

Зарубежные аналоги
Металлургические заводы выплавляют сталь не только в странах СНГ, но и далеко за границей, и так уж случается, что одна и та же сталь, или ее близкие по составу “родственники” то и дело встречаются в какой-нибудь из далеких стран. Подобное уже не редкость и, к примеру, те, кто вынужден работать с некоторыми зарубежными поставщиками, вынуждены знать, с каким материалом они имеют дело в действительности. Ну а для людей менее обремененных можно пользоваться следующим списком зарубежных аналогов стали ХВГ:
- США — 01 или Т31507;
- Европа — 107WCr5;
- Китай — CrWMn;
- Япония — SKS2 или SKS3.
Имея этот небольшой список под рукой, любой сможет определить, из какой стали изготовлен тот или иной инструмент, произведенный за границей.
Источник
Сталь ХВГ. Характеристика, структура, свойства
Из указанных ранее общих сведений об инструментальных сталях мы можем сделать вывод, что предложенная нам для изготовления метчиков и плашек сталь ХВГ относится к легированным сталям повышенной прокаливаемости, необладающей теплостойкостью, именно поэтому эту сталь применяют для изготовления инструментов небольших размеров, таких, например, как метчики и плашки.
Углеродистые стали можно использовать в качестве режущего инструмента, только тогда, когда процесс резанья происходит при малых скоростях, т.к. при нагреве выше температуры 190-200°С сильно снижается высокая твердость данной стали.
Сталь ХВГ — содержание углерода примерно 1%, содержание каждого из легирующих элементов в среднем 1%.
Химический состав стали в %
Ш Кремний: 0,10-0,40
Ш Марганец: 0,80-1,10
Ш Никель: до 0,35
Ш Углерод: 0,90-1,05
Ш Вольфрам: 1,20-1,60
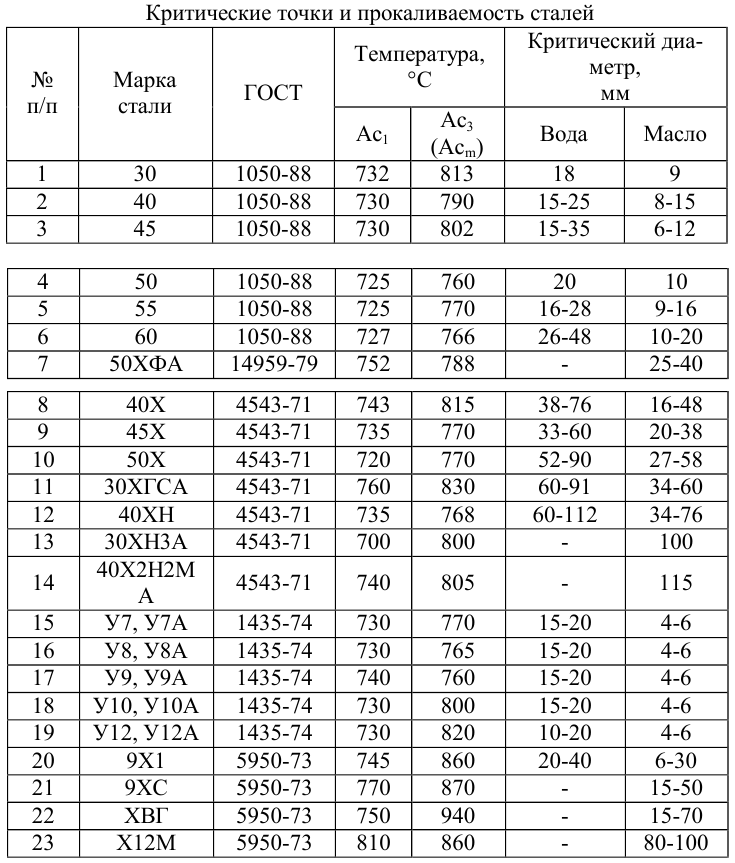
Температуры критических точек материала знать необходимо для дальнейшего проведения анализа стали и последующего выбора термообработки.
Температура критических точек
Критическая точка, °С
По отношению к углероду хром и вольфрам относятся к карбидообразующим элементам. Они растворяются в цементите, замещая в нем атомы железа. Марганец вводят в стали как технологическую добавку для повышения степени их раскисления и устранения вредного влияния серы. Марганец считается технологической примесью, если его содержание, не превышает 0,8%. Марганец как технологическая примесь существенного влияния на свойства стали не оказывает.
Влияние легирующих элементов на свойства стали заключается в основном в воздействии их на характер превращения переохлажденного аустенита и на состав карбидных фаз, образующихся в стали и выделяющихся в процессе распада мартенсита при отпуске.
Влияние хрома: повышает точку Ас1. Хромистый феррит обладает повышенными прочностными свойствами, хром уменьшает склонность феррита к хрупкому разрушению, смещает максимальную скорость превращения аустенита в перлитной области к более высоким температурам, уменьшает скорость перлитного превращения. В случае полного растворения карбидов и, таким образом, значительного насыщения твердого раствора углеродом и хромом мартенситная точка стали существенно снижается, и в стали сохраняется много остаточного аустенита. Хромистая сталь обладает повышенной устойчивостью против отпуска. Хром повышает прокаливаемость стали, способствует получению высокой и равномерной твердости. Наличие карбидов хрома или карбидов цементитного типа, легированных хромом, обеспечивает стали повышенную износостойкость.
Влияние вольфрама: повышает точки Ас3 и Ас1. Повышает температуру рекристаллизации, твердость, предел прочности и предел текучести феррита, снижает пластичность. Вольфрам и образуемые им карбиды уменьшают склонность аустенита к росту зерна. Вольфрам повышает устойчивость аустенита в перлитной области, почти не влияя на его устойчивость в промежуточной области. Повышает устойчивость против отпуска. Придает теплостойкость.
Влияние марганца: легирование феррита сопровождается его упрочнением. Наиболее значительно влияют на его прочность марганец и хром. Причем чем мельче зерно феррита, тем выше его прочность. Содержание марганца более 1% увеличивает ударную вязкость, расширяет область аустенита, увеличивает прокаливаемость, способствует раскислению, образует устойчивые карбиды, повышает сопротивление коррозии.
Сталь ХВГ — качественная сталь, по структуре относится к заэвтектоидной. Структура стали в закаленном состоянии -мартенсит, остаточный аустенит и вторичный цементит.
Преимущества стали, как нетеплостойкой:
1. Однородная структура с мелкими и равномерно распределенными карбидами.
2. Очень хорошо обрабатывается после отжига резаньем и давлением в холодном состоянии.
3. Пригодна для закалки с индукционным нагревом.
1. Пригодна только для резанья относительно мягких материалов с небольшой скоростью.
2. Используется для инструмента, не подвергаемого в работе, нагреву свыше 200-250 0 С.
Исходя из выше перечисленных требований (пункт 2.2.) для изготовления метчиков и плашек, можно сделать вывод, что углеродистая легированная сталь ХВГ отвечает эти требованиям.
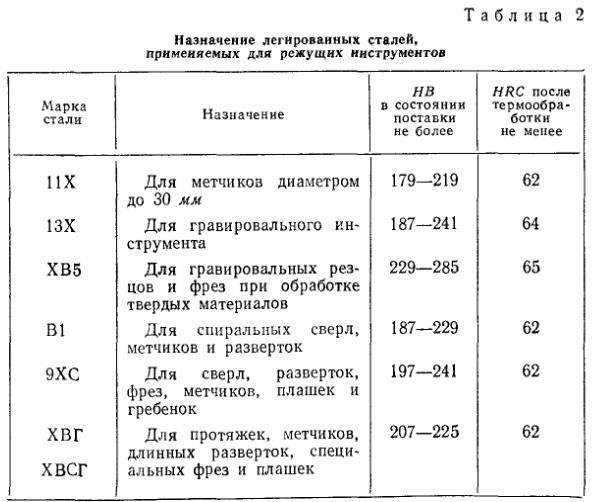
Марочник сталей характеристики, свойства сталей и сплавов
Инструментальная легированная сталь ХВГ используется для изготовления режущего/ измерительного инструмента, для которого при закалке недопустимо повышенное коробление – длинные развертки/ метчики, протяжки, резьбовые калибры, холодновысадочные пуансоны/ матрицы, технологическая оснастка, другой специальный инструмент.
Сталь ХВГ – отечественные аналоги
| Марка металлопроката | Заменитель |
| ХВГ | ХГ |
| ХВСГ | |
| 9ХВГ | |
| 9ХС | |
| ШХ15СГ |
| Марка | Классификация | Зарубежные аналоги |
| ХВГ | Сталь инструментальная легированная | есть |
| Вид полуфабриката | t, 0С | Размер, мм | Условия охлаждения |
| Слиток | 1150–800 | до 400 | Низкотемпературный отжиг |
| Переохлаждение | |||
| Заготовка | 1180–800 | до 300 | В яме |
| Свариваемость |
| для сварных конструкций не применяется |
Чувствительна.
Резка
| Исходные данные | Обрабатываемость резанием Ku | |||
| Состояние | HB, МПа | sB, МПа | твердый сплав | быстрорежущая сталь |
| горячекатаное | 235 | 780 | 0,75 | 0,35 |
Сталь ХВГ – химический состав
Массовая доля элементов не более, %:
| Вольфрам | Кремний | Марганец | Медь | Никель | Сера | Углерод | Фосфор | Хром |
| 1,2–1,6 | 0,1–0,4 | 0,8–1,1 | 0,3 | 0,4 | 0,03 | 0,9–1,05 | 0,03 | 0,9–1,2 |
Материал ХВГ – механические свойства
| Сортамент | ГОСТ | Размеры – толщина, диаметр | Режим термообработки | t | KCU | y | d5 | sт | sв |
| мм | 0С | кДж/м2 | % | % | МПа | МПа | |||
| Лента отожжен. | 2283–79 | 0,1–4 | 880 |
| Сортамент | ГОСТ | HB 10-1 |
| Прокат после отжига | 5950–2000 | 241 |
| Критические точки | Ac1 | Ac3 | Ar1 | Ar3 | Mn |
| Температура | 815 | 845 | 625 | 775 | 150 |
| HRC | Шлифуемость |
| 54–56 | удовлетворительная |
| 58–60 | пониженная |
| t | HRCэ | Время |
| 0С | ч | |
| 150–160 | 62 | 1 |
| 200–220 | 58 | 1 |
| HRC | На воздухе | В воде | В селитре | В масле |
| 60 | – | – | 15–40 | 15–70 |
| t | r | R 109 | E 10-5 | l | a 106 | C |
| 0С | кг/м3 | Ом·м | МПа | Вт/(м·град) | 1/Град | Дж/ (кг·град) |
| 20 | 7850 | 380 | ||||
| 100 | 7830 | 11 | ||||
| 200 | 12 | |||||
| 300 | 7760 | 13 | ||||
| 400 | 13,5 | |||||
| 500 | 14 | |||||
| 600 | 7660 | 14,5 |
| Болгария | Венгрия | Германия | Евросоюз | Испания | Италия | Китай |
| BDS | MSZ | DIN, WNr | EN | UNE | UNI | GB |
| Польша | Румыния | США | Франция | Швеция | Юж.Корея | Япония |
| PN | STAS | — | AFNOR | SS | KS | JIS |
| 106WCr6 | ||||||
| 90MCW5 |
Материал ХВГ – область применения
Сталь марки ХВГ используют для изготовления режущего/ измерительного инструмента, для которого при закалке недопустимо повышенное коробление.
Условные обозначения
| HRCэ | HB | KCU | y | d5 | sT | sв |
| МПа | кДж / м2 | % | % | МПа | МПа | |
| Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
| Ku | s0,2 | t-1 | s-1 |
| Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
| N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Свариваемость
| Без ограничений | Ограниченная | Трудно свариваемая | |
| Подогрев | нет | до 100–1200С | 200–3000С |
| Термообработка | нет | есть | отжиг |
Физические свойства
| R | Ом·м | Удельное сопротивление |
| r | кг/м3 | Плотность |
| C | Дж/(кг·град) | Удельная теплоемкость |
| l | Вт/(м·град) | Коэффициент теплопроводности |
| a | 1/Град | Коэффициент линейного расширения |
| E | МПа | Модуль упругости |
| t | 0С | Температура |
Купить инструментальную легированную сталь ХВГ в Санкт-Петербурге Вы можете по телефону +. Специалисты оформят заказ, сориентируют по сортаменту, ценам, условиям доставки.
ПродукцияДоставкаКонтакты
https://youtube.com/watch?v=tT-JrMD6ybI
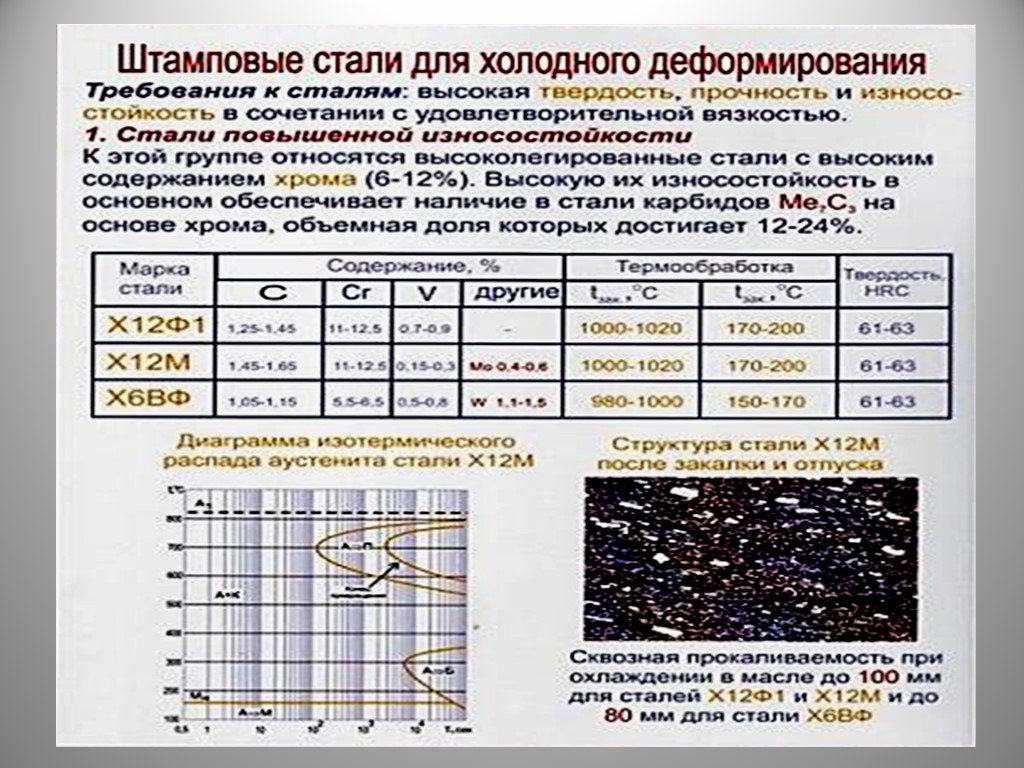
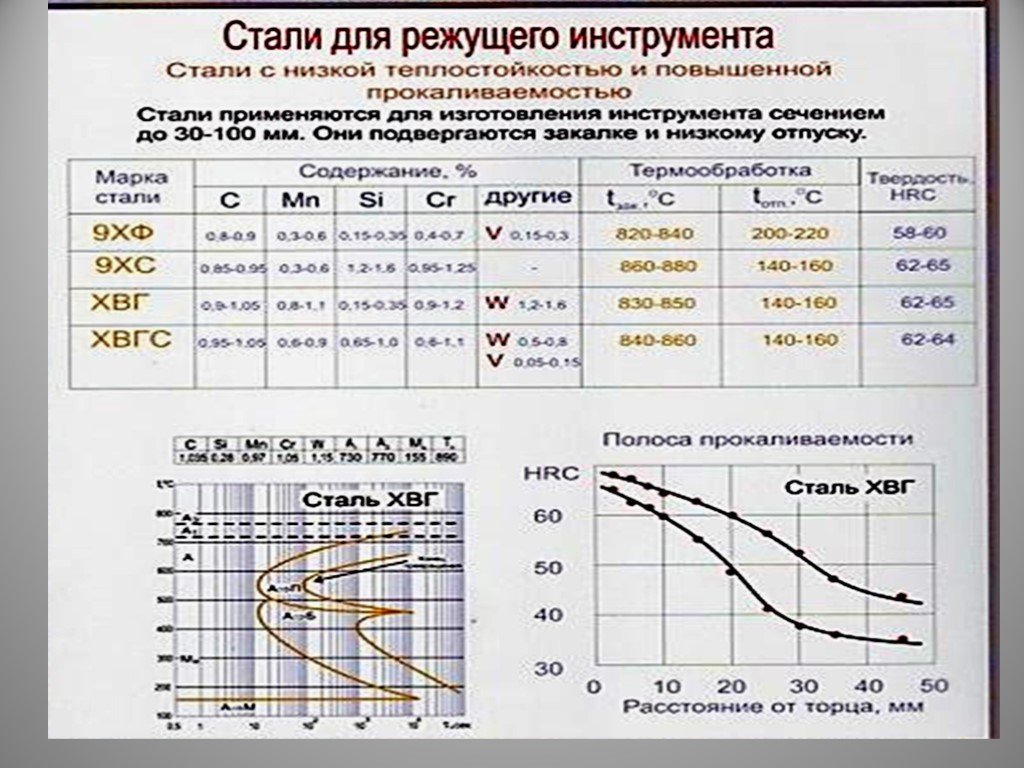
Режущий инструмент из легированных сталей
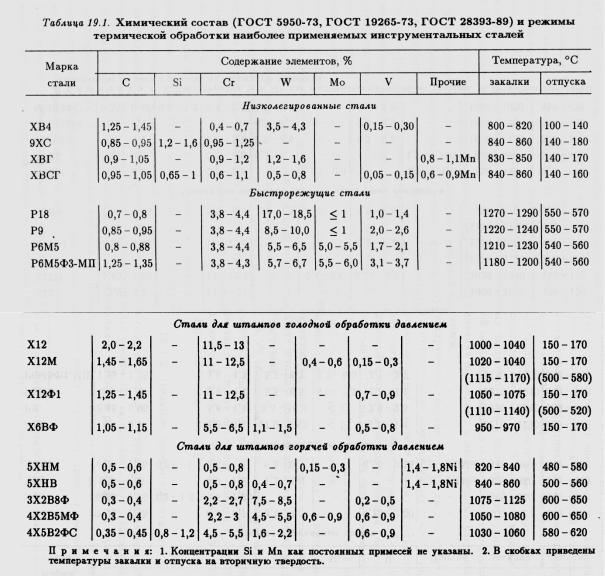
В производстве режущих инструментов применяют небольшое количество марок легированных сталей с малым содержанием легирующих элементов. Из них основными являются 9ХС, ХВГ, 95ХГСВФ и Х6ВФ (последние две марки являются новыми и в ГОСТе 5950-51 их нет). Химический состав сталей показан в таблице.
Химический состав сталей
| Марка стали | С | Mn | Si | Gr | W | V |
| 9ХС | 0.85 – 0.95 | 0.30 – 0.60 | 1.20 – 1.60 | 0.95 – 1.25 | – | – |
| ХВГ | 0,90 – 1,05 | 0,80 – 1,10 | 0,15 – 0,35 | 0,90 – 1,20 | 1,2 – 1,6 | – |
| 95ХГСВФ | 0,95 – 1,05 | 0,70 – 1,00 | 0,65 – 1,00 | 0,60 – 1,00 | 0,7 – 1,0 | 0,05 |
| Х6ВФ | 1,00 – 1,15 | 0,45 | 0,35 | 5,50 – 7,00 | 1,1 – 1,5 | 0,15 |
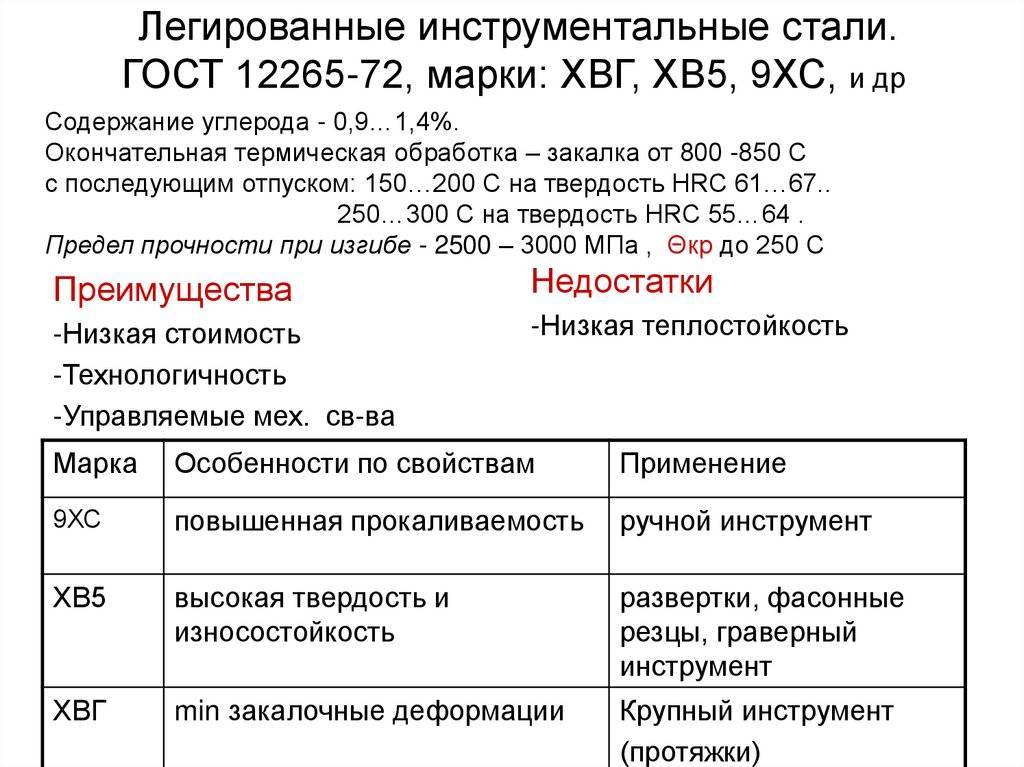
Сталь марки 9ХС
Сталь марки 9ХС является самой распространенной в производстве режущих инструментов. Она обладает целым рядом преимуществ по сравнению с углеродистой сталью. Лучшая закаливаемость и прокаливаемость стали 9ХС позволяет осуществлять охлаждение после нагрева под закалку в масле, что резко уменьшает деформации и короблении закаливаемого инструмента
Дли фасонных инструментов, не подвергающихся шлифованию по профилю, важно сохраним, при закалке постоянными размеры, например шага, формы профиля резьбы у метчиков и круглых плашек. Сталь 9ХС является одной из малодеформирующихся легированных сталей. Сталь 9ХС обеспечивает равномерное распределение карбидов, поэтому ее целесообразно применять для инструментов с тонкими режущими элементами, расположенными не только на периферии (например, для метчиков, мелких сверл, разверток), но и в особенности ближе к сердцевине (например, для круглых плашек)
Наличие удачной комбинации легирующих элементов (в основном, кремния, хрома, марганца), а так равномерное распределение карбидов повышают красностойкость 9ХС примерно до 250е. Однако наряду с этими преимуществами сталь 9ХС имеет и недостатки:
Сталь 9ХС обеспечивает равномерное распределение карбидов, поэтому ее целесообразно применять для инструментов с тонкими режущими элементами, расположенными не только на периферии (например, для метчиков, мелких сверл, разверток), но и в особенности ближе к сердцевине (например, для круглых плашек). Наличие удачной комбинации легирующих элементов (в основном, кремния, хрома, марганца), а так равномерное распределение карбидов повышают красностойкость 9ХС примерно до 250е. Однако наряду с этими преимуществами сталь 9ХС имеет и недостатки:
- более высокую твердость в отожженном состояние (НВ 217-235);
- сниженную обрабатываемость и ухудшение качества обрабатываемой поверхности из-за надиров, в особенности при нарезании резьбы и затылование;
- повышенную чувствительность к обезуглероживанию, что Отрицательно отражается на твердости в тонких местах режущей части инструментов.
Увеличение твердости в отожженном состоянии и чувствительности к обезуглероживанию связано с наличием повышенного содержания кремния. Но, с другой стороны, кремний оказывает значительное влияние на повышение красностойкости.
Сталь марки ХВГ
Сталь марки ХВГ по сравнению с углеродистой сталью обладает хорошей прокаливаемостью, меньшими объемными изменениями, а, следовательно, значительной устойчивостью в отношении сохранения размеров инструмента при закалке. Крупным недостатком стали ХВГ является повышенная чувствительность к образованию карбидной сетки, что приводит к выкрашиванию режущих кромок инструмента. По этой причине сталь ХВГ не рекомендуется применять для инструментов, работающих в тяжелых условиях. Еще недавно из-за дефицита быстрорежущей стали она применялась в основном для изготовления протяжек в качестве заменителя быстрорежущей стали. По красностойкости и износоустойчивости сталь марки ХВГ значительно уступает маркам быстрорежущей стали и поэтому протяжки из нее обладают малой стойкостью (в 3-4 раза ниже по сравнению с протяжками из стали Р18 и в 1,2 раза ниже по сравнению с протяжками из стали Р9).
Сталь марки 95ХГСВФ
Сталь марки 95ХГСВФ обладает меньшей твердостью после отжига и меньшей склонностью к обезуглероживанию по сравнению со сталью 9ХС. По красностойкости и карбидной неоднородности она лучше стали ХВГ. Кроме того, она обладает большей прокаливаемостью. Круглые плашки, изготовленные из этой стали, показали большую стойкость по сравнению с плашками из стали 9ХС.
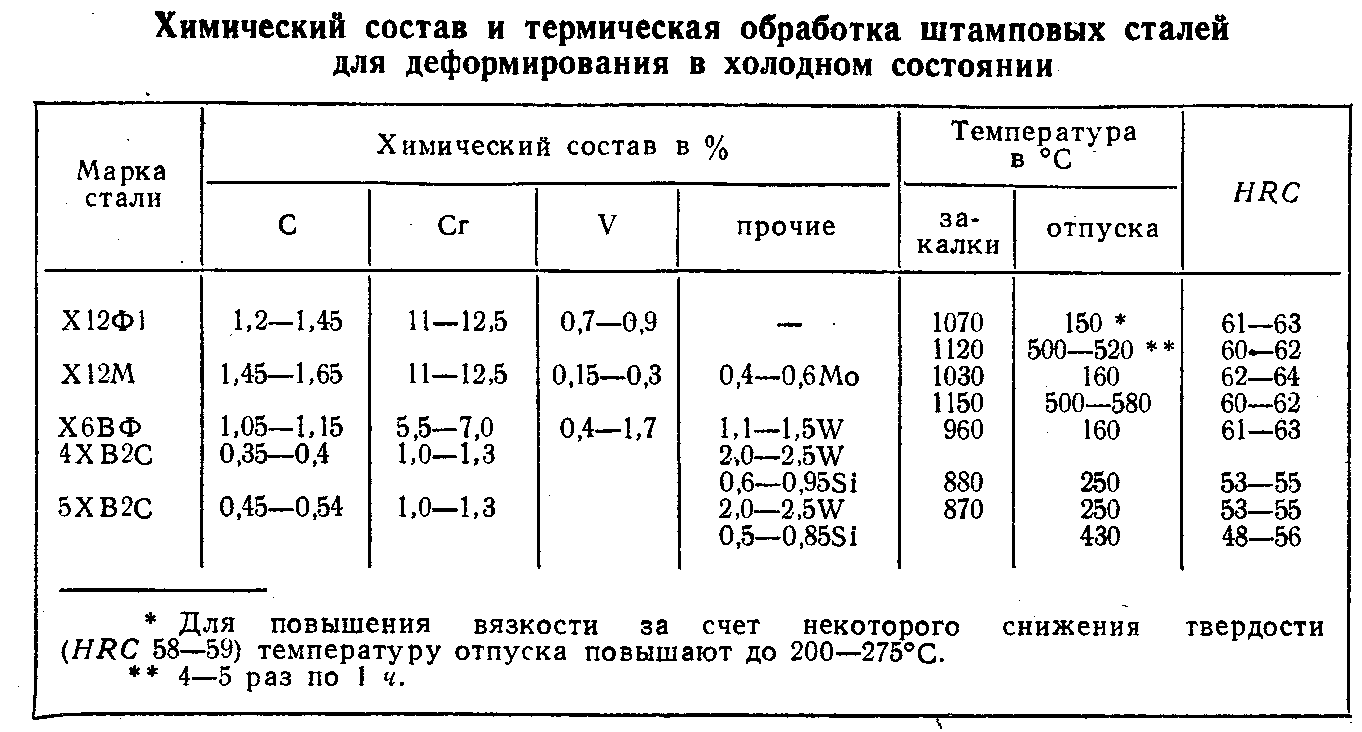
Сталь марки Х6ВФ
Сталь Х6ВФ обладает высокими прокаливаемостью и закаливаемостью и значительной износоустойчивостью» Эта сталь рекомендуется для ножовочных полотен, роликов для накатывания резьбы и др.
Характеристики для ножей
Сплав У8 относится к группе инструментальных углеродистых сталей. Содержание углерода в нём достигает 0,83%. Этот элемент наделяет сталь повышенной прочностью, способностью переносить значительные вибрационные и механические нагрузки. Из неё изготавливают бытовые и хозяйственные ножи, ножи для рыбаков и охотников, топоры, мачете, декоративное оружие.
Плюсы
Плюсы стали У8:
- твёрдость (58-60 по шкале Роквелла) – обеспечивается технологией поэтапной термической обработки стали;
- прочность – ножи способны перерезать верёвки и канаты, открывать жестяные банки, перебивать кости;
- острота лезвия – сохраняется длительное время благодаря твёрдости металла. Для заточки используют стандартные абразивные бруски;
- теплостойкость – даже при интенсивной работе нож не нагревается, что предотвращает деформацию стали;
- стойкость к растрескиванию. Сплав отличается пониженными показателями хрупкости, поэтому даже при значительных вибрационных нагрузках металл не трескается. При падении ножей из стали У8 нет опасности повреждения лезвия.
Минусы
Ножи из стали У8 имеют и ряд минусов:
- низкая стойкость к коррозии. При постоянном контакте с водой поверхность клинка постепенно темнеет;
- необходимость регулярного ухода. После каждого использования нож следует насухо вытирать и смазывать маслом.
Нож из стали У8 – это прочный, острый и надёжный клинок. Главный его недостаток – подверженность коррозии, легко устраняется регулярным уходом, что, как правило, не вызывает трудностей у владельцев.


Расшифровка стали ХВГ
Марка ХВГ является базовой для аналоговых сталей перлитного класса. Ее химический состав обеспечивается минимальным количеством легирующих элементов (всего 4):
- углерод — ± 1,0 %;
- хром — 0,9-1,2 %;
- кремний — 01-0,4 %;
- вольфрам — 0,2-1,6 %.
Остальные элементы — второстепенные по значимости и выдерживаются в такой концентрации:
- марганец — 0,8-1,1 %;
- молибден до 0,3 %;
- никель — до 0,35 %;
- медь — до 0,3 %.
Так как сталь марки ХВГ относится к высококачественному классу, то содержание вредных примесей фосфора и серы регламентируется до 0,03 % (это минимально возможный предел). Остаточный кислород раскисляется при введении легирующих элементов Si и Mn.
Влияние элементов на свойства
На свойства стали влияет две составляющие:
- концентрация химических элементов, т. е. химический состав стали;
- их взаимодействие друг с другом, а также по отношению основного элемента (в данном случае Fe), что определяется термической обработкой.
Вводятся модифицирующие материалы в расплав, чтобы определенным образом заполнить кристаллическую решетку и тем самым определить ее свойства. К таким понятиям относятся:
- Прочность — любое искажение кристаллической решетки повышает эту характеристику;
- Увеличение слоя закалки — равномерное распределение температуры;
- Уменьшение деформаций — укомплектованная кристаллическая решетка;
- Склонность к трещинообразованию — здесь имеется в виду прочные межкристаллические связи т. е. образование карбидов по границам зерен, также это может быть образование сегрегаций.
Основной элемент повышающий прочность и определяющий сплав как сталь — углерод. Являясь ненамного меньшим, чем молекула Fe по размеру, он размещается в металлической решетке, образуя карбиды. Их форма, расположение и размеры имеют основное значение для характеристик металла при последующей отработке.
Главный легирующий элемент ХВГ — хром. Его атомы небольшие по размеру, уплотняют собой решетку, придавая ей еще большую плотность и стабильность. Особенность атомов хрома образовывать оксиды практически такого же размера, как и сам атом, используются при выплавке сплава со свойствами нержавейки, но это при его содержании выше 10,5 %, а до этого предела он хорошо повышает прокаливаемость.
Для увеличения слоя закалки и уменьшения зерна ХВГ (что увеличивает качество стали) используются и следующие два элемента: молибден и вольфрам. Помимо того, что они образуют еще более прочные карбиды, чем углерод, эти металлы очень тугоплавки и являются центрами кристаллизации, измельчая зерна, что повышает пластичность металла, не меняя его твердости, а также увеличивает прокаливаемый слой.
Легирование кремнием и марганцем (этот элемент не указывается в маркировке ввиду его второстепенного влияния по значимости). Кремний не карбидообразующий элемент, он выталкивает карбиды к границам зерен, таким образом, упрочняя металл. Марганец в данном случае используют для баланса, т. к. он в этой концентрации увеличивает вязкость и пластичность, снижает нежелательные последствия такого повышения прочности.
- ГОСТы 5950-2000, 2591-2006, 2590-2006 – общие стандарты фасонного проката
- ГОСТы 8560-78, 8559-75, 7417-75, 5950-2000 – калиброванный пруток
- ГОСТы 1133-71, 7831-78, 5950-2000 – поковки
- ГОСТ 4405-75 – полосы
- ГОСТы 14955-77, 5950-2000 – серебрянка и шлифованные прутки
Сталь ХВГ характеристики, применение, ГОСТ
Распространенная благодаря характеристикам и хорошей обрабатываемости ковкой и резанием (после отжига), невысокой стоимости, сталь ХВГ применяется во многих агрегатах, конструкциях и промышленности. По структуре относиться она к заэвтектоидным сталям перлитного класса, по назначению к инструментальным легированным.
Применение ХВГ
Само название «инструментальная» определяет использование этой марки. Но какие свойства обеспечивают ей такое назначение? В первую очередь ее стойкость к короблению при закалке, которой она обязательно подвергается, и коррозионная стойкость.
- Так как сталь ХВГ не деформируется, из нее изготавливают мерительный инструмент высокой точности и любой длины.
- Устойчивость к образованию окалины позволяет подвергать изделия из этой стали термическим операциям в уже шлифованном виде, что также позволяет изготовить инструмент без припусков на окончательную механическую обработку (т. е. шлифование).
- Износостойкость поверхности и вязкая середина определяют, как сталь для изготовления деталей, подвергающихся динамическим нагрузкам, например, кольцам пружинных амортизаторов.
- Коррозионная стойкость ХВГ обеспечена содержанием хрома, актуальна при изготовлении практически любого инструмента и запчасти.
- Высокая прочность используется для изготовления деталей для прокатных станов, холодного волочения. Это пуансоны, валки, резьбовых калибров и т. д.
- Износостойкость и прочность — основные используемые характеристики для всех деталей, в том числе и замочных шайб.
Чем не обладает марка стали ХВГ, так это теплостойкостью, способностью сохранять свои свойства, в частности твердость, при высоких температурах. Это условие необходимо для режущего и быстрорежущего инструмента, где температура кромок может достигать 650 ºC. Разупрочнение ХВГ происходит при температуре 200 ºC, поэтому ее используют только для деталей, работающих в диапазоне низких температур.
Поставляется сталь ХВГ в:
- прутках калиброванных и шлифованных;
- серебрянке;
- листах толстых;
- полосах;
- поковках;
- болванках;
- слябах.
Расшифровка сплава
При рассмотрении того, как проводится у8а расшифровка стали, отметим, что в различных странах применяются разные стандарты обозначения. Обозначение материала У8 или У8а проводится согласно стандартам ГОСТ:
- Буква «У» указывает на принадлежность материала к группе инструментальных сталей. Подобный символ не указывает на какой-либо компонент или свойство.
- Следующая цифра в десятичной форме указывает на концентрацию основного компонента — углерода. В рассматриваемом случае концентрация 0,8%.
- Если проводить расшифровку У8а, то следует учитывать, что буква «А» указывает на повышенное качество, которое достигается путем исключения из состав различных вредных примесей или снижения их концентрации.
В маркировке отсутствуют другие обозначения веществ, но в химическом составе присутствует довольно большое количество различных примесей. Примером можно назвать кремний и марганец. Кроме этого, есть и вредные примеси, к примеру, фосфор и сера, от концентрации которых зависит качество стали. С повышением концентрации вредных примесей ухудшаются эксплуатационные качества материала, теряется прочность и твердость.
Маркировка легированных сталей
Из-за большого разнообразия сплавов с улучшающими добавками появилась необходимость в их маркировке. Легированные стали классификация и маркировка которых будет приведена ниже очень легко идентифицировать по буквенному обозначению, а также по указанию процентного состава тех или иных веществ в металле.
Маркировка включает в себя буквы, которые обозначают предназначение металла.
- Ж, Х, Е — обозначение нержавеющих, хромистых и магнитных сплавов.
- Я — хромоникелевая нержавеющая сталь.
- Ш — шарикоподшипниковая.
- Р — режущая.
- А, Ш — качественная и высококачественная легированная сталь.
Также в сплавах могут содержаться следующие элементы:
- Азот — А
- Алюминий — Ю
- Бериллий — М
- Бор — П
- Вольфрам — В
- Ванадий — Ф
- Кобальт — К
- Кремний — С
- Марганец — Г
- Медь — Д
- Молибден — М
- Магний — Ш
- Ниобий — Б
- Никель — Н
- Селен — Е
- Титан — Т
- Фосфор — П
- Хром — Х
- Цирконий — Ц
- Редкоземельные металлы — Ч
Если легированные стали маркировка которых после букв не имеет цифр не содержат ниобия, молибдена, ванадия, алюминия, азота, бора, титана, циркония и редкоземельных металлов, то это будет говорить о том, что в материале содержание легирующего элемента менее 1,5%. Для перечисленных выше металлов имеется исключение из данного правила, по причине влияния на механические свойства сплава даже десятых долей процента.
Если перед буквенным обозначением стоит цифра, то это показатель содержания кремния, а расположение цифр после буквы указывает процентное соотношение обозначенных химических элементов.
Стандарты стран СНГ
При обозначении легированной конструкционной стали процентная величина массовой доли углерода маркируется первыми двумя цифрами без использования буквенного обозначения. Далее в порядке уменьшения указываются легирующие компоненты и их доля в сплаве в среднем эквиваленте. Буквенные обозначения химических элементов указаны в таблице 1. Легирующие присадки, количество которых менее 1,0% указываются только в расшифрованной номенклатуре, так как обозначение тогда бы приняло очень громоздкий вид.
Учитывая обширный сортамент, также марка стали может включать дополнительные симвноменклатуре, так как обозначение тогда бы приняло очень громоздкий вид.олы, более расширенно описывающие свойства или особенности: А – автоматные, Е – магнитные, Ж – нержавеющие, Р – режущие, Х – хромистые, Ш – шарикоподшипниковые, Э – электротехнические, Я – хромоникелевые. Также маркировка может предполагать исключения от общих правил обозначения. Так в зависимости от химического состава конструкционные сплавы разделяют на качественные и высококачественные. Например, в конце маркировки буква «А» указывает, что сплав является особо чистым в части содержания фосфора и серы, а буква «Ш» относит их к высококачественным.
Маркировка легированных сталей для речного и морского судостроения часто осуществляется в соответствии с ГОСТ 5521-86 и требованиями Международной ассоциации классификационных обществ. Это означает, что такие сплавы классифицируют на категории A, B, D и Е с учетом предела текучести, показателям прочности, хрупкости и сопротивления ударным нагрузкам.
Европейские стандарты
EN 10027 определяет порядок обозначения всех сталей. Легированные сплавы имеют маркировку 1.20ХХ – 1.89ХХ, где первая цифра определяет, что данный материал относится к сталям, вторая и третья цифра определяют номер группы сталей и две последние – порядковый номер сплава в этой группе. Например, категория инструментальных сталей идентифицируется как 1.20ХХ – 1.28ХХ, а нержавеющих как 1.40ХХ – 1.45ХХ.
Североамериканские стандарты ASTM/ASME и AISI
В США действует наиболее обширная система маркировки сталей. Например, маркировка ASTM предполагает обозначение основных химических элементов, предел прочности и форму проката. В системе AISI используют 4 цифры, где первые две указывают номер группы, две последующие – процентное количество углерода. Буквенные символы демонстрируют наличие соответствующих присадок.
Марки, наиболее востребованные в инжиниринге
- 09Г2С – низколегированная сталь, сочетающая механическую прочность, хорошую обрабатываемость и доступную стоимость;
- 40Х и ее аналог AISI 5135 – основной конструкционный материал для изготовления деталей и оборудования промышленного сектора и трубопроводной арматуры;
- 10Г2С1 – кремнемарганцевая марка, демонстрирующая хладостойкость, неплохую свариваемость и повышенную коррозионную стойкость, благодаря чему востребована при сооружении мостов, газопроводов и объектов повышенной надежности;
- 10Х11Н23Т3МР – жаропрочный сплав аустенитного класса, использующийся для производства пружин, деталей крепежа, работающих при температурах до 700ºС.
Механические свойства
| HRCэ | HB | KCU | y | d5 | sT | sв |
| МПа | кДж / м2 | % | % | МПа | МПа | |
| Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
| Ku | s0,2 | t-1 | s-1 |
| Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
| N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Отпуск
Превращения при отпуске: четвертое основное превращение.
Отпуск производится при температуре 230-275°С в соответствии с табл.5, твердость после отпуска HRC 57-61.
Полученная структура: отпущенный мартенсит, остаточный аустенит, карбиды.
Таблица составлена технологами термического цеха крупного предприятия для использования в практической работе и позволяет быстро и правильно назначить соответствующий режим термической обработки для 30-ти марок стали наиболее применяемых в машиностроении.
Температ. закалки, град.С
Температ. отпуска, град.С
Температ. зак. ТВЧ, град.С
Температ. цемент., град.С
Температ. отжига, град.С
1
2
3
4
5
6
7
8
9
10
Сталь 35
Сталь 7ХГ2ВМ
Сталь У8, У8А
НВ до 250, масло
Сталь У10, У10А
НВ до 250, масло
Сталь 9ХС
Азотирование. Сеч. св. 70 мм






Сталь 30ХГСА
Сталь 12Х18Н9Т
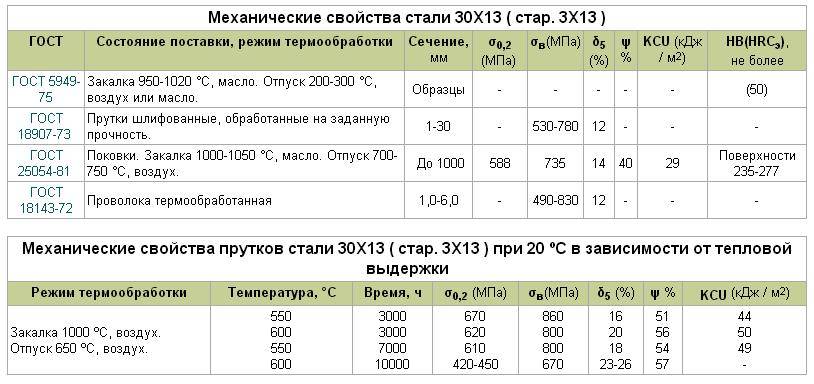
Сталь 20Х13
Общее время нагрева (время нагрева и выдержки) деталей при закалке берётся из расчёта 1 минута на 1 мм наименьшего размера наибольшего сечения. В соляных ваннах – 35 секунд на 1 мм наименьшего размера наибольшего сечения.
Общее время нагрева (время нагрева и выдержки) деталей при отпуске берётся из расчёта:
а) низкий отпуск (температура 130…240 град.) — 3 минуты на 1 мм наименьшего размера наибольшего сечения, но не менее 30 – 40 минут.
б) средний отпуск (температура 240. 450 град.) — 2 – 3 минуты на 1 мм наименьшего размера наибольшего сечения.
в) высокий отпуск (температура 450. 700 град. — 2 минуты на 1 мм наименьшего размера наибольшего сечения.
Окончательный контроль термической обработки деталей вести по фактической твёрдости.
Сталь ХВГ ГОСТ 5950-2000
Массовая доля элемента, %
I группа – для изготовления инструмента, используемого в основном для обработки металлов и других материалов в холодном состоянии;
По способу дальнейшей обработки горячекатаную и кованую металлопродукцию подразделяют на подгруппы:
а – для горячей обработки давлением;
б – для холодной механической обработки (обточки, строжки фрезерования и т.д.)
По состоянию поверхности металлопродукцию подгруппы б подразделяют на:
О – обычного качества;
П – повышенного качества.
Температура критических точек, °С
Твердость стали после термообработки
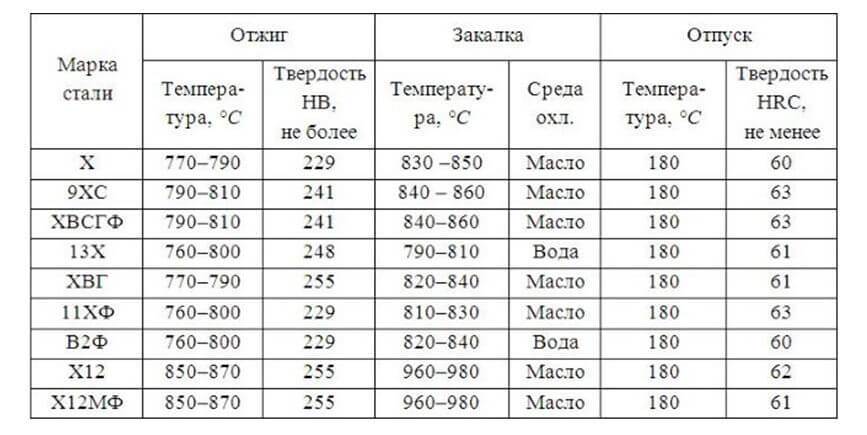
Состояние поставки, режимы термообработки
Прутки и полосы отожженные или высокоотпущенные
Образцы. Закалка 850 °С, масло. Отпуск 180 °С
Изотермический отжиг 780 – 800 °С, охлаждение со скоростью
50 град/ч до 670 – 720 °С, выдержка 2 – 3 ч, охлаждение со
скоростью 50 град/ч до 550 °С, воздух
Подогрев 650 – 700 °С. Закалка 830 – 850 °С, масло. Отпуск
150 – 200 °С, воздух (режим окончательной термообработки)
Подогрев 650 – 700 °С. Закалка 830 – 850 °С. Отпуск
200 – 300 °С, воздух (режим окончательной термообработки)
Твердость и ударная вязкость в зависимости от сечения образца
Место вырезки образца
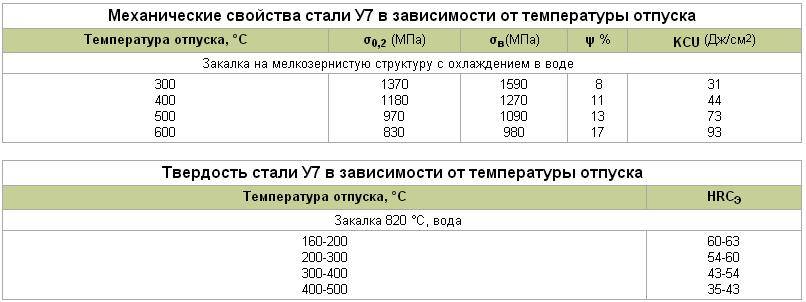
Закалка на мелкое зерно. Отпуск 150 – 160 °С
Твердость стали в зависимости от температуры отпуска
Температура отпуска, °С
Заготовки сечением до 50 – 60 мм. Закалка 840 °С,
масло или расплав солей с водой при 200 °С
Закалка 820 °С, масло
Закалка 830 – 850 °С, масло
Прокаливаемость (Твердость HRCЭ)
Расстояние от торца,
Критический диаметр в масле,
Кривая зависимости твердости по Роквеллу (HRC) от температуры отпуска:

Температура ковки, °С:
Свариваемость – не применяется для сварных конструкций.
Обрабатываемость резанием – в горячекатаном состоянии при HB 235 и σВ=760 МПа, Кυ тв. спл=0,75, Кυ б. ст=0,35,
Склонность к отпускной хрупкости – малосклонна.
Применение: для измерительных и режущих инструментов, для которых повышенное коробление при закалке недопустимо; резьбовых калибров, протяжек, длинных метчиков, длинных разверток, плашек и другого вида специального инструмента, холодновысадочных матриц и пуансонов, технологической оснастки.
кованая круглого и квадратного сечений – ГОСТ 1133-71;
горячекатаная круглого сечения – ГОСТ 2590-88;
горячекатаная квадратного сечения – ГОСТ 2591-88;
полосовая – ГОСТ 4405-75;
калиброванная – ГОСТ 7417-75; ГОСТ 8559-75 и ГОСТ 8560-78;
сталь со специальной отделкой поверхности – ГОСТ 14955-77.
Термическая обработка марки ХВГ
Сталь ХВГ подвергается следующим видам термической обработки:
- Отжиг — применяется для смягчения стали перед механической обработкой. Применяется эта процедура при необходимости, а именно, если заготовки подвергались холодной деформации.
- Закалка — проводиться после окончательной механической обработки, т. е. после изготовления детали (инструмента и т. д.), придания ему окончательных форм, без учета на шлифовку. Заготовку нагревают до температур 830 ºC и охлаждают, погружением в масло. После этого кристаллические связи меняются и преобладает мартенситная структура, очень прочная и хрупкая. Чтобы разбить такую деталь достаточно приложить мускульную силу.
- Снимают внутренние напряжение и устраняют нежелательные последствия с помощью отпуска. Это нагрев и выдержка металла при температуре ниже … превращений, конкретно для этой стали составляет 180 C с охлаждением на воздухе. Происходит коагуляция мартенситных иголок и получение структуры сорбита или троостита, наиболее прочной и пластичной.
Режимы термообработки
Характеристики и применение стали ХВГ в значительной степени зависят от выбранного режима термообработки. Существуют разные технологии теплового воздействия на металл.


Отжиг используется перед последующей механической обработкой изделия. Металл нагревают до 800 градусов. Затем происходит медленное снижение температуры со скоростью 50 град/ч до 5000С. Последующее охлаждение производится на воздухе.
Закалка увеличивает твердость металла одновременно со снижением его пластичности. Технология заключается в нагреве детали до высокой температуры и резком охлаждении. Для стали ХВГ процесс закалки включает:
- нагрев до 850 градусов;
- погружение в масло, где металл остывает до 200 градусов;
- дальнейшее охлаждение на воздухе.
Отпуск предназначен для снятия внутренних напряжений и образования более пластичной и прочной структуры в сплаве. После отпуска происходит частичное снижение твердости и прочности. Металл нагревается до 180-200 градусов и выдерживается в этом режиме до 2 часов. Затем охлаждается на воздухе.
При изготовлении режущих изделий режимы закалки разрабатываются индивидуально для каждого производителя. Чтобы добиться нужных характеристик для ножей из стали ХВГ, закалку проводят при 820 градусах, с погружением в масло и двухчасовым отпуском.
Ковка применяется для придания заготовкам необходимой формы. Чтобы избежать нарушения внутренней структуры или образования внешних дефектов, процесс следует проводить в заданном режиме, то есть в интервале от 1070 до 860 градусов.
Предварительная обработка – отжиг
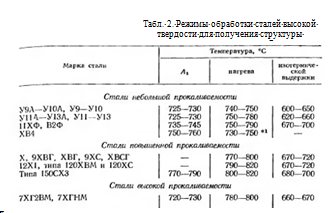
При отжиге происходят первое и второе основные превращения стали: перлита в аустенит и аустенита в перлит.Температура нагрева должна быть лишь немного выше Ас1, чтобы сохранить нерастворенной большую часть избыточных карбидов и получить структуру зернистого перлита. Температура нагрева при отжиге стали 9ХВГ в соответствии с таблицей 2 – 770-800°С.
Выдержка в течение 30-60 мин после прогрева обеспечивает растворение той части карбидов, которая может быть переведена в аустенит при данной температуре, а также обеспечивает выравнивание в нем концентрации углерода и легирующих элементов.
Возможны два режима охлаждения:
1. Замедленное, обеспечивающее получение твердости, как в состоянии поставки. Заготовку охлаждают со скоростью 50 – 60°С/ч до температуры изотермической выдержки (670-720°С), а затем выдерживают для завершения распада аустенита с образованием феррито-карбидной структуры. Время распада аустенита при температуре изотермической выдержки составляет от 20 до 60 мин. Дальнейшее охлаждение можно выполнять на воздухе. Однако для уменьшения напряжений рекомендуется заготовки сложной формы охлаждать с печью до 550-600°С.
2. Очень медленное охлаждение со скоростью 20-30°С/ч до тех же температур изотермической выдержки. После окончания выдержки снова следует медленное охлаждение 60-80°С/ч до 500°С, а затем на воздухе или с печью. Твердость после отжига по указанному режиму на 15-20 НВ ниже твердости в состоянии поставки. В этом случае еще больше снижаются предел текучести предел прочности.





