

Основные разновидности и назначение
Шпиндель является главным узлом на фрезерных станках всех типов. Его параметры входят в перечень основных технических характеристик оборудования. Режущий инструмент крепится на шпинделе и через него получает вращательный момент от основного привода.
Мощность узла во многом зависит от его конструкции. Все виды шпинделей условно делят:
- домашние, до 1,5 кВТ;
- промышленные, от 3 кВт.
Деление условное. На мощном оборудовании можно мастерить в гараже мебель и делать запчасти. На крупном предприятии массово делают гравировку, используя настольные станки.
Гравер
Шпиндель предназначен для выполнения гравировальных работ на станках с ЧПУ и других операций с малой глубиной обработки. Шпиндельный вал получает обороты непосредственно от двигателя. Скорость и мощность находятся в прямой зависимости. Крепление инструмента цанговое.
Гравером выполняют фрезерные работы:
- обработка плат;
- гравировка по металлу, стеклу и камню;
- выполнение пропилов, пазов и других элементов глубиной до 1,5 мм на мелких деталях.
Граверы используют на фрезерных станках с ЧПУ для создания надписей, рисунков, других изображений по трафарету и программе. Производство деталей единичное и серийное.
Бормашинка
Отличается от гравера большой мощностью и патронным зажимом, устанавливаемым в конус шпинделя. Мощность узла стабильная, не зависит от оборотов.
Шпиндель типа бормашина устанавливается на оборудование для проведения работ:
- глубокая гравировка;
- создание 3D изображений;
- изготовление объемных деталей из дерева и сплавов цветных металлов;
- раскрой листов МДФ, ДСП, фанеры, пластика.
Шпиндель и ведущий вал стоят в одной оси, и соединены муфтой. Число оборотов регулируется на электродвигателе.
Справка! Бормашина работает тише гравера и выполняет глубокую обработку деталей.
DC-мотор
В одном корпусе находятся электродвигатель и шпиндельный вал, соединенные жестко. Применяются на станках с ЧПУ для обработки металлов и мягких материалов. Скорость вращения до 12000 об/мин, мощность 400 Вт. Крепление инструмента цанговое.
Преимущества DC-моторов:
- отсутствие биения;
- высокая точность;
- низкий уровень шума.
Шпиндель конструкции DC-мотор устанавливают на фрезерные станки с револьверной головкой и коротким циклом операций. Регулировка оборотов инструмента производится через изменение режимов работы электромотора.
Важно! При большой скорости обработки, DC—мотор не относится к высокопроизводительному оборудованию. Время его работы несколько минут
Он быстро перегревается и требует остановки
Он быстро перегревается и требует остановки.
Прямошлифовальная машина
Вращательный момент с электродвигателя на шпиндель передается через редуктор. Мощность и частота вращения не регулируются. К прямошлифовальным машинкам имеется большой набор инструмента, которым выполняют:
- зачистку наружных и внутренних поверхностей;
- удаление заусенцев;
- обработку углов и торцов;
- фрезеровку по плоскости;
- вырезку пазов.
При установке дисковой пилы, производится порезка и раскрой листовых заготовок из пластика, дерева, цветных металлов.
Важно! Режим работы станка с прямошлифовальным шпинделем, регулируется подачей стола и глубиной реза
Профессиональный
Профессиональный узел предназначен для длительной работы с большими нагрузками. Он отличается от маломощных моделей:
- имеет водяное охлаждение;
- шпиндельный вал закреплен в шарикоподшипниках;
- вращение передается через многоступенчатую коробку скоростей;
- работает тихо.
Достоинство узла заключается в отсутствии в нем щеток. Они быстро изнашиваются, искрят и способствуют нагреву шпинделя.
Важно! Профессиональные шпиндели работают от трехфазного тока. Для установки их на домашнем оборудовании, требуется частотный преобразователь
Расположение органов управления фрезерным станком 675

Расположение органов управления фрезерным станком 675
Перечень органов управления фрезерным станком 675
- Рукоятка набора скоростей
- Рукоятка включения скоростей
- Рукоятка набора подач
- Рукоятка включения подач
- Рукоятка ускоренного хода суппорта и шпиндельной бабки
- Маховик ручного перемещения стола в вертикальном направлении
- Маховик ручного перемещения стола в продольном направлении
- Рукоятка зажима суппорта в вертикальном направлении
- Рукоятка включения продольной и вертикальной механической подачи стола
- Рукоятка зажима в горизонтальном направлении
- Маховик ручного перемещения шпиндельной бабки
- Рукоятка включения механической подачи шпиндельной бабки
- Рукоятка ручного перемещения вертикального шпинделяи
- Рукоятка зажима шпиндельной бабк
- Зажим гильзы вертикального шпинделя
- Гайка крепления вертикального шпинделя
- Упор величины перемещения вертикального шпинделя
- Винт установки вертикального шпинделя в вертикальное положение
- Зажим инструмента (патрона)
- Зажим хобота горизонтальной бабки
- Маховик ручного вращения шпинделя
- Реверс оборотов шпинделя
- Пуск и остановка главного двигателя
- Включение станка в сеть
- Выключатель насоса охлаждения
- Выключатель освещения
- Упоры отключения механической продольной подачи
- Упоры отключения механической вертикальной подачи
- Упоры отключения механической поперечной подачи
- Лубрикатор для жидкой смазки С17—12
Регулировка и настройка
На традиционных станках с зафиксированным в одном положении шпинделе регулировка оборотов двигателя проводится классическим, механическим способом, за счет коробки скоростей. На изображении рычаг регулировки скоростей шпинделя на традиционном фрезере:

На шпинделях с встроенным электродвигателем регулировка выполняется электрическим способом, за счет снижения и повышения тока, подаваемого на электродвигатель.
Сам шпиндель перед работой не требует специальной настройки
Внимание уделяется правильному расположению и надежному закреплению фрезы, согласно инструкции по эксплуатации для каждого станка. Неправильно вставленная фреза может делать выборку не на той глубине, где предусмотрено или выскочить из зажима во время работы
Что такое шпиндель
В строительстве, металлообработке и деревообработке, а также в некоторых других сферах профессиональной деятельности, существуют термины, которые находятся на слуху у строителей и людей, кто хоть как-то знаком с этой темой. Но многие из них могут вызвать интерес неподготовленного человека, который может воспринять некоторые термины даже как ругательства. Примером таких слов может служить термин шпиндель. Что такое шпиднель?


Шпиндель, как правило, это элемент каких-либо устройств, используемых в производстве. И самым распространенным значением этого слова является ось вращения. Иногда, даже уместно употреблять эти слова как синонимы.
Как ось вращения, шпиндель может использоваться в станках, прядильных аппаратах, двигателях и других механических устройствах. Так, к шпинделю, как правило, крепится катушка, если он используется в прядильной машине как веретено.
В других сферах шпинделем могут называться и другие элементы. Так, в металлорежущих станках шпинделем является вал, который снабжен устройством для закрепления деталей, подлежащих обработке. Следовательно, к шпинделю крепится зажимной патрон или другие элементы в зависимости от типа станка. В таких станках и приспособлениях шпиндель даже может быть регулируемой длины.
Если рассматривать двигателестроение, то шпинделем в этом случае может называться передаточный вал от двигателя к прокатному валу, а также специальный элемент, осуществляющий передачу крутящего момента от двигателя к другим движущимся частям.
Также шпинделем могут называть и асинхронный двигатель со специальным валом, который используется для закрепления фрезы. Таким двигатели для работы используют переменный ток и используются как во фрезерных, так и в других типах станков, например, шлифовальных или точильных.
В производстве компьютерной технике также используется понятие шпинделя. В данном случае это вал, который крепит пластины жесткого диска и обеспечивает их вращение. Таким образом. Шпиндель также является и осью, и валом, и креплением одновременно, и также поворотным механизмом.
Можно сделать заключение о том, что шпиндель – это достаточно употребляемое слово в просторечии, которое может обозначать легкое ругательство, но реального значения этого слова многие не знают. Таким образом, шпиндель является всего лишь осью, валом или элементом вращения, который используется во многих сферах производства: машиностроении, разработке компьютерной технике, металлообработке, деревообработке и многих других сферах. Значит, что шпиндель очень даже важный элемент, вокруг которого крутится все, и который играет очень важную роль в производственной сфере. Получается, что слово шпиндель может являться не только ругательством, но и комплиментом.
Устройство и характеристики
Практически все конструкции шпинделя схожи, однако технические характеристики могут существенно отличаться. Особенностями можно назвать нижеприведенные моменты:
Роторный вал фиксируется в корпусе за счет подшипника качения. При этом могут применяться самые различные варианты исполнения подшипника качения, некоторые характеризуются повышенной устойчивостью к вибрации, другие обходятся намного дешевле. Большая часть оборудования предусматривает подачу смазывающего вещества в зону скольжения. За счет этого существенно повышается ресурс работы, а также снижается степень нагрева всего механизма.
Главное вращательное движение передается от асинхронного двигателя, который также монтируется в корпусе. Подобный механизм питается от электричества, может работать от напряжения 220 В или 380 В. На протяжении длительного периода проводилась установка исключительно трехфазного варианта исполнения, так как он характеризовался большей мощностью и устойчивостью к возникающей нагрузке. Однако через некоторое время появились более современные конструкции моделей на 220 В, которые позволили ставить оборудование в бытовых условиях.
Не стоит забывать о том, что шпинделю передается вращательное движение. При этом оно может передаваться напрямую или через различный привод, каждый характеризуется своими определенным особенностями. Примером можно назвать клиноременную передачу, представленную сочетанием шкивов различного диаметра и ремня с определенным профилем. За счет натяжения ремень может передавать существенное усилие, в случае превышения допустимого показателя ремень начинает проскальзывать и исключается вероятность повреждения основных элементов. для передачи особых свойств проводится установка зубчатых колес, в некоторых случаях есть возможность провести их замену.
На валу находятся зажимы цангового типа. За счет подобной конструкции обеспечивается крепление инструмента с определенным диаметром хвостовика. Стоит учитывать, что не всем инструменты могут быть зафиксированы в подобном устройстве. В случае, когда фиксация проводится по внешней цилиндрической поверхности обеспечить высокую степень надежности практически невозможно. Именно поэтому инструменты изготавливают со специальными хвостовиками, которые исключают вероятность осевого смещения.
Довольно большое количество вариантов исполнения имеет систему охлаждения. Она может быть воздушного или жидкого типа. Стоит учитывать, что только при обеспечении надлежащего охлаждения можно эксплуатировать устройство на протяжении длительного периода.
Сложное устройство шпинделя станков с ЧПУ. Это связано с тем, что подобные фрезерные станки характеризуется повышенной точностью в работе, а также большой сложностью по причине применения блока числового программного управления. Устройство с ЧПУ может быть подвижным и работать в автоматическом режиме, то есть выполнять сжатие детали без участия оператора. Часто встречается гидравлический привод, который характеризуется относительно невысокой стоимостью и возможностью передачи большого усилия
Электрические более точные и характеризуются большой скоростью срабатывания.
Рассматривая характеристики шпинделя следует уделить внимание максимальной и минимальной скорости вращения. Она наиболее актуальна для устройства, которое предназначено для фиксации заготовки.

Стоит учитывать, что стандартный ряд частот вращения во многом зависит не от устройства и где находится шпиндель, а от особенностей механизма привода. Производители фрезерных станков указывают стандартные значения частоты вращения шпинделя или диапазон. Некоторые устройства позволяют проводить плавную регулировку параметров. Также есть шпиндельный привод, который классифицируется по достаточно большому количеству признаков.
Виды, типы, категории шпинделей
 Коллекторные шпиндели применяются для гравировок, ювелирной обработки миниатюрных изделий. Чаще всего это высокоскоростные устройства с цангой ER8 мощностью около 0,8 кВт. Для резки и раскройки мягких материалов больше подходят цанги ER11. Высокоскоростные коллекторные шпиндели хорошо зарекомендовали себя в профессиональном и любительском применении в станках с ЧПУ. Некоторые устройства оснащены системами плавного пуска с ограничением поступающего напряжения.
Коллекторные шпиндели применяются для гравировок, ювелирной обработки миниатюрных изделий. Чаще всего это высокоскоростные устройства с цангой ER8 мощностью около 0,8 кВт. Для резки и раскройки мягких материалов больше подходят цанги ER11. Высокоскоростные коллекторные шпиндели хорошо зарекомендовали себя в профессиональном и любительском применении в станках с ЧПУ. Некоторые устройства оснащены системами плавного пуска с ограничением поступающего напряжения.
Устройства с жидкостным охлаждением часто применяются в высококачественных промышленных агрегатах на предприятиях нашей страны. Мотор эффективно охлаждается водой или тосолом. Такие шпиндели укомплектованы высокоскоростными железными подшипниками, не требующими дополнительного обслуживания. Управление этими устройствами осуществляется через частотные преобразователи. Фрезы крепятся в цанги и закрепляются гайкой. На современном рынке доступны устройства как европейских, так и китайских производителей.

Ременноприводной шпиндель
Ременноприводные шпиндели взаимодействуют с сервоприводами переменного напряжения или с асинхронными двигателями. Эта особенность дает возможность точно регулировать частоту вращения инструмента. Воздушные шпиндели – дешевые и надежные устройства для станков с программным управлением. Большей частью это приборы китайского производства с установленными керамическими подшипниками, выдерживающими высокие обороты. В некоторых шпинделях предусмотрена возможность автоматической смены режущих инструментов.
Технические характеристики и область применения
На современном рынке доступно большое количество шпинделей. Системы охлаждения, технология приведения в движение ротора, способ фиксации режущего инструмента и регулирования питания мотора тоже может отличаться. Поэтому лучше всего классифицировать все шпиндели, доступные в продаже, по типу обрабатываемых материалов. Возможности каждого устройства обусловлены их техническими характеристиками.

Область применения шпинделя — портальные станки с ЧПУ
Шпиндели мощностью 0,8 кВт используются при обработке ювелирных изделий, для создания гравировок, порезки пластиковых деталей до 5 мм толщиной, тонкой фанеры, а также для резки и сверления печатных плат. в такие устройства обычно устанавливаются очень тонкие граверы и миниатюрные фрезы. Высокоскоростные шпиндели мощностью от 1,2 кВт могут использоваться с качественными твердоплавкими фрезами для обработки металлических изделий. Для работы с тонкими прочными фрезами всегда используются шпиндели со скоростью вращения 30 000 об/мин.
Шпиндели мощностью 1,5 кВт применяются для обработки сувениров, создания неглубоких фрезеровок на латунных и алюминиевых предметах. Они также являются начальными приборами для обработки твердой древесины или акрилов толщиной до 15 мм. Мощность от 2,2 кВт позволяет обрабатывать твердое дерево и акрилы до 30 мм толщиной. Устройства от 3 кВт можно использовать для прочных материалов. Например, они часто используются в 3D устройствах по обработке твердого дерева или фигурной резке. Шпиндели на 4 кВт применяются при резке твердых материалов. Устройства мощностью от 4,5 кВт и выше позволяют максимально эффективно работать с большими фрезами для толстых заготовок из дерева или металла.
| Мощность (кВт) | Частота вращения (об/мин.) | Обрабатываемые материалы | Для водного охлаждения (л./час) | Насос |
| 0,8 | 8000-24000 | Тонкий пластик, фанера, гравировка металлических изделий | 780-1500 | Помпа DB-25A-220V |
| 1,5 | 8000-24000 | Латунь, алюминий | 1500-3000 | Помпа DB-50A-380V |
| 2,2 | 8000-24000 | Твердые породы дерева | 1500-3000 | Помпа ZWP75 |
| 3 | 8000-24000 | Высокопрочные металлические заготовки | 2000-3000 | Помпа ZWP150 |
| 4,5 и выше | 8000-24000 | Твердые деревянные и металлические заготовки | 2000-5000 | Помпа DB-100-380V |
Для примера рассмотрим характеристики изделий самых популярных производителей:
- На отечественном рынке доступны высокоскоростные китайские шпиндели с воздушным и жидкостным охлаждением GTM, HNZ, HQ, TDK с диапазоном мощности 0,8-6 кВт с частотой вращения 8000-18000/24000 об/мин. с цангами ER11, ER16, ER20, ER
- Ременноприводные шпиндели BT30 для обработки заготовок из черного/цветного металла с частотой вращения 6000 об/мин. Некоторые изделия оснащены автоматической системой замены режущего инструмента;
- Минишпиндели с системами воздушного охлаждения мощностью 300-1050 Вт и частотой вращения до 32000 об/мин. В числе таких изделий представлена продукция компании Kress.
Подготовка станка к первоначальному пуску и первоначальный пуск
При упаковке станка все наружные обработанные поверхности предохраняются антикоррозийным покрытием.
Антикоррозийное покрытие не следует удалять до установки станка на фундамент.
Применяемое заводом при консервации покрытие (смазка УНЗ) удаляется хлопчатобумажными салфетками, увлажненными уайт-спиритом.
Категорически запрещается применять для очистки жиро-растворители нитроглифталевых эмалей и другие материалы, разрушающие окрашенные поверхности станка!
Очистив станок от антикоррозийного покрытия и пыли, необходимо тщательно протереть всю его поверхность и смазать все обработанные неокрашенные части станка тонким слоем машинного масла.
В связи с тем, что очистка стыков подвижных соединений затруднительна, ее следует повторить после подсоединения станка к электросети и смещения подвижных частей со своих мест.
Очищенный от антикоррозийного покрытия станок готов для заземления и подсоединения к электросети.
Во время подсоединения станка к электросети выключатели 26 и 25 (рис. 3) должны быть в положении «выключено», переключатель 1 — в нейтральном положении и клиновые ремни сняты со шкива электродвигателя. При этом необходимо проверить соответствие вращения вала электродвигателя выбранному направлению вращения шпинделя.



Правому вращению шпинделя соответствует вращение вала электродвигателя против часовой стрелки, если смотреть на вал со стороны шкива.
В пояснении к табличке «Переключение направления вращения шпинделя» (см, условные обозначения на табличках) правое вращение шпинделя отмечено цифрой I, левое — цифрой II.
После подключения станка необходимо надеть клиновые ремни и выполнить указания раздела «Смазка станка». Затем следует вручную проверить действие органов станка (см. схему расположения органов управления) в такой последовательности:
- Освободить зажимы 3, 4, 8.
- Проверить вращение шпинделей от маховика 19.
- Проверить перемещение шпиндельной бабки от маховика 17.
- Проверить перемещение салазок от маховика 23.
- Проверить перемещение суппорта от маховика 24.
Все перемещения должны быть главными, без заклиниваний и заеданий.
Первоначальный пуск начинают с включения станка в сеть выключателем 26.
Переключатель направление вращения шпинделя 1 устанавливают в положение «Правое вращение».
Грибком 6 набирают, а рукояткой 5 включают обороты шпинделя в интервале 50 .. 100.
Нажатием черной кнопки 7 осуществляется пуск станка.
Не допускается переключение скоростей на ходу во избежание поломки механизма коробки скоростей.
В круг работ, связанных с первоначальным пуском, входит опробование всех механических движений:
- вращение шпинделя на всех числах оборотов, начиная с наименьшего;
- работа коробки подач последовательным включением всех подач, начиная с наименьшей;
- проверка механизмов суппорта переключением крестовой рукоятки 2;
- проверка механизма шпиндельной бабки рукояткой 16.
Во время опробования механических движений проверяется подача масла плунжерным насосом и подача охлаждающей жидкости электронасосом.
В первую неделю работы станка не рекомендуется работать непрерывно более 40-50 минут на высоких оборотах шпинделя, не рекомендуется также работать на режимах, при которых возникают большие усилия резания.
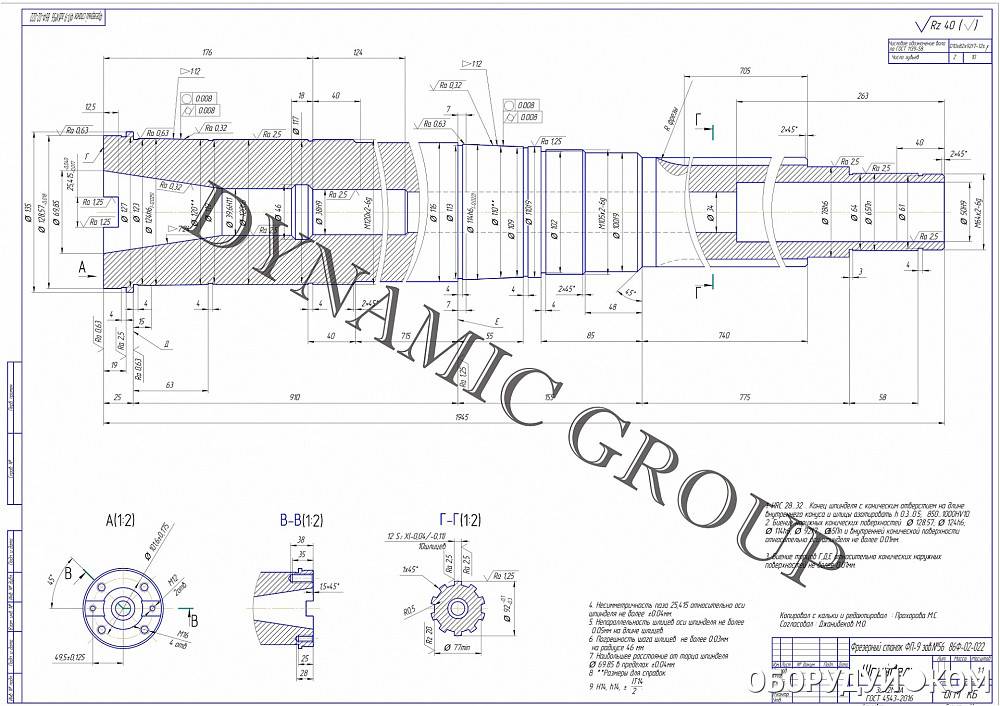
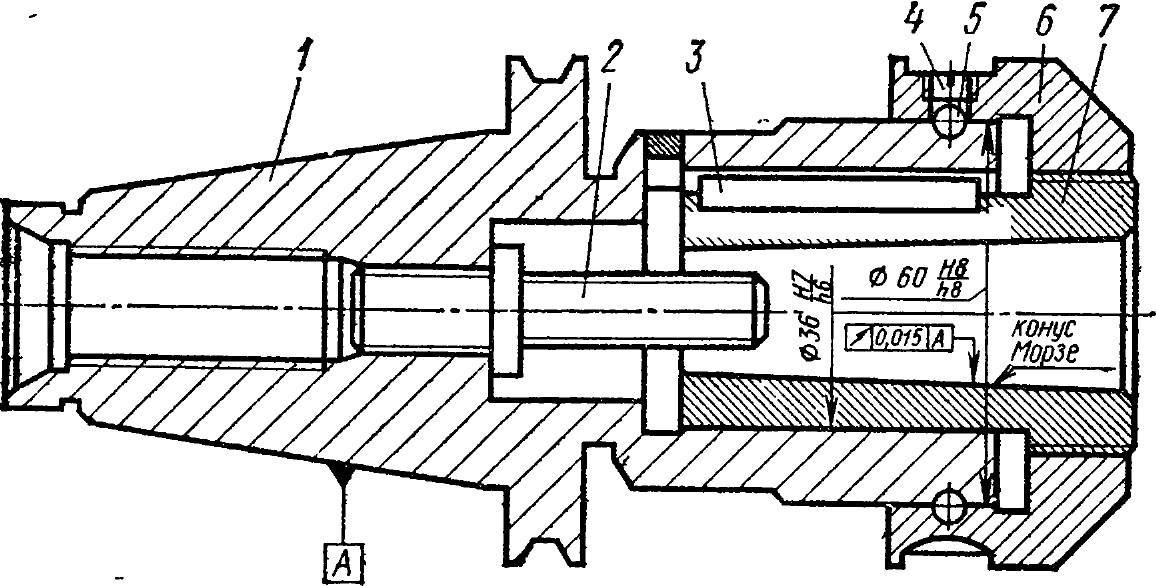
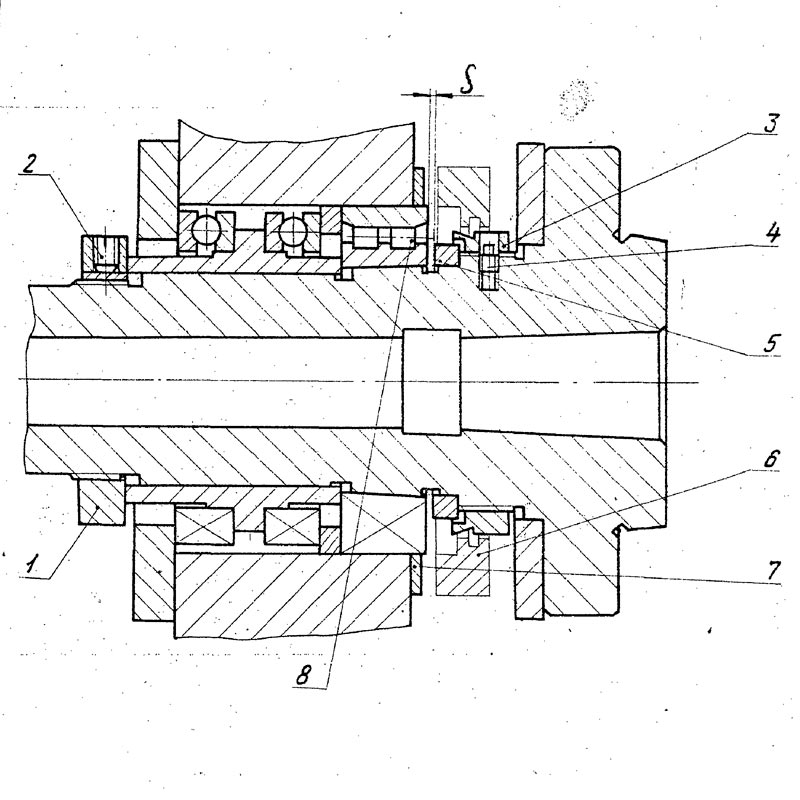
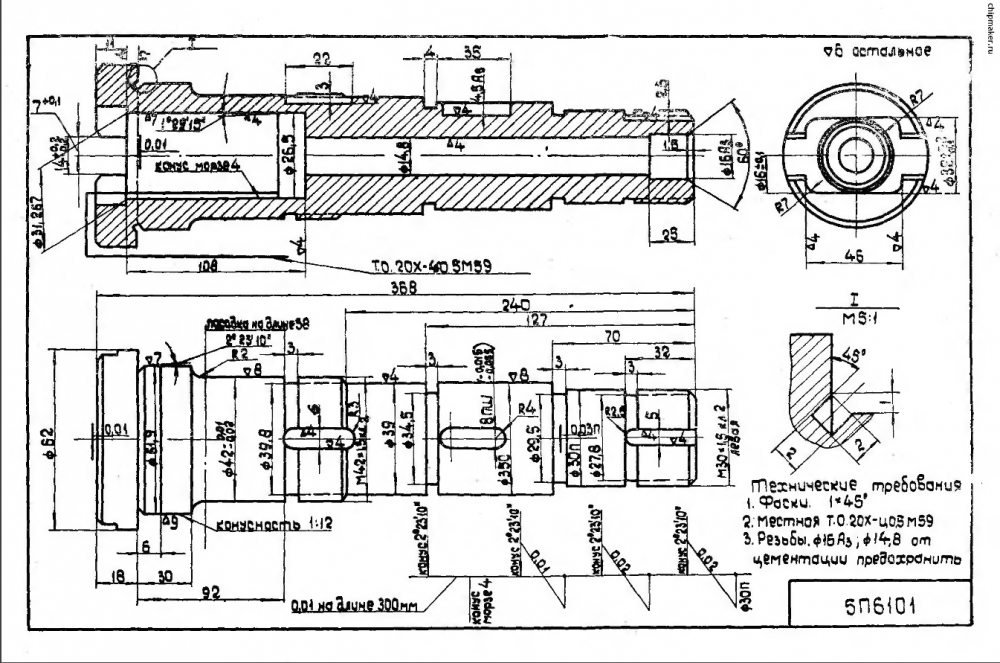
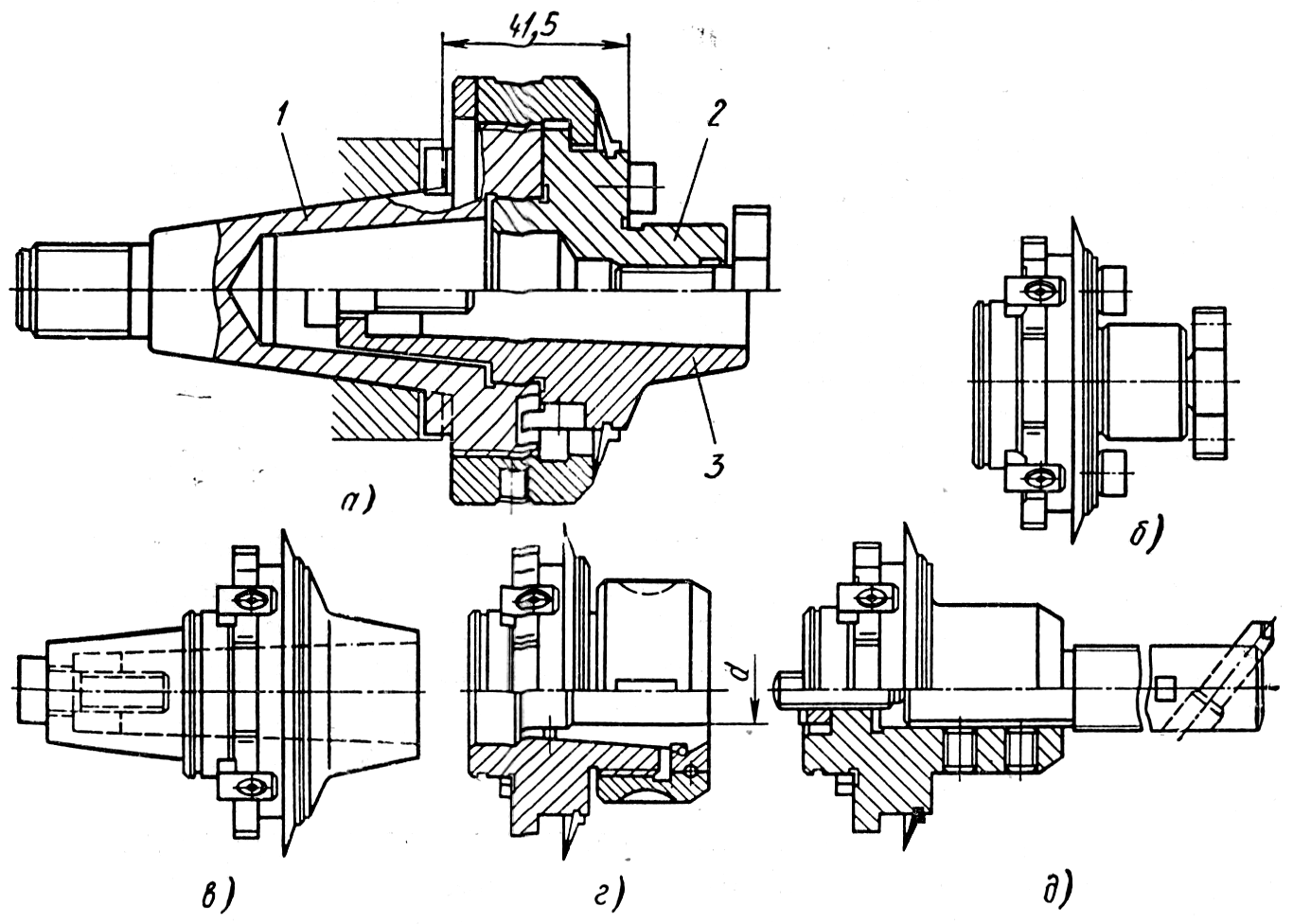
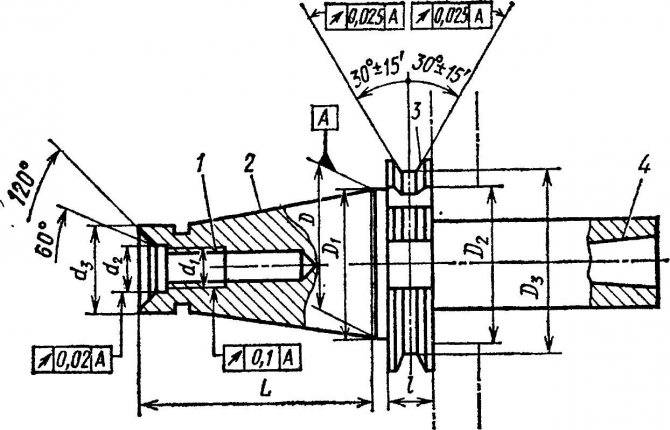
Технологический маршрут ремонта шпинделя
При проверке шпинделя (рис. 27) установлено, что:
- биение поверхности 2 — 1 составляет 0,04 мм
- биение поверхности 6 — — 0,06 мм
- биение буртика поверхности 6 — 0,06 мм
- износ поверхности 1 — х1,5 составляет 0,4 мм на сторону
- износ поверхности 2 — Ø49,96 мм
- износ поверхности 3 — Ø59,95 мм
- износ поверхности 4 — х6 — резьба замята по 0,3 мм на сторону
- износ поверхности 5 — Ø74,97 мм
- износ поверхности 6 — Ø69,87 мм
- износ поверхности 7 — х2 —резьба замята по 0,35 мм на сторону
- износ поверхности 8 — надиры и забоины до 0,8 мм
- износ поверхности 10 — 6,07 мм
- износ поверхности 11 — 6,07 мм
1 В квадратных скобках указаны номинальные размеры шпинделя (до износа)
Для выполнения ремонта шпинделя необходимо иметь следующее оборудование:
- токарно-винторезный станок
- вертикально-фрезерный станок
- круглошлифовальный станок
- отремонтированный станок с установленным на нем шпинделем
- верстак со слесарными тисками
- гальваническая ванна
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
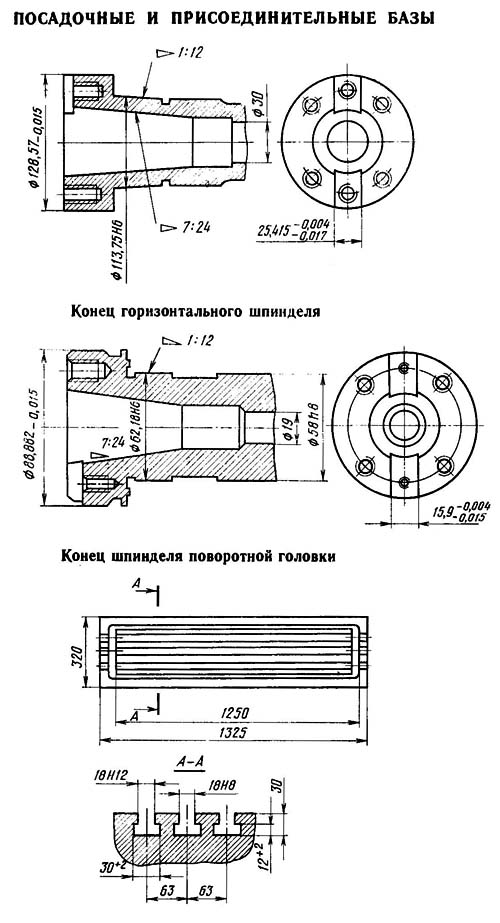
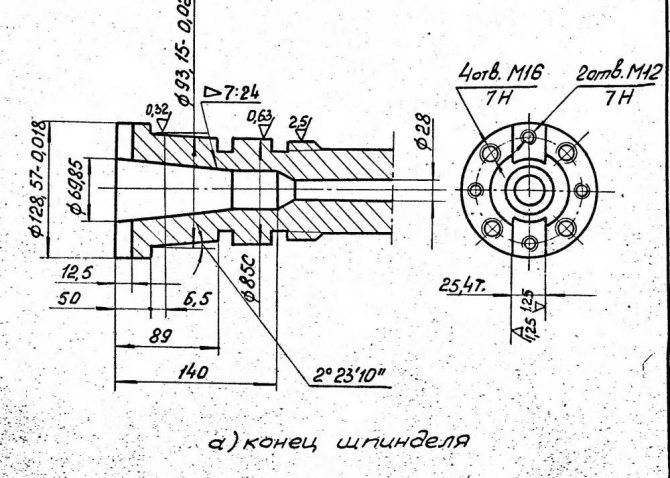
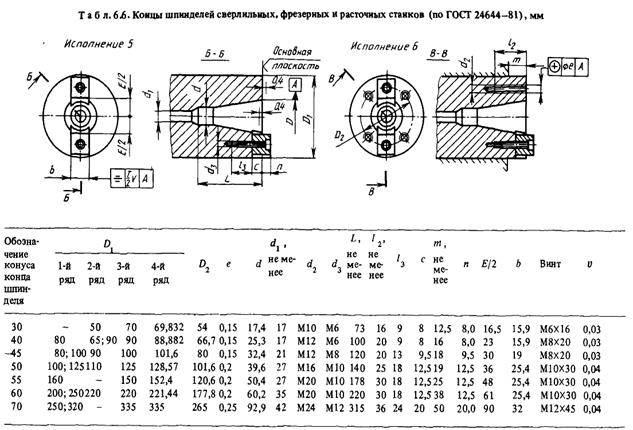
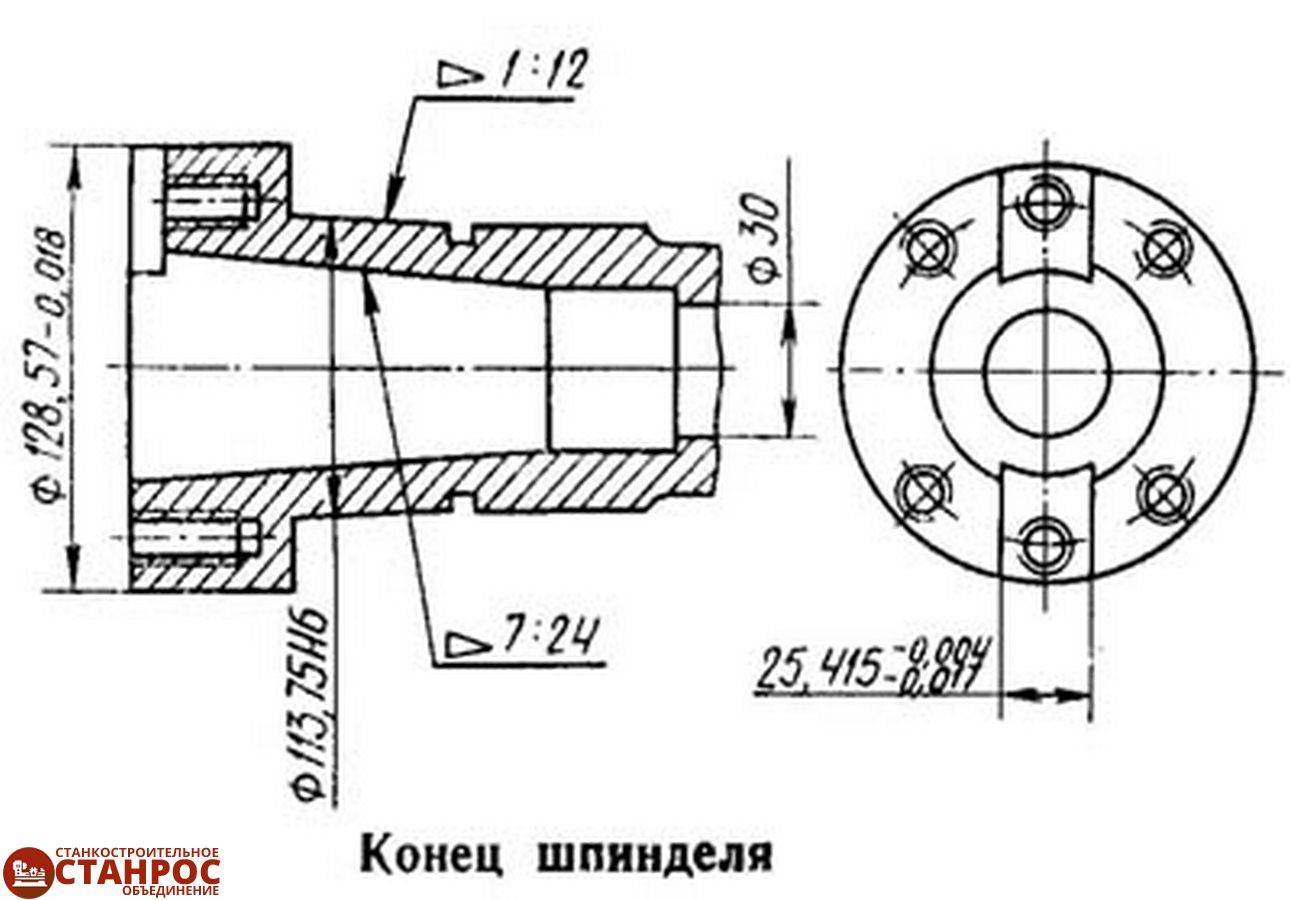
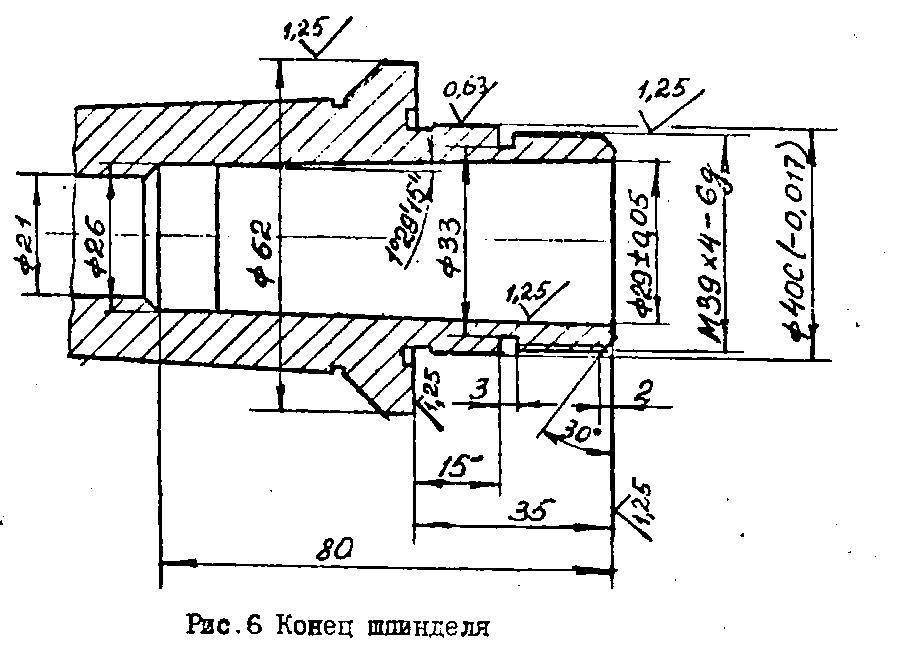
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2795 х 1190 х 1500 |
| Масса станка, кг | 3010 | 3010 |
Охлаждение
Как уже было сказано выше, шпиндели могут быть оборудованы как воздушным, так и жидкостным охлаждением. Воздушное представляет собой обычную крыльчатку, закрепленную на валу двигателя и обдувающую его обмотки.
Большим недостатком такого типа охлаждения является тот факт, что крыльчатка не только нагнетает воздух на горячий мотор, но еще и засасывает в его корпус стружку, пыль и все то, что вырезает фреза из заготовки. Также при обработке на низких скоростях воздушное охлаждение малоэффективно, поскольку напрямую зависит от скорости вращения вала шпинделя.

Система водяного охлаждения не имеет такого недостатка, но при ее использовании необходимо отдельное место для резервуара с охлаждающей жидкостью и правильная фиксация трубок с ней на корпусе фрезерных станков, что сильно усложняет конструкцию, если это фрезерный двухшпиндельный станок.
Она гораздо эффективнее системы воздушного охлаждения, поскольку скорость тока жидкости через шпиндель все время одинакова благодаря использованию специальной помпы. Основным условием, которое необходимо соблюдать, имея шпиндель с водяным охлаждением это то, что нельзя включать двигатель, не включив помпу, поскольку в таком случае он вовсе не будет охлаждаться, очень быстро перегреется и, как следствие, сгорит.
1 Общие сведения о шпинделях
Шпиндель, по сути, это обыкновенный вращающийся вал, который прикреплен к элементу фрезерного станка по металлу и дереву с ЧПУ. Этот механизм для фрезерного станка является двигателем передачи так называемого вращательного движения от прибора скоростей на станочную фрезу, являющуюся главным режущим инструментом.
Именно от точности вращения вала, а также от виброустойчивости его бесколлекторного двигателя, зависит то, насколько точной и аккуратной будет происходить обработка деталей и запчастей станком с ЧПУ по металлу и дереву.
На самодельный или заводской фрезерный станок по металлу и дереву с системой ЧПУ шпиндель устанавливают на специальном подвижном портале, который в процессе работы перемещает шпиндель вместе с закрепленной в нем цангой по трем осям: в плоскости станочного стола и по оси «Z» (то есть, в глубину).

Станок с тремя шпинделями по 2,2кВт
Проще говоря, движение передает станочной фрезе через узел, без возможных дополнительных искажений от передаточных станочных механизмов.
1.1 Технические параметры
Шпинделя различаются как по техническим параметрам, так и по предназначению, существует:
- двухшпиндельный фрезерный станок с ЧПУ (для фрезерного станка с ЧПУ по дереву и металлу);
- с вертикально-поворотным действием (для произведения сложных работ своими руками по дереву и металлу на фрезерных установках с системой ЧПУ);
- электрошпиндель (в том числе и самодельный, изготовленный своими руками);
- самодельный, сделанный своими руками электрошпиндель или шпиндель с вертикально-поворотным механизмом работы. Как правило, данные детали, сделанные своими руками, имеют достаточно малый эксплуатационный срок и им нужен постоянный ремонт;
- шпиндель для обработки торца. В такой модели головка шпинделя соединена двумя твердосплавными кассетами, а также головка оснащена двумя кассетами для обработки фаски с заданным углом.
Кроме того, валы для фрезерного станка различаются еще по затрачиваемой мощности и предельно возможному количеству совершаемых оборотов.

Образец работы фрезерного станка
Предельно возможное количество совершаемых оборотов определяется имеющимся де-факто режимом эксплуатации и работы станка и его сферы применения:
- гравирование;
- раскрой;
- фрезеровка.
Более того, имеются дополнительные режимы, где попросту неизбежно привлечение дополнительного инструментария. В целом же, для гравировальных работ чаще всего пользуются вертикально-поворотным шпинделем.
Для скоростной фрезеровки вертикально, наиболее предпочтителен электрошпиндель (в том числе самодельный электрошпиндель, произведенный своими руками).
Затрачиваемая мощность шпинделя полностью зависит от типа расходного материала. Например, мощности в 800 Вт будет более чем достаточно для точной и скоростной обработки картона и фанеры, тогда как шпиндель имеющий мощность в 1,5 кВт (двухшпиндельный вариант) идеально подойдет для фрезерной обработки пластика, древесины и различных тонких металлов.

Модель с мощностью 3-4 кВт и вертикально-поворотным механизмом работы будет наиболее предпочтительна для скоростной и точной обработки каменных элементов.
-

Шпиндель фрезерного станка с ЧПУ с воздушным охлажденим
- Узел частотного преобразователя станка (инвертор) без вала работать не может, и именно поэтому, дабы не допустить перебоев и различных поломок, требующих затем дорогостоящий и долгий ремонт, мощности двух этих механизмов всегда должны быть абсолютно идентичными.
Важно понимать, что в случае необходимости замены шпинделя (например, если производится ремонт) с небольшими рабочими оборотами на куда более мощный, обязательно следует убедиться в том, что был заменен и узел частотного преобразователя (инвертор)
1.2 Преимущества применения
Основные и наиболее значимые преимущества шпинделей следующие:
- предельно высокий коэффициент полезного действия (так называемый КПД), который достигает отметки в 80-95%;
- прочные элементы конструкции. Шпиндель весьма износоустойчив и прочен. Головка шпинделей новейших моделей и их внешняя оболочка сделана из бронзы и ей редко нужен ремонт;
- высокий эксплуатационный срок работы механических элементов шпинделя (головка, механизм крепежа и так далее), не требующих частый ремонт.
И все это благодаря тому, что как обычные шпиндели, так и шпиндели вертикально с двумя головками не имеют трущихся или же истирающихся элементов и у них почти полностью отсутствует эффект размагничивания магнитных элементов (головка, ротор и так далее).
Шпиндели для станка с ЧПУ
- Как выбрать привод шпинделя?
- Выбор типа охлаждения шпинделя
- Выбор скорости и мощности шпинделя
Применение бесколлекторных шпинделей
К изобретению бесколлекторных шпинделей инженеров привела потребность в высокоскоростной обработке. Шпиндели на основе электрического бесщеточного (BLDC) двигателя используются для гравировки, фрезерования и сверления разных материалов. Конструкция подобных шпинделей основывается на роторе с постоянными магнитами и статора с обмотками.
Принцип работы бесколлекторных шпинделей
Чаще всего бесколлекторные (бесщеточные) шпиндели работают на основе трехфазного двигателя. Принцип работы бесколлекторных шпинделей на подобном двигателе прост: короткозамкнутый ротор со своим магнитным полем помещается в бегущее магнитное поле трехфазного статора. Ротор начинает вращаться из-за взаимодействия своего магнитного поля и поля статора, с немного меньшей скоростью. Подобная конструкция шпинделя позволяет обрабатывать материалы на высоких скоростях, и это происходит за счет следующих факторов:
- уменьшенный вес ротора, достигнутый использованием легких материалов с выраженными магнитными свойствами, позволяет шпинделю выдавать большее количество оборотов в минуту;
- вытянутая цилиндрическая форма шпинделя позволяет наиболее эффективно использовать производительность устройства и повысить его КПД при компактных размерах устройства. Благодаря этому, современный бесщеточный шпиндель имеет компактные размеры при низкой потребляемой мощности. Подобный шпиндель был бы очень подходящим при использовании в настольном ЧПУ станке по металлу при обработке стали, чугуна, дерева, пластика, драг. камней и других, самых различных, материалов.
Регулирование скорости бесщеточного шпинделя
Скорость бесколлекторного шпинделя регулируется преобразованием частоты 3-хфазного тока и напряжения. С этой целью используются частотные преобразователи, которые всегда используются с двигателями асинхронного типа. Важная памятка: мощность шпинделя и частотного преобразователя должны совпадать.
Цены на бесщеточные шпиндели существенно разнятся на рынке станкооборудования. DARXTON предлагает купить бесколлекторный шпиндель по приятной цене. Если у вас появились вопросы, свяжитесь с нашими специалистами по почте info@darxton.ru
Изготовление насадки
При необходимости может использоваться самодельная фреза по дереву, позволяющая осуществлять несложные работы.
Детальная инструкция по изготовлению подобной насадки приведена ниже. Деталь будет изготавливаться непосредственно из полотнища резака поэтапно.
- Сначала делается отверстие точно в центральной части. Для этого используется сверло из твердых сплавов. Заусенцы и другие дефекты устраняются при помощи алмазного надфиля.
- Следом производится центрирование диска. Простым карандашом четко обрисовывается контур. Внешние края подравниваются на станке с установленным шлифовальным кругом.
- Далее проделываются зубчики с помощью отрезного круга. Их количество обычно составляет около 20 штук. Угол наклон прорезей должен соответствовать 30 градусам.
- На завершающей стадии подготовленная насадка устанавливается непосредственно на станок. Для тестирования можно использовать ненужную заготовку из дерева. Выборка древесины должна происходить равномерно.

Показан один из этапов изготовления детали.





