

Стандартные размеры арматурной сетки
Изготавливается сварная сетка из металлических прутьев, общий диаметр которых составляет от 3 до 40 мм. Подразделяется на легкие и тяжелые виды, при этом первые обладают диаметром прута до 10мм., а вторые от 12мм соответственно.
Рассматривая размеры их ячеек, невооруженным глазом можно заметить разницу, которая составляет от 0,5 см и доходит до 2,5 см.
Арматурная сетка может быть изготовлена большой площади и достигает длины в 12 метров, при минимальном значении от одного метра. Максимальный габарит в ширину составляет 240 см, при минимальном значении в 50 см.
| Наименование сетки сварной | Номинальный размер ячейки по осям проволоки, мм | Номинальный диаметр проволоки до оцинкования, мм | Ширина сетки по осям крайних проволок, мм | Теоретическая масса 1м2 сварной сетки, кг | ||
| по основным проволокам | по уточным проволокам | непокрытой | оцинкованной | |||
| 16х24 | 16 | 24 | 2,0 | 912 | 2,590 | 2,590 |
| 16х24 | 16 | 24 | 2,0 | 992;1024 | 2,620 | 2,970 |
| 16х48 | 16 | 48 | 2,0 | 896;992 | 2,100 | 2,360 |
| 24х24 | 24 | 24 | 2,0 | 912;1128 | 2,080 | 2,340 |
| 24х48 | 24 | 48 | 2,0 | 984 | 1,590 | 1,790 |
| 24х48 | 24 | 48 | 2,0 | 1128 | 1,56 | 1,76 |
| 24х48 | 24 | 48 | 2,0 | 1416 | 1,570 | 1,770 |
| 32х48 | 32 | 48 | 2,0 | 1120 | 1,320 | 1,490 |
| 32х24 | 32×24 | 16×24 | 2,0 | 912 | 2,390 | 2,710 |
| 25х12,5 | 25 | 12,5 | 2,0 | 1500 | – | 2,1 |
| 25х25 | 25 | 25 | 2,0 | 1500 | – | 2,04 |
| 25х50 | 25 | 50 | 2,0 | 1500 | – | 1,56 |
| 50х50 | 50 | 50 | 2,0 | 1500 | – | 1,1 |
| 50х75 | 50 | 75 | 2,0 | 1500 | – | 0,85 |
| 25х12,5 | 25 | 25 | 1,8 | 1500 | – | 2,5 |
| 25х25 | 25 | 25 | 1,8 | 1500 | – | 2,04 |
| 25х50 | 25 | 50 | 1,8 | 1500 | – | 1,56 |
| 50х50 | 50 | 50 | 1,8 | 1500 | – | 1,1 |
| 50х75 | 50 | 75 | 1,8 | 1500 | – | 0,85 |
| 12.7х12.7 | 12.7 | 12.70 | 1,0 | 1500 | – | 0,85 |
Предлагаем ознакомиться Расчет материалов на черновой пол а — плоская сетка
б, в — плоские каркасы
г — пространственный каркас
д, е — пространственные каркасы таврового и двутаврового сечений соответственно
ж — гнутая сетка
з — пространственный каркас, гнутый из сеток
и — закладные детали
1. По изначальному расположению рабочей арматуры.
- Рабочая арматура идет в одном направлении, и распределена в другом (рабочими могут быть как продольные, так и поперечные полосы).
- Рабочая арматура выполнена в обоих направлениях.
2. По диаметру вертикальных и горизонтальных стержней.
- Тяжелые (12-40мм);
- Легкие. (3-10мм)
К тяжелым видам относят сетки с диаметром свыше 12 мм. К легких относят все прочие сетки, которые находятся в диаметре от 3 до 10 мм включительно.
- АI (горячекатаная гладкая, римская цифра I обозначает уровень прочности)
- АII, АIII, АIV. AV, AVII (горячекатаная ребристая)
- AT III, AT IV, AT V, AT VI (горячекатаная термически упрочненная)
- В-1 (холоднокатаная с круглым сечением)
- ВР-1 (холоднокатаная с периодическим профилированием)
Показатели для расчета
Для максимально точного расчета длины анкеровки армирующих элементов во внимание принимают следующие данные:
- сечение арматуры;
- вид профиля;
- марку бетона;
- длину конструкции и глубину укладки армирующих элементов;
- метод заделки стержней;
- напряжение в месте сцепления.
Быстро произвести расчет величины позволяет таблица. В ее состав могу входить разные показатели. Подобные таблицы входят в состав программ для расчета анкеровки на ПК. Использование таких методик приемлемо для непрофессионального строительства. В профессиональной сфере так проводят предварительные расчеты. Окончательный показатель рассчитывают по формулам.
Для проведения расчетов с использованием формул необходимо иметь инженерное образование и опыт в сфере строительства. Начинающие строители могут:
- воспользоваться услугами профильных компаний;
- определить приблизительное значение при помощи таблиц, графиков и программ.
ПРИЛОЖЕНИЕ 2 Обязательное
Настоящая методика распространяется на горячекатаный, ускоренно-охлажденный, термомеханически и термически упрочненный прокат периодического профиля, изготовленного в мотках или стержнях.
Методику применяют при оценке надежности механических свойств в каждой партии-плавке и стали в целом, контроля стабильности технологического процесса.
1. Для определения статистических показателей механических свойств (предела текучести физического sт или условного s0,2, временного сопротивления разрыву sв) используют контрольные результаты испытаний, называемые генеральными совокупностями.
2. Соответствие механических свойств проката требованиям нормативно-технической документации определяют на основании статистической обработки результатов испытаний, образующих выборку из генеральной совокупности. Все выводы, результаты и заключения, сделанные на основании выборки, относят ко всей генеральной совокупности.
3. Выборка – совокупность результатов контрольных испытаний, образующих информационный массив, подлежащий обработке.
В выборку входят результаты сдаточных испытаний проката одного класса, одной марки и способа выплавки, прокатанного на один или группы близких профилеразмеров.
4. Выборка, на основании которой производится расчет статистических показателей, должна быть представительной и охватывать достаточно длительный промежуток времени, но не менее трех месяцев, в течение которого технологический процесс не изменяют. При необходимости промежуток времени для выборки можно увеличить. Проверка однородности выборки – по нормативно-технической документации.
5. Количество партий-плавок в каждой выборке должно быть не менее 50.
6. При формировании выборки должно соблюдаться условие случайного отбора проб от партии-плавки. Оценку анормальности результатов испытаний проводят по нормативно-технической документации.
7. При статистической обработке определяют среднее значение , среднеквадратическое отклонение S каждой выборки (генеральной совокупности), среднеквадратическое отклонение внутри партии-плавки S, а также среднеквадратическое отклонение плавочных средних S1. Величина S1 определяют по формуле
Величины , S определяют по нормативно-технической документации.
8. Проверку стабильности характеристик и S проводят в соответствии с ОСТ 14-34.
9. Величина S определяется для ускоренно-охлажденной, термомеханически и термически упрочненной арматурной стали только экспериментальным методом, для горячекатаной – экспериментальным методом и методом размаха по формуле , где и Sw – соответственно среднее значение и среднеквадратическое отклонение распределения размаха по двум испытаниям от партии.
Минимальное значение S равно 1.
10. Определение величины S экспериментальным методом производят не менее чем на двух плавках для каждой марки стали, класса и профилеразмера проката путем случайного отбора не менее 100 проб от каждой плавки.
11. Величину минимального среднего значения прочностных характеристик sт (s0,2), sв) в каждой партии-плавке определяется из условия где t – величина квантиля 1,64 для вероятности 0,95.
12. Минимальное значение результатов испытаний на растяжение двух образцов (n = 2) каждой партии, подвергаемой контролю, должно быть не менее Хmin, определяемого по формуле
13. Для обеспечения гарантии потребителю механических свойств должны удовлетворяться следующие условия:
где Хiбр – браковочное значение sт (s0,2) и sв, указанное в соответствующей нормативно-технической документации.
(Введено дополнительно, Изм № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, Госстроем СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.12. № 4800
3. ВЗАМЕН ГОСТ 5.1459-72, ГОСТ 5781-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение ИТД, на который дана ссылка | Номер пункта | Обозначение ИТД, на который дана ссылка | Номер пункта |
, | |||
, , | |||
ОСТ 14-34-78 | Приложение |
5. Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ (ноябрь 2005 г.) с Изменениями № 1, 2, 3, 4, 5, утвержденными в феврале 1984 г., июне 1987 г., декабре 1987 г., октябре 1989 г, декабре 1990 г. (5-84, 11-87, 3-88, 1-90, 3-91).

Правила приемки
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра,одного класса, одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3.2. Каждая партия сопровождается документом о качестве по ГОСТ 7566-81 сдополнительными данными:
номер профиля; класс;
минимальное среднее значение x~ и среднеквадратические отклонения S в партии величин
σT (σ0,2) и σB
результаты испытаний на изгиб в холодном состоянии;
значения равномерного удлинения для стали класса А-IV (А600), А-V (800), А-VI (А1000).
3.3. Для проверки размеров и качества поверхности отбирают:
при изготовлении арматурной стали в стержнях – не менее 5% от партии; при изготовлении в мотках – два мотка от каждой партии.
(Измененная редакция, Изм. № 3).
3.4. Для проверки химического состава пробы отбирают по ГОСТ 7565-81.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня.Для предприятия-изготовителя интервал отбора стержней должен быть не менее половины
времени, затраченного на прокатку одного размера профиля одной партии.
(Измененная редакция, Изм. № 3).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному изпоказателей повторные испытания проводят по ГОСТ 7566-81.
Функциональность
Для армирования сборного железобетона используется арматура до класса А600. Классы выше этого закладываются в напряжённые ЖБ конструкции.
Виды арматуры по назначению.
- Рабочая (продольная и поперечная): принимает основные типы нагрузок в железобетонном изделии, диаметр определяется расчётами.
- Монтажная (распределительная и конструктивная): для формирования объёмных каркасов, сеток.
- Распределительная: обеспечивает правильное расположение рабочих стержней.
- Конструкционная: не рассчитывается; устанавливается в местах, которые могут подвергаться случайным нагрузкам.
- Анкерная: для формирования закладных элементов, в том числе захватных петель.
Расход арматуры всех видов в железобетонных конструкциях составляет от 50 до 80 кг на кубометр бетона, но не менее 8 кг. Расчёт необходимого количества для ленточного фундамента приведён ниже.
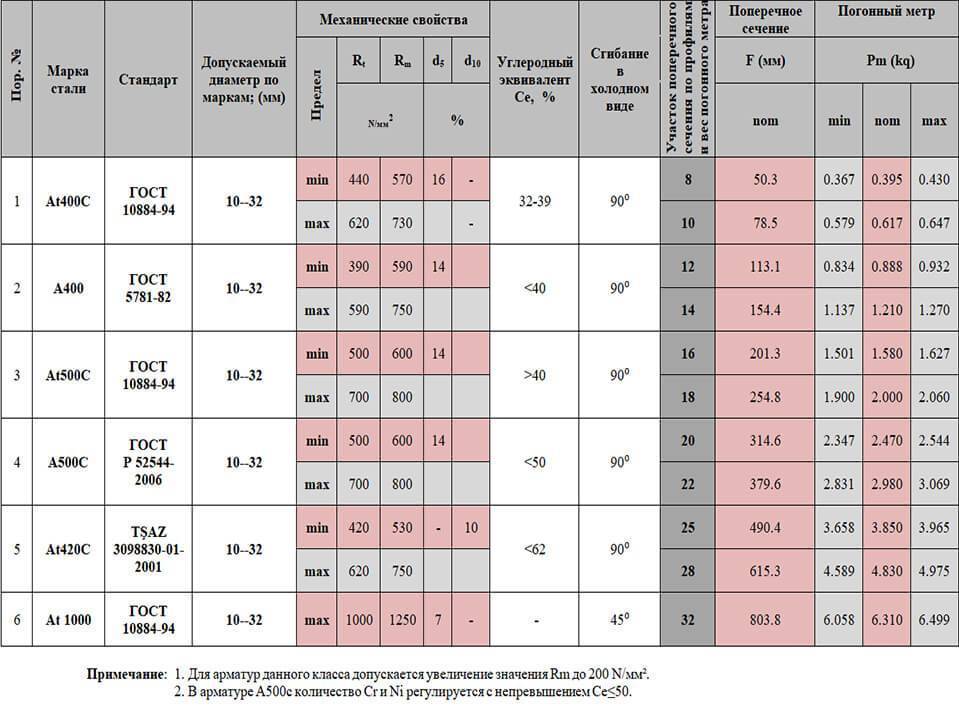
Классы арматуры: сортамент продукции по прочности и механическим параметрам
Слово сортамент (или сортимент), на французском языке звучит как assortir и обозначает «выбирать», т. е. разбирать по сортам в соответствии с типичными характеристиками.
Арматура различается по разным параметрам, таким как габариты, профиль и материал для изготовления.
К таким параметрам принадлежат:
- материал, используемый для изготовления продукции;
- габариты арматуры, такие как размер, диаметр, тип поверхности;
- профиль.
На заметку! Упаковывание продукции осуществляется согласно ее классификации по диаметру. Арматурный металлопрокат до 10 мм отпускают в бухтах, а свыше этого параметра фасуют прутьями определенной длины.
Арматуру используют в строительных работах в виде стержней, сетки, проволоки или каркаса. Исходя из предназначения, ее разделяют на конструктивную, анкерную, монтажную или рабочую. При этом учитывается наличие или отсутствие натяжения, а также необходимость усилить конструкцию на определенном участке. Усиление может быть продольным или поперечным.
Маркируют и классифицируют арматуру и по другим характерным признакам, но в первую очередь во внимание берут диаметр арматуры, а также степень прочности, гибкости и механические характеристики. Условным обозначением в маркировке сортамента служат заглавные буквы А (реже В) с определенным индексом, который указывает на соответствие арматуры отдельному классу
Основные и наиболее популярные классы арматуры в строительстве рассмотрим в данной статье
Основные и наиболее популярные классы арматуры в строительстве рассмотрим в данной статье.
Арматура делится на несколько классов, каждый из которых имеет собственную характеристику.
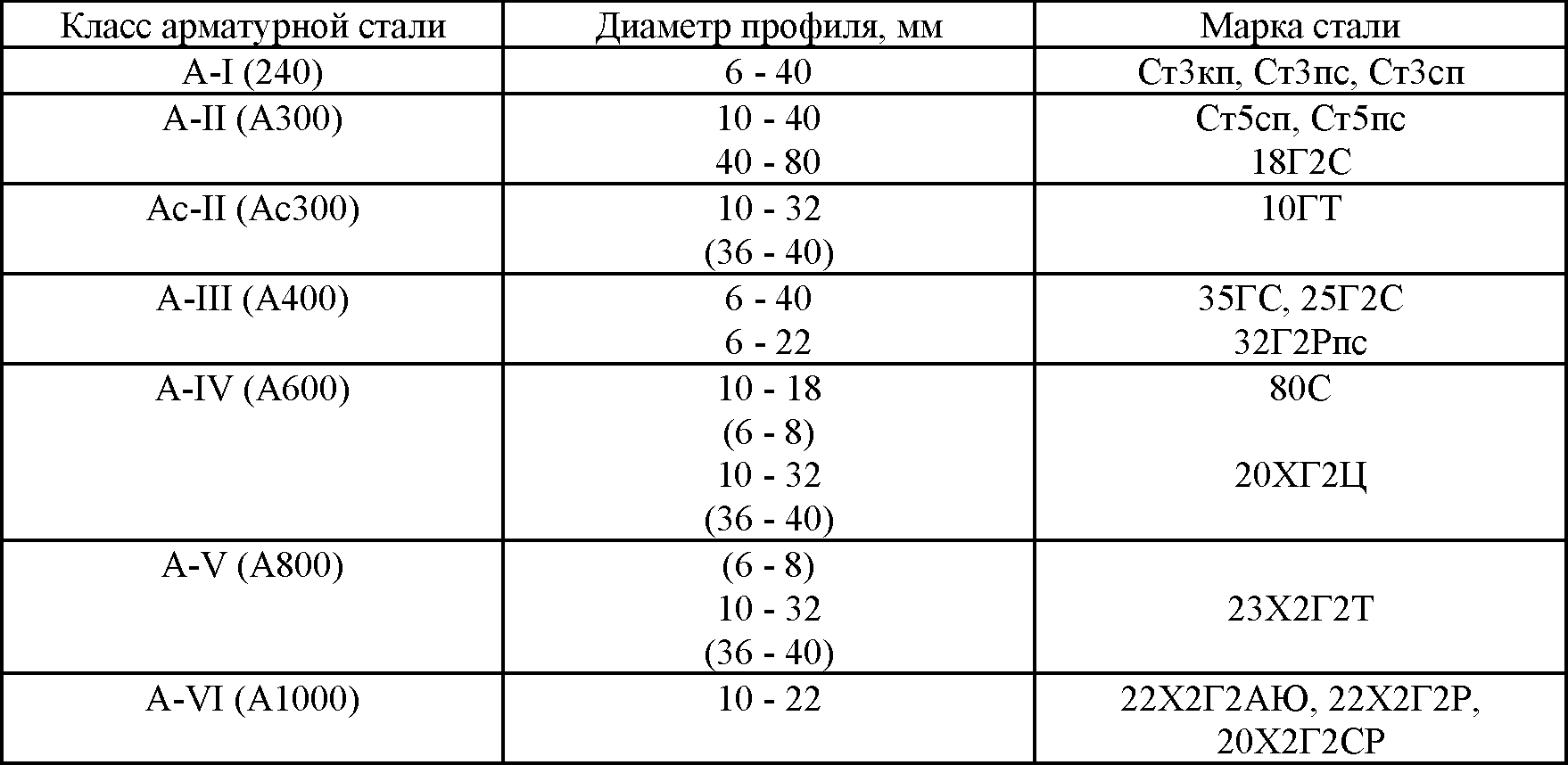
Классификация и сортамент
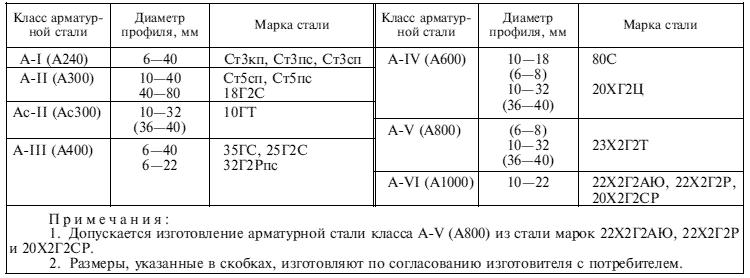
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы А-I(А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса А-I(А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI(А1000) – периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.1; 1.2. (Измененная редакция, Изм. № 5).
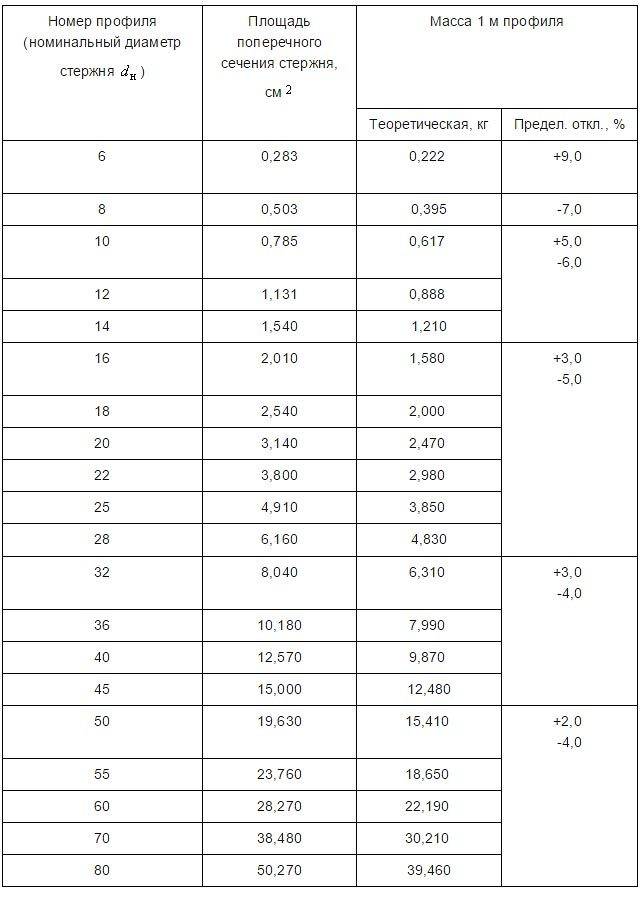
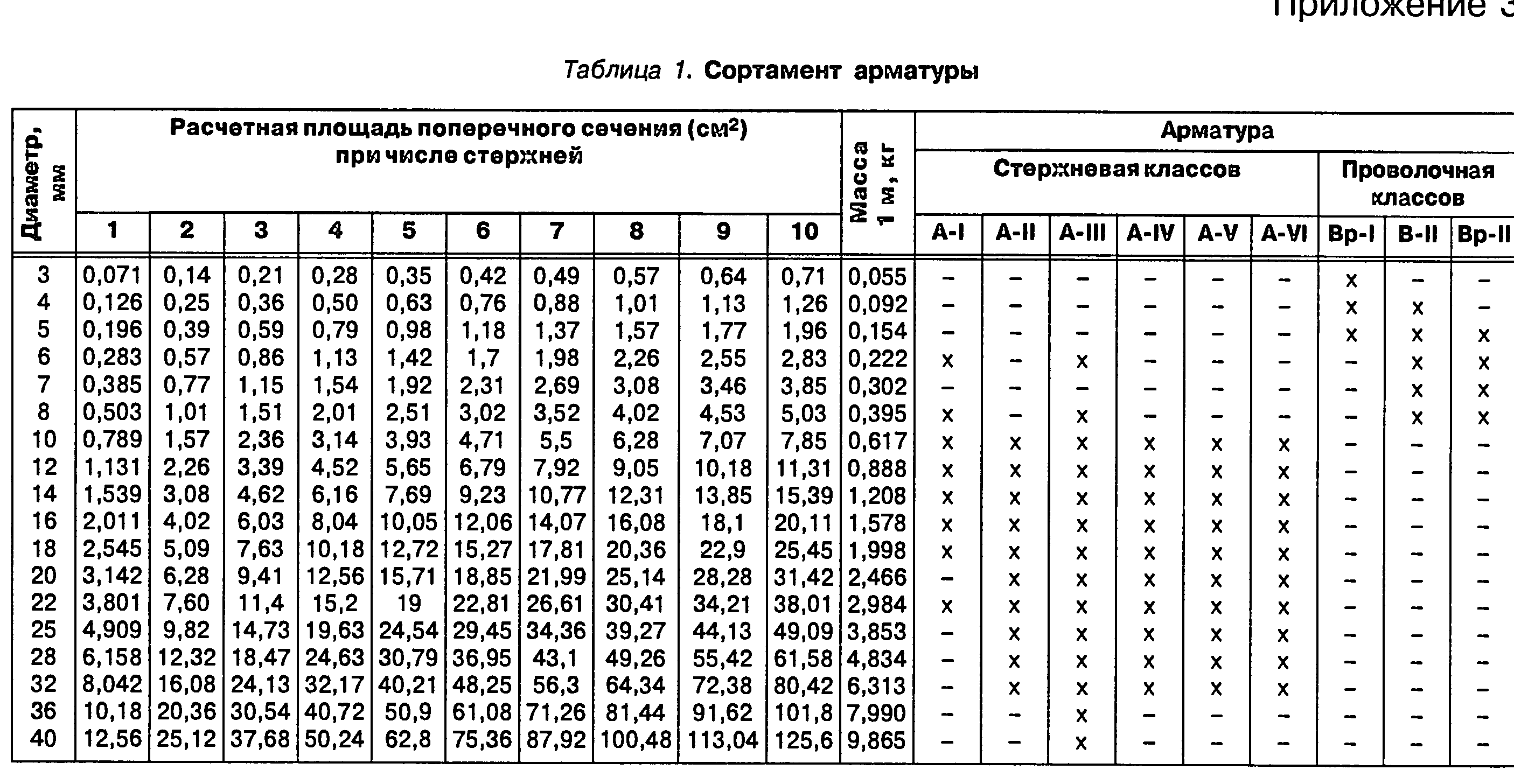
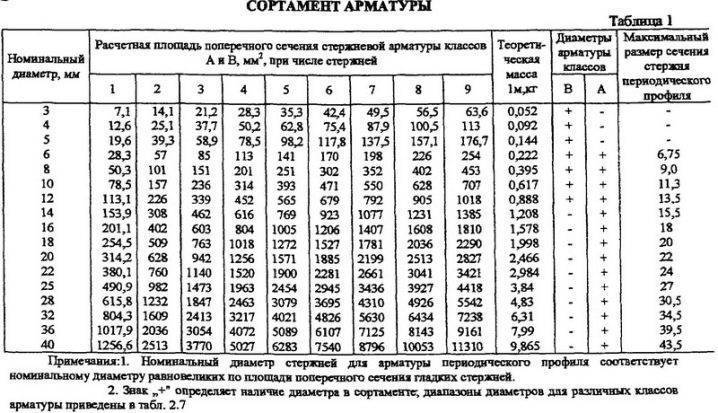
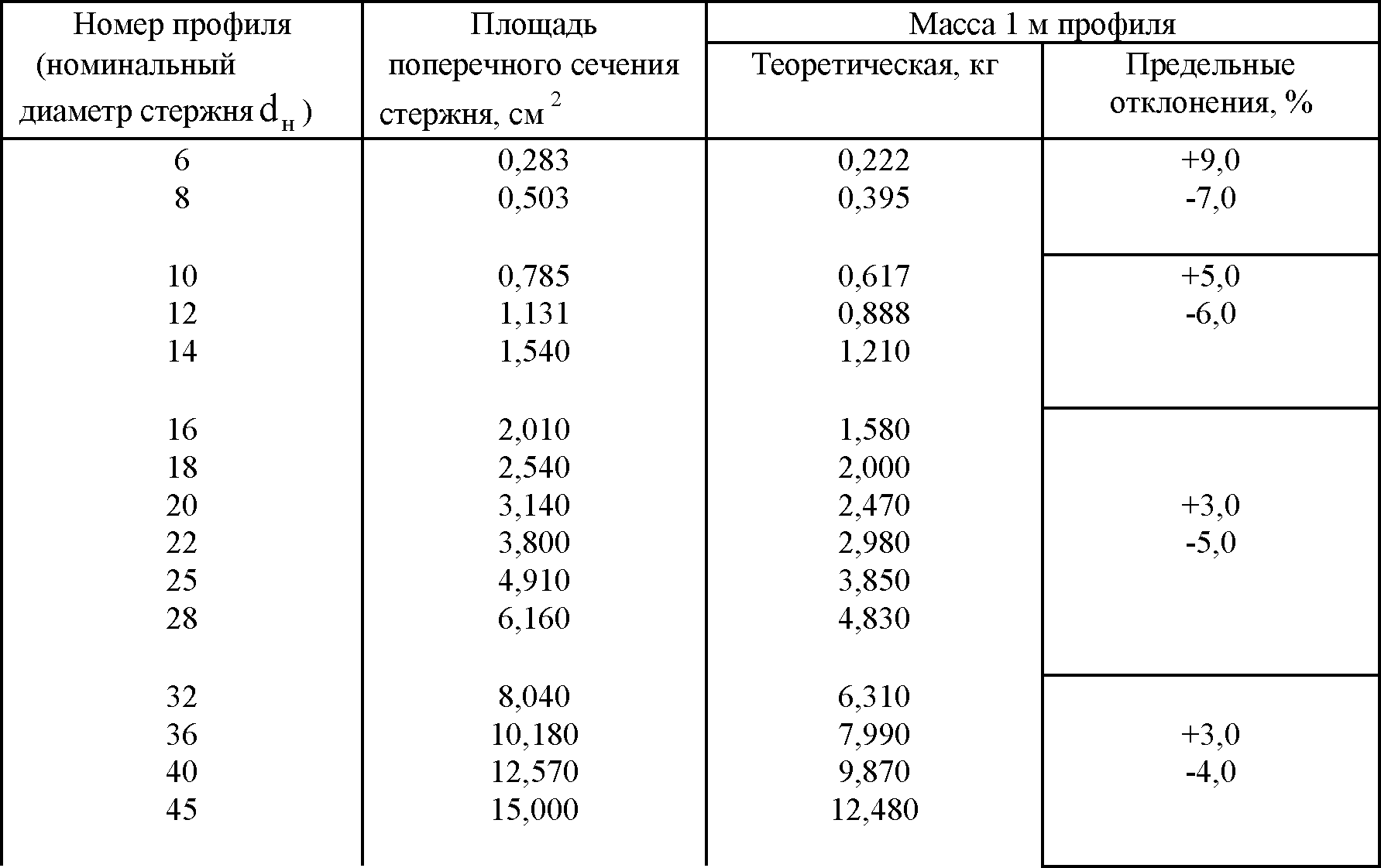
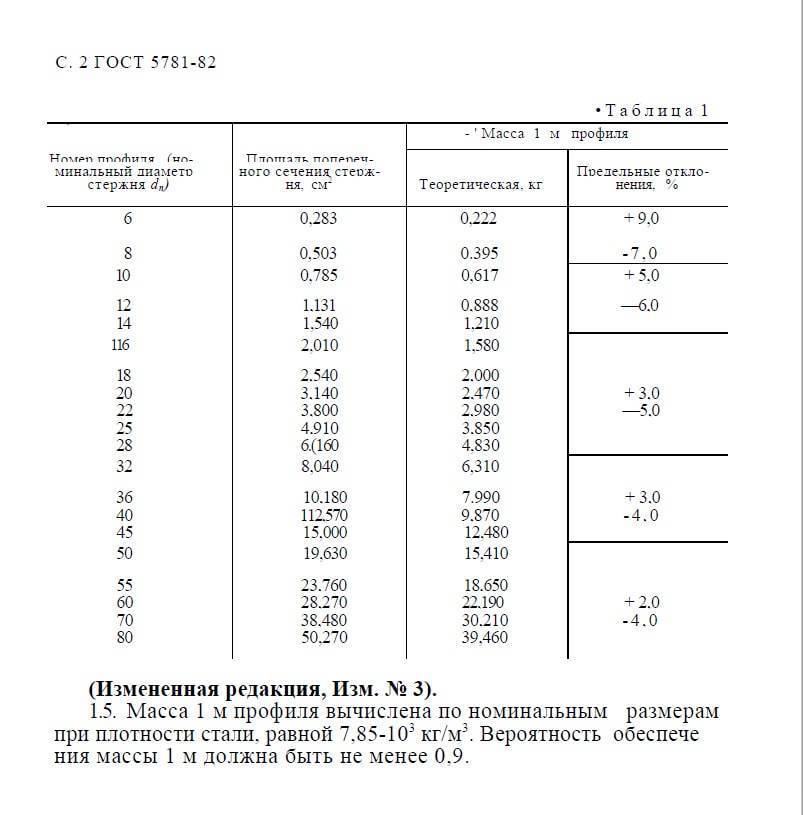
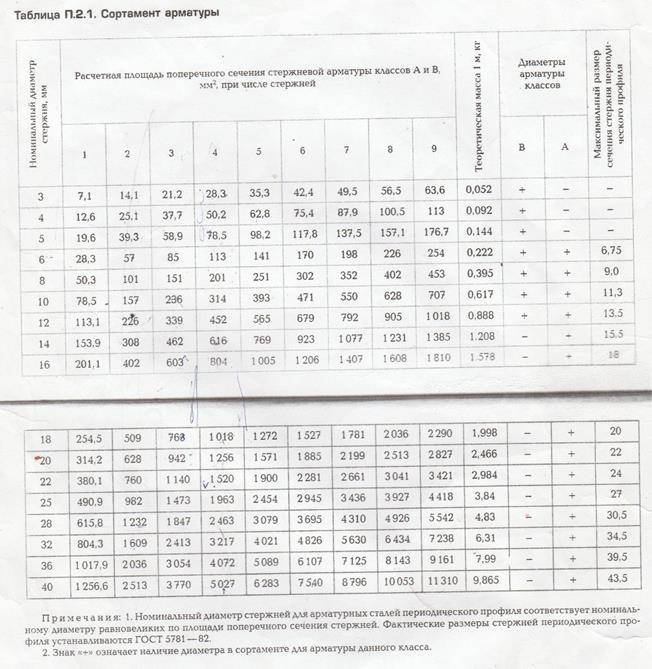
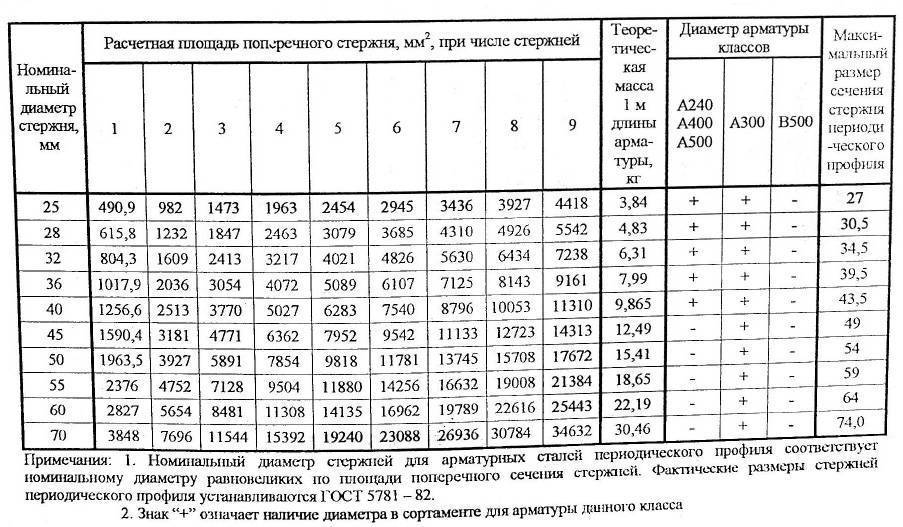
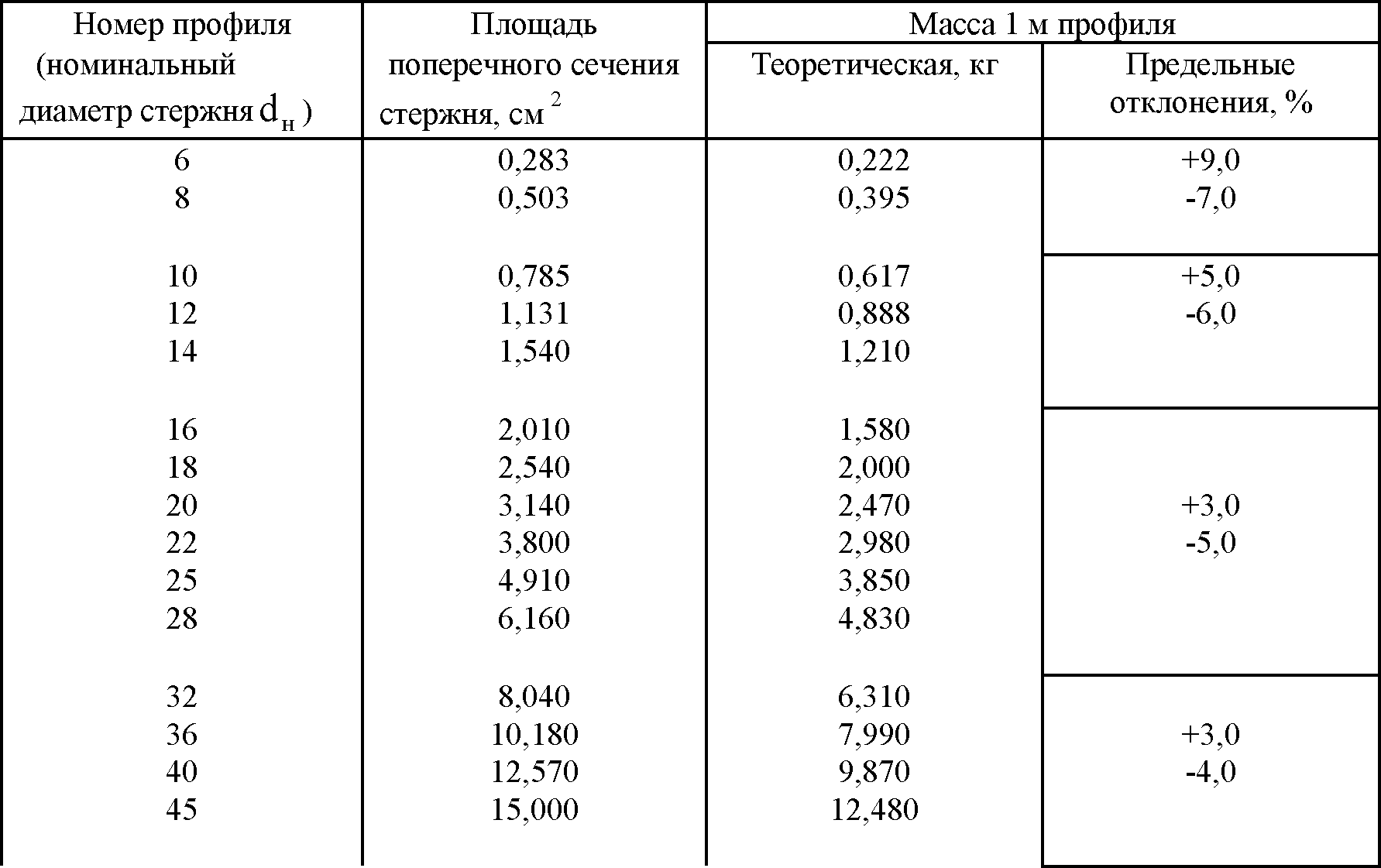
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной сталигладкого и периодического профиля, а также предельные отклонения по массе дляпериодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствоватьноминальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Таблица 1

(Измененная редакция, Изм. № 3).
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 • 103 кг/м3 . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили сдвумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовойлинии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходнойвинтовой линии, диаметром 8 мм – по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным начерт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеихсторонах профиля.
Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левыйзаходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1а или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
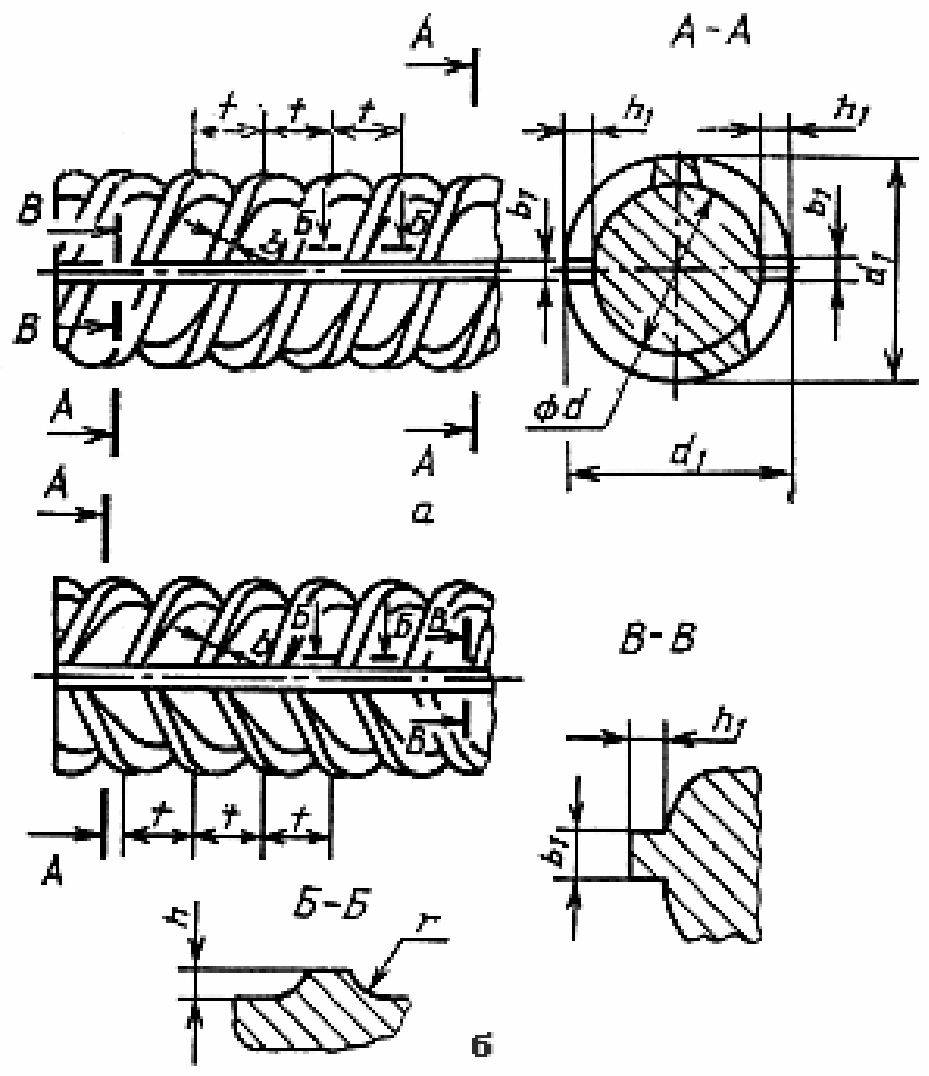
Черт. 1
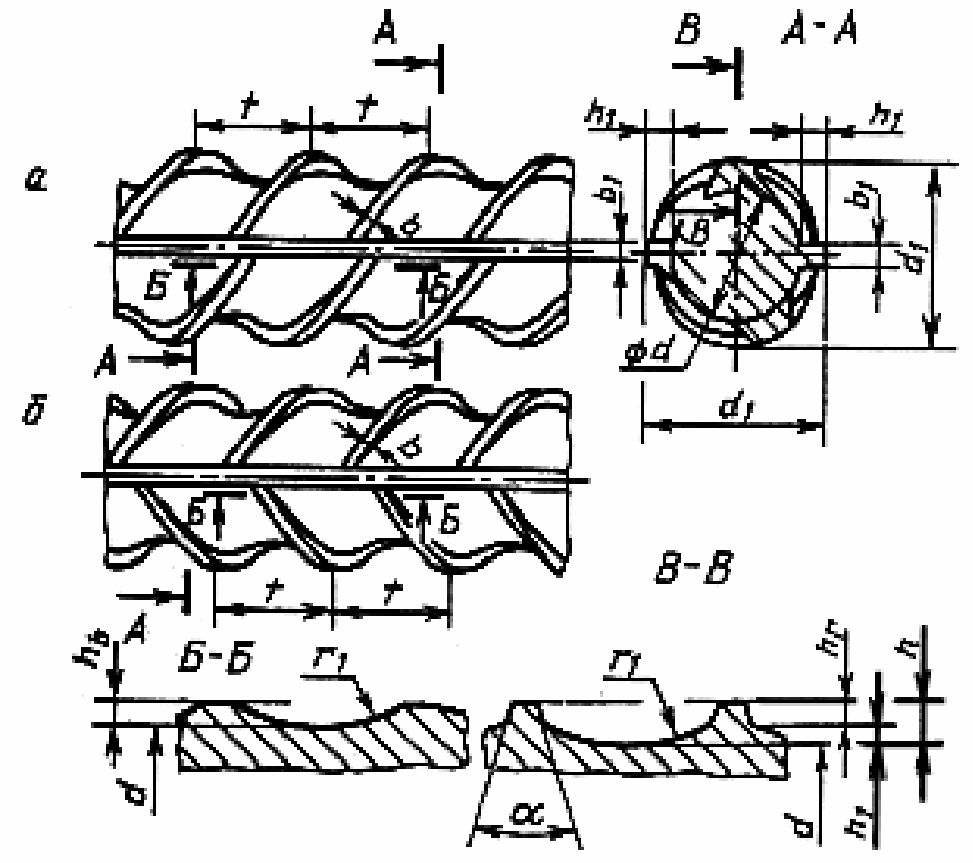
Черт. 2
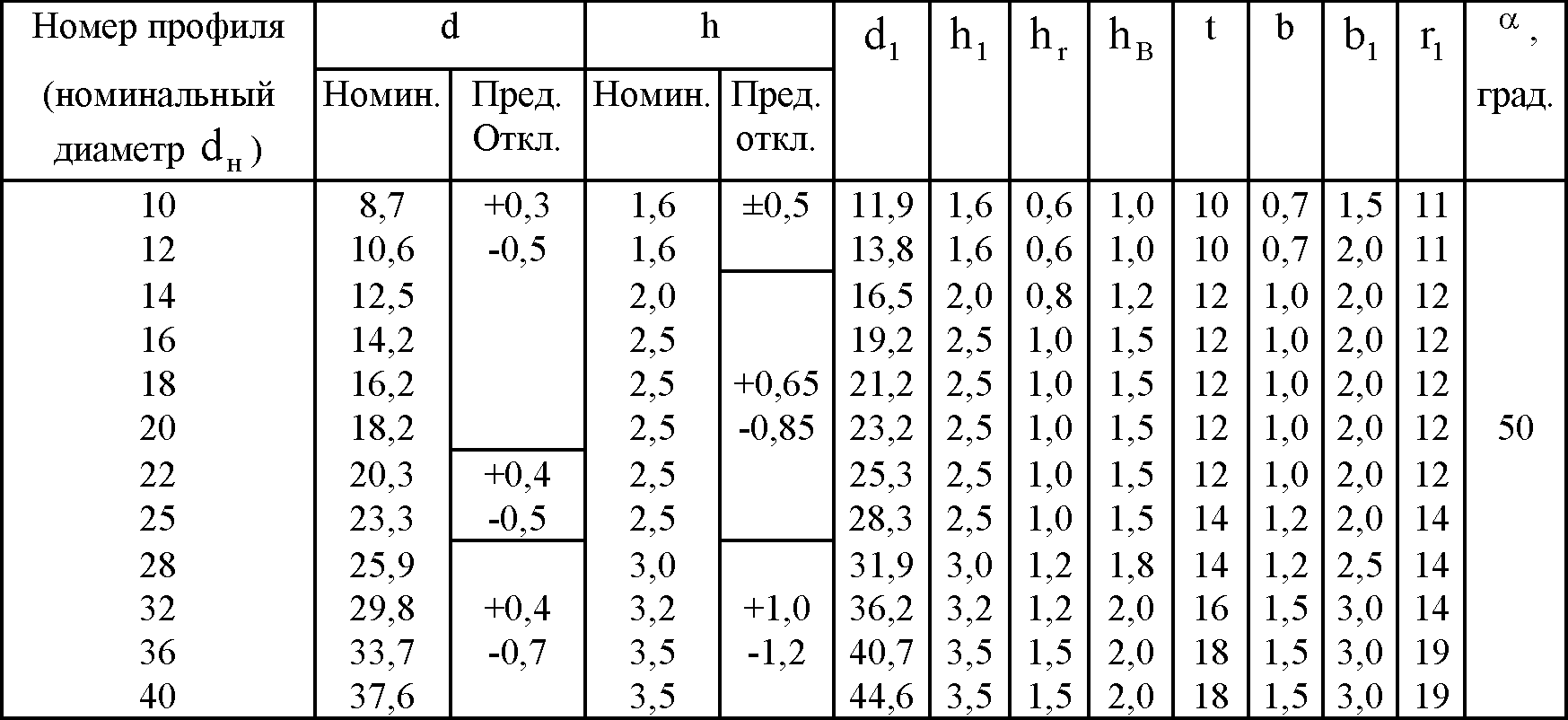
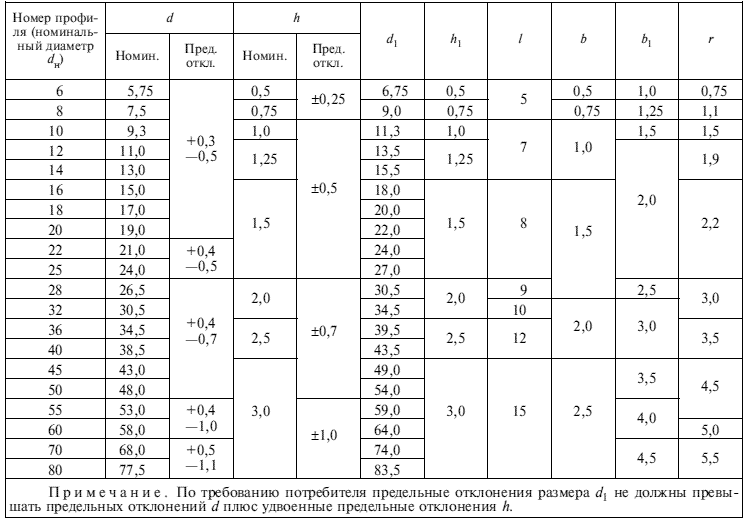
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля,изготавливаемого по черт. 1а и б, должны соответствовать приведенным в табл. 2, а по черт. 2аи б – приведенным в табл. 3.
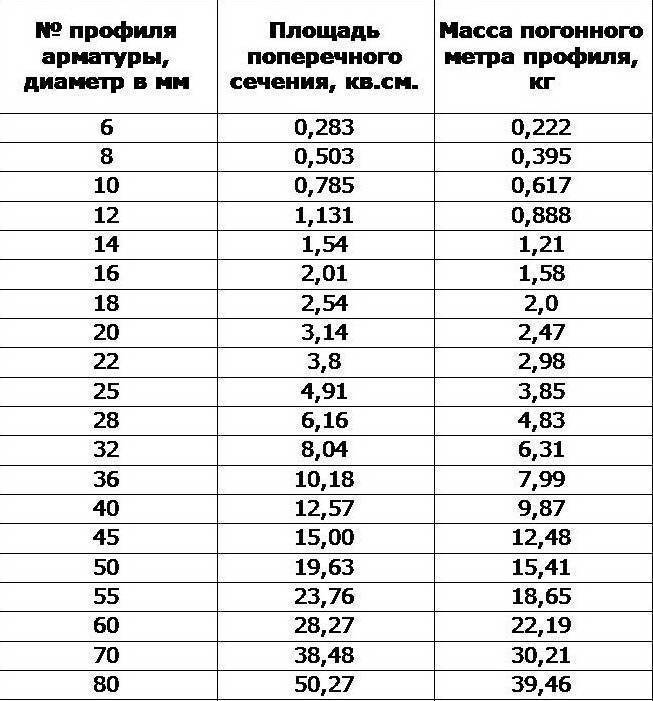

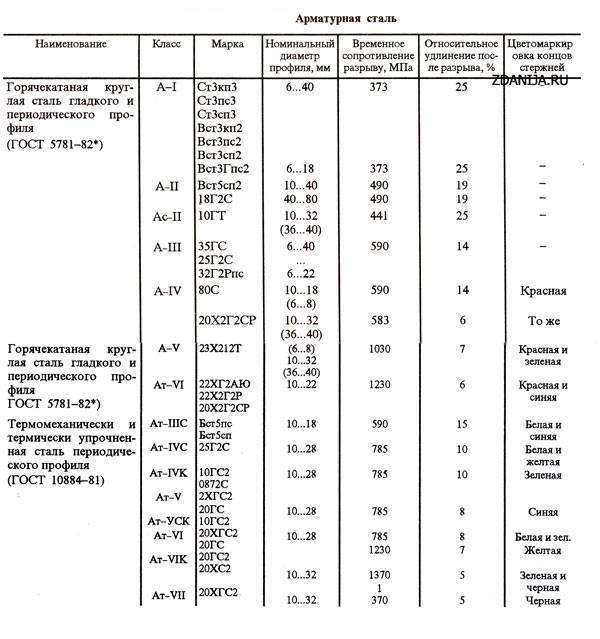
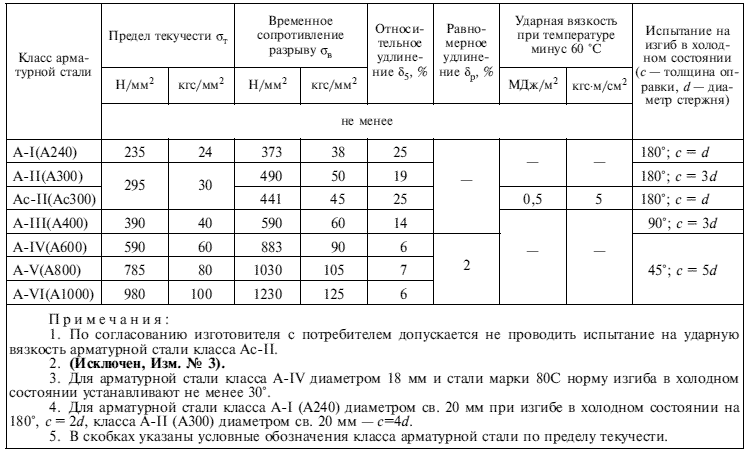
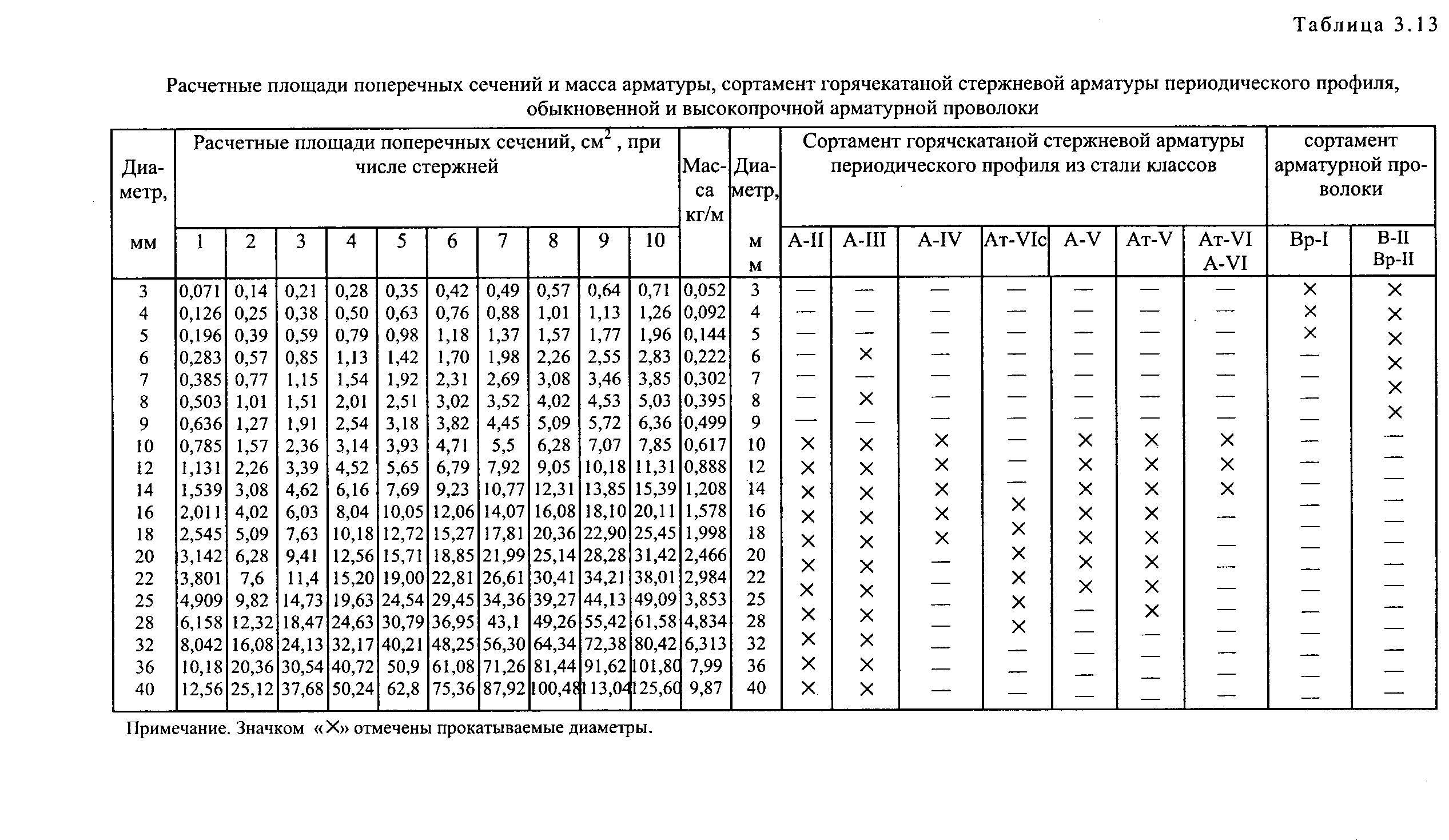

Таблица 2
Размеры, мм
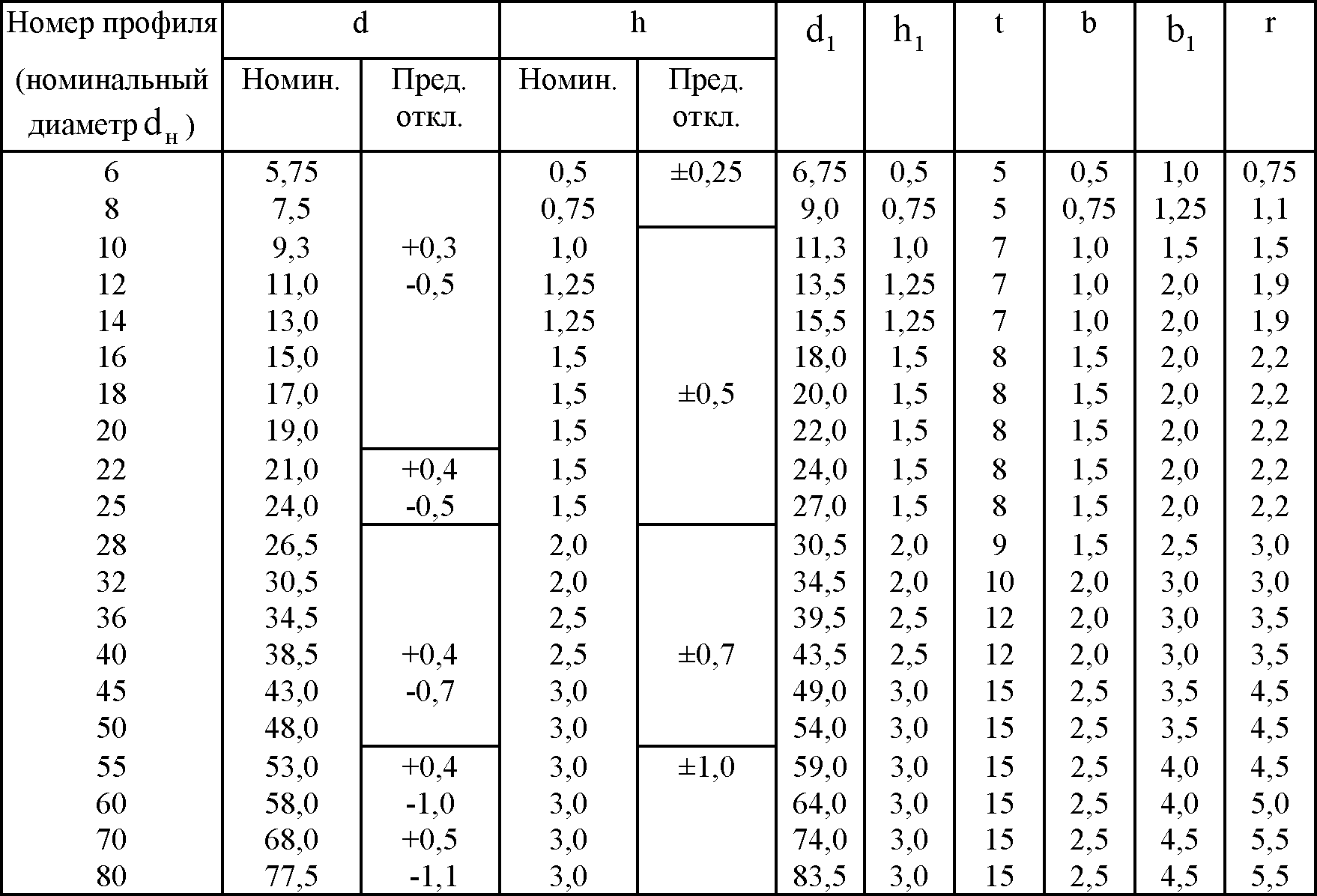
Примечание. По требованию потребителя предельные отклонения размера d1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h.
Таблица 3
Размеры, мм
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемыхпродольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров водном сечении) не должна превышать суммы плюсового и минусового предельных отклоненийпо диаметру.
1.9. – 1.11. (Измененная редакция. Изм. № 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, большихдиаметров – в стержнях. Арматурную сталь классов MV (А600), А-V (А800) и А-VI (А1000)всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованиюизготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
мерной длины;
мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии;
немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствоватьприведенным в табл. 4.
Таблица 4

Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений.
Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-11 ГОСТ 5781-82
Арматурная сталь диаметром 18 мм, класса А-I (А240):
18-А-1 ГОСТ 5781-82
В обозначении стержней класса А-II (А300) специального назначения добавляется индекс с: Ас-II (Ас300).
(Измененная редакция, Изм. №4).
Цена арматуры за тонну и за метр: составляющие стоимости
На формирование цены любого изделия влияет несколько факторов. Это касается и арматуры. Различную стоимость имеют гладкие и рифленые стержни, ведь производство последних предполагает более трудоемкий и длительный процесс. Чем сложнее технология, тем выше и цена готового изделия.

Стоимость арматуры зависит от ее вида, прочности, пластичности и качества
На формирование стоимости также оказывают влияние прочность и пластичность материала. Для повышения этих показателей в сплав добавляют кремний или хром, а для гибкости – марганец. Текучесть стали тоже имеет значение.
Помимо этого, формирование цены зависит от качеств, указанных в маркировке. Например, дополнительно придется заплатить за арматуру с меткой Т, обозначающей термоупрочнение, или К, что свидетельствует об устойчивости к коррозии.

Чем больший объем приобретаемой продукции, тем выгодней цена
Производители действуют по такому принципу: чем выше продажи, тем лучше. Именно поэтому объем приобретаемой продукции существенно влияет на ее стоимость. Соответственно, цена арматуры за 1 метр будет намного выше, чем товар, приобретенный в тоннах.
На тот факт, сколько стоит метр арматуры, влияет и сезонность проведения работ, так как любая стройка зависит от погодных условий. Поэтому в осенне-зимний период цена на арматуру, как и на другие виды строительных материалов, значительно падает. Именно этот период считается наиболее оптимальным для приобретения товара, но при этом следует побеспокоиться о соответствующем его хранении.
Арматура является важным материалом в современном капитальном строительстве. Это вид металлопроката имеет ряд серьезных качественных характеристик и эксплуатационных требований, регламентированных ГОСТом. Они отображаются в специальных таблицах и нормативах, именуемых сортамент арматуры. Знание его основных показателей и умение проводить правильные расчеты помогут не только приобрести качественный товар, но и значительно сократить затраты на его покупку.
ТРЕБОВАНИЯ К СТАТИСТИЧЕСКИМ ПОКАЗАТЕЛЯМ МЕХАНИЧЕСКИХ СВОЙСТВ
1. Предприятие-изготовитель
гарантирует потребителю средние значения временного сопротивления sв и предела текучести
(физического sт и условного s0,2) в генеральной совокупности
– и минимальные средние
значения этих же показателей в каждой партии-плавке , значения которых устанавливаются из условий:
³ Хiбp + t × S;
> 0,9Хiбp + 3S;
³ Хiбp,
где Хiбp –
браковочные значения величин sв, s0,2, указанные в табл. 8
настоящего стандарта;
t –
величина квантиля, принимаемая равной 2 для классов A-II (А300) и A-III (А400) и 1,64 –
для классов A-IV (А600), A-V (А800)
и A-VI (А 1000).
2. Контроль качества
показателей механических свойств продукции на предприятии-изготовителе
2.1. Требуемые показатели
качества профилей обеспечивают соблюдением технологии производства и
контролируют испытанием согласно требованиям п. 3.5, пп. 4.4 – 4.8.
2.2. Величины устанавливают в
соответствии с результатами испытаний и положений приложения 2.
3. Контроль качества
показателей механических свойств продукции на предприятии-потребителе
3.1. Потребитель при наличии
документа о качестве на продукцию высшей категории качества может не проводить
испытания механических свойств.
3.2. При необходимости
проверки механических свойств от каждой партии проводится испытание шести
образцов, взятых из разных пакетов или мотков и от разных профилей, и по
результатам проверяется выполнение условий
где – среднее значение механических свойств по результатам
испытаний шести образцов;
Хmin –
минимальное значение результатов испытаний шести образцов.
3.3. Минимальные значения
относительного удлинения d5 и равномерного удлинения dr должны быть не менее
значений, приведенных в табл. 8.
(Измененная редакция, Изм. №
3).
Коррозия
За поверхностью бетонной конструкции надо ухаживать, вовремя ликвидировать появляющиеся трещины.
Из-за способности железа реагировать с кислородом, изделия из стали по своей природе чувствительны к атмосфере. Взаимодействие между ней и кислородом воздуха вызывает процесс окисления, чаще называемый ржавчиной или коррозией.
Поверхностная ржавчина арматуры, которая находится внутри конструкции, не влияет на её свойства. Этому препятствует щелочная среда. Она может даже увеличить связь стержня с бетоном. Однако длительный процесс окисления поверхности (при доступе воздуха) может в конечном итоге привести к внутренней коррозии, что неизбежно ослабит стальной пруток.
Стойкость арматуры к коррозии определяется химическим составом стали, способом производства, обозначается литерой К. В этом случае арматура производится из нержавеющей стали. В частном строительстве использовать такие прутки нерационально.
Дело не только в стоимости. Повреждение поверхности металлическими стропами, трением об сталь кузова создаёт очаги коррозии.
Чёрный арматурный металл защищают горячим цинкованием или покрытием эпоксидными смолами.
Характеристики и таблица сортамента арматуры А3. Площадь арматуры таблица сортамент
Расчетные площади поперечных сечений и масса арматуры; сортамент — КиберПедия
⇐ ПредыдущаяСтр 3 из 3
горячекатаной стержневой арматуры периодического профиля;
Обыкновенной и высокопрочной арматурной проволоки
| Диаметр, мм | Расчетные площади поперечного сечения, см2, при числе стержней | Масса, кг/м | |||||||||
| 0,071 | 0,14 | 0,21 | 0,28 | 0,35 | 0,42 | 0,49 | 0,57 | 0,64 | 0,71 | 0,052 | |
| 0,126 | 0,25 | 0,38 | 0,5 | 0,63 | 0,76 | 0,88 | 1,01 | 1,13 | 1,26 | 0,092 | |
| 0,196 | 0,39 | 0,59 | 0,79 | 0,98 | 1,18 | 1,37 | 1,57 | 1,77 | 1,96 | 0,144 | |
| 0,283 | 0,57 | 0,85 | 1,13 | 1,42 | 1,7 | 1,98 | 2,26 | 2,55 | 2,83 | 0,222 | |
| 0,385 | 0,77 | 1,15 | 1,54 | 1,92 | 2,31 | 2,69 | 3,08 | 3,46 | 3,85 | 0,302 | |
| 0,503 | 1,01 | 1,51 | 2,01 | 2,51 | 3,02 | 3,52 | 4,02 | 4,53 | 5,03 | 0,395 | |
| 0,636 | 1,27 | 1,91 | 2,54 | 3,18 | 3,82 | 4,45 | 5,09 | 5,72 | 6,36 | 0,499 | |
| 0,785 | 1,57 | 2,36 | 3,14 | 3,93 | 4,71 | 5,5 | 6,28 | 7,07 | 7,85 | 0,617 | |
| 1,313 | 2,26 | 3,39 | 4,52 | 5,65 | 6,79 | 7,92 | 9,05 | 10,18 | 11,31 | 0,888 | |
| 1,539 | 3,08 | 4,62 | 6,16 | 7,69 | 9,23 | 10,77 | 12,31 | 13,85 | 15,39 | 1,208 | |
| 2,011 | 4,02 | 6,03 | 8,04 | 10,05 | 12,06 | 14,07 | 16,08 | 18,1 | 20,11 | 1,578 | |
| 2,545 | 5,09 | 7,63 | 10,18 | 12,72 | 15,27 | 17,81 | 20,36 |
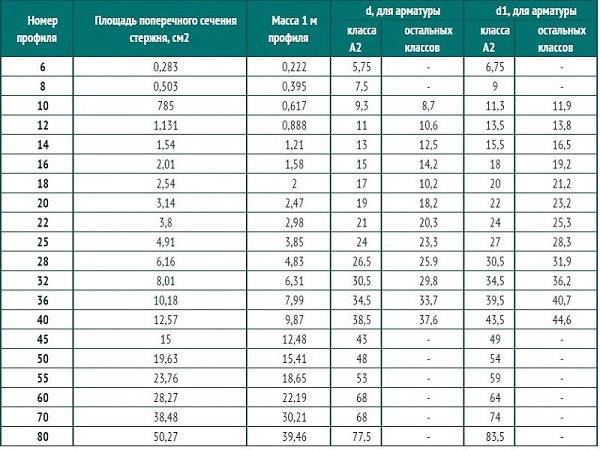
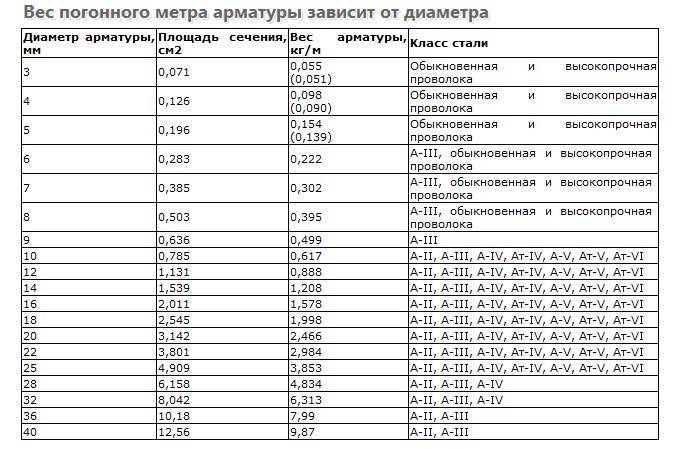
Таблица веса арматуры
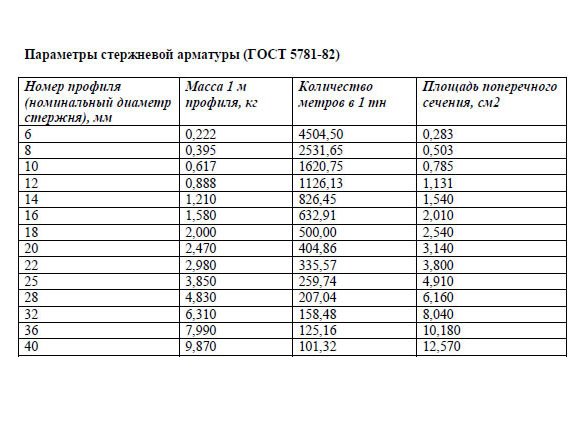
Узнать, какую массу имеет изделие – арматура 12 вес 1 метра, можно из таблиц, в которых указываются:
- масса одного погонного м изделия;
- количество метров проката в одной тонне;
- диаметр проката в миллиметрах;
- площадь сечения прутков в сантиметрах квадратных;
- класс стали, используемой в производстве.
| Сортамент | Масса 1 метра | |
| Масса (теоретич.), кг. | Предельн. отклонения, % | |
| 6 | 0,222 | +9 / -7 |
| 8 | 0,395 | |
| 10 | 0,617 | +5 / -6 |
| 12 | 0,888 | |
| 14 | 1,21 | |
| 16 | 1,58 | +3 / -5 |
| 18 | 2,0 | |
| 20 | 2,470 | |
| 22 | 2,980 | |
| 25 | 3,850 | |
| 28 | 4,830 | |
| 32 | 6,310 | +3 / -4 |
| 36 | 7,990 | |
| 40 | 9,870 | |
| 45 | 12,480 | |
| 50 | 15,410 | +2 / -4 |
| 55 | 18,650 | |
| 60 | 22,190 | |
| 70 | 30,210 | |
| 80 | 39,460 |
В большинстве случаев, используя таблицу, вы сможете найти искомую величину. Если же определить вес арматуры 16 мм за метр таблица не помогла, можно прибегнуть к использованию онлайн-калькулятора по размеру для проведения расчетов. Для его применения необходимо знать следующие параметры: диаметр проката, длину прутков и их количество. Калькулятор посчитает массу общую и для одного стержня, общую длину прутков, объем в кубометрах. Существуют также калькуляторы, которые основываются на справочных данных при подсчете. Чтобы воспользоваться ими, нужно знать ГОСТ, по которому изготовлен прокат, материал изготовления и сортамент (наименование проката). Существуют так же товары, для которых данный инструмент не пригоден, один из таких продуктов — сетка кладочная, страницу которой можно найти тут.
Композитная арматура
Вес арматуры
При выборе между или стальной и композитной арматурой надо помнить, что монолитность конструкции зависит от адгезии (сцепляемости) стержней с бетоном. Для стали это 0,18, композитных материалов – 0,03 МПа.
На практике это означает, что переменные нагрузки на конструкцию рано или поздно приведут к отрыву бетона от пластика.
Арматура с минеральной и органической (арамид) основами производятся по ГОСТ 31938-2012. В составе арматуры композитной полимерной (АКП) такие непрерывные волокна.
- Стеклянное.
- Базальтовое.
- Углеродное.
- Арамидное (кевларовое).
Обозначается вид соответственно: АСК, АБК, АУК, ААК. Есть и АКК – комбинированная композитная. Связаны они в прочную структуру термореактивными (полиэфирными, эпоксидными, фенольными) смолами.
Профиль периодический. Стандартные диаметры – от 4 до 32 мм, длина 0,5 – 12м. Она не гнётся, не сваривается. Но коррозионностойкая, не проводит электричество, не магнитная.
Специалисты относятся к ней с недоверием. Прежде всего, потому, что её производство можно организовать в гараже. Чёткого соблюдения технологических режимов в таких условиях добиться сложно.
В частном строительстве её применяют для армирования кладки. Особенно если раствор агрессивен: в нём есть сульфаты, хлориды (противоморозные добавки, ускорители). В неответственных конструкциях: ленточные фундаменты, опорные стенки, отмостки. Для армирования стяжки пола.
В продаже имеются готовые пространственные композитные каркасы. Типовые или на заказ по индивидуальным размерам.
Армирование АКП перекрытий, ригелей, ростверков требует серьёзного проектного расчёта. Выполнить его самостоятельно, на колене, вряд ли получится.
Но если есть желание попробовать, вам сюда: СП 295.1325800.2017 Конструкции бетонные, армированные АКП. Правила проектирования.





