

Внутреннее шлифование — Большая Энциклопедия Нефти и Газа, статья, страница 3
Внутреннее шлифование
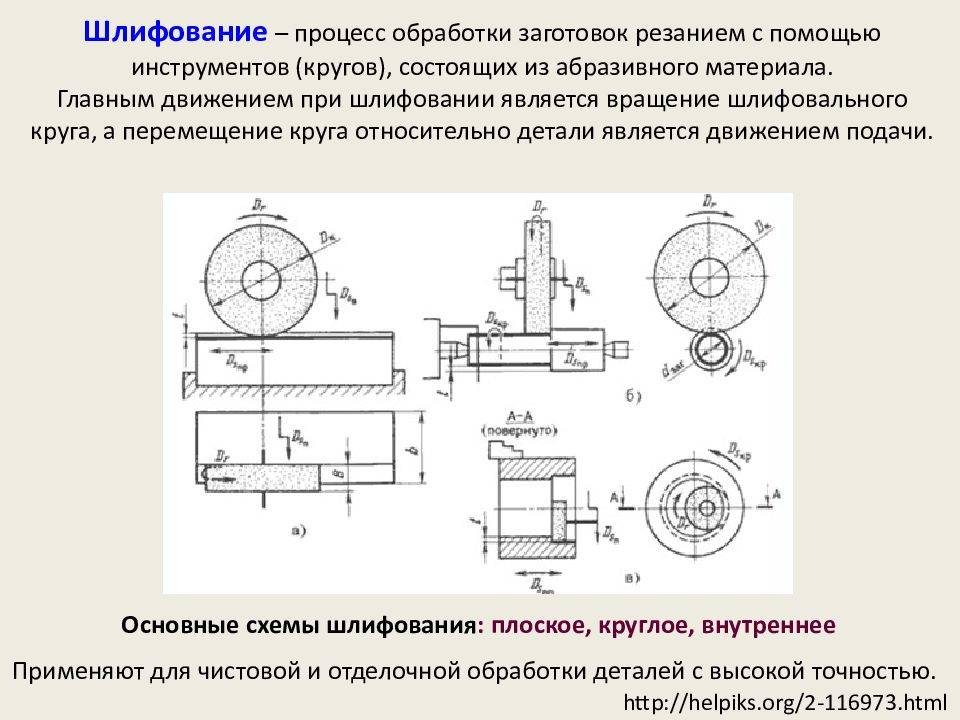
Внутреннее шлифование применяют для получения высокой точности отверстий на заготовках, как правило, прошедших термическую обработку. Возможно шлифование сквозных, несквозных ( глухих), конических и фасонных отверстий. Кругу сообщают высокую частоту вращения: она тем выше, чем меньше диаметр круга.
Внутреннее шлифование ( рис. 7) применяют при обработке точных отверстий в закаленных стальных деталях. Шлифовальный круг и заготовка совершают вращательное движение и дополнительно круг — возвратно-поступательное движение вдоль оси заготовки. По характеру круговой подачи станки подразделяют на обычные и планетарные.
Внутреннее шлифование применяют для окончательной обработки отверстий закаленных деталей или в тех случаях, когда невозможно применить другие, более производительные методы обработки. Оно осуществляется на внутришлифовальных станках и бесцентро-во-внутришлифовальных автоматах.
Внутреннее шлифование имеет свои технологические особенности.
Внутреннее шлифование дает чистоту поверхности 6 — 10-го классов и точность 2-го и даже 1-го класса в обычных производственных условиях.
Внутреннее шлифование — основной метод обработки отверстий у закаленных деталей, кроме того, применяется для обработки отверстий большого диаметра у незакаленных стальных и чугунных деталей.
Внутреннее шлифование дает хорошую чистоту поверхности в пределах от 6 до 10 класса и точность 2 класса и даже выше в обычных производственных условиях. Внутреннее шлифование применяют для обработки особо твердых поверхностей, для обработки отверстий у тонкостенных деталей и деталей со шпоночными и шлицевыми канавками.
Внутреннее шлифование обычно ведется с продольной подачей шлифовального круга, но может быть применена и поперечная подача. Главная трудность внутреннего шлифования вызывается тем, что диаметр шлифовального круга должен быть меньше обрабатываемого отверстия детали. Это приводит к уменьшению диаметра оправки шлифовального круга и снижению жесткости системы, следовательно, увеличению погрешностей размера детали. Для обеспечения высоких скоростей вращения шлифовального круга на станке устанавливается двигатель с приводом на шлифовальную оправку. Наименьший диаметр обрабатываемого отверстия при внутреннем шлифовании зависит от наименьшего доступного размера шлифовального круга, скорости двигателя и жесткости системы. Максимальный диаметр зависит от высоты центров станка. Данный метод позволяет обрабатывать отверстия диаметром от 0 7 мм до нескольких метров.
Внутреннее шлифование может осуществляться методом продольной и поперечной подач. При шлифовании с продольной подачей величина подачи не должна превышать 3 / 4 высоты круга за один оборот детали. Подача в направлении, перпендикулярном обрабатываемой поверхности, при этом осуществляется непрерывно или прерывисто на каждый одинарный или двойной ход стола.
Внутреннее шлифование обеспечивает 6 — 7 — й квалитет точности и шероховатость Ra 0 16 4 — 0 32 мкм. Отверстия в деталях типа втулок обычно шлифуют при закрепленной в патроне ( см. рис. III. Наиболее распространен первый способ. Он обеспечивает более высокую соосность обрабатываемого отверстия и наружной цилиндрической поверхности. Иго осуществляют на внутришлифовальных и универсально-шлифовальных станках. Наиболее производительны внутришли-фовальные станки-полуавтоматы.
Тонкое внутреннее шлифование осуществляют высокоскоростными внутришлифовальными головками с частотой вращения 50 — 150 тыс. об / мин. При плоском и круглом тонком шлифовании после нескольких рабочих ходов с поперечной подачей на глубину резания выполняется процесс выхаживания — 4 — 10 рабочих ходов осуществляются без подачи.
Внутреннее шлифование цилиндрических деталей производят на внутришлифовальных, планетарно-шлифовальных и бесцентровых станках.
Внутреннее шлифование цилиндрических деталей выполняют на внутришлифовальных, планетарпо-шлифовальных и бесцентровых станках.
Страницы: 1 2 3 4
www.ngpedia.ru
Область применения
Принцип действия лазерной полировки металла имеет максимальный эффект и промышленное применение при:
- Очистке труб в объектах атомной энергетики, нефтегазового комплекса, ЖКХ;
- Очистке лазером больших строительных конструкций. В данный момент для подобных работ применяется малоэффективный пескоструйный метод;
- Очистке внутренних стенок труб магистралей теплообменников. Сейчас на АЭС для этих целей задействованы человеческие ресурсы, а лазерные шлифовальные установки позволят минимизировать участие человека в подобных действиях.
- Очистке поверхностей лопаток турбин. Сейчас для подобных работ лопатки приходится демонтировать. Мобильные лазерные установки позволят проводить очистку на месте, без демонтажа;
- Очистке элементов запорно-регулировочной арматуры. Лазерный метод позволяет селективно избавляться от старого покрытия шара и сохранить его геометрические параметры;
- Очистке резьбовых соединений. После нарезания резьбы часто требуется дополнительная чистка. Лазер легко справляется с поставленной задачей.
Какие методы полировки металла существуют
Убрать шероховатость и получить зеркально гладкую поверхность металла можно различными способами. Существуют следующие методы полировки:
- Абразивный (механический)
- Химический
- Электролитический
- Ионно-плазменный
Разумеется, у основных методов полировки есть свои подтипы, которые соответствуют определенной специфике металлообработки.
Механическая полировка – наиболее распространенный метод металлообработки. Для механического воздействия на заготовку используется мелкообразивный инструмент или вещество (паста).
Механическая полировка делится на следующие подвиды:
- Ручная полировка
- Машинная полировка
При ручной механической полировке используется ручной инструмент и приспособления. Но допустимо применение и ручного электроинструмента: УШМ, болгарка или гровер с набором специальных головок для полировки.
Машинная полировка предполагает использование специального станка для полирования. Такое оборудование часто имеет высокую степень автоматизации. Если ручная полировка больше подходит для единичного производства или ремонта, то машинная полировка используется в ходе серийного и массового производства.
Нередко механическая полировка использует гидроабразивную технологию. Как и в случае с машинной обработкой, гидроабразивная полировка обычно осуществляется в рамках крупносерийного или массового производства.
Как полировать при помощи химических растворов.
Химическая полировка предполагает использование кислотных растворов. В ходе полирования металла кислотой происходит растворение верхнего слоя. Это позволяет выровнять микронеровности и сделать поверхность блестящей.
Дополнительно в процессе химической полировки происходит пассивирование оксидной пленки, что существенно замедляет процесс коррозии.
Для химической полировки металла используется раствор из серной, соляной и азотной кислот. В некоторых случаях добавляются хлорид натрия и соли различных металлов.







Химическую полировку рационально использовать лишь в рамках крупносерийного и массового производства.
В процессе химической полировки может использоваться гальваническая пара. Данный процесс называют электролитической полировкой. Наличие электрического тока дает возможность значительно ускорить процесс полировки и повысить качество конечного результата.
В качестве электролита может выступать не только кислота, а еще и щелочи и даже солевые растворы.
Данную технологию используют как для полировки, так и травления металла.
Какие еще виды полировки существуют.
Ионно-плазменная полировка – данная технология позволяет снимать верхний слой металла благодаря направленному воздействию ионов и плазмы.
Ионно-плазменная полировка используется при производстве компонентов для микрочипов.

Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.

Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию
Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.

Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
Обработка дерева и металла
Полированием на токарном станке получают малую шероховатость поверхности (12-й класс). Полирование осуществляют образивной шкуркой, которая представляет собой полотно с наклеенным на него слоем абразивных зерен. В зависимости от размера зерен различают шкурки грубые (№ 6, 5, 4), средние (№ 3, 2), мелкие ( № 1, 0) и отделочные (№ 00, 000).
Полирование на токарном станке выполняют при помощи жимков — двух шарнирно связанных деревянных колодок, между которыми вкладывают абразивную шкурку (рис. 1). Токарь удерживает жимки за ручки левой рукой, создавая необходимый прижим шкурки к заготовке (детали), а правой рукой поддерживает шарнир и осуществляет продольную подачу. Можно закреплять шкурку в резцедержателе при помощи деревянной колодки с обхватом заготовки (детали ) шкуркой или с прижимом шкурки к заготовке. Не допускается прижим шкурки к заготовке (детали) вручную.
При внутреннем полировании шкурку наматывают на деревянную оправку, закрепив конец шкурки в прорези оправки. Не допускается полирование отверстия с прижимом шкурки рукой или пальцем.
Окружная скорость при полировании шкуркой 60—70 м/мин. При полировании для предохранения от попадания абразивной пыли отверстие в патроне закрывают заглушкой из пенопласта, а направляющие станины прикрывают брезентовой тканью.
Полирование применяют для придания поверхностям деталей декоративного вида, зеркального блеска на отдельных частях деталей и уменьшения шероховатости поверхностей до Rа
= 0,63…0,08 мкм. Полирование производят мягкими абразивными материалами (венская известь, крокус, окись хрома), которые наносят на упругие круги из дерева, кожи, войлока, фетра, тканей и капрона. В качестве абразивного материала при полировании заготовок из стали применяют порошки из электрокорунда и окиси железа, при полировании заготовок из чугуна – из карбида кремния и окиси железа, а при полировании заготовок из алюминия и медных сплавов – окись хрома. Порошок абразивного материала смешивают со смазкой (связующим материалом), которая состоит из смеси воска, парафина и керосина. Помимо смазочных функций, они активизируют также процесс полирования за счет создания химических и адсорбционных явлений.
Читать также: Шипорезка ласточкин хвост какой размер смещения заготовок
Рис. 6.109. Схемы полирования поверхностей.








олученные полировальные пасты наносят на быстровращающиеся эластичные круги или щетки (рис. 6.109, а и б). Заготовка –1
подводится к носителю пасты или абразива –2 . Носитель –2 перемещается так, чтобы поверхность во всех частях подвергалась обработке. При полировании фасонных поверхностей заготовки, как правило, перемещают вручную. Для полирования плоских, цилиндрических, конических поверхностей используют полировальные станки. В процессе полирования заготовка поджимается к кругу с силойP и совершает движения подачи –Sпр в соответствии с профилем обрабатываемой поверхности (рис. 6.109, б).
Скорость вращения круга при полировании зависит от обрабатываемого материала: для сталей, чугунов, никеля, хрома она равна – 30…35м/с, для цветных металлов и их сплавов – 18…30 м/с.
Особое место при полировании занимает использование абразивной ленты (рис. 6.110, а, б, в, г). Обработка абразивными лентами широко применяется для шлифования сложных поверхностей деталей с достигаемой шероховатостью –Rа
= 0,02…0,03 мкм. Абразивная лента изготовляется из бумаги, ткани и кожи; на нее наносят абразивные зерна электрокорунда, алмаза синтетического, эльбора – для обработки стали или карбида кремния – для обработки чугуна и цветных металлов. При полировании лентами (рис. 6.109, в) рабочая поверхность ленты значительно превышает рабочую поверхность круга, благодаря чему происходит большое рассеяние теплоты. Эластичная лента может огибать всю шлифуемую поверхность, поэтому движение подачи может отсутствовать.
При полировании абразивными лентами (рис. 6.109, г) главное движение может совершать и заготовка – 1
, имеющая форму кольца с фасонной внутренней поверхностью. Абразивная лента –3 поджимается через прижим –2 к обрабатываемой поверхности и периодически перемещается. Полирование абразивными лентами осуществляется со скоростью до 30 м/с. при этом обрабатываемая деталь или лента поджимаются друг к другу – давление поджима не более 0,04 МПа (при обработке цветных металлов и сплавов) и 0,2 МПа (при обработке чугуна и сталей).
Определение и назначение шлифования
Обработка шлифованием может быть окончательной операцией или предшествовать полированию. Полировка – технологический процесс отделочной обработки для снижения шероховатости. Придает изделию привлекательный внешний вид. Применяется для декоративной отделки, чистовой обработки поверхностей различного вида и перед металлопокрытием. Шлифовка и полировка придают поверхности детали или изделию гладкость, в некоторых случаях с помощью этих операций устраняют дефекты. Это могут быть неглубокие царапины, риски, остатки шлака или мелкой металлической пыли, следы температурной обработки. От геометрии шероховатости поверхности зависят эксплуатационные показатели машин, станков, приборов. К ним относят:
- надежность соединения с переходными и неподвижными посадками;
- износостойкость;
- контактную жесткость;
- теплопроводность;
- герметичность;
- электропроводность.
Обработка с применением шлифовального оборудования и материалов ведется путем снятия заданного припуска с исправлением погрешностей формы и положения поверхностей, которые шлифуются.
Особенности процесса резания при шлифовании
Абразивный инструмент, в отличие от лезвийного инструмента, имеет множество режущих микролезвий, расположенных хаотично. Единичное зерно шлифовального круга может располагаться на некотором расстоянии от обрабатываемой поверхности, скользить по обработанной поверхности (скользящие зерна), проникать в обработанную поверхность на небольшую глубину и деформировать материал заготовки только пластически (деформирующие зерна), проникать в обработанную поверхность на глубину, достаточную для снятия стружки (режущие зерна). По сравнению с лезвийной обработкой шлифование характеризуется повышенным сопротивлением резанию, поскольку скользящие зерна создают дополнительное трение, деформирующие зерна – дополнительные упругую и пластическую деформации, а у режущих зубьев углы резания неоптимальные. Кроме того, сила резания на единичном зерне больше, но так как снимаются микростружки, суммарная сила резания невелика. За счет дополнительного трения и деформаций температура в зоне резания значительно выше, чем при лезвийной обработке, поэтому возможны структурные превращения металла в зоне резания (прижоги). Стружка сгорает на воздухе в виде снопа искр, что требует дополнительных мер пожарной и санитарной безопасности.
Бесцентровое шлифование
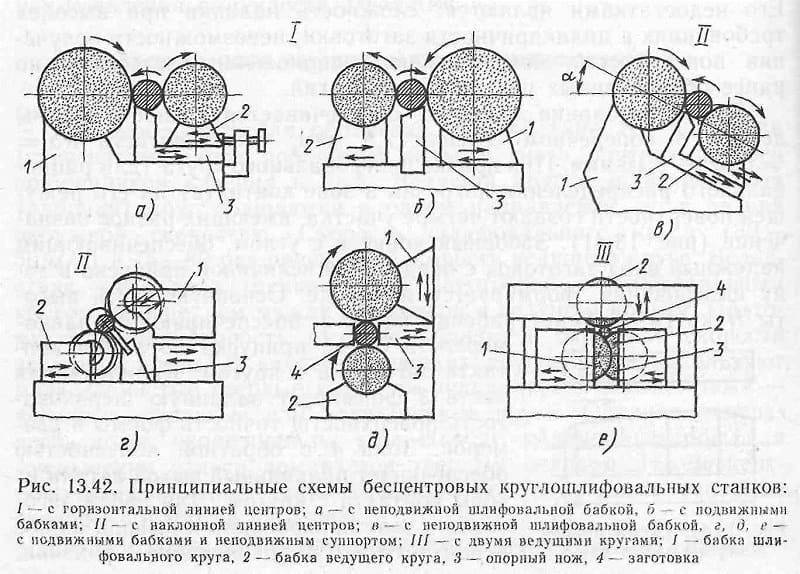
Подобная технология характеризуется тем, что заготовка не закрепляется в центрах. В этом случае шлифовка деталей из металла проходит при подаче вращения только двум шлифовальным кругам, между которыми размещается заготовка. В центральной части находится нож, изготовленный из нержавеющей стали. Он исключает вероятность того, что изделия из-за смещения провалится или ее немного заклинит.
Применение подобного оборудования позволяет существенно ускорить процесс шлифования. Это связано с тем, что применяется сразу два абразивных круга. В продаже встречается просто огромное количество станков, работающих по принципу бесцентрового шлифования.

Бесцентровое шлифование
Разница между шлифовкой и полировкой
Шлифование – это, по сути, очистка металла от задиров, окалины, старого слоя, доведение его формы и параметров до необходимых размеров. Полировка – это всегда окончательная обработка. Ее результат значительно тоньше и изящнее. Применяемый при этом метод (механический или химический) значения не имеет. Величина неровностей на полированной поверхности всегда будет мельче.
Шлифовка – это точный и трудоемкий процесс. Полировка – финишная работа для предания эстетического вида изделию. На производстве этим занимаются машины. В домашних условиях более-менее качественно можно сделать только полировку.
Виды абразивов для шлифовки
Абразивы представляют собой мелкие частицы вещества, применяемые для механической обработки изделий, причем они могут быть как природного, так и искусственного происхождения. Основными характеристиками абразивов для шлифовки являются размер зерна, механическая прочность, микротвердость и хрупкость. Делятся по таким признакам: твердость (мягкие, твердые, сверхтвердые), величина зерна абразива (особо тонкое, тонкое, среднее и крупное). К природным абразивам относят мел, кварц, наждак, гранат, корунд, инфузорную землю, пемзу, полевой шпат, трепел, красный железняк и алмаз.

К материалам искусственного происхождения относят: окиси хрома и циркония;
- двуокиси титана, церия и олова;
- нитриды углерода, алюминия, кремния и бора;
- электрокорунд;
- сплавы бор – углерод – кремний и карбид титана – карбид скандия;
- синтетический алмаз.
Алмазная шлифовка является наиболее качественной по своим абразивным свойствам.
Использование электрополировки
Полировка алюминия может осуществляться и другим способом. При этом удается получить сверкающую и гладкую поверхность, а очистка характеризуется высоким качеством. Электролиты для таких работ в большинстве случаев обладают серной и ортофосфорной кислотой, остальные составляющие будут зависеть от материала.
Электролиты позволяют добиться блеска после завершения работ. Для процесса температура должна быть более низкой, чем в вышеописанном случае, температурный предел будет равен от 60 до 90 °С.

Полировку нужно осуществлять в течение 5 минут, тогда как плотность тока может быть равна 10-50 А/дм². Процесс проведения полировки предполагает применение катодов из свинца, однако существуют и другие сплавы, которые предусматривают использование нержавейки. Полировка требует использования дюралевых подвесок, а также электролитных ванн с полиэтиленовой, свинцовой или обработкой фторопластом. Нужно подготовить щелочные электролиты, они обойдутся дешевле.
На параметры процесса будет влиять состав электролита, температурный предел может изменяться от 40 до 95 °С, что касается выдержки, то она длится от 3 до 6 минут, тогда как плотность тока на аноде составляет предел от 3-20 А/дм². Выбирая катоды, следует предпочесть никелированные.
Характеристики и маркировка абразивного инструмента
Для шлифовки металлических заготовок применяются абразивные инструменты. Они представляют собой зернистый порошок, который связан с помощью клеящей массы. Шлифовальные круги могут отличаться по следующим характеристикам:
- Форма и размер. Форма абразивного инструмента выбирается в зависимости от того, насколько сложную заготовку нужно обработать. Размер же выбирается в зависимости от размера детали. Чем она больше, тем больше требуется выбрать абразивный инструмент, чтобы более эффективно провести работу.
- Зернистость. Фракция абразивного материала будет зависеть от требуемой обработки поверхности. Если нужно снять старый слой металла, используются диски с большими зернами. Если необходимо довести поверхность детали до готового состояния, используется мелкая фракция.
- Твердость зёрен. При покупке круга или брусков этот параметр указывается на упаковке.
- Размер посадочного отверстия. Оно должно соответствовать диаметру рабочей части станка.
- Тип материала, который используется при изготовлении абразивных инструментов. Лучшим из них является алмазная крошка, с помощью которой можно обрабатывать детали из любых материалов.
Чтобы правильно выбрать абразивный круг, требуется знать маркировку. С её помощью обозначается используемый при изготовлении материал:
- сферокорунд ЭС;
- белый 22А, 23А и 24А;
- нормальные 14А и 15А, 16А;
- хромистые 32А и 33А.
Сейчас на мировом рынке стал популярен синтетический алмаз, который может маркироваться — APK, ACP, APB.
Абразивные инструменты изготавливают согласно техническим ГОСТам и установленным стандартам. Токарные станки, фрезерное и шлифовальное оборудование считаются одни целым при металлообработке.
Шлифовка металла считается заключительным вариантом при обработке деталей или плоских поверхностей. Чтобы получить готовую заготовку после финишной обработки, главное — правильно выбирать абразивные инструменты.









Шлифование металла

Существует просто огромное количество различных операций по обработке металла, все они характеризуются применением определенного оборудования и оснастки. Распространенной финишной обработкой можно назвать процесс шлифования. Оно предусматривает снятие небольшого поверхностного слоя, за счет чего достигается определенная шероховатость и более точные размеры. Рассмотрим особенности данного процесса подробнее.
Шлифование металла
Обработку металла и различных сплавов при применении абразивного материала принято называть шлифованием. Подобная технология позволяет изменить шероховатость и другие параметры наружной или внутренней цилиндрической, а также плоской поверхности. Шлифование металла может проводится при использовании различного специального оборудования
Рассматривая особенности подобной механической обработки нужно уделить внимание следующим моментам:
- Процесс шлифования – финишный этап обработки, который проводится для получения определенной шероховатости.
- Подобная технология не применяется для изменения размеров в большом диапазоне.
- Довести поверхность до требуемой шероховатости можно при использовании современного оборудования можно после термообработки металла.
При проведении рассматриваемой операции учитывается довольно большое количество особенностей:
- Скорость круга – параметр, который зависит от наружного диаметра абразива и возможностей станка.
- Скорость перемещения детали.
- Глубина резания.
- Возможность поперечной подачи.
Стоит отметить, что сегодня подобную технологию постепенно вытесняет чистовое точение металла на высоких скоростях и минимальной подаче.
https://youtube.com/watch?v=ASmQZxEIXVU
Шлифовка деталей может проходить при применении самых различных технологий. Наибольшее распространение получили следующие:
- Круглое шлифование металла.
- Изменение шероховатости внутренних поверхностей.
- Зубошлифование.
- Бесцентровая технология.
- Шлифование плоских поверхностей.
Кроме этого, классификация может проводится по типу применяемого материала при обработке. Для автоматизации процесса и снижения трудовых затрат используются специализированные станки. Встречаются модели и со встроенным блоком ЧПУ, который автоматизирует процесс и обеспечивает высокое качество получаемой поверхности.





