

Холодная и горячая листовая штамповка
Получение деталей из листового металла может быть выполнено в холодном или горячем виде.
Холодная штамповка
Применение холодной обработки давлением считают наиболее эффективным способом обработки листового металла. Применение такого способа выполняют в тех случаях, когда нет необходимости в дальнейшей механической обработке, например, резанием. Такой метод получения деталей применяют чаще всего при изготовлении автомобильных деталей, элементов конструкции авиационной техники и ряда других.
Использование метода холодной обработки металла давлением позволяет осуществить существенную экономию листового металла, разумеется, при грамотном раскрое листа и правильно изготовленной штамповой оснастки. Наибольшую эффективность штамповка показывает в крупносерийном и массовом производстве.
Такой способ показывает наибольшую эффективность при работе с такими сталями, как углеродистые и легированные. Кроме того, штамповкой получают детали из многих цветных металлов, например, медных или алюминиевых сплавов.
Холодная штамповка листового металла
Кроме листовых металлов, метод листовой штамповки допустимо использовать и при получении деталей из резины, картона и многих полимеров.
Кстати, такая обработка металла улучшает его прочностные параметры.
Горячая штамповка
Этот метод обработки листового металла применяют при производстве деталей котельных установок и некоторых деталей, используемых в корабельном деле. Для таких деталей применяют стальные листы толщиной в 3 – 4 мм.
Технологические операции применяемые в горячей штамповке во многом схожи с теми, которые применяют в холодной обработке листового металла. Инженеры, разрабатывающие технологии обработки листового металла должны учитывать то, что детали должны быть разогреты до определенной температуры. Соответственно должны быть учтены такие явления как утяжка листового металла, при выполнении отверстий, гибке и ряда других. Кроме того, при остывании деталей необходимо помнить и о возникающем короблении.
Все это приводит к тому, что изменяются размеры допусков, на размеры получаемых из металла деталей.
Резка
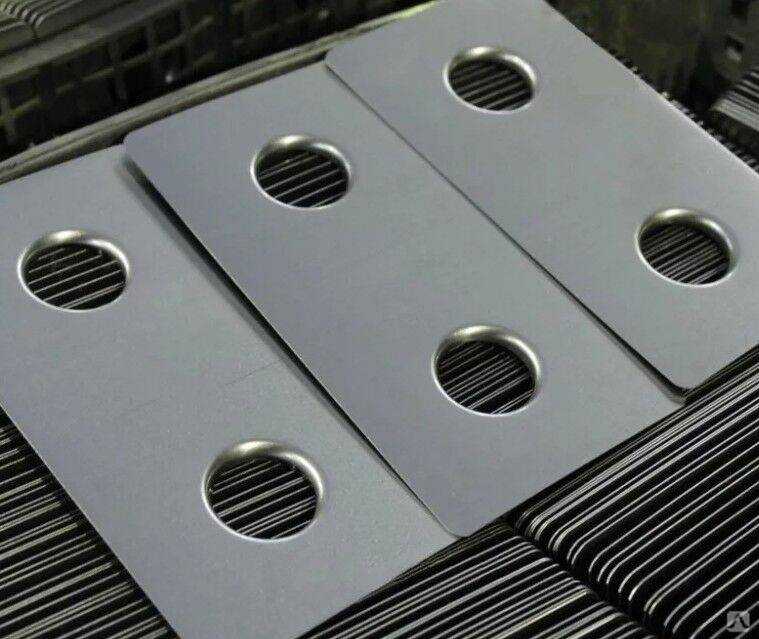
Операция, в ходе которой происходит отделение части листового металла, от тела будущей детали называют резкой. Эту операцию применяют для изготовления и готовых деталей, и при выполнении раскроя листового металла на полосы заданных размеров. При выполнении этой операции необходимо обеспечить максимальное количество готовых деталей, таким образом, количество отходов будет минимизировано.
Эффективность раскроя определяет коэффициент использования листа. Его рассчитывают как отношение площади полученных деталей к площади целого листа.
Для этой операции применяют разное оборудование, в том числе вибрационные, дисковые, гильотинные и другие виды прессового оборудования.
Так называют технологическую операцию по получении заготовки с замкнутым контуром.
Вырубка листового металла
Вытяжка
Операция в результате которой заготовку выполненную в плоском виде трансформируют в пространственную. Вытяжку используют при изготовлении деталей разной формы и цилиндрические, и конусные, и коробчатые.
Для вытяжки применяют штамповую оснастку, которая состоит из пуансона, который втягивает листовой металл в отверстие расположенное в матрице.
Эта операция позволяет получать из листовой заготовки детали с требуемой формой изгиба.
Гибка металла
Пробивка
Эту операцию применяют при необходимости получения отверстий определенной формы.
Координатная пробивка и ее недостатки
Рельефная формовка
Так называют операцию, которая позволяет изменять форму в каком-то определенном месте, но при этом сохраняется внешний контур детали.
Рельефная формовка листового металла
Виды штамповочных технологий
За время своего существования появилось немало методов штамповки. Массовое производство требует особого подхода, где на первое место ставится скорость и качество изготовления изделий. Ручная штамповка сейчас используется исключительно в частном порядке, для создания единичных экземпляров.
Прежде чем рассматривать способы обработки давлением, рассмотрим прочие виды штамповки:
- Магнитно-импульсная. Для изменения формы деталей используются кратковременные импульсы электрического тока.
- Изотермическая штамповка деталей. Используется для деформирования легированных и жаропрочных сортов стали. Особенность изотермического процесса заключается в том, что контактную форму нагревают до температуры деформации заготовки. В качестве рабочего оборудования используют гидравлические прессы.
- Штамповка взрывом. Разновидность импульсного способа. Активно используется в сфере производства летательных аппаратов. Принцип работы основан на передаче воздействия взрывной волны через воздух или воду. В результате заготовка деформируется, приобретая очертания используемой матрицы.
Технологический процесс, при котором изделие получают путем давления на расплавленный металл, называют жидкой штамповкой. Ввиду высокой стоимости матриц и пунсонов метод целесообразно использовать только в массовом производстве.
Листовая штамповка
Процесс обработки заготовок делят на две категории, которые отличаются рабочей температурой:
- Холодная штамповка. Данный метод считают наиболее эффективным. Его применяют для изготовления кузовных деталей транспорта. Грамотная разделка помогает рационально использовать основной материал. Наилучших показателей можно добиться, используя углеродистые и легированные стали, а также листовую медь и алюминий.
- Горячая штамповка. Как следует из названия, данный метод подразумевает предварительный нагрев заготовки. Для этого используют пламенные или электрические печи. Технологические операции данного метода абсолютно не отличаются от холодного способа производства. Единственный нюанс заключается в толщине листового металла: данный показатель не должен превышать 5 мм. С помощью данного метода производят элементы корпуса в судостроительной промышленности.
Объемная штамповка
Горячая штамповка характеризуется повышенной температурой, при которой протекает процесс. Степень нагрева зависит от используемых материалов. В отличие от штамповки жидкого металла агрегатное состояние заготовки остается неизменным.
Рассмотрим особенности каждого процесса.
Технология горячей объемной штамповки (ГОШ)
Горячую объемную деформацию деталей выполняют под воздействием температуры и давления на заготовку. Для получения необходимой формы материал нагревают и помещают в закрытые штампы. Между используемыми пресс-формами отсутствует зазор. Таким образом, готовое изделие формируется в закрытой полости, которая называется ручьем или гравюрой. Подход характеризуется низким процентом облоя, однако требует внимания на стадии заготовок.
Готовые изделия отличаются точностью размеров и качеством поверхности.
- Определяется тип штампа.
- Разрабатывается подробный чертеж.
- Технологи рассчитывают количество переходов от заготовки до готового изделия.
- Для каждого промежуточного этапа готовят индивидуальный чертеж.
- Подбирают пресс-формы для переходов.
- Определяют параметры и способ нагрева заготовки.
- Исходя из требований к детали определяют необходимые финишные процедуры.
По завершении разработки проекта экономисты рассчитывают себестоимость выполнения работ.









Метод холодной объемной штамповки
Основным недостатком технологии считают чрезмерные усилия, которые необходимо прилагать для получения готового изделия. По сравнению с ГОШ этот показатель выше в 10–15 раз. Высокие механические нагрузки негативно влияют на продолжительность эксплуатации штампов.
Прогрессивные способы штамповки листового металла
В силу того, что прогресс не стоит на месте, все чаще в производство внедряются инновационные технологии, что существенно упрощают процесс холодной штамповки листового металла. Среди них можно выделить такие, как:
- Штамповка резиной. Такой вид формирования подразумевает собой применение резины в качестве матрицы или пуансона. Зачастую ее используют, когда необходимо изготовить заготовки, что имеет толщину металла не более 2-х миллиметров.
- Штамповка жидкостью. В данном случае формирование происходит за счет, создаваемого давления жидкости. Его в основном применяют для производства деталей с вытянутыми полыми элементами.
- Штамповка взрывом. Этот способ подразумевает собой применение взрывчатых веществ, что в ходе работы образовывают высокое давление, а в результате заготовка становится соответствующей формы. Используется, когда необходимо сделать более сложную форму или же штампованные изделия большого размера.
- Электрогидравлическая штамповка. Формирование происходит в результате возникновения ударной волны, когда используется заряд высокого напряжения, подведенный к жидкости.
Такие методы обработки применяются в зависимости от вида деталей и соответственно изготавливаются на предназначенных для этого машинах. Но для производства более крупных деталей из металла, имеющий большую толщину используется еще один вид формирования – горячая штамповка.
Штампы из металла
Процесс металлообработки в современных условиях напрямую зависит от качества сырья, уровня подготовки обслуживающего персонала и совершенных форм и методик, применяемых в этой отрасли. Поэтому штампы для производства необходимого продукта должны отвечать всем требованиям принимающей стороны, их практическое применение должно удовлетворять потребностям, необходимым для производства продукции. Наша фирма выпускает штампы различной категории, такие как рельефно-формовочные, формообразующие, разделительные, комбинированные. Также есть возможность для выбора подкатегорий вышеперечисленных видов, что говорит о том, что наши металлические изделия заслуженно пользуются популярностью у многочисленных заказчиков.
Технология штамповки деталей из металлических листов и ее виды
Обработка деталей из листового металла – это процесс получения деталей необходимой формы и определенного размера. Работа по формированию деталей происходит на специальном оборудовании с применением инструмента под названием штамп.
Говоря о деталях, произведенных из листового металла, надо понимать, что на заготовку оказывается серьезное давление. Технологию штамповки начали применять еще в древние времена. Таким образом, производили орудия для обработки земли, посуду, украшения. В наши дни эта технология широко применяется при производстве деталей из листового металла, обладающих разными размерами и формой. Такой вид обработки широко применяется в автомобиле строении при производстве кузовных деталей.
1 Листовая штамповка – общие сведения об операции
Штамповка деталей из листового металла – под таким процессом понимают производство готовой продукции, разнообразных деталей и полуфабрикатов из металлов методом деформирования исходного сырья под давлением.
Подобную технологию знали еще наши далекие предки, которые посредством элементарного штампования изготавливали оружие, всевозможные украшения и предметы для домашнего обихода.
С 1850-х годов описываемый вид обработки начали модернизировать и технически совершенствовать, что позволило серийно производить штампованием разнообразные изделия массового спроса. Причем готовая штампованная продукция отличалась довольно-таки высоким качеством и превосходными эксплуатационными характеристиками.

С приходом 20 столетия листовая штамповка изделий из металла вышла на совершенно новый производственный и технический уровень. Благодаря ей начала развиваться сфера производства автомобилей (из штампованного материала делали кузова транспортных средств и многие другие детали). В 1930-х годах штампование взяли на вооружение судо- и авиастроительные предприятия, а через пару десятков лет она стала незаменимой для нужд ракетостроения.
Конструкции из штампованного металла характеризуются рядом особых свойств, что, в принципе, и обусловило популярность рассматриваемой технологии. К ее достоинствам относят следующие возможности:
- механизация и автоматизация производственных процессов, которые достигаются посредством внедрения мощных роторно-конвейерных линий оборудования;
- изготовление любых по геометрическим параметрам и формам готовых к применению изделий и разнообразных полуфабрикатов;
- производство высокоточных по размерам деталей, которые взаимозаменяют друг друга без необходимости их дополнительной обработке при помощи режущего инструмента и оборудования.

Кроме того, горячая и холодная штамповка гарантирует получение сравнительно “скромных” по массе металлических изделий с рациональными формами и высокими прочностными параметрами. Операции листовой штамповки позволяют производить как массивные заготовки для судо-, машино- и автостроительных предприятий, так и тонкостенные, буквально филигранные детали (например, тонкие стрелки для часов).
Холодная штамповка металла
Холодный способ представляет собой технологическую операцию, при которой металлическая заготовка без предварительного нагрева подвергается деформации.
Листовое штампование
Детали данным методом изготовляют прессованием металлических листов, полос или рулонов. Толщина получаемой продукции не превышает 10 мм. Листовая штамповка металла востребована при массовом производстве изделий, абсолютно идентичных по форме и размерам.
Для проведения работ используется два вида прессов:
- Универсальные. Они предназначены для вырубки, сгибания и вытяжки.
- Специальные. С их помощью осуществляется глубокая вытяжка и специфическое выгибание деталей.
Листовая штамповка металла может проводиться на механизированном оборудовании или на пресс-автоматах.
Заготовки для работ при необходимости нарезаются с помощью механических или гидравлических ножниц. Широкие листы режутся на дисковых инструментах с цилиндрическими ножками. Криволинейный контур выполняется дисковыми или коническими ножницами.
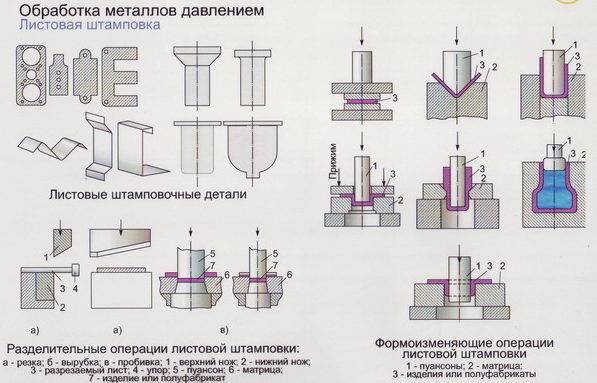
Виды операций, проводимые во время листовой штамповки
Детали изготавливают двумя способами:
- Формоизменяющий. К нему относятся: скручивание, прогибание, навивание, обжим, формование, вытягивание, отбортовка. За время прохождения операции материал заготовки не разрушается, меняется только форма и размер.
- Разделяющий. В него входят: нарезка, прокалывание, обрезка, пробивка и зачистка. Заготовки в данном случае разделяются во время сдвига по заданному контуру.
Плюсы и минусы метода
К недостаткам холодного листового штампования металла относится высокая стоимость оборудования. Окупаемость процесса происходит быстро только в серийном производстве.
Преимуществами данного метода являются:
- Возможность выполнять параллельно несколько операций.
- Получение взаимозаменяемых деталей.
- Рост производительности и эффективности.
- Экономичность массового и серийного производства.
- Получение прочных деталей с сохранением их минимальной массы.
- Точность размеров и высокое качество поверхности.
Объемная холодная штамповка
Этот универсальный метод востребован в производстве разнообразных изделий из металла. Существует несколько видов объемного штампования.
Холодное выдавливание
Заготовка помещается в полость, из которой металл выдавливается в отверстия, расположенные в рабочем механизме. Проводится на кривошипных или гидравлических прессах. Различают четыре варианта выдавливания:
- прямое;
- обратное;
- боковое;
- комбинированное.
Возможность получения изделий без разрушения и деформации заготовок – плюсы выдавливания.
Высадка
Процесс осуществляется на специальных автоматах. Штамповке подвергается прут или проволока. Они размещаются в рабочую зону и разрезаются на заготовки установленных размеров. Отрезанные части переносятся в штамповочный механизм.
Холодная объемная штамповка металла в открытых штампах
Способ основан на формовании деталей путем заполнения металлом полости штампа. Чтобы облегчить процесс и ослабить сопротивление металлической основы, детали расчленяют на переходы, между которыми они подвергаются отжигу. Благодаря этому повышается пластичность металла, сокращается риск разрушения деталей и увеличивается допустимая степень формоизменения.
Достоинства и недостатки объемной штамповки
Основным минусом данного метода является быстрое изнашивание штампов. Причиной тому служат значительные механические нагрузки, которые испытывает на себе применяемое оборудование.
Преимущества объемной штамповки:
- Получение высококачественных изделий без окалины.
- Прочность произведенных деталей и точность размеров за счет отсутствия окисления.
- Высокая производительность.
- Минимальная шероховатость поверхности изделий.
- Возможность полной или частичной автоматизации.
- Не нужно нагревать материал.
- Эффективность использования металла.
Качество изготовления продукции зависит от правильной сборки и работы штампа.
Прогрессивные способы штамповки листового металла
В силу того, что прогресс не стоит на месте, все чаще в производство внедряются инновационные технологии, что существенно упрощают процесс холодной штамповки листового металла. Среди них можно выделить такие, как:
- Штамповка резиной. Такой вид формирования подразумевает собой применение резины в качестве матрицы или пуансона. Зачастую ее используют, когда необходимо изготовить заготовки, что имеет толщину металла не более 2-х миллиметров.
- Штамповка жидкостью. В данном случае формирование происходит за счет, создаваемого давления жидкости. Его в основном применяют для производства деталей с вытянутыми полыми элементами.
- Штамповка взрывом. Этот способ подразумевает собой применение взрывчатых веществ, что в ходе работы образовывают высокое давление, а в результате заготовка становится соответствующей формы. Используется, когда необходимо сделать более сложную форму или же штампованные изделия большого размера.
- Электрогидравлическая штамповка. Формирование происходит в результате возникновения ударной волны, когда используется заряд высокого напряжения, подведенный к жидкости.
Такие методы обработки применяются в зависимости от вида деталей и соответственно изготавливаются на предназначенных для этого машинах. Но для производства более крупных деталей из металла, имеющий большую толщину используется еще один вид формирования – горячая штамповка.
Какие операции подразумевает холодная штамповка
Холодная штамповка металла подразумевает наличие различных этапов обработки заготовок. Их можно разделить на две большие группы:
- Разделительные операции. К ним относится грубая обработка заготовок. Сюда входят операции по вырезке, отрезке, обрезке, создании надрезов, зачистки листов, вырубке отверстий.
- Формоизменяющие операции. Сюда относится обжимка заготовок, калибровка, правка, осадка, высадка, формовка, чеканка, клеймение, гибка.
Также в отдельную группу можно выделить комбинированные операции, которые представляют собой соединение нескольких методов обработки. Таким образом удешевляются детали, получаемые холодной штамповкой.
Оборудование и инструменты
Для формирования металлических изделий изготавливаются штампы, вставляющиеся в прессах, которые бывают 2 типов:
- Кривошипно-шатунные. Основным элементом в них является ползун, двигающийся по направляющим. Сверху располагается электродвигатель, который дает толчок движению кривошипно-шатунного механизма. Снизу имеется плита, на которую ставится штамп. Оборудование быстроходное. К недостаткам относится большая сила удара при соприкосновении пуансона с металлом. В результате инструмент выкрашивается.
- Гидравлические прессы. Обладают большой мощностью. К преимуществам относится плавность движения ползуна. Благодаря этому при работе отсутствует механический удар, что приводит к длительной службе инструмента. Величина хода движения ползуна обеспечивает большую открытую высоту пространства пресса. Это дает возможность совершать операции глубокой вытяжки или гибки заготовок с высокими бортами.
Обработка металлов давлением позволяет получить за короткое время большое количество деталей. При этом они все будут иметь одинаковую форму. Точность их изготовления регламентируется ГОСТом.





Горизонтально-ковочные машины
На горизонтально-ковочных машинах (ГКМ) производят штамповку поковок без облоя и штамповочных уклонов в разъемных матрицах. При штамповке из прутка отпадает необходимость в предварительной разрезке последнего на мерные заготовки, так как штампы ГКМ имеют отрезной ручей. Машина имеет жесткую конструкцию, что увеличивает точность поковок.
Привод ГКМ (рис. 6) осуществляется от электродвигателя 9, который через клиноременную передачу 8 разгоняет маховик с фрикционной муфтой 10. Боковой ползун приводится в возвратно-поступательное движение кулачком 3, закрепленным на валу 4. При перемещении ползуна 2 система рычагов 1 приводит в движение зажимный ползун 17 с подвижной матрицей 16, которая прижимает заготовку 15 к неподвижной матрице 14 на период высадки пуансоном 12. Исходная заготовка-пруток продвигается перед штамповкой до убирающегося упора 13. Включается муфта 10, и движение через шестерни 7 передается коленчатому валу 4, который через шатун 5 обеспечивает возвратно-поступательное движение главного ползуна 11 с пуансоном 12.
В момент отключения муфты 10 включается тормоз 6, останавливающий коленчатый вал в нужном положении.
Рис. 6. Горизонтально-ковочная машина: а — кинематическая схема; б — внешний вид.
ГКМ выпускают с усилием 500. . .31 500 кН. На них можно штамповать поковки из круглых прутков диаметром от 20 до 270 мм.
Винтовые фрикционные прессы предназначены для штамповки мелко- и среднегабаритных поковок в открытых и закрытых штампах, чеканки и правки поковок. Их строят с номинальным усилием 400. . .630 кН, длиной хода ползуна 240. . .600 мм и числом ходов 39-11 в минуту Скорость деформирования при штамповке составляет 0,3. . . 0,5 м/с.
Рис. 7. Винтовой фрикционный пресс
Общий вид фрикционного винтового пресса традиционой конструкции показан на рис. 7, а. От электродвигателя 1 через ременную передачу 2 вращается вал с закрепленными на нем фрикционными дисками 3. Нажатием на рукоятку управления 10 через систему тяг и рычагов вал с вращающимися дисками 3 можно перемещать вдоль оси и, таким образом, попеременно подводить диски справа или слева к маховику 4. При этом за счет сил трения вращение с дисков передается на маховик, закрепленный на винтовом шпинделе 5. Последний, вращаясь в неподвижно закрепленной гайке 6 в ту или иную сторону, опускает или поднимает ползун 8 в направляющих 12. Шпиндель 5 вращается относительно ползуна 8 в подшипниковой опоре. Штампы закрепляют на столе 11 и ползуне 8. Перед ударом по заготовке диск автоматически отводится от маховика, так как специальный выступ 7 на ползуне воздействует на кулачок 9, закрепленный на тяге, и перемещает ее вниз. После удара к маховику 4 прижимается подъемный диск. Ползун поднимается с использованием отскока от удара.
В верхнем положении ползуна диски не касаются маховика и ползун удерживается колодочным тормозом, смонтированным в нижней части шпинделя.
Проскальзывание маховика по диску является недостатком фрикционных прессов. Поэтому есть конструкции пресса, где маховик заменен ротором электродвигателя и соответствующей тормозной системой (рис. 7, б). При включении обмоток статора 2 ротор 1 с винтом 4 вращается электромагнитными силами в подшипниках станины 3. Винт зафиксирован в осевом направлении, поэтому при его вращении неподвижная гайка 5 перемещается вверх и вниз вместе с ползуном 6, жестко связанным с гайкой и двигающимся в направляющих станины вместе с выталкивателем 7 нижнего штампа. Такой пресс называется электровинтовым. Еще есть гидровинтовые прессы, в которых вращение винта осуществляется за счет подачи жидкости под давлениием.
Прессы современной конструкции имеют:
- устройство программирования энергии серий ударов;
- верхний и нижний выталкиватели;
- устройство для сдувания окалины;
- устройство для механизированной установки и снятия штампов;
- устройство для загрузки заготовок в рабочую зону пресса;
- устройство для удаления отштампованных изделий;
- устройство для ориентации нагретых заготовок и автоматической их подачи к устройству загрузки;
- программируемый командоаппарат;
- инерционный механизм переключения.
Холодная штамповка алюминия цена

Во время процесса штамповки и обрезки по контуру деталь приобретает неровные грубые края. Избавиться от этого поможет современная процедура листовой штамповки. Этот метод довольно распространен при изготовлении автомобильных деталей, запчастей для космических объектов. Так, например, листовая штамповка алюминия проходит с учетом вытяжки листа металла и учета его будущих размеров. На холодную штамповку алюминия цена варьирует в зависимости от производителя. Заказывая различные штампы, необходимо обязательно сотрудничать с теми компаниями, что зарекомендовали себя надежными и проверенными. Деталь может быть выдана в срок, но при этом не совпадать точно по размерам. Компания Ferrito – это залог стабильности, качества и миллиметровой точности.
Оборудование и материалы
Для выполнения холодной штамповки важно правильно выбирать материалы. Чтобы делать детали различных форм и габаритов, используется низкоуглеродистая и легированная сталь, латунь, медь, магниевые сплавы
Очень популярна алюминиевая штамповка, в которой используется алюминий и его сплавы.
При изготовлении заготовок используется специальное оборудование. К нему относятся автоматы и прессы.
Прессовочные станки разделяются на две группы:
- Механические. К этой группе относится однопозиционное и многопозиционное оборудование. Во многопозиционных станках можно совмещать несколько операций, что ускоряет производство.
- Гидравлические. Они используются при мелкосерийном производстве. С помощью гидравлических прессов производят детали удлинённой формы. Такое оборудование обладает множеством преимуществ. Гидравлические прессы не боятся больших нагрузок, в них доступна регулировка усилий, появляется возможность изменять скорость движения ползуна. Если снизить скорость рабочей части в момент её соприкосновения с заготовкой, можно уменьшить динамический удар. Однако у гидравлических прессов есть серьёзные недостатки. Они имеют низкую производительность. Дополнительно к этому подвижный механизм имеет неравномерную скорость хода, из-за чего он быстро выходит из строя или повреждает заготовки.
Автоматы для проведения холодной штамповки могут выполнять различные операции — осадка, выдавливание, высадка, обжим, отрезка, калибровка, чеканка. От количества операций зависит возможность изготавливать сложные детали.
Сферы использования
Листовая штамповка цветного и черного металла востребована практически во всех сферах производства:
- Авиация и флот.
- Сельскохозяйственная техника.
- Автомобилестроение.
- Производство бытовой техники и инструмента.
- Изготовление подвижного состава.
Производство штампов может быть налажено фактически для любого элемента или детали. Поэтому изделия из металла, изготовленные поэтому методу, будут постоянно пользоваться огромным спросом на рынке промышленных предприятий. Цена серийных изделий делает оборудование для штамповки листового металла выгодной инвестицией в производство.
Помогла ли Вам наша статья ? Да 77.42%
Нет 22.58%
Проголосовало: 31
Виды оборудования для листовой штамповки
Сам механический процесс изготовления деталей методом штамповки довольно прост, но производиться он можнет на станках разного типа и класса. Рассмотрим виды прессового оборудования для штамповочных операций.Кривошипно-шатунные прессы
получили название по типу привода. Считаются простейшими в линейке станков данного назначения. С их помощью можно обрабатывать листы с небольшим сечением и производить детали весьма скромных размеров.
По сравнению с этой техникой гидравлические прессы
намного мощнее. Только представьте: они могут оказывать на заготовку давление, равное двум тысячам тонн! Кроме потенциала преимуществами этих станков считаются больший контроль за управлением, более точная отладка. Если вам нужно превратить в детали листы солидной толщины, кривошипно-шатунный пресс окажется бесполезен, а гидравлический справится.
Более специфическое применение имеют радиально-ковочные прессы
. Их используются для выпуска изделий с формой тела вращения.
Новейшим изобретением станочной индустрии считаются электромагнитные прессы
, которые функционируют на основе электромагнитного поля. Ключевыми “инструментами” процесса становятся сердечник и пуансон, взаимодействующие на основе электромагнитных импульсов. Методика достаточно эффективна, и всё-таки электромагнитное оборудование уступает гидравлическому в мощности.
Краткая характеристика
Изготовление различных деталей путем холодной штамповки — это процесс, что позволяет увеличить прочность изделия, уменьшая его пластичность, тем самым не давая ему возможность в последующем деформироваться под воздействием внешних факторов. В результате заготовки приобретают высокую прочность. Кроме этого, применяемая технология позволяет делать детали высокого качества и точности, при этом существенно экономя затраты на производство.









Холодная штамповка металла (ХШ) представляет собой соответствующие действия, в ходе которых из предоставленного материала изготавливаются изделия нужной формы путем высокого давления, что в результате дает возможность сделать необходимую конфигурацию.
Суть такого процесса заключается в том, что листовые заготовки помещаются на специальное оборудование, которое состоит из неподвижной и подвижной части, что в результате сближения производят деформацию.
Что касается листового металла, из которого делаются заготовки, то в промышленности применяются различные сплавы и виды стали, что без затруднений поддаются деформированию, это, к примеру, такие, как:
- Углеродистая сталь.
- Легированная сталь.
- Медь.
- Латунь (с содержанием более 60% меди).
- Титан.
- Алюминий.
В качестве заготовки используется прокатный лист, полосы и ленты, что имеют толщину металла от 0,2 до 4 мм и хорошо поддаются деформированию.
Краткая характеристика
При холодной листовой штамповке заготовки обрабатываются на специальном оборудовании под большим давлением. Изменяется их форма и размер. Другие геометрические характеристики деталей остаются в изначальном состоянии.
В процессе штамповки металл становится гораздо прочнее. Однако при повышении прочности, увеличивается хрупкость металла. Чтобы снизить влияние этого негативного фактора на состояние готовой детали, проводится дополнительный процесс термической обработки. Называется он рекристаллизационный отжиг. Благодаря проведению этого этапа достигаются оптимальные показатели хрупкости и прочности металла.
Прогрессивные способы штамповки листового металла
Штамповка резиной. Используется для заготовок малой толщины и высокой пластичности. Роль матрицы или пуансона выполняет твердая резина. Упрощается изготовление пуансона, подходит для малых серий штамповки.  Штамповка жидкостью. Роль пуансона играет жидкость, подаваемая под давлением. Она прижимает заготовку к матрице и заставляет лист в точности повторять ее форму. Метод используют для вытяжки изделий сложной пространственной формы. Штамповка взрывом. В защищенной камере производят подрыв небольшого заряда взрывчатых веществ. Возникающее в результате высокое давление вдавливает заготовку в матрицу. Метод используют для деталей больших размеров и замысловатой конфигурации, которые затруднительно изготовить по-другому. Достигается существенная экономия в стоимости оснастки.
Штамповка жидкостью. Роль пуансона играет жидкость, подаваемая под давлением. Она прижимает заготовку к матрице и заставляет лист в точности повторять ее форму. Метод используют для вытяжки изделий сложной пространственной формы. Штамповка взрывом. В защищенной камере производят подрыв небольшого заряда взрывчатых веществ. Возникающее в результате высокое давление вдавливает заготовку в матрицу. Метод используют для деталей больших размеров и замысловатой конфигурации, которые затруднительно изготовить по-другому. Достигается существенная экономия в стоимости оснастки.  Электрогидравлическая штамповка. Роль механического давления выполняет ударная волна в жидкости, которая вызывается разрядом высокого напряжения. Метод отличается высокой точностью и экономичностью.
Электрогидравлическая штамповка. Роль механического давления выполняет ударная волна в жидкости, которая вызывается разрядом высокого напряжения. Метод отличается высокой точностью и экономичностью.  Магнитно-импульсная штамповка. Магнитные импульсы высокой интенсивности формируют высокоэнергетическое магнитное поле, воздействующее на заготовку, вызывающее в ней вихревые токи и вынуждающее ее принимать заданную форму. Таким способом проводят обжатие труб, формовку сложных рельефов.
Магнитно-импульсная штамповка. Магнитные импульсы высокой интенсивности формируют высокоэнергетическое магнитное поле, воздействующее на заготовку, вызывающее в ней вихревые токи и вынуждающее ее принимать заданную форму. Таким способом проводят обжатие труб, формовку сложных рельефов.
Жидкая штамповка
В отличие от предыдущих способов, относящихся к холодной объемной штамповке, данный метод является комбинацией двух технологий: штамповки и литья. Вначале в матрицу заливают необходимый объем расплавленного металла, после чего в нее опускают пуансон.  Происходит выдавливание жидкого металла в зазор между матрицей и пуансоном, который и представляет собой форму будущего изделия. Способ используют при изготовлении больших тонкостенных деталей корпусов из легкоплавкого и пластичного сплава.
Происходит выдавливание жидкого металла в зазор между матрицей и пуансоном, который и представляет собой форму будущего изделия. Способ используют при изготовлении больших тонкостенных деталей корпусов из легкоплавкого и пластичного сплава.
Холодная и горячая листовая штамповка
Значительная доля рынка металлообработки приходится и на горячую листовую штамповку. В отличие от холодной штамповки металла:
- существует меньший риск разрушения заготовки;
- на деформацию требуется не так много усилий, а значит, и мощности оборудования;
- обработанный материал может приобрести зернистую структуру, а с ней и повышенную прочность.
Но у этой методики есть и недостатки, причем существенные:
- намного большие затраты на производство;
- меньшая точность, в том числе из-за колебаний температур;
- образующаяся на поверхности металла окалина.
- ухудшение некоторых механических характеристик материала.
Способы изготовления
Есть три способа изготовления формы для штамповки:
- Переделывание имеющейся пресс-формы;
- Изготовление с нуля;
- Сборка из готовых материалов.
Первый вариант встречается крайне редко из-за затрат, проще сделать самостоятельно. В странах СНГ создают формы от колонков до формообразующих. Есть тенденция на изготовление пресс-форм по специализации. На разных заводах изготавливают все части формы, в конечном месте их собирают в готовый продукт.
Изготовление форм для штамповки алюминиевых деталей удешевляется путем повторного безремонтного использования пресс-форм, уже отработавших срок на более высокоточных деталях. Алюминиевые детали не имеют жестких допусков, поэтому такой вариант приемлем.
Немного истории
О холодной обработке металла было известно еще очень много столетий тому назад, но на то время она не имела такого широкомасштабного производства. В основном ее применяли для изготовления домашней утвари, различных украшений и оружия.
Но благодаря техническому прогрессу такой вид металлообработки, начиная со второй половины XIX века, встал на новый уровень. В результате совершенствования начали изготавливаться новые детали и элементы для промышленности, что, в свою очередь, способствовало стремительному развитию данной отрасли.
Уже в начале XX столетия изготовление штампов для холодной штамповки металла сыграли большую роль в таких отраслях, как автомобилестроение, авиа- и судостроение, а в 50-х годах этого же столетия их стали применять и в ракетостроении.





