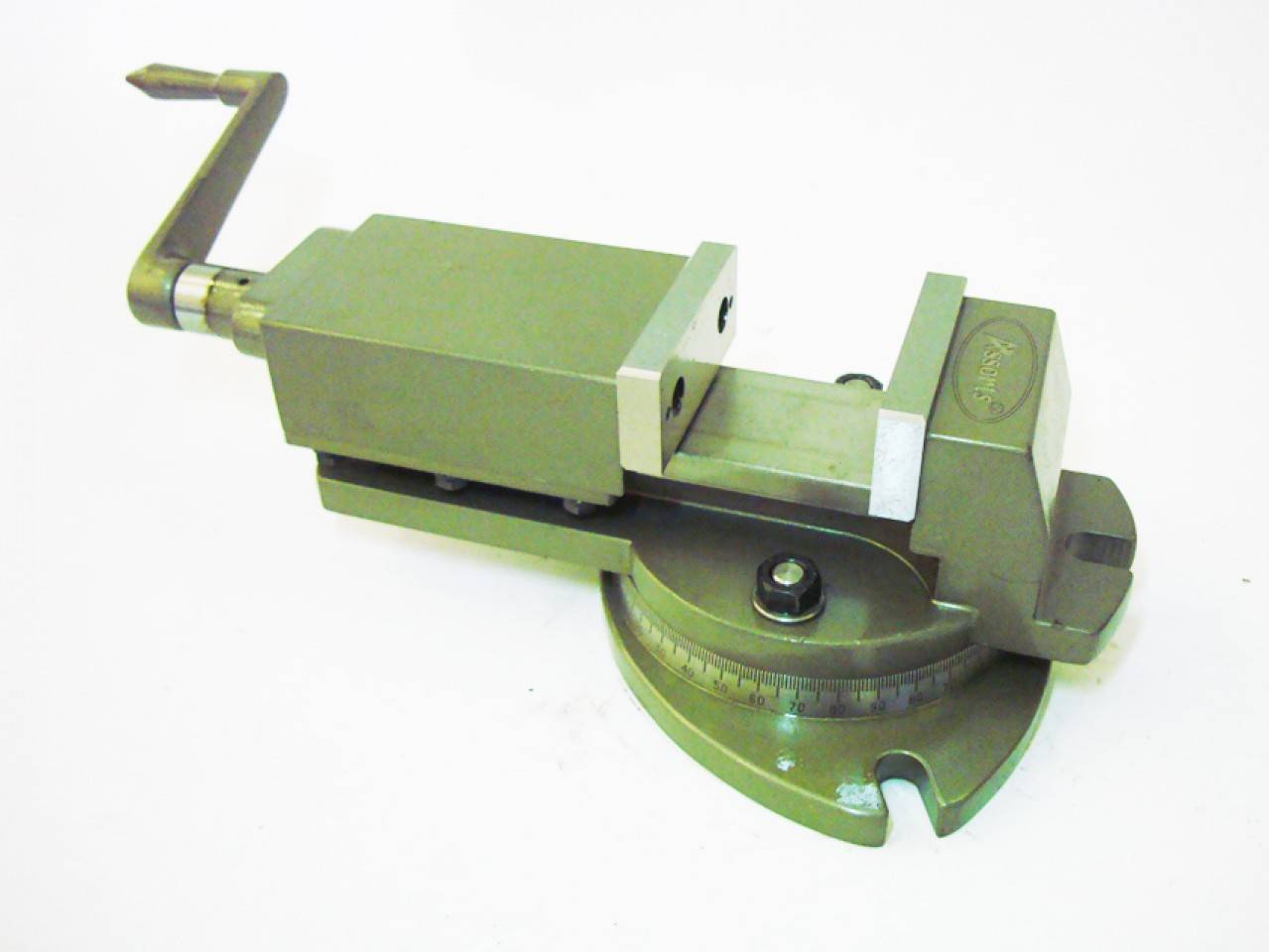
 Тиски должны быть практически в каждой мастерскойИсточник moiinstrumentu.ru
Тиски должны быть практически в каждой мастерскойИсточник moiinstrumentu.ru
Технические требования
5.1. Характеристики







5.1.1.
Тиски должны изготавливаться в соответствии с требованиями настоящего стандарта
по рабочим чертежам, утвержденным в установленном порядке, следующих классов
точности:
Н – нормальной
точности;
П – повышенной
точности;
В – высокой
точности.
5.1.2.
Гидравлические и пневматические приводы должны быть прочными и выдерживать
давление Р = 1,5Рном, где Рном –
номинальное давление, устанавливаемое в конструкторской документации на тиски
конкретного типа.
Утечка рабочей
жидкости в гидроприводе не допускается.
Падение
давления в пневмоприводе не должно превышать 0,1 МПа в течение 1 мин.
5.1.3. Основные
и корпусные детали тисков следует изготавливать из следующих марок металла:
а) корпусные
детали – из чугуна по качественным показателям не ниже, чем у марки СЧ20 по ГОСТ 1412; или из
стали с пределом прочности sв не менее 500 МПа и
твердостью направляющих не менее 36,5 … 41,5 HRCэ;
б) ходовые
винты – из стали марки 45 по ГОСТ
1050;
в) гайки
ходовых винтов – из чугуна марки СЧ30 по ГОСТ 1412 или
бронзы Бр05Ц5С5 по ГОСТ 613;
г) накладные
губки – из сталей по ГОСТ
4543 с пределом прочности не менее 500 МПа и термической обработкой до
твердости не менее 52 HRCэ.
Допускается
замена материалов на другие, по механическим свойствам sв не уступающие указанным.
(Поправка).
5.1.4.
Подвижные части тисков должны перемещаться без рывков и заеданий.
5.1.5.
На рабочих поверхностях тисков не должно быть трещин, коррозии, раковин,
вмятин, заусенцев и других поверхностных дефектов.
5.1.6. Параметр
шероховатости Ra базовых поверхностей тисков должен быть не более
1,25 мкм по ГОСТ 2789 –
для класса точности Н; не более 0,8 мкм – для классов точности П и В.
5.1.7.
Допустимые отклонения основных параметров тисков должны быть указаны в
конструкторской документации на тиски конкретных типов.
5.1.8.
Неуказанные предельные отклонения размеров: Н14, h14, .
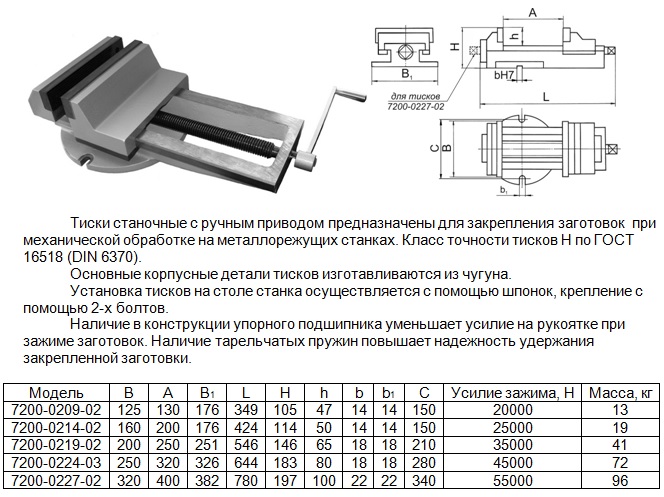
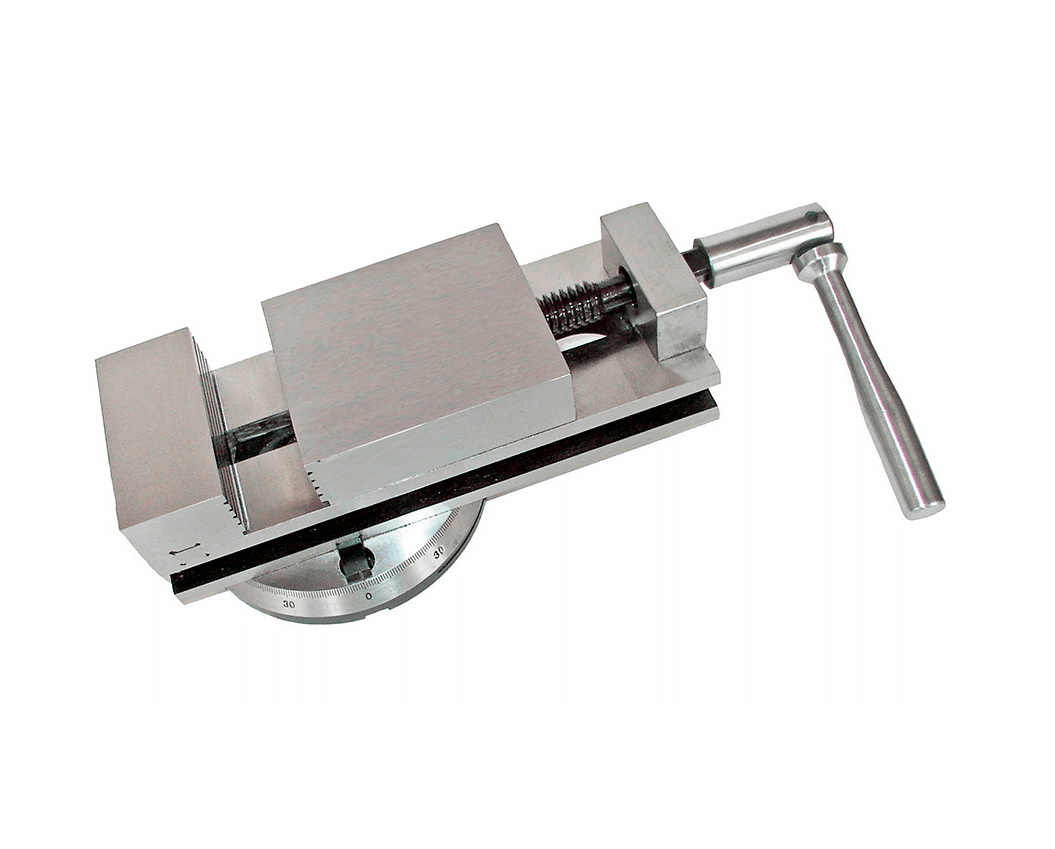
5.1.9. Цена
деления круговой шкалы в поворотных тисках с шириной губок 63 – 100 мм – не
более 2° и в тисках с шириной губок 125 – 400 мм – не более 1°.
Точность
расположения делений на поверхности круговой шкалы должна быть не ниже 15‘.
5.1.10.
Цифры на круговой шкале и на указателе делений поворотных тисков должны быть
четкими.
Качество
поверхности поворотной шкалы должно исключать появление бликов, затрудняющих
отсчет показаний.
5.1.11.
Установленный срок службы тисков до капитального ремонта – не менее 6 лет.
5.1.12.
Установленный ресурс по точности тисков – не менее 12 мес.
5.1.13.
Критерием отказа механизированных тисков является уменьшение установленного значения
усилия зажима губок на 20 %.
5.1.14.
Критерием предельного состояния является потеря установленной точности по 7.5 – 7.12.
5.1.15.
Тиски должны удовлетворять требованиям безопасности по ГОСТ 12.2.029.
5.2. Комплектность
5.2.1. В
комплект тисков входят:
– рукоятка – 1
шт.;
– шпонка по ГОСТ 14737 – 2 шт.;
– винт по ГОСТ
1491 – 2 шт.;
– паспорт на
тиски – 1 экз.
5.2.2. По
заказу потребителя тиски комплектуют:
– накладными
губками специального профиля (призматическими и фасонными) с различными видами
рифлений;
– тарельчатыми
пружинами, манжетами и (или) уплотнительными кольцами для гидравлического или
пневматического приводов.
По согласованию
с изготовителем тиски комплектуют винтовой парой (винт-гайка).
5.3. Маркировка
5.3.1. На тиски
следует наносить маркировку, содержащую следующие данные:
– обозначение
тисков;
– товарный знак
предприятия-изготовителя;
– заводской
номер;
– год выпуска.
5.3.2. Требования
к транспортной маркировке – по ГОСТ 14192.


5.4. Упаковка
5.4.1.
Эксплуатационная документация, отправляемая с тисками, должна соответствовать ГОСТ
2.601.
5.4.2. В
эксплуатационных документах должны быть указаны дата консервации и срок
хранения без переконсервации.
Консервация
тисков – по II группе изделий ГОСТ
9.014.
5.4.3. Тиски
должны быть упакованы в деревянные ящики по ГОСТ
2991 или по ГОСТ
10198 или в контейнеры, выстланные внутри водонепроницаемой бумагой по ГОСТ
8828 или по ГОСТ
515.
Упаковка должна
исключать возможность перемещения тисков и комплектов к ним.
При поставках
тисков на экспорт ящики должны соответствовать требованиям ГОСТ
24634.
Тиски,
отправляемые в районы Крайнего Севера и приравненные к ним местности, должны
быть упакованы по ГОСТ
15846.
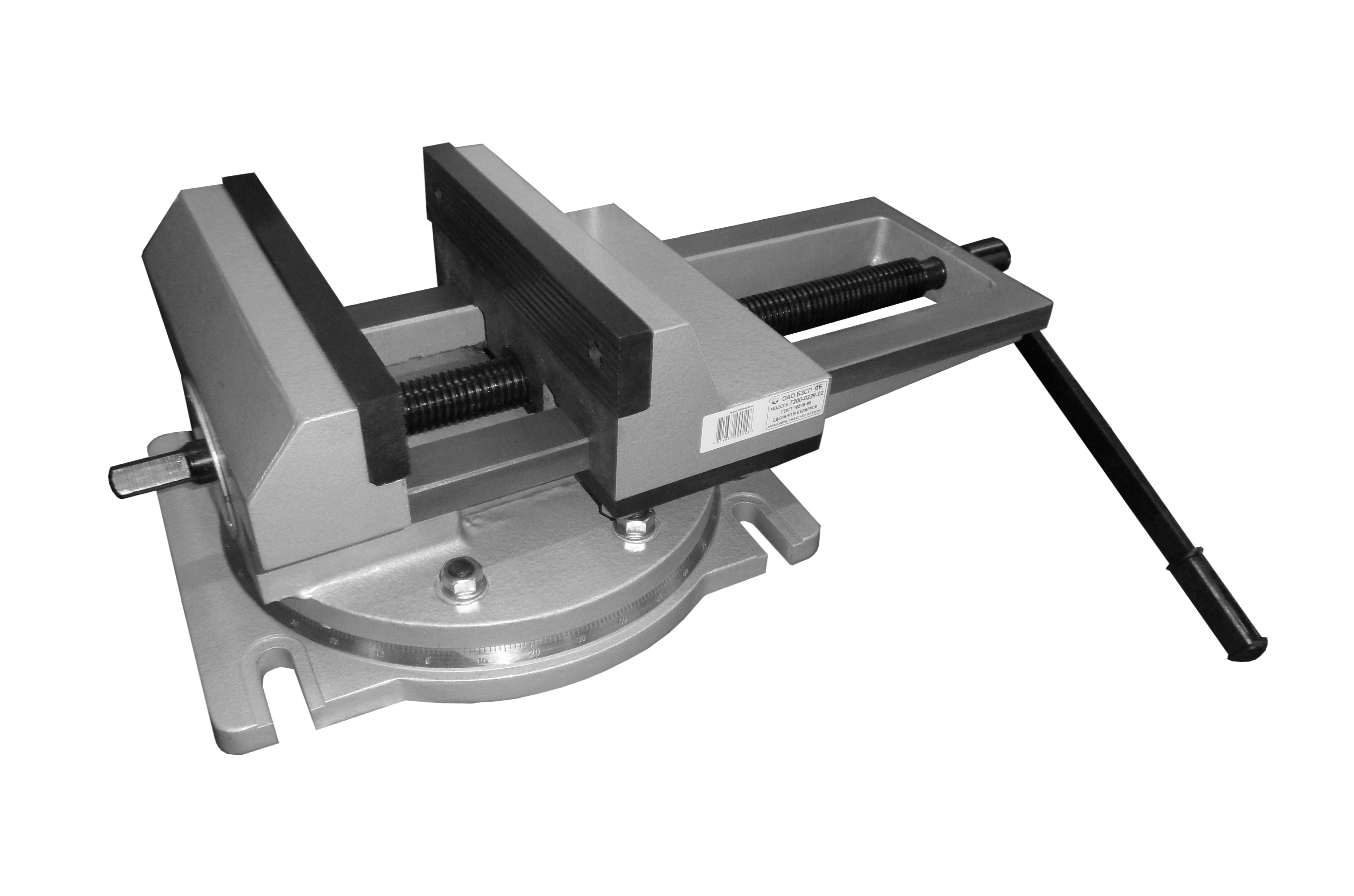
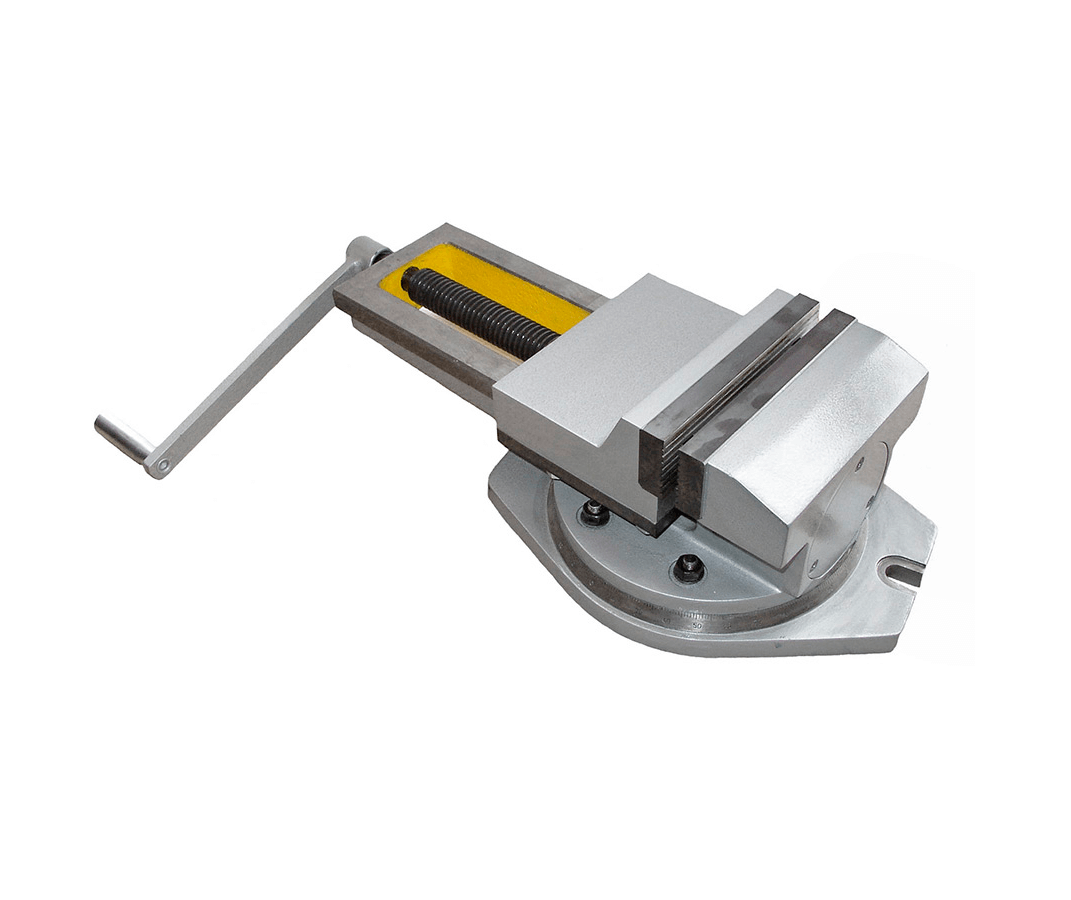
Разновидности и назначение
Главными составляющими тисков являются две губки, которые находятся напротив друг друга. Одна губка плотно закреплена, а вторая перемещается, тем самым зажимая деталь. Фрезерные тиски применяются для перемещения детали лицевой стороной к мастеру, для создания детали в форме круга или для перемещения заготовки на 90 градусов. Их используют как в частных небольших мастерских (например, для изготовления фурнитуры), так и на крупном промышленном производстве для изготовления сложных деталей. По функционалу фрезерные тиски можно разделить на поворотные и неповоротные.
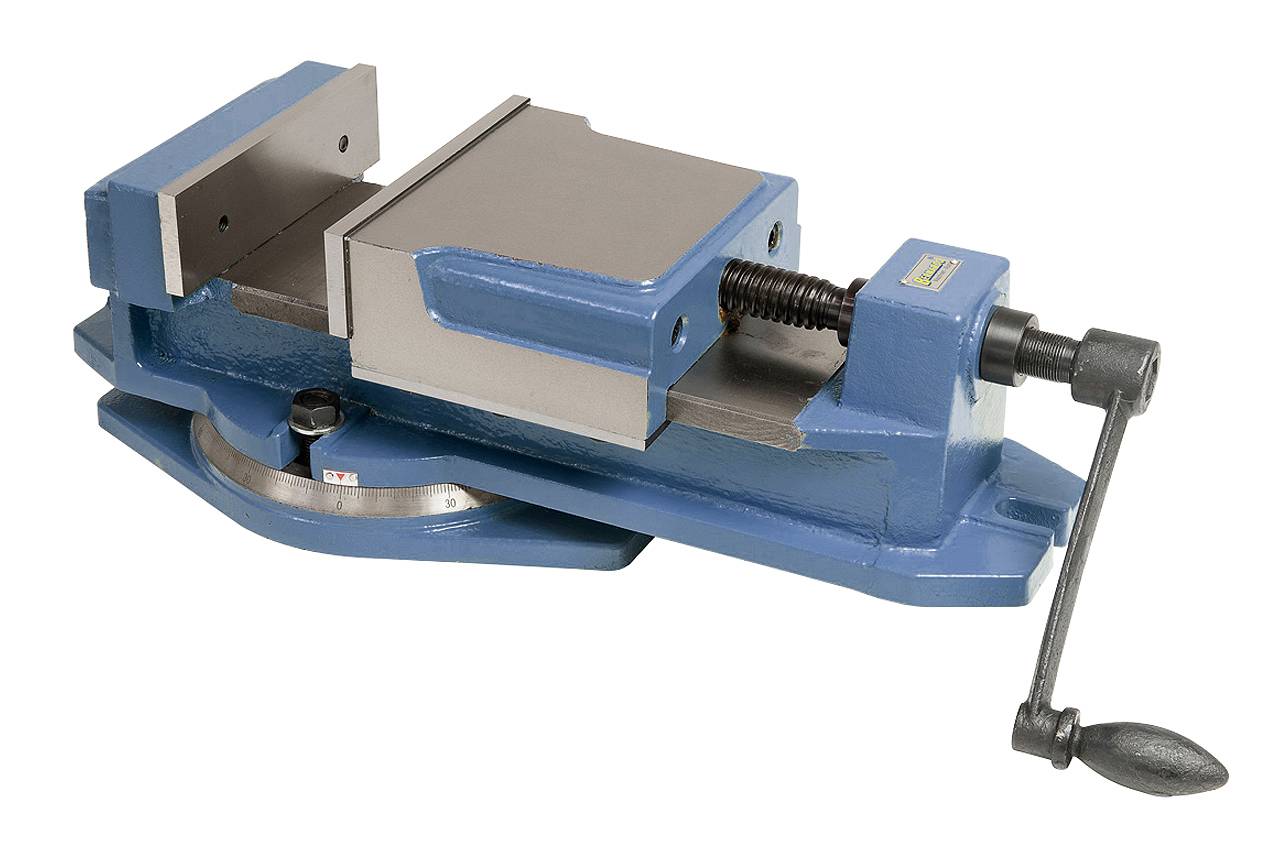
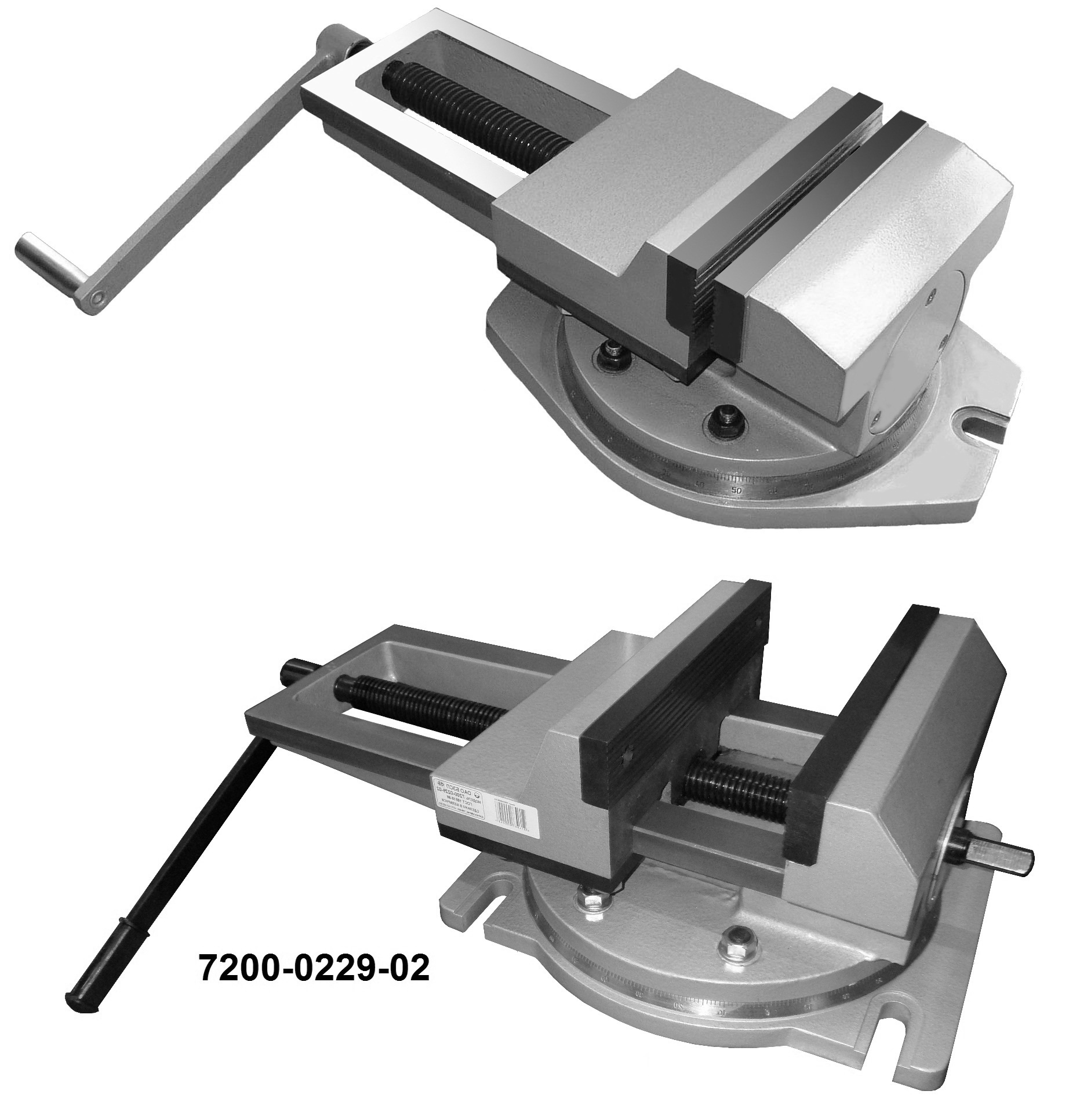
Поворотные
Такие станочные тиски наиболее популярны. Они позволяют менять угол наклона детали во время ее обработки, тем самым избавляя от необходимости закрепления заготовки в новом положении. Однако, здесь есть и свои недостатки. Большая подвижность детали неблагоприятно отражается на ее фиксации. Но этот недостаток, как правило, компенсируется другими параметрами, к примеру, снижением оборотов.
Важно! Фрезерные поворотные тиски в небольших мастерских используются в основном для изготовления небольших изделий, например, мебельной фурнитуры или ключей. В крупных производственных цехах такие устройства используют для изготовления деталей двигателей или других изделий, которые имеют сложную форму
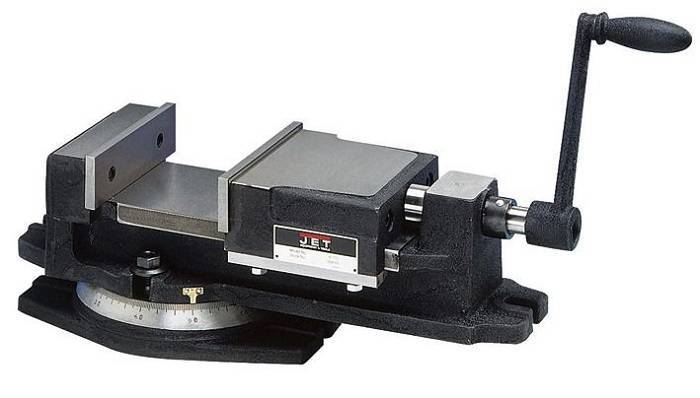
Поворотные тиски могут быть ручными, пневматическими и гидравлическими. Основанием ручных поворотных тисков служит ротационный диск, с помощью которого осуществляется поворот тисков вместе с зажатым в них материалом. На таком диске закреплены с помощью болтов ручные тиски. Расстояние между губками тисков регулируется вручную. Такие тиски используют в основном в небольших мастерских и для обработки хрупких предметов. Они имеют невысокую стоимость и очень практичны.
В основании пневматических тисков также находится ротационный диск. Тиски, прикрепленные на него, состоят из двух пластин и рельсы. К подвижной пластине тисков одним концом прикреплена герметическая трубка. Второй конец трубки соединен с насосом, который может быть электрическим или ручным. Сила зажима тисков регулируется именно насосом, который подает по трубке сжатый воздух.
Гидравлические тиски повторяют принцип действия пневматических, затем лишь исключением, что вместо воздуха по трубке подается жидкость. Как правило, используют воду, но для усиления сжатия используют более вязкие жидкости. Гидравлические тиски являются наиболее популярной разновидностью, их чаще используют в производстве.
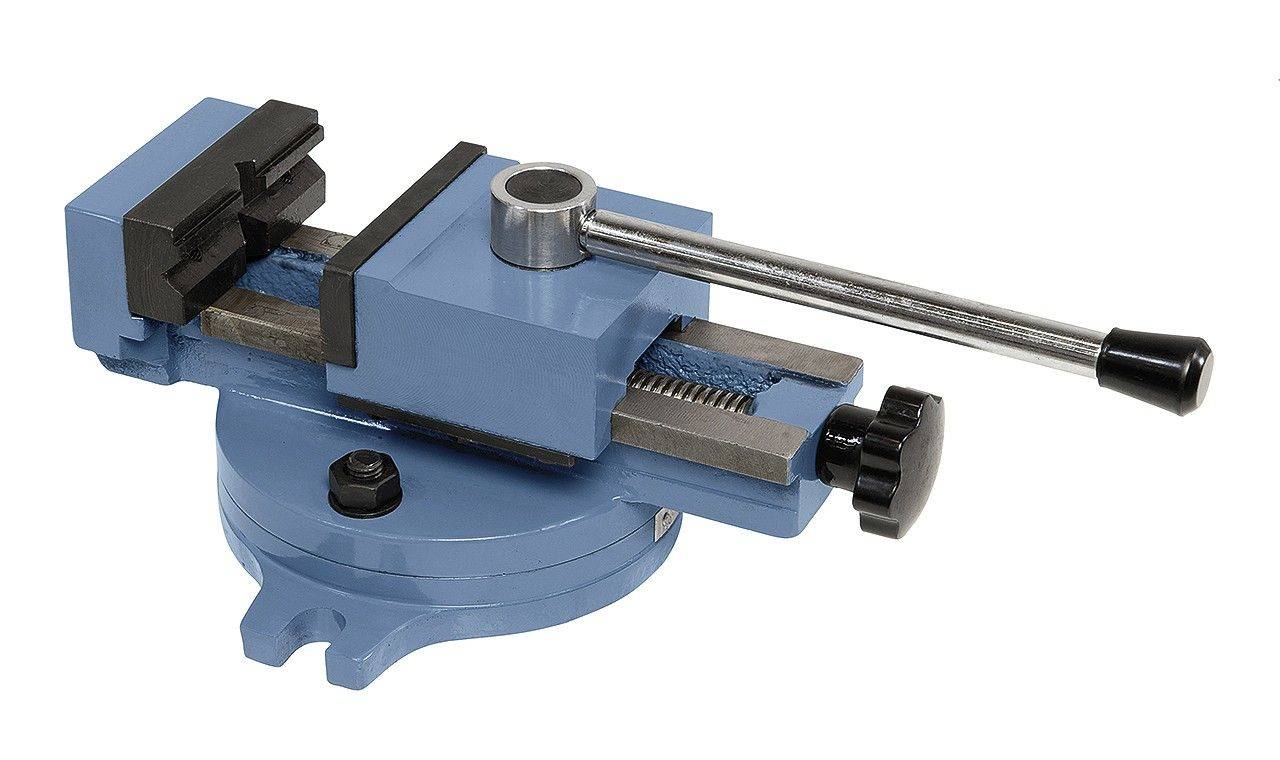
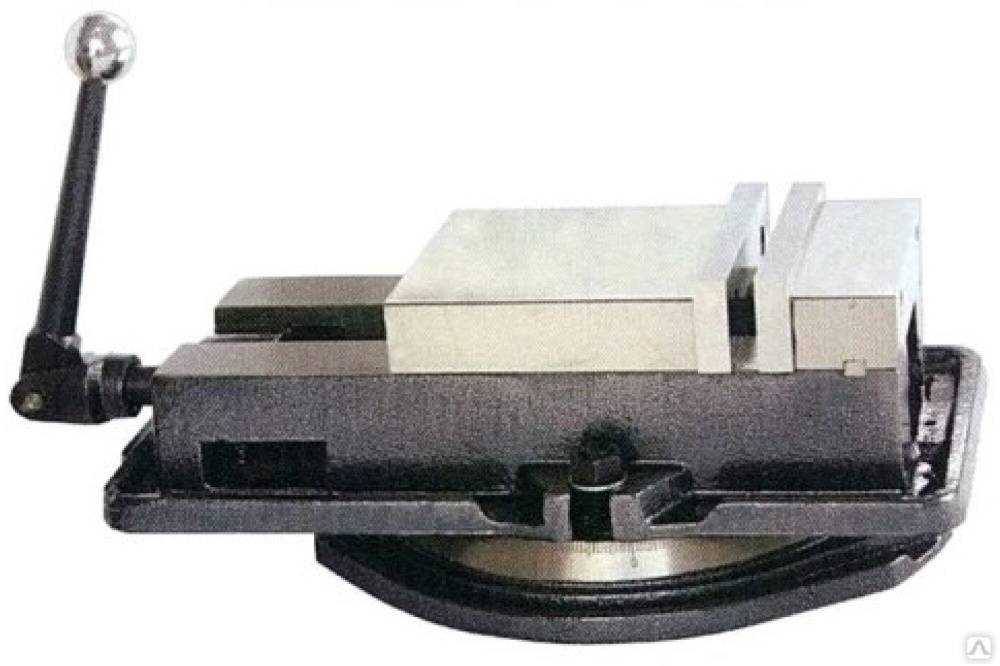
Неповоротные
Неповоротные фрезерные тиски, судя по своему названию, не имеют поворотного механизма
Но несмотря на то, что они лишены такой важной функции, неповоротные тиски являются достойным конкурентом для поворотных. Все дело в том, что неповоротные тиски стоят намного дешевле, чем поворотные, поэтому пользуются хорошим спросом
Неповоротные тиски также бывают ручными, с пневматическим и гидравлическим приводом
Неповоротные тиски также бывают ручными, с пневматическим и гидравлическим приводом.

Проблемы
Экземпляры из чугуна менее прочны по сравнению с изделиями из стали. Остальные неудобства связаны с индивидуальными особенностями каждого типа.
Минусы слесарных тисков
- Чаще всего имеют люфт.
- Требуется выравнивание губок, которое не всегда возможно без использования профессионального инструмента.
- Быстрый износ стопорных шайб предполагает их регулярную замену.
- Длинномерные детали сложно зажать поперек губок.
Минусы стуловых тисков
- Непрочность крепления инструмента на верстаке и захвата.
- Захват узких предметов при зажиме возможен только верхними частями губок, а широких – нижними. Это происходит, потому что их рабочие поверхности параллельны друг другу не во всех положениях.
- Зажимы врезаются в деталь, оставляя на ней вмятины.
- Винт с открытой нарезкой загрязняется и склонен к быстрому износу.
Минусы станочных тисков
- Ориентированы на подъем деталей за счет перекоса губки по вертикали, поэтому при неровной укладке на заготовке остаются следы тисков.
- Для нивелирования перекоса под основание подвижной губки приходится подсовывать фольгу или применять тиски, захватывая детали только верхним краем.
Минусы ручных тисков
- Малая ширина и разбег губок не позволяют обрабатывать крупные элементы.
- Корректный зажим предусмотрен только для мягких металлов, но зубцы, которыми оснащается большинство ручных моделей, оставляют на нем вмятины.
- Не подходят для работы под углом без дополнительных приспособлений.
- Невозможно зажать габаритную деталь в нужном положении.
Минусы столярных тисков
- Не годятся для обработки деталей с повышенной жесткостью.
- Чаще применимы лишь в качестве бытового подручного инструмента.
- Модели без верстаков непопулярны из-за пониженной жесткости захвата.
- Вариации с верстаками чаще идут в расширенной комплектации, требовательны к пространству и освещению.





