

Выбор инструмента для глубокого отверстия
В первую очередь инструмент для глубокого резания должен соответствовать агрегату, на котором вы собираетесь производить операции резания. Хвостовик должен соответствовать патрону станка или автомата. Причем сверла для глубокого сверления должны обязательно устанавливаться на специально предназначенные для этих операций агрегаты.
Если при обработке нужно жестко исключить отклонение оси при сохранении высокой точности, лучше использовать цельное твердосплавное ружейное сверло.
Если обрабатываемый материал при обработке распускается на длинную стружку, следует применять инструмент со стружечными канавками с высокой чистотой поверхности. При работе с алюминиевыми сплавами используйте инструмент с одним лезвием и заточкой режущей кромки под 180 градусов.
В остальном следует выбирать инструмент в зависимости от длины и диаметра необходимого отверстия.
Оборудование для сверления глубоких отверстий
К данной группе оборудования предъявляют жесткие специфичные требования:
- они должны обладать возможностью быстрой сменой и установкой заготовок;
- удаление стружки должен выполняться без остановок;
- должны иметь эффективную возможность охлаждения и очистки СОЖ;
- должны быть безопасными для персонала.
Станки для глубокого сверления подразделяются на несколько типов, которые рассмотрим ниже.
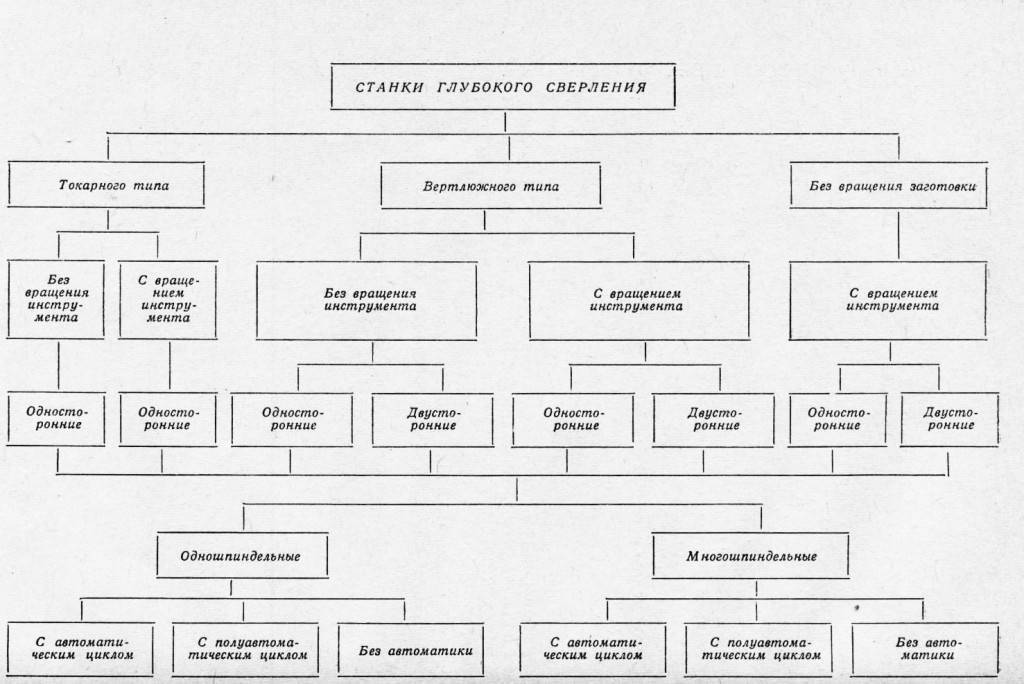
Классификация станков для глубокого сверления
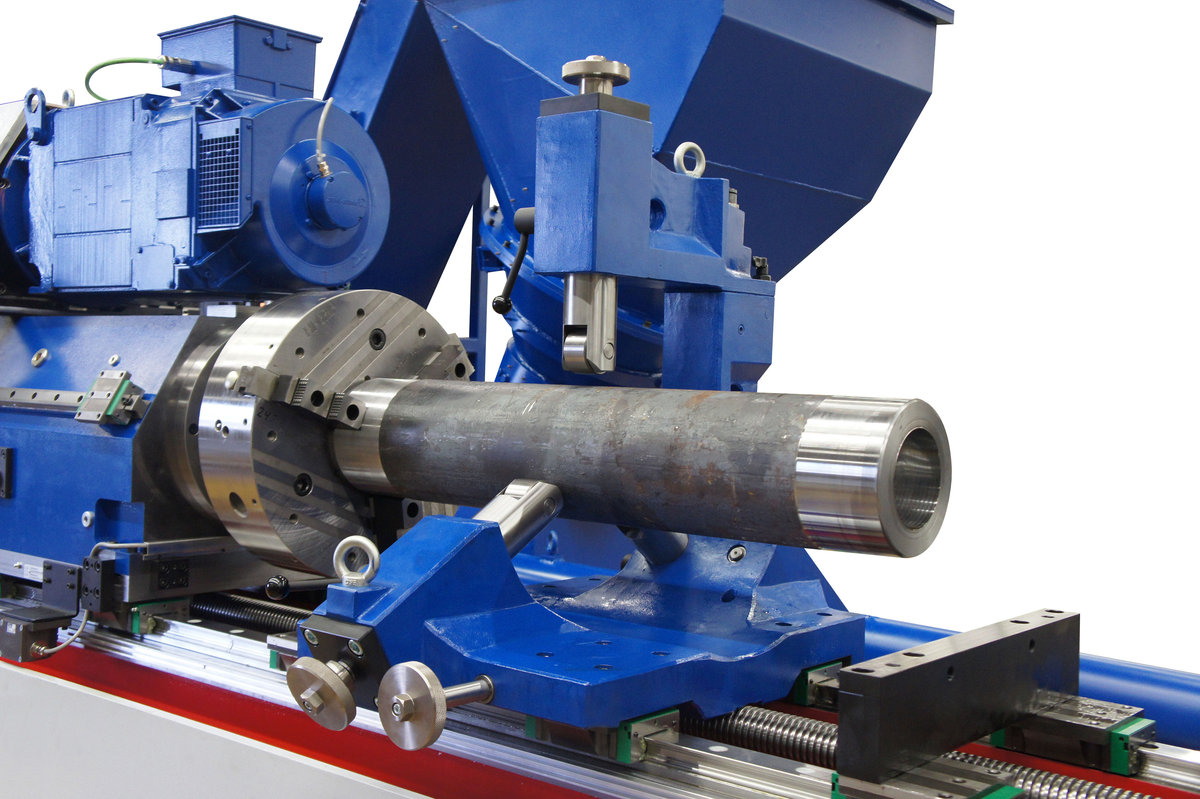
Первый тип – токарные. Позволяют обрабатывать тела вращения, предварительно обработанные на другом оборудовании. По конструктивному исполнению передней бабки сходны с классическими токарными станками.
Заготовка закрепляется в патрон, установленный на шпинделе, который предает ей быстрое вращение. Противоположный конец детали устанавливает в люнет (центрирующую опору), если стружка отводится снаружи, поддерживается маслоприемником – специальным устройством, предназначенным для подвода СОЖ в зону резания, а также выполняющего еще ряд функций, если происходит внутренний отвод стружки. Стебель со сверлом устанавливаются в стеблевой бабке или стойке суппорта. По компактности уступают только станкам вертлюжного типа.
На станках вертлюжного типа один конец заготовки закрепляется внутри полого шпинделя, обладающим низкими скоростями вращения. У вертлюжных станков одновременно вращаются заготовка и режущий инструмент. Они занимают меньше всего места в цехе, т.е. являются компактными. По потреблению электроэнергии занимают среднее положении относительно токарных станков и станков без вращения заготовки.
Основные узлы сходны с узлами токарных станков. В некоторых моделях, шпиндель имеет 2 патрона для установки деталей.Станки этого типа применяют для сверления глубоких отверстий в заготовках чувствительных к высоким частотам вращения: имеющих эксцентриситет – ось отверстия смещена относительно основной оси, а также детали имеющие дисбаланс или большой вес.
Двухстороннее сверление целесообразно использовать только при производстве большого количества деталей, т.е. массово, при очень длинных отверстиях без предъявления высоких требованиях к точности отверстия, сверлении труднообрабатываемых материалов или двух соосных глухих отверстий.
Чтобы обработать два и более параллельных отверстия применяются станки без вращения заготовок. Сверление может осуществлять стеблевая бабка, которая перемещается относительно неподвижной заготовки, либо деталь устанавливается на стол, который имеет возможность продольного перемещения. По потреблению электроэнергии станки являются самыми экономичными. Недостаток данного типа оборудования – плохое качество сверления.
По степени автоматизации станки можно классифицировать на три группы:
- автоматы;
- полуавтоматы – являются самыми распространенными;
- ручные.
Описание группы
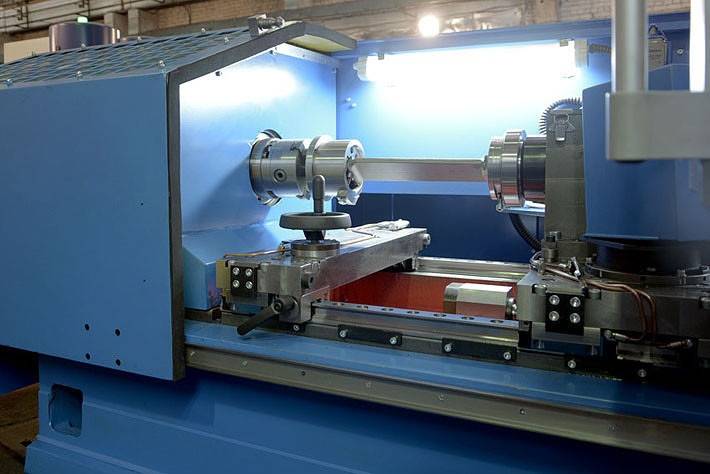
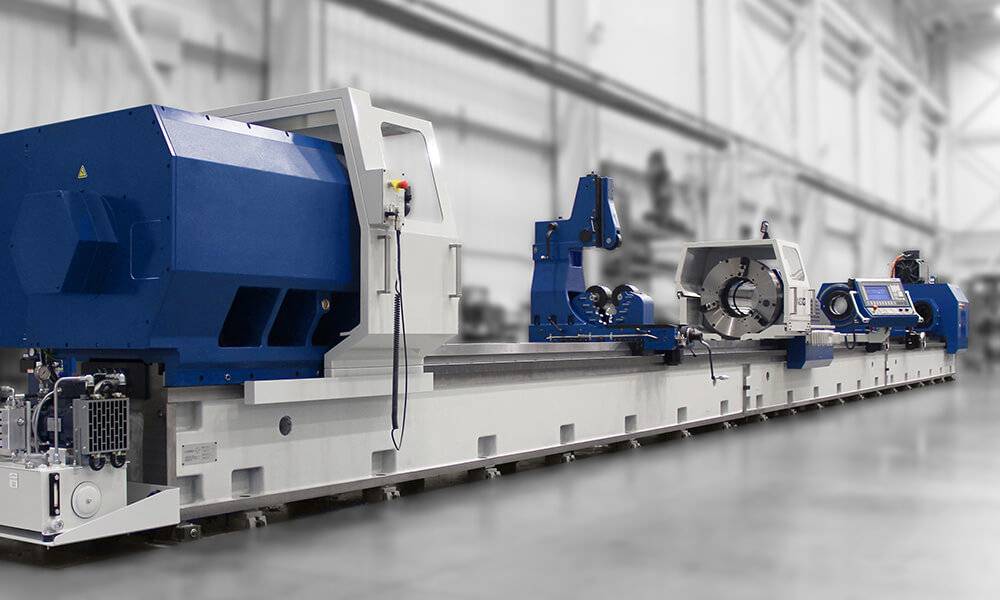
Станки для глубокого сверления и растачивания
Станки для обработки глубоких отверстий производства “ Рязанский станкостроительный завод” отвечают этим требованиям.
Исходя из разнообразных практических задач, были разработаны специальные станки различных типоразмеров и в различных конструктивных исполнениях.
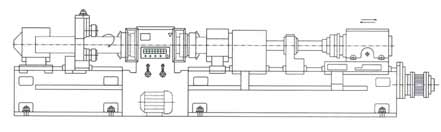
Могут применяться следующие формы: Конструктивная форма №1 (станок токарного исполнения):
Базирование вращающегося изделия в патроне бабки изделия и роликовых люнетах. Стебель с установленным инструментом крепится в стеблевой бабке. Обработка отверстий происходит не вращающимся инструментом.

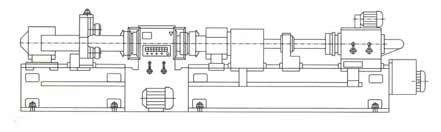
Конструктивная форма №2 (Станок токарного исполнения):
Базирование вращающегося изделия в патроне бабки изделия и роликовых люнетах. В зависимости от технологических потребностей обработка может производиться при вращающемся изделии как не вращающимся, так и вращающимся инструментом.

Конструктивная форма №3 (Станок вертлюжного исполнения):
Базирование вращающегося изделия в патронах бабки изделия и роликовых люнетах. Торцы полых заготовок легкодоступны для измерений, смены инструмента; работы методом “вытяжного растачивания”. Обработка происходит не вращающимся инструментом.
Конструктивная форма №4 (Станок вертлюжного исполнения):
Базирование вращающегося изделия в патронах бабки изделия и роликовых люнетах. Обработка может производится при вращающемся изделии как не вращающимся так и вращающимся инструментом.
Конструктивная форма №5 (Станок корпусного исполнения):
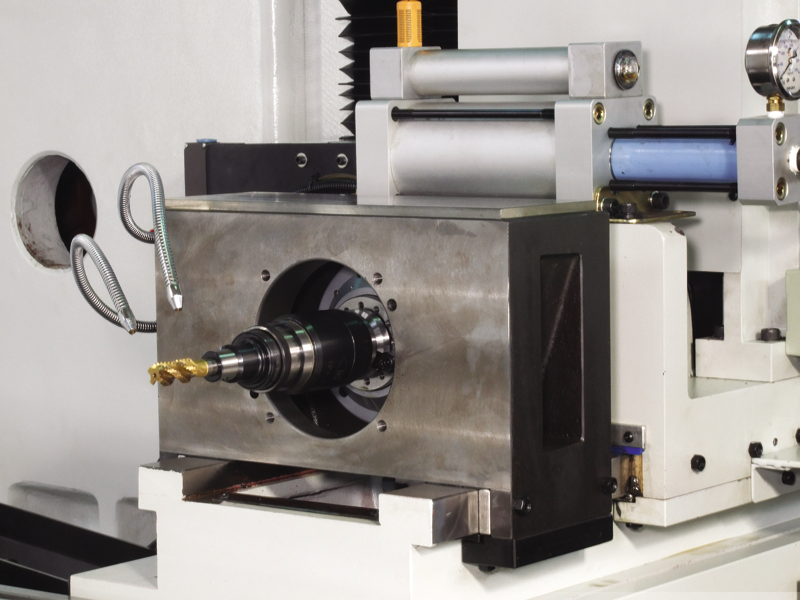
Базирование не вращающегося изделия в приспособлениях. Обработка отверстий происходит вращающимся инструментом.







Эффективные способы обработки для достижения высокого качества.
бработка глубоких отверстий с высокой точностью и качеством поверхности считается трудной технологической операцией. Используются специальные методы обработки, удовлетворяющие высоким требованиям, предъявляемым к качеству обработки, и позволяющие значительно сократить технологическое время.
Методы обработки:
| Сверление в сплошном материале: Отличается тем, что весь высверленный материал удаляется в виде стружки. Диаметр сверления 40 … 125 мм. | |
Кольцевое сверление: | |
Растачивание:Черновое и чистовое растачивание применяется для обработки предварительно отлитых или просверленных отверстий. Обеспечиваются требования по расположению оси отверстия, ее прямолинейности, точности диаметральных размеров и шероховатости поверхности. | черновое растачивание чистовое растачивание |
Вытяжное растачивание: | |
Раскатывание: |
Высококачественное сверление возможно только при беспрерывном отводе стружки из зоны резания. Кроме того, температура при резании оказывает существенное влияние на срок службы инструментов. Оба фактора требуют высокопроизводительную установку СОЖ с объемным баком и мощной насосной установкой.
При сверлении станок работает с внешним подводом охлаждающей жидкости и внутренним отводом стружки, СОЖ подается между борштангой и стенкой изделия к лезвию инструмента. Удаление смеси из СОЖ и стружки осуществляется через внутреннюю полость штанги. Таким образом, исключается контакт между обрабатываемой поверхностью и стружкой, что способствует получению более качественной поверхности:
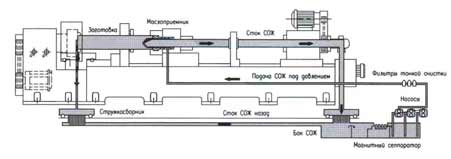
При растачивании широко применяется способ с наружным отводом стружки, для чего используется отверстие в заготовке, полученное на предыдущих операциях. СОЖ вместе со стружкой отводится в стружкоприемник. Через стружкоприемник СОЖ возвращается в общий резервуар и, таким образом, цикл заканчивается:

Письменную заявку на покупку станка можно оставить на сайте в разделе Вопросы и Ответы
Купить станки для глубокого сверления и растачивания, расточные станки производства Рязанского Станкостроительного Завода можно только у официальных представителей РСЗ. Контактная информация на страницах:
«Продажа»
«Контакты»
Устройство сверлильных станков
Сверлильные станки применяются как в промышленных, так и в бытовых целях. Однако различия между ними не существенны. Поэтому целесообразнее рассмотреть из чего состоит бытовой сверлильный станок, так как он обладает меньшими габаритами по сравнению со своим промышленным родственником.
Можно выделить следующие обязательные компоненты:
- Массивное основание, на которую крепится вертикальная стойка;
- Вертикальная стойка со сверлильной головкой
- Сверлильная головка, состоящая из шпиндельного узла и электродвигателя с ременной передачей;
- Шпиндельная бабка, на которой находится патрон
Станки глубокого сверления
Станки для глубокого сверления (Италия)
Станки для сверления отверстий на глубину 5 и более диаметров отверстия (Германия)
Предназначены для глубокого сверления отверстий небольших диаметров
Станок глубокого сверления, рассверливания, рассверливания с протягиванием на обратном ходу, изготовления внутренних профилей по методу БТА с внешним охлаждением, а также обтачивания и раскатывания отверстий большого диаметра
Отличное решение для глубокого сверления, фрезерования, резьбонарезания.
Сверла, инструменты, оснастка для глубокого сверления и заточные станки
Станок для глубокого сверления I.M.S.A MF800/1000C (Италия)
Станок для глубокого сверления I.M.S.A MF1000AF (Италия)
Станок для глубокого сверления I.M.S.A MF 1000/2F (Италия)
Станок для глубокого сверления I.M.S.A MF 1200 BB, BBL, BBLL (Италия)









Станок для глубокого сверления I.M.S.A MF 1450 BB (Италия)
Станок для глубокого сверления I.M.S.A MF 1500 BB/1500 BB-6P/2000 BB (Италия)
Осуществляем продажу токарных станков глубокого сверления различных видов. Компания «ПитерМаш» имеет длительный опыт реализации изделий отечественного и зарубежного производства. Предлагаем выгодные условия сотрудничества.
Оборудование применяется во многих видах машиностроения, при создании приборов, морских судов, автомобилей, тракторов и т. д. Станки имеют особую ценность в этих отраслях.
Каждый станок глубокого сверления в обязательном порядке оснащается несложной системой для охлаждения.
Виды сверления на токарных станках
Условно, существует три вида процесса сверления отверстий на токарном станке по степени вмешательства человека:
- Ручное. Этот способ предусматривает подачу режущего инструмента в зону резания с помощью маховика задней бабки, приводимого в движение мускульной силой человека.
- Механическое. При этом способе обработки отверстий подача сверла осуществляется с помощью механической подачи, поступающей от каретки суппорта к задней бабке через специальное устройство. Не все токарные станки имеют такие устройства и, соответственно, возможность осуществлять механическое сверление.
- С помощью ЧПУ. Полная автоматизация обработки изделий возможна на станках с ЧПУ. На токарном станке с ЧПУ можно совершать обработку отверстий различными способами и инструментами без вмешательства человека.
Технологии глубокого сверления
Технология ELB:

Однорезцовое сверление (ELB) применяется для получения отверстия с внутренним диаметром от 0,7 до 40 мм. Смазочно-охлаждающая жидкость (СОЖ — KSS) подается внутрисистемно. Выведение KSS-шлама (стружечной смеси) производится по продольному желобку на внешней стороне инструмента.
- Стальные втулки для зажима инструмента
- Стальная труба
- Твердосплавная головка с резцом
Технология STS/BTA: 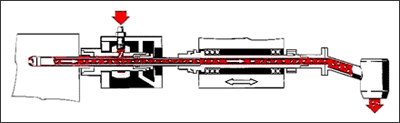
BTA: Эта технология предназначена для глубокого сверления с внешней подачей смазочно-охлаждающей жидкости и применяется при сверлении отверстий до 400 мм в диаметре. Этот способ называют также однотрубным или STS (Single Tube System) сверлением.
Смазочно-охлаждающая жидкость подается снаружи в пространство между сверлом и стенкой обрабатываемого материала. Шлам отводится внутрисистемно через отверстие в трубке.
Эжекторная технология: 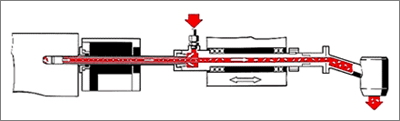
Эжекторная технология глубокого сверления применяется при сверлении отверстий от 18 до 250 мм в диаметре. Смазочно-охлаждающая жидкость подается в пространство между сверлом и внутренней трубой (двутрубный способ). Смазочно-охлаждающая жидкость поступает со стороны сверлильной головки, омывает её и отводится вместе со шламом во внутреннюю трубку.
Пресс для обжима буртов бандажей, усилие до 800 кН модели ПБ 7730М, предназначен для обжима буртов бандажей колес и колесных пар тепловозов, электровозов и вагонов железнодорожного транспорта
По Техническому Заданию заказчика прессы для обжима буртов бандажей модели ПБ, могут быть изготовлены в различной комплектации и усилия обжима, при этом могут измениться габаритные размеры и масса пресса.
Компания ПитерМаш поздравляет с наступающим Новым годом и Рождеством наших партнёров и заказчиков!
Подводя итоги уходящего года мы с удовлетворением отмечаем положительный рост в плане расширения сферы деятельности и присутствия компании на рынке. Мы испытываем чувство гордости за возможность работы с нашими уважаемыми Заказчиками, совместно решая интересные и непростые производственные технологические задачи.
Сервисной службой компании ПитерМаш произведены работы четырёх единиц токарных станков.
Комплектация станков включала дополнительные устройства для сверления и фрезерования,системы автоматического измерения инструмента и привязки деталей. Помимо стандартных работ по запуску оборудования, проведен инструктаж персонала по работе и обслуживанию станков.
Заказчик: Акционерное общество специализируется на производстве коммунального оборудования, Вологодская область
От всей души поздравляем всех машиностроителей с профессиональным праздником!
Экономика страны немыслима без машиностроения – важнейшей отрасли обрабатывающей промышленности.
Желаем всем работникам машиностроения свершений во всех начинаниях, смелых идей, новых изобретений, а также здоровья и исполнения желаний!
Компания ПитерМаш осуществила поставку радиально-сверлильного станка 2А554 Заказчик: Предприятие в сфере изготовления пресс-форм для вулканизации изделий шинного производства, пресс-форм для изделий из пластмасс, штамповой оснастки, различных видов инструмента г. Ярославль
Источник
Лучший сверлильный станок по бетону

KS-350 – обновленная и модернизированная модель сверлильной машины по бетону. Относится к классу профессионального оборудования.








Характеристики:
- мощность – 330 Вт;
- скорость работы сверла – 100-650 об/мин;
- масса – 34 кг;
- размеры − 105*38*25 мм.

Плюсы:
- диаметр проделываемых отверстий – 5-35 см;
- электронная и механическая защита электродвигателя;
- трехскоростной редуктор;
- плавная регулировка скорости сверления;
- корректировка угла наклона станины;
- уровень;
- редуктор каретки двухсторонний;
- базовая плита фиксируется анкерами или вакуумом;
- подача хода роликового характера.

Минусы:
- подобная модель собирается по заказу потребителя;
- оператор и слесарь должны обладать определенными знаниями и опытом;
- комплектующие, расходные материалы только под заказ;
- сравнительно большая стоимость;
- издает шум и вибрации при работе.
Классификация сверлильных станков
Сверлильное оборудование подразделяется на:
- Вертикально-сверлильные – отлично подходят для использования в маленькой мастерской или гараже;
- Одношпиндельные полуавтоматы – сверление производится в автоматическим режиме, всё остальное выполняется оператором;
- Многошпиндельные полуавтоматы – имеется возможность обрабатывать несколько отверстий из-за наличия нескольких шпинделей;
- Координатно-расточные – необходимы для создания отверстий со строгим соблюдением необходимых параметров;
- Радиально-сверлильные – отверстия могут обрабатываться в любом месте детали благодаря возможности перемещения шпинделя относительно заготовки;
- Расточные – обработка отверстий может происходить без дополнительной оснастки и разметки
- Алмазно-расточные – предназначены для тонкого растачивания отверстий с минимальным допуском на цилиндричность (3-5 мкм);
- Горизонтально-сверлильные и центровые – используют для создания глубоких отверстий;
- Разные сверлильные – станки специального назначения для конкретных целей.





