

Современные аналоги
На данный момент выпускаются несколько близких аналогов различных брендов таких как: Stalex, Proma, MetallMaster, Jet. В этой статье будет представлен небольшой обзор данного оборудования (особенности, преимущества и недостатки, технические характеристики) и выберем подходящий аналог для ваших работ.
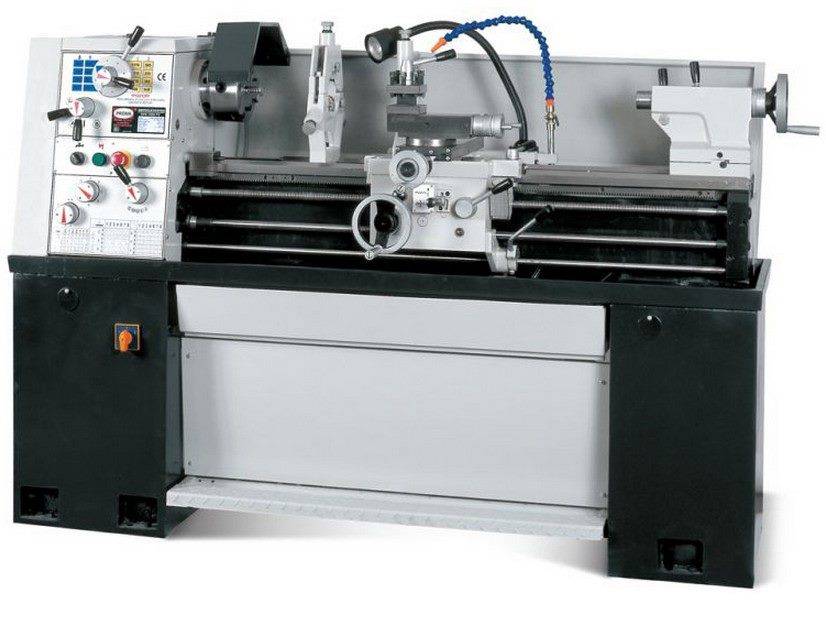
Stalex C6140W
Рассматривать начнем с аналогичной модели Stalex C6140W. Данный станок предназначен для токарной обработки, нарезания резьбы, сверления различных металлов. Кроме того, Stalex C6140W способен производить обработку различных полимерных материалов. Станок имеет коробку передач с большим выбором подач, что позволяет оптимально подобрать необходимую скорость обработки деталей, также на станке установлено УЦИ по 3-м осям, что делает работу оператора наиболее точной и удобной, это в свою очередь увеличивает производительность. Помимо этого, на станке реализована работа передач в масляной ванне, что способствует уменьшению трения и сокращению расхода энергии.

Также Stalex C6140W имеет еще ряд дополнительных особенностей:
- реверсивное, толчковое вращение шпинделя;
- централизованная система смазки суппорта;
- регулируемая задняя бабка для точения конусов;
- дублирующий рычаг включения вращения заготовки.
Proma SPF-1000P/1500P
Следующий станок, который является аналогом 16К20 и 1К62, Proma SPF-1000P/1500P.
К его преимуществам можно отнести: подсветку рабочей зоны (дает возможность трудиться на плохо освещенных рабочих местах), безопасность (специальный экран защищает от попадания каких-либо посторонних вещей во вращающийся патрон, что делает работу на оборудовании безопаснее), точение деталей небольшого размера (на станине установлен люнет, который позволяет обрабатывать заготовки большой длины и малого диаметра, при этом оператор получает равномерную обработку без прогиба заготовки. В дополнение к этому имеется быстрая фиксация (на задней бабке находится пиноль с ходом, благодаря чему можно легко и быстро фиксировать заготовку в центре и начать точение).
В недостатки следует записать подвижный люнет на бронзовых вкладышах (неподвижный на шарикоподшипниках), а также тот факт, что все ручки на передней бабке переключаются по щелчку, который надо «нащупать», а к этому уже нужно будет привыкнуть.
Также к основным особенностям этого Proma SPF-1000P/1500P относят:
- ножной тормоз;
- все подвижные узлы работают в масляной ванне;
- установлено УЦИ;
- простое и удобное управление;
- высокое качество;
- кнопка экстренной остановки;
- долгий срок эксплуатации;
- установлена система смазочно-охлаждающей жидкости.
MetalMaster MLM 460×1500
Следующим аналогом для изучения будет MetalMaster MLM 460×1500. Это токарный станок универсального типа. Преимущества данного оборудования заключаются в наличии системы Camlock D1-6 для зажима шпинделя (разновидность муфт быстрого соединения с помощью эксцентриковых кулачков), отшлифованной закаленной станины достаточно большой ширины с основанием из цельного материала, задней бабки со смещением до 13 мм для обработки конусов большого размера, большого числа шагов резьбы при нарезке, съемного мостика для обработки заготовок, имеющих большой диаметр.

Кроме вышеперечисленных достоинств данного аналога в целом, можно выделить их еще и у УЦИ:
- значительно увеличенная точность при точении;
- экономия времени на точение деталей различной сложности.
Jet GH-1840 ZX DRO
Последний аналог 16К20 и 1К62, который будем рассматривать – этоJet GH-1840 ZX DRO. Данный станок – довольно мощное оборудование уже профессионального класса. Оно необходимо для осуществления сверхточных работ по металлу и дереву. Jet GH-1840 ZX DRO выделяется своей массивностью и усиленной конструкцией. Его направляющие выставляются при помощи дисплея цифровой индикации.

Можно отметить следующие особенности:
- благодаря коробке передач можно нарезать резьбу без снятия/установки шестерен;
- автоподача продольного и поперечного суппорта;
- механизм привода шпинделя постоянно функционирует в масляной ванне, что как было сказано выше, способствует уменьшению трения и сокращению расхода энергии;
- централизованная система подачи смазки продольного суппорта.
Источник
Российские аналоги станка 16К20
16ВТ20, 16ВТ20П — Производитель: Витебский станкостроительный завод «Вистан». Ø 500
16В20, 16В20П — Производитель: Астраханский станкостроительный завод. Ø 445
МК6056, МК6057, МК6058 — Производитель: Красный пролетарий г. Москва. Современная модель, пришедшая на смену базовой модели 16К20. Ø 500









16Б16, 16Б16П, 16Б16В, 16Б16А — Производитель: Средневолжский станкостроительный завод СВЗС, г. Самара. Ø 360
Samat 400L, Samat 400M, Samat 400S — Производитель: Средневолжский станкостроительный завод СВЗС, г. Самара. Ø 400
МСТ1620М — Производитель: Минский станкостроительный завод им. Октябрьской революции МЗОР. Ø 400 КА-280 — Производитель: Киевский станкостроительный завод «Веркон». Ø 400
ЖА-805 — Производитель: Житомирский завод станков автоматов «ВерстатУниверсалМаш». Ø 400
Общая конструкция и принцип работы
Конструкция токарного станка 16К20 представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно!
Конструкция токарного станка 16К20 предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
Конструктивные особенности станка 16К20
- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Конструкция станка обеспечивает высокую безопасность при эксплуатации, надежность, простоту и удобство обслуживания. Все это, наряду с низкой стоимостью, гарантирует его востребованность на российском рынке.
Инструкция по первому запуску и эксплуатации
Перед первым запуском токарного станка 16К20, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.
Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода
После полной проверки электродвигателя, можно приступать к работе.
Краткая история серии
Московский станкостроительный завод, решил начать разработку и производство новых токарных станков в 1930 году. Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF.
Уже весной 32 года, компания начинает подготовку выпуска первых партий. К завершению того же года, фирма выпустила порядка двадцати пяти экземпляров. Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как токарный станок ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили. 1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.









Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20. 1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
Описание основных узлов, чертежи, схемы
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Расположение органов управления
На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.
- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.
- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.
Кинематическая схема
Кинематическую схему токарного станка 16К20 используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка токарного станка 16К20 может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих токарного станка 16К20 с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – узел, отвечающий за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе токарного станка 16К20, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.








Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку. Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Шпиндель
Шпиндель играет важную роль в самом процессе обработки деталей и является одной из основных частей токарного станка. Основное его предназначение — это передача вращающегося момента от электродвигателя к детали и фиксация самой детали для ее обработки.
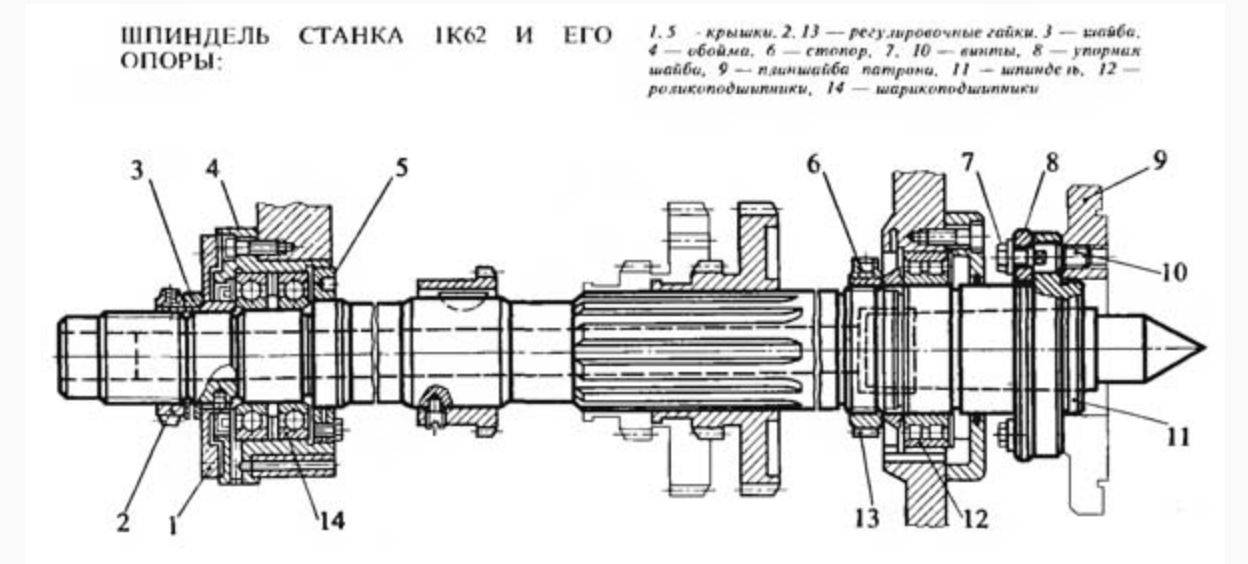
Вал шпинделя токарного станка 1К62 имеет вид полой трубы, которая держится и вращается на подшипниках, которые в свою очередь разделены на две опоры:
- Передняя опора в своей конструкции имеет упорные и радиальные подшипники. Она несет максимальную нагрузку, так, как расположена недалеко от зоны обработки.
- Задняя опора в своей конструкции имеет радиальные подшипники.
На торце вала шпинделя имеется место для фиксации патрона, он может быть механизированным или ручным. Электродвигатель приводит во вращение шпиндель, через прямую передачу, ременную или коробку скоростей. Частота вращения шпинделя регулируется.
Современные аналоги
Уже упоминалось, что завод прекратил производство токарного станка 16К20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA. Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики. Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.





