

Круглошлифовальные виды станков
Основные правила и критерии выбора оборудования
Современные устройства для шлифовки и калибровки деревянных заготовок оснащаются автоматическими системами контроля и управления. В первую очередь при выборе следует смотреть на тип аппарата: автоматический, полуавтоматический или ручной. Последние два варианта не подходят для использования на крупном производстве. Они больше предназначены для работы в быту.
Преимуществами автоматических агрегатов являются:
- точная регулировка ленты;
- возможность аварийной остановки;
- корректировка скорости движения заготовки.
В зависимости от задач, которые должен выполнять аппарат, определяется набор функций и технические характеристики. При выборе калибровально-шлифовального станка учитываются следующие факторы:
- Наличие магнитного пускателя, который предотвращает незапланированный запуск агрегата. Функция особенно полезна, если на производстве случаются частые перебои или отключения электроэнергии.
- Присутствие ременной передачи, снижающей воздействие на силовой элемент при перегрузке устройства.
- Угол наклона операционной поверхности увеличивает потенциальные возможности в процессе шлифования.
- Оборудование специального упора, который отвечает за жесткую фиксацию деревянной болванки в ходе обработки.
- Оснащение транспортирным стопором, предназначенным для установки детали под оптимальным углом.
- Укомплектованность визуализатором пространственных данных, минимизирующим отклонения от заданных параметров.
- Использование плавающих головок для обработки неровных поверхностей. Они крепятся в подвешенном состоянии, чем обеспечивается свободный ход.
- Дополнительный прорезиненный вал увеличивает качество шлифовки и калибровки.
- Утюжок позволяет осуществить чистовую шлифовку, чтобы подготовить деталь к завершающему этапу.
Компания-производитель, внешний дизайн, габариты, вес и другие критерии носят преимущественно субъективный характер
Они имеют немаловажное значение, но играют второстепенную роль
Круглошлифовальный станок
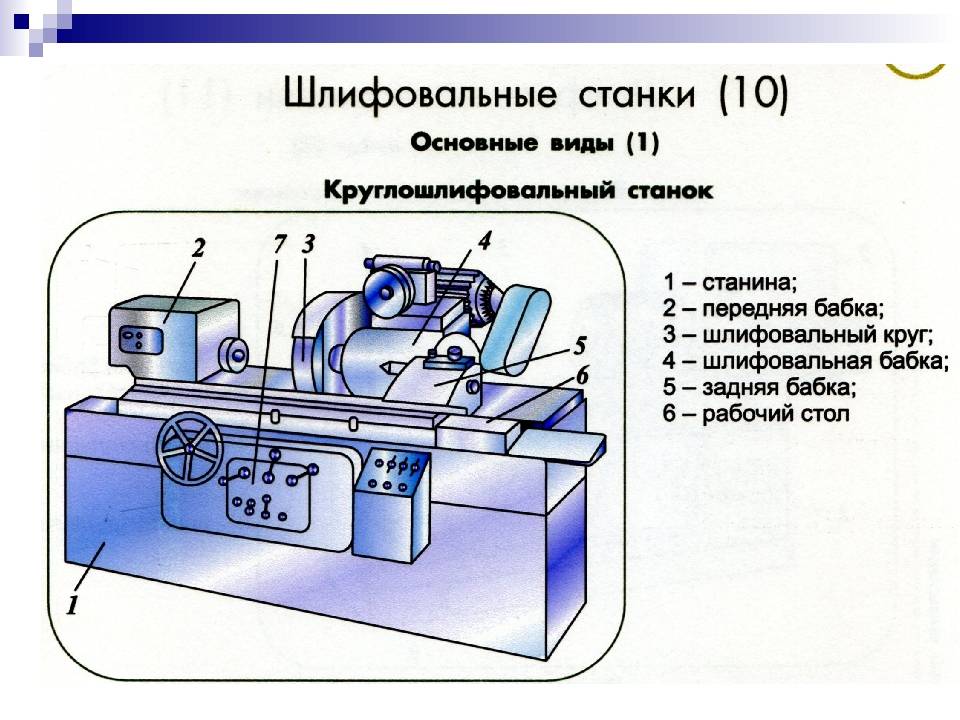
Станки кгруглошлифовальной подгруппы (рис. 1) предназначены для производства шлифовальных операций на наружных и внутренних поверхностях тел вращения.

Рисунок 1. Круглошлифовальный станок.
Рисунок 1. Круглошлифовальный станок.
Конструктивно круглошлифовальный станок состоит из станины (1), стола (2) двух бабок (3,5), в которых закрепляется цилиндрическая или коническая деталь и приводной бабки (4), в которой закреплен рабочий орган. Рабочим органом на этом станке является шлифовальный круг. Здесь имеются различия в способе подачи вращательного движения, которые часто комбинируются в зависимости от требуемого эффекта:
- вращается сама заготовка;
- вращается шлифовальный круг;
- вращается и заготовка, и круг.
В общем случае заготовка закрепляется в центрах. Запускается приводной электродвигатель шлифовального круга. Выбирается скорость вращения круга и скорость подачи. Круг подается на заготовку. Осуществляется продольная подача с определенной скоростью. В процессе работы шлифовальный круг снимает металл с поверхности заготовки, тем самым сглаживая неровности и уменьшая шероховатость.
Также различаются способы подачи шлифовального круга при обработке детали (рис. 2).
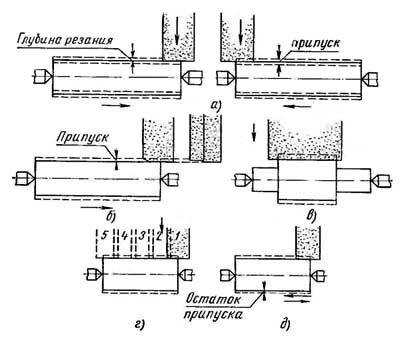
Рисунок 2. Способы шлифования.
Рисунок 2. Способы шлифования.
Основные способы шлифования поверхностей тел вращения следующие:
- с осуществлением продольной подачи;
- с заглублением;
- с врезанием;
- с последовательным врезанием;
- комбинированный.
Станки для круглого шлифования подразделяются на следующие категории:
- стандартные;
- специализированные;
- универсальные;
- бесцентровые;
- врезные.
Самым распространенным является стандартный круглошлифовальный станок.
Плоскошлифовальные станки
Этот тип оборудования используется для высокоточной обработки металлических изделий, имеющих плоскую поверхность. Однако на некоторых моделях могут шлифоваться и заготовки, имеющие круглую форму. Отличительной особенностью конструкции плоскошлифовального оборудования любой марки является способ крепления обрабатываемой детали. В отличие от круглошлифовального аналога изделие закрепляется не в патроне, а непосредственно на рабочей поверхности станка посредством мощного электромагнита (иногда используют самодельный магнит, выполненный своими руками).
Плоскошлифовальный станок
Группа плоскошлифовальных станков также делятся на два типа по способу работы:
- работающие торцевой поверхностью абразивного круга;
- работающие периферией абразивного круга.
Первая группа имеет более высокую производительность, тогда как вторая группа способна обеспечить очень высокую точность (8-10 класса). Управление может производиться мастером как своими руками, так и с помощью блока ЧПУ.
Одной из разновидностей этого типа оборудования является ленточно шлифовальный станок. В качестве рабочего инструмента в нем выступает абразив ленточного вида. Лента выполнена в форме кольца, размещенного между двумя валами, и может располагаться как в горизонтальном положении, так и в вертикальном, в целом же принцип работы остается тем же. Конструкция ленточно шлифовального станка предполагает возможность изменения скорости инструмента при работе по металлу, что позволяет изменять режимы обработки.
Ленточно шлифовальный станок с легкостью можно сделать своими руками. В заводском исполнении существуют такие виды:
- с подвижным рабочим столом;
- со статичным;
- со свободным ленточно абразивным инструментом.
Отдельную нишу занимают широколенточные модели по металлу, в которых стол имеет гусеничную форму.
Важным элементом в конструкции ленточно шлифовального станка является наличие вытяжки, необходимой для удаления металлической пыли и мелких частиц абразива.
Немалую роль играет и выбор ленточно абразивного инструмента, основным параметром которого является зернистость. Именно этот момент влияет на шероховатость готового изделия.
При работе на ленточно шлифовальном станке нужно следить, чтобы лента была склеена правильно, и не имела надрывов, чтобы избежать сбоев.
Состав и конструкция станка 5К822В
Передняя бабка
В передней бабке смонтированы шпиндель изделия и механизм (звено) увеличения шага шлифуемой резьбы. С целью обеспечения одновременности начала вращения изделия и начала поступательного движения стола, что необходимо при двустороннем шлифовании, предусмотрен механизм уравнивания мертвых ходов в винторезной цепи между точкой присоединения привода (блок 2,3 на рис.5) и шпинделем изделия. Механизм предназначен для уравнивания мертвых ходов участка винторезной цепи от точки присоединения привода до обрабатываемого изделия с мертвыми ходами второй ветви этой цепи от точки присоединения привода до обрабатываемого изделия, включая гитару шага и ходовой винт с гайкой.
Механизм увеличения шага позволяет, не меняя настройку гитары шага, изменять передаточное отношение винторезной цепи для станка 5К822В в четыре раза и для станка 5К821В в два раза.
На левом торце бабки расположена гитара настройки станка на шаг шлифуемой резьбы.
Шпиндель смонтирован в прецизионных регулируемых бронзовых подшипниках.
Шлифовальная бабка
Шлифовальная бабка состоит из двух основных частей: поворотного барабана и салазок.
На барабане смонтированы корпус шлифовального шпинделя, привод шлифовального круга, механизм подачи правящих устройств, механизм компенсирующей подачи и сменные устройства для правки шлифовального круга.
Поворот барабана на угол подъема шлифуемой резьбы осуществляется вокруг горизонтальной оси, пересекающей ось обрабатываемого изделия и располагающейся в плоскости симметрии рабочего профиля однониточного шлифовального крута.
На салазках смонтированы механизм поворота барабана и механизм компенсирующей подачи. Назначение механизма компенсирующей подачи — поддерживать постоянным расположение режущей кромки шлифовального круга относительно оси обрабатываемого изделия при уменьшении диаметра шлифовального круга после каждой правки.








На верхней плоскости барабана смонтированы механизм подачи правящих устройств, механизм привода перемещения алмазов, электродвигатель привода шлифовального круга и редуктор накатки, устанавливаемый по требованию Заказчика за отдельную плату.
Передняя стенка механизма подачи правящих устройств представляет собой подвижную вертикальную плиту, на которой закрепляются съемные правящие устройства.
Редуктор накатки позволяет уменьшать скорость вращения шлифовального круга при профилировании круга с помощью накатного ролика.
Механизм поперечной подачи
Механизм поперечной подачи смонтирован в передней нише станины. Механизм позволяет осуществлять следующие перемещения шлифовальной бабки:
- перемещения вручную на сравнительно большие расстояния при настройке станков в зависимости от размеров обрабатываемого изделия и шлифовального круга
- точные малые перемещения шлифовального круга для достижения заданного размера обрабатываемого изделия, а также для подачи на глубину резания
- быстрый отвод шлифовального круга от обрабатываемого изделия и быстрое возвращение его в исходное положение
- точное непрерывное перемещение шлифовальной бабки, согласованное с продольным перемещением стола, при шлифовании конических резьб
- возвратно-поступательное затыловочное движение шлифовальной бабки, согласованное с вращением обрабатываемого изделия
Задняя бабка
Задняя бабка установлена на верхних направляющих стола и переставляется по ним в зависимости от длины обрабатываемого изделия.
Для удобства установки обрабатываемого изделия в центрах станка пиноль задней бабки автоматически фиксируется в отведенном (нерабочем) положении.
Для тонкой настройки станка при шлифовании конических резьб, а также для компенсации износа шлифовального круга при обработке цилиндрических резьб задний центр можно перемещать в горизонтальной плоскости.
Поджим заднего центра к обрабатываемому изделию производится при помощи пружины с регулируемым усилием. Это позволяет компенсировать тепловые деформации обрабатываемого изделия и предохранять длинные и тонкие изделия от деформации при их установке в центрах станка.
Вибрационные шлифмашины
Вибрационная шлифмашина – компактный универсальный инструмент, применяемый для грубой и тонкой шлифовки разных деревянных поверхностей, в том числе и паркета. В процессе работы прямоугольная подошва машины вибрирует, с высокой скоростью совершая возвратно-поступательные движения небольшой амплитуды. С повышением амплитуды хода увеличивается и скорость шлифовки, однако уменьшается качество обработки.
На подошве вибрационной шлифмашины фиксируется наждачная бумага или абразивная сетка разной степени зернистости. Бумага может закрепляться на липучках или с помощью боковых зажимов. Металлические зажимы используются в большинстве конструкций, так как позволяют надежно зафиксировать на подошве шлифовальную бумагу (сетку) любого производителя.
Подошва – рабочий элемент вибрационных шлифмашин – может иметь разный размер. Самые ходовые машинки с традиционными размерами подошвы («стандарт») – примерно 100х200 мм. Но для узких, труднодоступных мест больше подходят агрегаты класса «мини» с размерами около 10х10 мм.
Платформы большинства шлифмашинок – прямоугольные или квадратные. К отдельному классу относят аппараты с треугольной подошвой. Они предназначены для обработки углов, элементов лестниц, поверхностей сложной формы. Треугольные платформы некоторых моделей бывают поворотными и съемными (для возможности установки другой площадки).
Основа подошвы бюджетных моделей чаще всего стальная или пластмассовая, а у более дорогих аналогов – изготовлена из алюминиевых или магниевых сплавов. В любом случае, качественная подошва характеризуется небольшой амплитудой вибрации при работе на холостом ходу (без нагрузки). К рабочей поверхности подошвы крепится мягкая накладка из резины или мелкопористого полимера. Полимер более плотный, чем резина, поэтому лучше «удерживает» плоскость.
Большинство моделей шлифмашин данного типа имеет двигатель с мощностью 150–300 Вт. Они легки, маневренны, но в то же время отлично справляются со своей функцией шлифовки. Существуют и более мощные машины, например, Makita 9046 (600Вт). Они отличаются более крупными размерами и весом, поэтому управляться с ними сложнее. Однако у таких машин есть существенное достоинство: они способны без перерыва (и перегрева!) работать на низких скоростях и получать более качественный результат обработки.
Амплитуда хода подошвы у вибрационных машин всегда небольшая, находится в пределах 1-6 мм. 5-6 мм – это самая большая амплитуда, позволяющая быстро отшлифовать поверхность. Но обработка при этом будет достаточно грубой. Чем меньше амплитуда, тем более качественной будет шлифовка.
Еще одна важная характеристика – скорость хода. На большой скорости машинка способна быстро снять толстый слой древесины. Это соответствует грубой шлифовке. Финишная тонкая шлифовка возможна при использовании машины с небольшой скоростью хода. Многие известные производители выпускают модели с регулируемой скоростью, что дает возможность настроить инструмент под разные цели обработки и под разные материалы.
Небольшой обзор, позволяющий понять, на что обратить внимание при выборе вибрационных шлифмашин:
Числовое программное управление
ЧПУ на протяжении многих лет разрабатывалось для того, чтобы повысить производительность и упростить задачу, повысить точность получаемых размеров. Чертежи многих деталей имеют размеры с минимальными допусками, использовать ручной инструмент для решения подобной задачи нельзя. Поэтому если чертежи имеют подобные допуски, следует использовать механизированный метод обработки.
Многие проблемы не позволяли использовать числовое программное управление при создании шлифовального станка. Примером можно назвать систему смазки, а также позиционирование шпинделя. Управление при помощи ЧПУ определяет высокоточное позиционирование шпинделя, автоматизацию системы смазки. Несмотря на огромное количество достоинств системы ЧПУ довольно сложно найти конструкцию с подобной технологией автоматизации. Это связано с тем, что подобное оборудование используются крайне редко в крупносерийном и массовом производстве. ЧПУ определяет точное позиционирование шпинделя. Однако стоит учитывать, что шпиндель должен позиционироваться с учетом используемой оснастки. Поэтому на чертеже указывается то, какая используется оснастка для шлифовальных станков. Обслуживание конструкции с ЧПУ значительно усложняется, так как внесение изменений может привести к сбою в работе. Периодически следует проводить наладку оборудования для поддержания точности изменения размеров, качества шероховатости.
Существует довольно много разновидностей системы ЧПУ, которые разделяются по типу используемой программы для описания траектории движения абразивного круга, описания скорости вращения шпинделя и величины подачи.
Делаем простейший шлифовальный станок своими руками
Учитывая тот факт, что серийное шлифовальное оборудование стоит недешево, есть смысл задуматься над тем, чтобы изготовить такой станок своими руками. Даже простейший самодельный станок, сделать который совсем несложно, позволит вам с высокой эффективностью и качеством выполнять шлифовку заготовок различной конфигурации.
Несущим элементом самодельного станка для выполнения шлифовальных работ является станина, на которой закрепляются два барабана и электрический двигатель. Для изготовления станины можно использовать толстый стальной лист, из которого вырезается площадка требуемого размера.
С двигателем все намного проще: его можно снять со старой стиральной машины, которая уже отслужила свой срок. Барабаны можно сделать наборными, для этого удобно использовать плиту ДСП, из которой вырезаются диски требуемого диаметра.
Простой самодельный станок из подручных средств
В качестве примера разберем последовательность действий по изготовлению самодельного шлифовального станка, станина которого имеет размеры 50х18 см. В первую очередь, из стального листа вырезают саму станину, а также рабочий стол, на котором будет закреплен электродвигатель. Размеры такого стола будут составлять примерно 18х16 см.
Важно, чтобы торцы станины и рабочего стола, которые будут соединяться, были обрезаны максимально ровно. Толстый лист металла, из которого вы будете изготавливать станину и рабочий стол, сложно разрезать вручную, поэтому лучше выполнить такую процедуру на фрезерном станке. В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов
Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки
В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки.
Еще один самодельный станок, собранный «на коленке»
Выбирая электродвигатель для своего самодельного шлифовального оборудования, важно обращать внимание на мощность: она должна быть не ниже 2,5 кВт, а частота вращения – около 1500 об/мин. Если использовать привод с более скромными характеристиками, то станок будет обладать невысокой эффективностью. Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана
Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана
Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана.
Выбирать диаметры барабанов следует в зависимости от того, с какой скоростью будет перемещаться абразивная лента. Так, если скорость движения ленты должна быть приблизительно 20 м/сек, то необходимо изготовить барабаны диаметром 20 см. Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.









Вариант самоделки немного сложнее
Не составит особой сложности изготовить и барабаны для самодельного шлифовального станка. Для этого необходимо нарезать из ДСП квадратные заготовки размером 20 на 20 см, в центре каждой из которых просверливается отверстие. Затем эти заготовки собираются в пакет толщиной 24 см, который протачивается для формирования цилиндрического барабана диаметром 20 см.
2 Разновидности станков
Если говорить о шлифовальных станках вообще, их классификация производится исходя из двух параметров: область применения и выполняемые функции.
По области применения станки бывают:
- круглошлифовальные станки. Предназначены для обработки деталей, имеющих круглое сечение;
- плоскошлифовальные. Их задача – шлифовка плоских деталей. К этому виду относится и барабанная машина;
- внутришлифовальные. С помощью таких механизмов выполняют обработку внутренних поверхностей изделия. Для этой цели часто используют дрели;
- специализированные. Предназначены для обработки сложных поверхностей – резьбы, пазы, зубья и прочее.
Разные станки могут выполнять разные функции:
- обрезка и зачистка;
- заточка;
- шлифовка.
2.1 Делаем барабанный станок своими руками
Барабанный шлифовальный станок по необработанному дереву сделать своими руками сложно, но вполне возможно.
Шлифовка на плоскошлифовальном станке
Для этого берем список необходимых элементов и ищем подходящий материал и запчасти.
И так, нам понадобится:
- Станина. Для этих целей подойдет любой устойчивый верстак или стол, к которому можно прикрутить другие элементы станка. Лучше, если станина будет металлической. Если же приходится использовать деревянную конструкцию, ее нужно качественно укрепить своими руками.
- Электродвигатель мощностью 200-300 Вт. Частота оборотов должна составлять 1500—2000 оборотов в минуту. Лучше если это будет однофазный асинхронный двигатель. Для этих целей подойдет механизм от старой стиральной машины (в этом случае берем от нее и шкивы с ремнем), дрели, болгарки и т.д.
- Шлифовочный барабан по дереву. Это, пожалуй, самая главная и самая сложная часть станка, от которой будет зависеть качество выполняемых работ. О том, как и из чего изготовить самодельный шлифовальный барабан именно своими руками, мы поговорим позже.
- Стойки для барабана. Устройство, фиксирующее барабан и регулирующее его высоту может быть изготовлено из деревянных брусьев. Механизм, регулирующий высоту, возможно изготовить своими руками в двух вариантах. Первый вариант – сквозные отверстия на стойках, через которые будет крепиться барабан. Этот вариант боле простой, но он позволяет работать только с фиксированным шагом регулировки около 1 см. Второй вариант – длинные винты, установленные перпендикулярно барабану. В этом случае, поджимая винты мы сможем поднимать шлифовальное устройство, отпуская – опускать. Во втором варианте возможна регулировка высоты с точностью до миллиметра.
Делать своими руками транспортерную ленту мы не будем. Это возможно, но в этом нет необходимости. Подача на самодельных станках, как правило, осуществляется вручную.
2.2 Делаем барабан
Прежде, чем приступить к изготовлению самого барабана, нужно четко понять, какие функции будет выполнять наша машина. Дело в том, что чем меньше размер цилиндра, тем легче и быстрее он будет вращаться двигателем от дрели.
Для изготовления шлифовального барабана нам понадобится кусочек чего угодно, что имеет цилиндрическую форму, нужной длинны и диаметра. Это может быть деревянный брус с круглым сечением, труба ПВХ, металлическая труба и многое другое.
Самодельный рабочий барабан шлифовальной машины
Мы рассмотрим в качестве материала трубу ПВХ для изготовления барабана своими руками.
- Берем нужный по размеру отрезок пластиковой трубы. Так же нам понадобится металлический штырь, выполняющий роль оси, деревянные или пластиковые заглушки, совпадающие по диаметру с внутренним диаметром трубы, саморезы, резина, клей.
- Берем заглушки и делаем в них отверстия, соответствующие по диаметру толщине прута.
- Отверстия в заглушках должны быть строго по центру. Малейшая эксцентричность барабана приведет к неправильной работе станка.
- Плотно сажаем заглушки в трубу и фиксируем с помощью саморезов.
- Вставляем штырь в отверстия в заглушках. Ось должна выступать из цилиндра на 2-3 см с каждой стороны. Именно она будет выполнять роль крепления к регулировочным стойкам.
- На барабан клеим резину. К ней будет легче крепить шлифовальную ленту.
2.3 Собираем станок
Чтобы собрать станок нужно:
- Установить стойки на станину.
- Прикрепить к ним барабан так, чтобы высоту его подъема можно было регулировать.
- Подсоединить к барабану двигатель с помощью ременного или цепного привода.
- Можно приступать к работе.
Современные шлифовальные станки на выставке
Отрасль металлургии и металлообработки в России довольно развита и постоянно продолжает расти. Именно поэтому необходимо использование новой техники в работе.
Все новинки оборудования и технологий в сфере металлообработке будут представлены на ежегодной международной выставке, которая пройдет в Москве.
На экспозициях мероприятия «Металлообработка» будут представлены новейшие машины и аппараты, которые позволяют улучшить производительность, сделать технологический процесс более простым и экономичным. Выставку с 1999 года организовывает АО «Экспоцентр».
Приходите на выставку «Металлообработка», чтобы познакомится с производителями современных шлифовальных станков и новыми моделями подобного оборудования.
Ленточно шлифовальные станкиБесцентровые шлифовальные станкиТочильно шлифовальные станки
Круглошлифовальные виды станков
Эти станки предназначены для шлифовальной обработки деталей цилиндрической формы методом продольного и врезного шлифования. Круглошлифовальные станки имеют очень высокая точность обработки. Конструкция его представляет собой что-то среднее между токарным и шлифовальным станком. По сути он похож на точный токарный станок, где вместо резца шлифовальный круг.
У такого станка рабочий стол расположен в горизонтальном положении. Он предназначен для фиксации обрабатываемой металлической детали в центрах. Рядом расположен, так же горизонтально, шлифовальный круг. Такие станки бывают как с ЧПУ так и без.
Процесс обработки деталей на круглошлифовальном станке
Зафиксировать заготовку в центрах. Эту операцию как правило производят вручную;
Произвести настройку нужного положения шлифовальной бабки относительно детали;
Произвести старт вращательно-поступательного движения заготовки нажав на кнопку или рычаг станка;
Снятие станком верхнего припуска с заготовки с последующим смещением шлифовального круга на глубину следующего припуска.
Круглошлифовальный станок может выполнять операции как черновое и чистовое шлифование. Вид операции зависит от скорость вращения шлифовального круга и соответственно припуск на операцию.
Современные станки обладают рядом дополнений:
На одном шпинделе находится 2 или 3 шлифовальных круга. Это позволяет вести разную обработку без останова и замены инструмента. Смена шлифовального круга который будет сейчас обрабатывать происходит путем вращения “головы”.
Станок может иметь щуп для определения начального положения шлифования и проверки полученного размера детали после обработки.
Автоматическая балансировка шлифовального круга, что значительно упрощает наладку и делает процесс шлифования более точным.
Автоматическая правка при достижении определенной нагрузки на шпиндель. Крайне полезное приспособление как при чистовой так и при черновой обработке.
Основные технические характеристки круглошлифовального станка
Возможные максимально допустимые габариты, а также масса обрабатываемой детали;
Возможные диаметры обработки шлифованием, а именно максимальный и минимальный.
Параметры рабочего стола шлифовального станка:
Возможное смещение стола или максимальная длина обработки;
Возможная скорость быстрого хода;
Возможные углы поворота против и по часовой стрелке шпинделя шлифовального круга.
Методы круглошлифовальной обработки
-Продольная обработка
Сама заготовка базируется в центрах и при помощи привода передней бабки она начинает вращаться. В это время механизм подачи рабочего стола подает продольное перемещение заготовки относительно шлифовального круга.









-Глубинная шлифовальная обработка
Используется для шлифования коротких заготовок. За один проход может удалять весь припуск. При этом способе заготовка с помощью рабочего стола перемещается только в направлении шлифовального круга. Шлифование производится только торцом круга. Чем шире круг тем большую длину можно обработать этим методом. Уступами
Это разновидность глубинного шлифования разных поверхностей на разную глубину.
-Профильное
При этом процессе шлифования рабочий стол перемещается по двум координатам. Таким образом можно получить не очень плавные углы при переходе одной обработанной поверхности к другой. При использовании чпу возможно получение радиусов с незначительными ступеньками.





