

Расшифровка, химический состав, предел текучести и иные характеристики

- Твёрдость данной стали – до 143 НВ (это метод Бринелля), согласно ГОСТ, что написан в описании. По методу Роквелла – от 31 до 20,5 HRC в зависимости от расстояния до торца.
- Плотность этой стали варьируется от 7856 килограммов на метр кубический при 20 градусах по Цельсию до 7594 при 900 градусах.
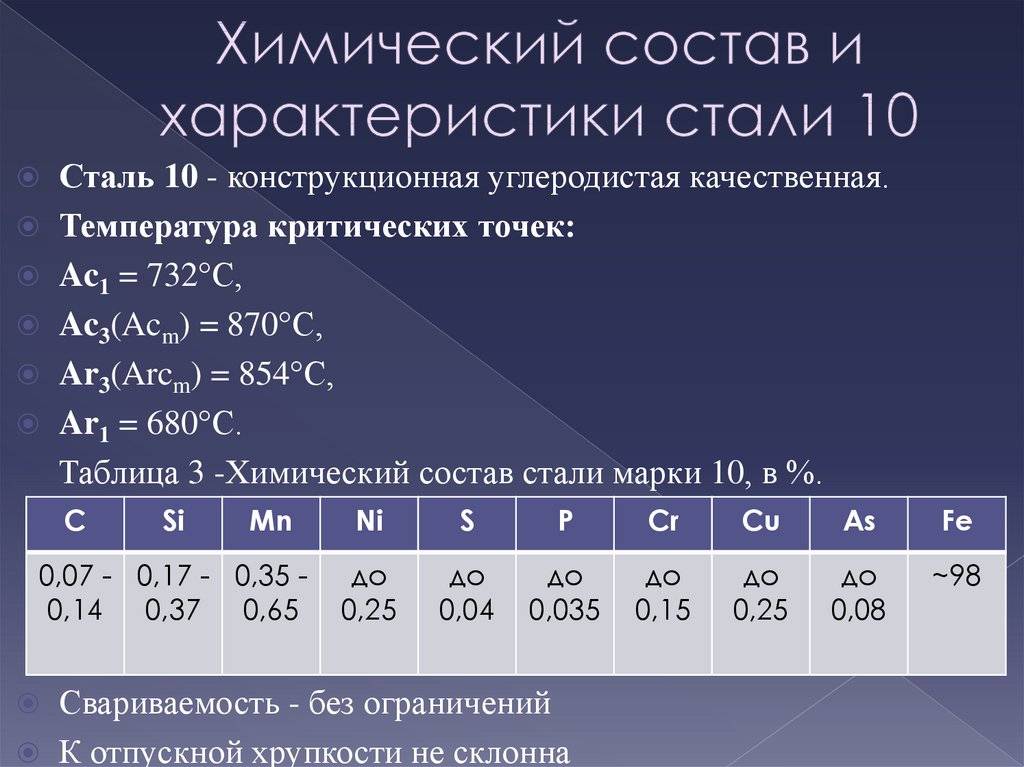
- Число 10 в марке означает, что средний процент углерода, который содержит сплав, составляет одну десятую.
- Массовая доля элементов в химсоставе материала: углерода – от 0,07 до 0,14 процентов, кремния – 0,17–37, марганца – 0,35–0,65, фосфора – 0,030 %, серы – 0,035, хрома – до 0,15, максимум меди – 0,15 %, никеля – до 0,30. Остальные проценты забрало железо.
- Предел кратковременной прочности – это 290–420 H на миллиметр квадратный в зависимости сортамента при двадцати градусах по Цельсию.
- Предел текучести составляет около 205 H на миллиметр квадратный.
- Ударная вязкость (KCU) ст. 10 при 35 миллиметровом прутке без термообработки с плюс 20 градусами температуры по Цельсию – 235 джоулей на квадратный сантиметр, –20 градусах – 196, –40 – 157, –60 – 78 джоулей на кв. см.
При нормализации: +20 – 73–265, –20 – 203–216, –40 – 179.
При отжиге: +20 – 59–245, –20 – 49–174, –40 – 45–83, –60 – 19–42.
- Материал предназначен для использования при температурах от –50 до 450 градусов по Цельсию.
- Механические свойства десятой стали – не менее: 205 Н/мм2, временное сопротивление – 330 Н/мм2, относительное удлинение – 31 %, относительное сужение – 55 %.
- Сталь десять не склонна к отпускной хрупкости, в ГОСТах данных нет.
- Сталь десятой марки сваривается без ограничений, за исключением недавно прошедшей химикотермическую обработку металлов (ХТО). Их сварить почти не выйдет.
- Группа этого сплава – «Сталь конструкционная углеродистая качественная «.
Сам материал описывается ГОСТ 1050-2013. Также в справочниках можно найти информацию из ГОСТ 1050-88, но он перестал действовать ещё в 2015 году и был заменён. В других ГОСТ 1050 эта марка появляется в отдельных видах поставок.
Цена стали 10 сильно зависит от сортамента, но составляет около от 31 до 120 тысяч за одну тонну. Марка достаточно распространена.
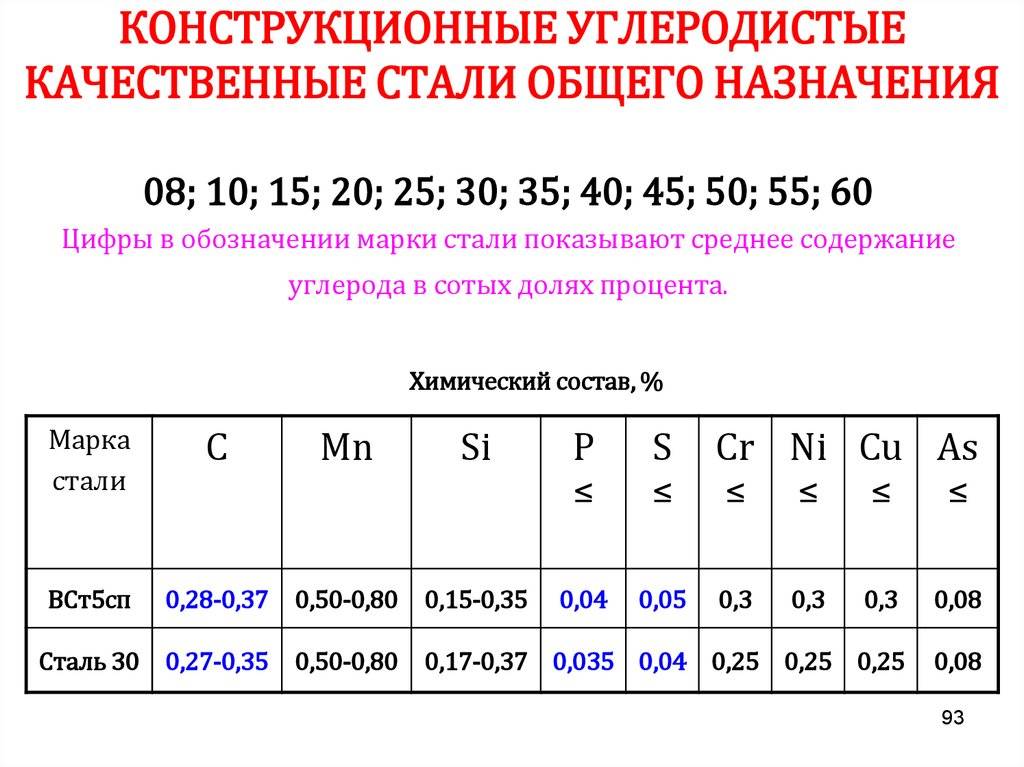
Расшифровка названия марки: первое слово «сталь» означает, что это конструкционная углеродистая качественная сталь, а число 10 – сотые доли процента содержания углерода, в данном случае – 0,10 % от общей массы.
Классификация
Принято разделять инструментальные качественные стали на 5 основных групп:
- Износостойкие, теплостойкие и высокотвердые – группа, представленная быстрорежущей легированной сталью. Кроме этого в данную группу относят сплавы с ледебуритной структурой, которая характеризуется повышенной концентрацией углерода (более 3%). Применение инструментальных углеродистых сталей данной группы заключается в изготовлении инструментов, которые могут подвергаться воздействию высокой температуры из-за установки высоких скоростей резания.
- Теплостойкие и вязкие стали представлены сплавом, который имеет в своем составе молибден, хром и вольфрам. Химический состав инструментальной углеродистой стали данной группы характеризуется низким значением концентрации углерода.
- Нетеплостойкие, вязкие и высокотвердые стали имеют небольшое количество примесей и среднее значение углерода. Данной группе характерен невысокий показатель прокаливаемости.
- Средняя теплостойкость, высокая твердость, износостойкость – качества, свойственные металлам с 2-3% углерода и 5-12% хрома.
- Низкая устойчивость к теплу и высокая твердость характерны сталям с заэвтектоидной структурой. В большинстве случае они не имеют легирующих элементов или их концентрация очень мала. Высокий уровень твердости обеспечивается за счет высокой концентрации углерода.
Высококачественная инструментальная сталь может подвергаться дополнительной химико-термической обработке для изменения состава и перестроения кристаллической решетки, за счет чего и достигаются необычные эксплуатационные качества.  Твердость считается основным параметром, высокое значение которого не позволяет использовать сталь при изготовлении инструментов или деталей, подвергающихся во время эксплуатации ударам или вибрации. Эта рекомендация связана с тем, что при увеличении концентрации углерода повышается твердость, но вязкость уменьшается. Уменьшение вязкости становится причиной повышения хрупкости структуры, в результате воздействия ударной нагрузки могут появляться трещины и другие дефекты, поверхность откалываться.
Твердость считается основным параметром, высокое значение которого не позволяет использовать сталь при изготовлении инструментов или деталей, подвергающихся во время эксплуатации ударам или вибрации. Эта рекомендация связана с тем, что при увеличении концентрации углерода повышается твердость, но вязкость уменьшается. Уменьшение вязкости становится причиной повышения хрупкости структуры, в результате воздействия ударной нагрузки могут появляться трещины и другие дефекты, поверхность откалываться.
Классификация по уровню твердости выглядит следующим образом:
- Высокий показатель вязкости и пониженная твердость характерны металлам, которые в составе имеют не более 0,4-0,7% углерода.
- Высокая износостойкость и твердость поверхностного слоя достигаются при насыщении структуры металла углеродом до 0,7-1,5%.
Больший показатель концентрации углерода делает металл очень хрупким, что не позволяет его использовать в качестве материала при изготовлении инструмента. Кроме этого легирующие элементы способны повысить вязкость и снизить хрупкость при условии большой концентрации углерода. В некоторых случаях проводится химическая обработка для обеспечения износостойкой поверхности и вязкого основания, за счет чего инструмент или деталь приобретает высокие эксплуатационные качества.
Свойства стали после закалки
После закалки увеличивается твердость и прочность стали, но при этом повышаются внутренние напряжения и возрастает хрупкость, провоцирующие разрушение материала при резких механических воздействиях. На поверхности изделия появляется толстый слой окалины, который необходимо учитывать при определении припусков на обработку.
Внимание! Некоторые изделия закаляются частично, например, это может быть только режущая кромка инструмента или холодного оружия. В этом случае на поверхности изделия можно наблюдать четкую границу, разделяющую закаленную и незакаленную части
Закаленную часть на клинках называют «хамон», что в переводе на современный язык металлургии означает «мартенсит».
Определение! Мартенсит – основная составляющая структуры стали после закалки. Вид этой микроструктуры – игольчатый или реечный.
Для уменьшения внутренних напряжений и роста пластичности осуществляют следующий этап термообработки – отпуск. При отпуске происходит некоторое снижение твердости и прочности.
Общие сведения о технологии закалки стали
Основные цели, решаемые комплексом закалка + отпуск:
- повышение твердости;
- повышение прочностных характеристик;
- снижение пластичности до допустимой величины;
- возможность использования пустотелых изделий вместо полнотелых, что позволяет снизить массу металлоизделия и металлоемкость производственного процесса.
Основные этапы закалки:
- нагрев до температур, при которых осуществляется изменение структурного состояния металла;
- выдержка, установленная в технологической карте;
- охлаждение со скоростью, обеспечивающей формирование заданной кристаллической структуры.
После закалки проводят отпуск, который заключается в нагреве металла до температур, лежащих ниже линии фазовых превращений, с дальнейшим медленным понижением температуры. На результат термообработки влияют:
- температура нагрева;
- скорость роста температуры;
- период выдержки при закалочных температурах;
- охлаждающая среда и скорость снижения температуры.
Ключевым параметром является температура нагрева, от которой зависит перестройка и формирование новой структурной решетки. По глубине действия закалку разделяют на объемную и поверхностную. В машиностроении обычно используется объемная закалка, после которой твердость поверхности и сердцевины отличается незначительно. Поверхностная термообработка востребована для деталей, для которых важна высокая твердость поверхности и вязкая сердцевина.








Химический состав
Различные химические элементы могут изменять эксплуатационные характеристики получаемых материалов. Марка стали 35 характеризуется следующим соотношением химических элементов:
- Основной состав представлен железом. Он включается в состав практически всех сплавов, в данном случае концентрация около 97%.
- Твердость и другие качества связаны с углеродом. В рассматриваемом случае концентрация этого химического элемента составляет от 0,32 до 0,4%.
- В состав включается кремний, марганец и никель. Они определяют основные эксплуатационные характеристики. Концентрация никеля не более 0,25%, марганца в диапазоне от 0,5 до 0,8%. На кремний приходится всего 0,17-0,37% состава.
 Вредные компоненты выдерживаются в определенном диапазоне, что позволяет выдерживать более высокие эксплуатационные характеристики. Современные технологии производства позволяют повысить качество материала.
Вредные компоненты выдерживаются в определенном диапазоне, что позволяет выдерживать более высокие эксплуатационные характеристики. Современные технологии производства позволяют повысить качество материала.
Особенности других типов конструкционных сталей
Конструкционные сплавы, относящиеся к категории износостойких, содержащие в своем составе значительное количество легирующих добавок, могут быть низко- и высокоуглеродистыми. Из таких сталей, отлично противостоящих не только механическому изнашиванию, но и кавитационной коррозии, производят элементы дробильного оборудования, траки, лопасти насосного оборудования и др. Наиболее популярными марками этих сплавов являются ОХ14АГ12, ОХ14АГ12М, 12Х18Н9Т, Г13.
Углеродистые стали, которые относятся к категории автоматных (А40Г, АЦ40Г2, АЦ45Х и др.), включают различные элементы: 0,6–1,5% марганца, 0,05–0,16% фосфора, 0,05–0,3% серы. Углерода в таких сплавах содержится до 0,45%. Значительно улучшить их качественные характеристики позволяет добавление таких элементов, как селен, свинец и кальций. Из этих конструкционных углеродистых сталей, не отличающихся высокой прочностью, изготавливают детали для автопрома: болты, шпильки, шайбы и др.

Сферы применения некоторых пружинистых сталей
Пружинистые стали (50ХФА, 55С2, 60С2ХФА, 65ГЮ, 70С2ХА и др.) в полном соответствии со своим названием отличаются хорошей вязкостью и пластичностью, также их характеризуют высокая прочность и упругость. Сюда относятся как низколегированные, так и среднеуглеродистые сплавы, в которых содержится 0,6–0,8% углерода. При их сваривании могут образовываться трещины. Такие стали используются для производства пружин и рессор различного назначения.
К категории улучшаемых относят конструкционные стали, внутреннюю структуру которых составляет мартенсит в форме мелких игл. В плотной структуре таких углеродистых сплавов отсутствуют неметаллические включения, а также карбидная ликвация и сетка. Главными достоинствами этих низколегированных и высокоуглеродистых сталей (содержание углерода – до 1,05%) являются повышенная твердость и износостойкость. Отличительной особенностью маркировки таких сплавов является то, что она всегда начинается с литеры «Ш» (ШХ4, ШХ15Ш, ШХ15СГ и др.).

Сталь марки ШХ15 применяется для производства изделий. от которых требуется износостойкость, высокая твердость и контактная прочность
Механические свойства сталь 10 при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) |
| нормализация 900-920 °С | |||||
| 20 | 260 | 420 | 32 | 69 | 221 |
| 200 | 220 | 485 | 20 | 55 | 176 |
| 300 | 175 | 515 | 23 | 55 | 142 |
| 400 | 170 | 355 | 24 | 70 | 98 |
| 500 | 160 | 255 | 19 | 63 | 78 |
Исследование релаксационной стойкости методом свободного изгиба показало, что образцы, подвергнутые ММТО, обладают более низкой релаксационной стойкостью при 150° С, чем в исходном состоянии (после отжига). Дополнительный отжиг образцов после ММТО при 300-500° С позволяет резко повысить релаксационную стойкость сталей 10 и 35. Падение напряжений в образцах за 3000 ч после дополнительного отжига при 400° С для стали 10 и при 500° С для стали 35 уменьшается в 10-30 раз в сравнении с образцами после ММТО без дополнительного отжига. При этом максимальная релаксационная стойкость получена при несколько более высоких температурах дополнительного отжига после ММТО, чем максимальные значения предела упругости.
Полученные экспериментальные данные позволяют предположить, что низкая релаксационная стойкость образцов после ММТО связана с недостаточной стабильностью тонкой структуры металла. Дополнительный дорекристаллизационный отжиг после ММТО позволяет более полно стабилизировать структуру и, таким образом, резко повысить сопротивление металла микропластическим деформациям при кратковременном и длительном нагружениях.
Какие фирмы занимаются производством углеродистой стали
Крупнейшим производителем углеродистой стали является металлургический комбинат полного цикла Мечел. Он объединяет несколько крупных заводов, начиная от производства кокса и заканчивая различным прокатом. Кроме этого прокат производят металлургические комбинаты:
- «Челябинский»;
- «Украинская кузница» — Челябинская область;
- «Ижсталь» — Удмуртия;
- Белорецкий меткомбинат — Башкортостан.
Металлургическая промышленность по производству черного металла располагается поближе к месторождениям железной руды и угля. Для заводов цветного литья важнее источники электроэнергии.
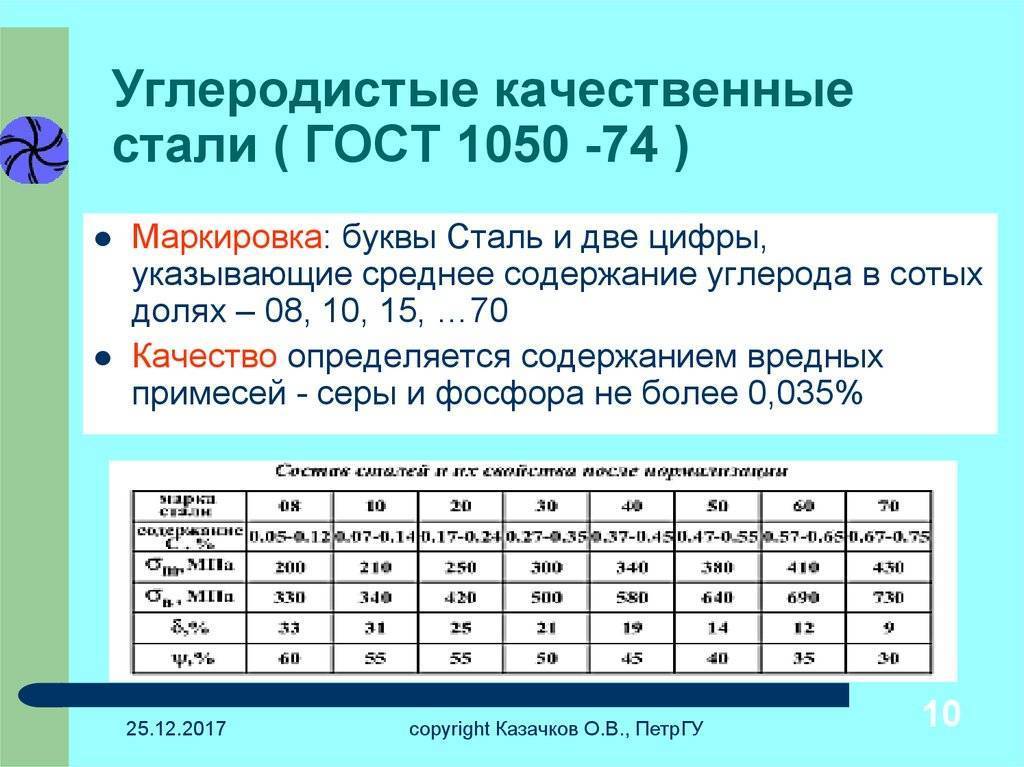
Стали углеродистые качественные конструкционные
Являются основным металлом для изготовления деталей машин (валов, шпинделей, осей, зубчатых колес, шпонок, муфт, фланцев, фрикционных дисков, винтов, гайек, упоров, тяг, цилиндров гидроприводов, эксцентриков, звездочек цепных передач и др.), которые при взаимодействии в работающей машине воспринимают и передают различные по величине нагрузки. Эти металлы хорошо обрабатываются давлением и резанием, льются и свариваются, подвергаются термической, термомеханической и химико-термической обработке.
Различные специальные виды обработки обеспечивают вязкость, упругость и твердость сталей, позволяют делать из них детали, вязкие в сердцевине и твердые снаружи, что резко увеличивает их износостойкость и надежность. Из углеродистых качественных конструкционных сталей производят прокат, поковки, калиброванную сталь, сталь серебрянку, сортовую сталь, штамповки и слитки.
Таблица 3. Основные свойства стали углеродистой качественной конструкционной
| Марка | Механические свойства | Физические свойства | Технологические свойства | ||||||||||
| σт | σв | δ, % | ан Дж/см2 | НВ | γ, г/см3 | λ, Вт/(м ·°С) | α·106 ,1/°С | обрабаты- ваемость резанием | сварива- емость | интервал температур ковки,°С | пластичность при холодной обработке | *горяче- катаная **отож- женная | |
| МПа | |||||||||||||
| 08 | 196 | 324 | 33 | — | 126 | 7,83 | 811 | 11,6 | В | ВВ | 800-1300 | ВВ | * |
| 10 | 206 | 321 | 31 | — | 140 | 7,83 | 811 | 11,6 | В | ВВ | 800-1300 | ВВ | * |
| 15 | 225 | 373 | 27 | — | 145 | 7,82 | 770 | 11,9 | В | ВВ | 800-1250 | ВВ | * |
| 20 | 245 | 412 | 25 | — | 159 | 7,82 | 770 | 11,1 | В | ВВ | 800-1280 | В | * |
| 25 | 274 | 451 | 23 | 88 | 166 | 7,82 | 732 | 11,1 | В | ВВ | 800-1280 | В | * |
| 30 | 294 | 490 | 21 | 78 | 175 | 7,817 | 732 | 12,6 | В | В | 800-1250 | В | * |
| 35 | 314 | 529 | 20 | 69 | 203 | 7,817 | 732 | 11,09 | В | В | 800-1250 | В | * |
| 40 | 321 | 568 | 19 | 59 | 183 | 7,815 | 596 | 12,4 | В | У | 800-1250 | У | ** |
| 45 | 363 | 598 | 16 | 49 | 193 | 7,814 | 680 | 11,649 | В | У | 800-1250 | У | ** |
| 50 | 373 | 627 | 14 | 38 | 203 | 7,811 | 680 | 12,0 | У | У | 800-1250 | У | ** |
| 55 | 382 | 647 | 13 | — | 212 | 7,82 | 680 | 11,0 | У | Н | 800-1250 | Н | ** |
| 60 | 402 | 676 | 12 | — | 224 | 7,80 | 680 | 11,1 | У | Н | 800-1240 | Н | ** |
| Примечание. Н — низкая, У — удовлетворительная, В — высокая, ВВ — весьма высокая. |
Качественные конструкционные стали обладают более высокими механическими свойствами (ГОСТ 1050-88), чем стали обыкновенного качества, за счет меньшего содержания в них фосфора, серы и неметаллических включений. По видам обработки их делят на горячекатаную, кованую, калиброванную и серебрянку (со специальной отделкой поверхности).






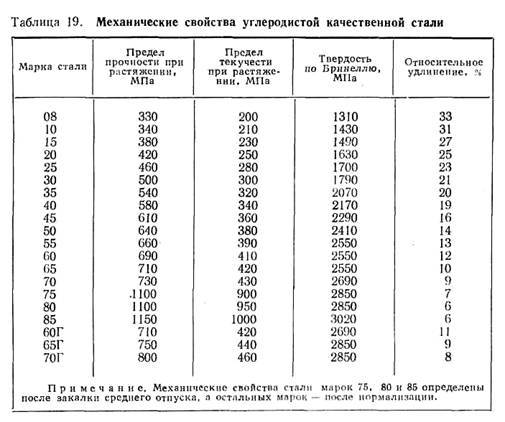

Обозначение марки стали составляют из слова «Сталь» и двузначной цифры, которая указывает на среднее содержание углерода в сотых долях процента. Например, Сталь 25 содержит 0,25% углерода (допустимое количество углерода — 0,220,30 %), Сталь 60-0,60 % (допустимое количество -0,57-0,65%). Степень раскисления в марках спокойных сталей не отражается, а в марках полуспокойных и кипящих сталей, как и сталей обыкновенного качества, обозначается буквами «пс» и «кп» соответственно. В качественных конструкционных сталях всех марок допускается содержание серы не более 0,040% и фосфора — не более 0,035%.
Основные свойства углеродистой качественной конструкционной стали приведены в табл. 3, основное назначение — в табл. 4. Цвета маркировки приведены в табл. 5.
Таблица 4. Стали углеродистые качественные конструкционные, их основное назначение
| Марка стали | Основное назначение |
| Сталь 08кп, 10 | Детали, изготовляемые холодной штамповкой и холодной высадкой, трубки, прокладки, крепеж, колпачки. Цементируемые и цианируемые детали, не требующие высокой прочности сердцевины (втулки, валики, упоры, копиры, зубчатые колеса, фрикционные диски) |
| Сталь 15, 20 | Малонагруженные детали (валики, пальцы, упоры, копиры, оси, шестерни). Тонкие детали, работающие на истирание, рычаги, крюки, траверсы, вкладыши, болты, стяжки и др. |
| Сталь 30, 35 | Детали, испытывающие небольшие напряжения (оси, шпиндели, звездочки, тяги, траверсы, рычаги, диски, валы) |
| Сталь 40, 45 | Детали, от которых требуется повышенная прочность (коленчатые валы, шатуны, зубчатые венцы, распределительные валы, маховики, зубчатые колеса, шпильки, храповики, плунжеры, шпиндели, фрикционные диски, оси, муфты, зубчатые рейки, прокатные валики и др.) |
| Сталь 50, 55 | Зубчатые колеса, прокатные валики, штоки, бандажи, валы, эксцентрики, малонагруженные пружины и рессоры и др. Применяют после закалки с высоким отпуском и в нормализованном состоянии |
| Сталь 60 | Детали с высокими прочностными и упругими свойствами (прокатные валки, эксцентрики, шпиндели, пружинные кольца, пружины и диски сцепления, пружины амортизаторов). Применяют после закалки или после нормализации (крупные детали) |
Таблица 5. Цвета маркировки стали углеродистой качественной
| Группа | Цвет краски |
| Сталь 08, 10, 15, 20 | Белый |
| Сталь 25, 30, 35, 40 | Белый и желтый |
| Сталь 45, 50, 55, 60 | Белый и коричневый |
Производство
Изготовлением металлических сплавов занимается металлургическая промышленность. Специфика процесса получения углеродистой стали, заключается в переработке чугунных заготовок с уменьшением таких взвесей, как сера и фосфор, а также углерод, до требуемой концентрации. Различия методики окисления, посредством которой удаляют углерод, позволяет выделить различные виды плавки.
Кислородно-конвертерный способ
Основой методики был бессемеровский метод, который предусматривает продувку жидкого чугуна воздухом. Во время этого процесса, углерод окислялся и удалялся из сплава, после чего, чугунные слитки постепенно превращаются в сталь. Производительность данной методики высока, но сера и фосфор оставались в металле. Кроме того, углеродистая сталь насыщается газами, в том числе, азотом. Это улучшает прочность, но снижает пластичность, сталь становится более склонной к старению и изобилию неметаллическими элементами.
Учитывая низкое качество стали, получаемой бессемеровским методом, его перестали использовать. На замену пришел кислородно-конвертерный способ, отличием которого является использование чистого кислорода, вместо воздуха, при выполнении продувки жидкого чугуна. Использование определенных технических условий, при продувке, значительно снизило количество азота и других вредных примесей. В результате, углеродистая сталь, полученная кислородно-конвертерным способом, по качеству приближена к сплавам, переплавляемым в мартеновских печах.
Технико-экономические показатели конверторного способа подтверждают целесообразность такой плавки и позволяют вытеснить устаревшие методы изготовления стали.
Мартеновский метод
Особенностью способа получения углеродистой стали, является выжигание углерода из чугунных сплавов не только с помощью воздуха, но и за счет добавления железных руд и ржавых изделий из металла. Этот процесс обычно происходит внутри печей, к которым подводят подогретый воздух и горючий газ.
Размер таких плавильных ванн очень велик, они могут вмещать до 500 тонн расплавленного металла. Температура в таких емкостях поддерживается на уровне 1700 ºC, а выжигание углерода происходит в несколько этапов. Сначала, благодаря избытку кислорода в горючих газах, а когда образуется шлак над расплавленным металлом, посредством оксидов железа. При их взаимодействии образуются шлаки фосфатов и силикатов, которые, в дальнейшем удаляются и сталь приобретает требуемые по качеству свойства.
Плавка стали в мартеновских печах проходит около 7 часов. Это позволяет отрегулировать нужный состав сплава, при добавлении различных руд или лома. Углеродистая сталь давно изготавливается этим методом. Такие печи, в наше время, можно найти на территории стран бывшего Советского Союза, а также – в Индии.
Электротермический способ
Изготовить качественную сталь с минимальным содержанием вредных примесей, удается при плавке в вакуумных топках электродуговых или индукционных печей. Благодаря улучшенным свойствам электростали, удается изготовить жаростойкие и инструментальные сплавы. Процесс преобразования сырья в углеродистую сталь, происходит в вакууме, благодаря чему качество полученных заготовок, будет выше, относительно рассмотренных ранее методов.
Стоимость такой обработки металлов дороже, поэтому данный метод используют при технологической необходимости в качественном изделии. Для удешевления технологического процесса используют специальный ковш, который разогревают внутри вакуумной емкости.
Модуль упругости — что это?
Модулем упругости какого-либо материала называют совокупность физических величин, которые характеризуют способность какого-либо твёрдого тела упруго деформироваться в условиях приложения к нему силы. Выражается она буквой Е. Так она будет упомянута во всех таблицах, которые будут идти далее в статье.
Невозможно утверждать, что существует только один способ выявления значения упругости. Различные подходы к изучению этой величины привели к тому, что существует сразу несколько разных подходов. Ниже будут приведены три основных способа расчёта показателей этой характеристики для разных материалов:
- Модуль Юнга (Е) описывает сопротивление материала любому растяжению или сжатию при упругой деформации. Определяется вариант Юнга отношением напряжения к деформации сжатия. Обычно именно его называют просто модулем упругости.
- Модуль сдвига (G), называемый также модулем жёсткости. Этот способ выявляет способность материала оказывать сопротивление любому изменению формы, но в условиях сохранения им своей нормы. Модуль сдвига выражается отношением напряжения сдвига к деформации сдвига, которая определяется в виде изменения прямого угла между имеющимися плоскостями, подвергающимися воздействию касательных напряжений. Модуль сдвига, кстати, является одной из составляющих такого явления, как вязкость.
- Модуль объёмной упругости (К), которые также именуется модулем объёмного сжатия. Данный вариант обозначает способность объекта из какого-либо материала изменять свой объём в случае воздействия на него всестороннего нормального напряжения, являющимся одинаковым по всем своим направлениям. Выражается этот вариант отношением величины объёмного напряжения к величине относительного объёмного сжатия.
- Существуют также и другие показатели упругости, которые измеряются в других величинах и выражаются другими отношениями. Другими ещё очень известными и популярными вариантами показателей упругости являются параметры Ламе или же коэффициент Пуассона.
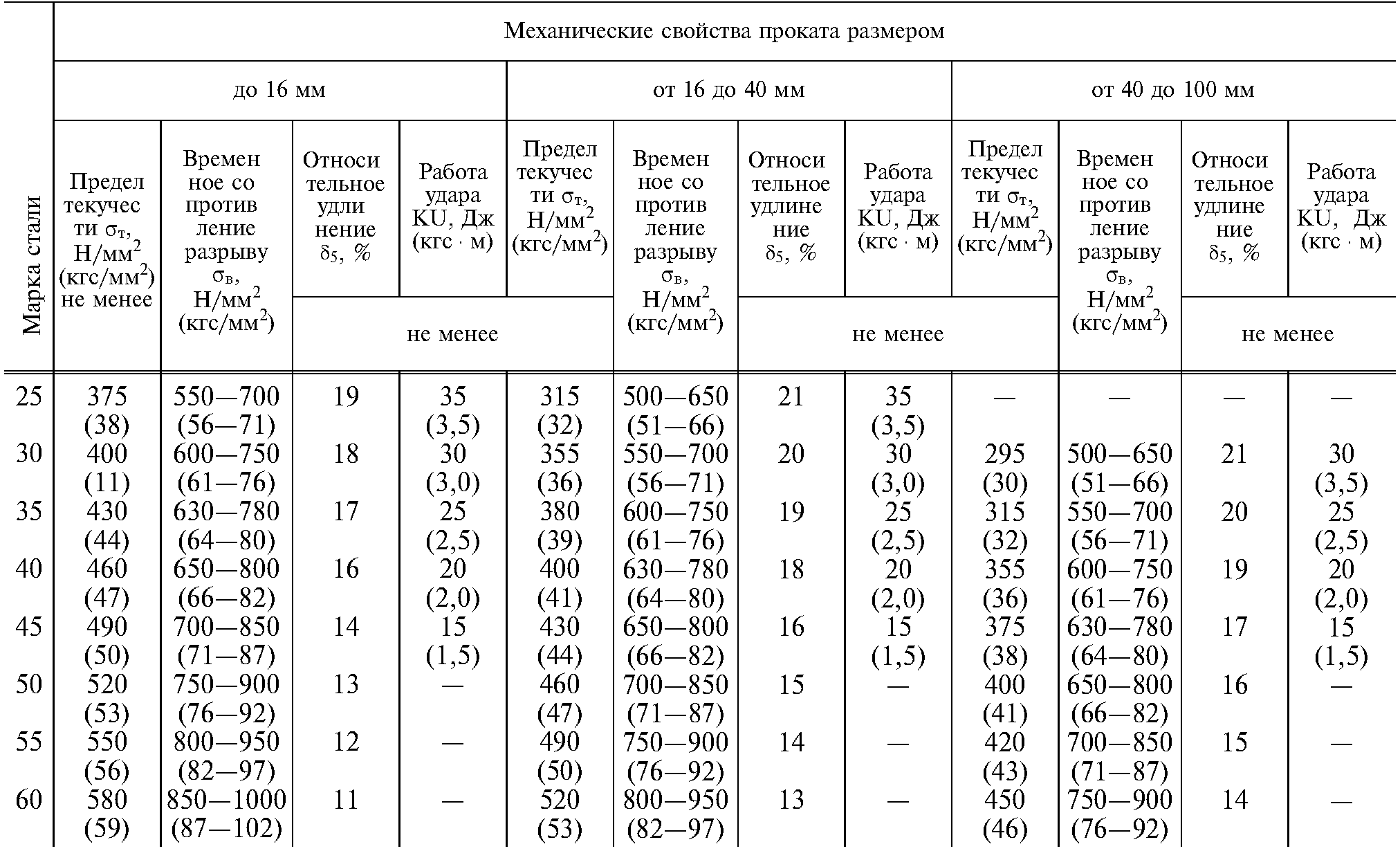
Механические характеристики
| Сечение, мм | sТ|s0,2, МПа | σB, МПа | d5, % | d4 | d10 | y, % | кДж/м2, кДж/м2 | Твёрдость по Бринеллю, МПа | HRC | HRB |
|---|---|---|---|---|---|---|---|---|---|---|
| Лента холоднокатаная 0,05-4,00 мм по ГОСТ ГОСТ 503-81 в состоянии поставки | ||||||||||
| ≤1.5 | – | 310-440 | – | ≥17 | – | – | – | – | – | – |
| 1.55-2 | – | 310-440 | – | ≥18 | – | – | – | – | – | – |
| 3-4 | – | 310-440 | ≥24 | – | – | – | – | – | – | – |
| 2.1-2.9 | – | 440-590 | – | ≥4 | – | – | – | – | – | – |
| 3-4 | – | 440-590 | ≥4 | – | – | – | – | – | – | – |
| ≤1.5 | – | 370-510 | – | ≥7 | – | – | – | – | – | – |
| 1.55-2 | – | 370-510 | – | ≥9 | – | – | – | – | – | – |
| 2.1-2.9 | – | 370-510 | – | ≥10 | – | – | – | – | – | – |
| 3-4 | – | 370-510 | ≥12 | – | – | – | – | – | – | – |
| Листовой прокат 1-2 категорий термообработанный (отжиг, нормализация, высокий отпуск или нормализация + высокий отпуск) в состоянии поставки по ГОСТ 4041-71 | ||||||||||
| 4-14 | – | 290-420 | ≥32 | – | ≥27 | – | – | ≤117 | – | ≤66 |
| Проволока для холодной высадки в состоянии поставки по ГОСТ 5663-79 | ||||||||||
| – | 440-590 | – | – | – | – | ≥55 | – | – | – | – |
| – | ≤590 | – | – | – | – | ≥55 | – | – | – | – |
| Трубки малых размеров (капиллярные) термообработанные или нагартованные в состоянии поставки по ГОСТ 14162-79 | ||||||||||
| – | ≥333 | ≥24 | – | – | – | – | – | – | – | |
| Трубы электросварные прямошовные (Dy=10-530 мм) в состоянии поставки. Указаны мехсвойства основного металла | ||||||||||
| ≥206 | ≥333 | ≥24 | – | – | – | – | – | – | – | |
| Сталь горячекатаная и горячекатаная со специальной отделкой поверхности | ||||||||||
| – | – | – | – | – | – | – | – | ≤137 | – | – |
| – | – | – | – | – | – | – | – | ≤115 | – | – |
| Сталь калиброванная и калиброванная со специальной отделкой поверхности | ||||||||||
| – | – | ≥390 | ≥8 | – | – | ≥50 | – | ≤187 | – | – |
| – | – | 330-450 | – | – | – | ≥55 | – | ≤143 | – | – |
| – | – | 310-410 | – | – | – | ≥55 | – | ≤143 | – | – |
| Прокат тонколистовой горячекатаный в состоянии поставки. Группа прочности К270В | ||||||||||
| ≤2 | – | 270-410 | – | ≥24 | – | – | – | – | – | ≤65 |
| 2-3.9 | – | 270-410 | – | ≥26 | – | – | – | – | – | ≤65 |
| Прокат тонколистовой холоднокатаный в состоянии поставки. Группа прочности К270В | ||||||||||
| ≤2 | – | 270-410 | – | ≥25 | – | – | – | – | – | ≤65 |
| 2-3.9 | – | 270-410 | – | ≥28 | – | – | – | – | – | ≤65 |
| Трубы свертные двухслойные паяные. Указаны мехсвойства металла труб | ||||||||||
| 3-6 | – | ≥294 | ≥26 | – | – | – | – | – | – | – |
| 8-15 | – | ≥294 | ≥25 | – | – | – | – | – | – | – |
| Трубы электросварные холоднодеформированные для карданных валов по ГОСТ 5005-82 | ||||||||||
| ≥430 | ≥510 | ≥8 | – | – | – | – | – | – | – | |
| Трубы электросварные для изготовления ТЭНов (Dн=10-25мм.) Термообработанные, в состоянии поставки. | ||||||||||
| – | ≥270 | ≥25 | – | – | – | – | – | – | – | |
| Трубы электросварные холодноредуцированные по ТУ 14-152-19-93 | ||||||||||
| – | – | ≥372 | ≥6 | – | – | – | – | – | – | – |
| – | – | ≥270 | ≥24 | – | – | – | – | – | – | – |
| Лента холоднокатаная мягкая, нормальной точности, 2-й группы качества поверхности, с обрезанными кромками, обыкновенного качества (0,25х340 мм и 0,35х300 по СТП М315-82) | ||||||||||
| – | – | 310-440 | ≥17 | – | – | – | – | – | – | – |
| Поковки и штамповки. Нормализация при 880-900 °С | ||||||||||
| ≥205 | ≥330 | ≥31 | – | – | ≥55 | – | 95-143 | – | – | |
| Проволока бердная в состояни поставки по ГОСТ 5437-85 | ||||||||||
| 0.8-2.2 | – | 490-640 | – | – | – | – | – | – | – | – |
| 2.3-3 | – | 440-590 | – | – | – | – | – | – | – | – |
| 3.1-8.5 | – | 390-540 | – | – | – | – | – | – | – | – |
| Прокат без термообработки – в состоянии поставки | ||||||||||
| – | – | ≥335 | ≥31 | – | – | ≥55 | – | – | – | – |
| 80 | ≥210 | ≥340 | ≥30 | – | – | ≥55 | – | – | – | – |
| – | ≥240 | ≥355 | ≥24 | – | – | – | – | ≥137 | – | – |
| – | – | ≥345 | ≥24 | – | – | – | – | ≥137 | – | – |
| Прокат. Нормализация | ||||||||||
| 60 | – | ≥340 | ≥32 | – | – | – | – | – | – | – |
| – | ≥200 | ≥340 | ≥26 | – | – | – | – | – | – | – |
| Сортовой прокат г/к. Цементация при 920-950 °С + Закалка в воду с 790-810 °С + Отпуск при 180-200 °С, охлаждение на воздухе | ||||||||||
| – | ≥390 | ≥25 | – | – | ≥55 | – | ≥137 | 57-63 | – | |
| Трубы бесшовные хладостойкие по ТУ 14-3Р-1128-2007 в состоянии поставки | ||||||||||
| ≥216 | ≥353 | ≥24 | – | – | – | – | – | – | – | |
| Трубы бесшовные холодно- и горячедеформированные в состоянии поставки термообработанные (НВ – для стенки > 10 мм) | ||||||||||
| ≥216 | ≥353 | ≥24 | – | – | ≥50 | ≥780 | ≤137 | – | – | |
| ≥206 | ≥345 | ≥25 | – | – | – | – | ≤137 | – | – | |
| Трубы бесшовные холоднодеформированные, термообработанные в состоянии поставки по ГОСТ 30563-98 | ||||||||||
| ≥206 | ≥343 | ≥24 | – | – | – | – | – | – | – | |
| Трубы биметаллические бесшовные для судостроения с внутренним слоем из меди, термообработанные в состоянии поставки по ГОСТ 22786-77 | ||||||||||
| ≥362 | – | ≥22 | – | – | – | – | – | – | – | |
| Трубы профильные в состоянии поставки по ГОСТ 13663-86 | ||||||||||
| – | ≥216 | ≥353 | ≥24 | – | – | – | – | – | – | – |
| – | ≥206 | ≥343 | ≥24 | – | – | – | – | – | – | – |
| – | – | ≥353 | ≥10 | – | – | – | – | – | – | – |
| – | ≥206 | ≥333 | ≥24 | – | – | – | – | – | – | – |
| Трубы прямошовные электросварные для ТЭНов по ТУ 14-162-74-91 в состоянии поставки (термообработанные в линии стана) | ||||||||||
| ≥216 | ≥333 | ≥24 | – | – | – | – | – | – | – | |
| Трубы электросварные овальные по ТУ 14-3-421-75 в состоянии поставки без термической обработки | ||||||||||
| – | ≥333 | ≥15 | – | – | – | – | – | – | – | |
| Сталь горячекатаная, кованая калиброванная и серебрянка 2-й категории. После нормализации | ||||||||||
| – | – | 335 | 31 | – | – | 55 | – | – | – | – |
| Лист т/о 1 и 2-й категорий | ||||||||||
| – | – | 295-420 | ≥32 | – | – | – | – | ≥117 | – | – |
| Сортовой прокат | ||||||||||
| – | ≥260 | ≥420 | ≥32 | – | – | ≥69 | – | – | – | – |
| – | ≥220 | ≥485 | ≥20 | – | – | ≥55 | – | – | – | – |
| – | ≥175 | ≥515 | ≥23 | – | – | ≥55 | – | – | – | – |
| – | ≥170 | ≥355 | ≥24 | – | – | ≥70 | – | – | – | – |
| – | ≥160 | ≥255 | ≥19 | – | – | ≥63 | – | – | – | – |
Термообработка
Инструменты из стали У7, правила их термообработки: сверла, для производства которых использовалась углеродистая сталь У10A, охлаждаются в воде при температуре 150-200С, после чего переносятся в масло. Сверла, диаметр которых достигает — 8-10 мм, подлежат обязательному закаливанию в масле. Отпуск производится при температуре 150-180С в масляной ванной. Время процедуры — 1.5-2 часа.
Рабочая часть сверл из углеродистой и легированной стали, достигаемых в диаметре до 10 мм, должна иметь твердость 59-63, если сверла имеют диаметр свыше 10 мм, твердость рабочей части составляет 61-64. Лапки конусов, расположенных в хвостовиках, подлежат закаливанию на твердость.
Оптимальный материал для производства несложных калибров для измерительных приборов – стали У10А, У12А. Лерки для нарезки резьбы изготавливаются из стали У10А или У12А. Также для их производства используют легированные стали 9ХС, ШХ15, ХВГ.
Плашки под закалку нагреваются в соляной ванне путем многочисленных погружений в специальный раствор. Некоторые специалисты рекомендуют выполнять нагрев в камерной печи. При этом выдержка во всех без исключения случаях минимальная. Если нагрев производится в камерной печи, тогда режущая часть в обязательном порядке должна быть присыпана чугунной стружкой, можно также использовать уголь с содой, эти материалы защищают от окисления и обезуглероживания. Если нагрев производится в соляной ванне, резьбу предварительно следует покрыть густой пеной или зеленым мылом.
Плашки из легированной стали охлаждаются в горячем масле при температуре 150-200С. Если их диаметр составляет 6 мм, то они проходят процесс охлаждения в масле, если – больше 6 мм, то процедуру производят в воде с последующим переносом в масло.
Мелкие плашки охлаждаются путем скатывания с противня, на котором их доводили до нужной температуры в каменной печи, или путем сбрасывания со специального приспособления во время нагрева в ванных. Их отпуск выполняется в масляной ванне или электропечи, допускается проведение процедуры и в печах лабораторного типа. Отпуск выполняется при следующей температуре:







- плашек, изготовленных из стали 9ХС, — от 200 до 240С;
- плашек, изготовленных из другой стали, — от 180 до 220С.
Время выдержки при отпуске — 3-4 часа. Твердость изделий проверяется при помощи специального устройства РВ. Предусмотренные параметры твердости – 58-62. В соответствии с действующими нормативными документами перемычки, противолежащие прорезям, должны иметь твердость не менее 45. При отпуске перемычки нагреваются в свинцовой ванне или путем использования сварочной точечной машины.





