

Нарезка шлицов — методы, выбор оборудования и инструмента
Шлицевое соединение применяется для передачи вращательного движения между валами и втулками. В отличии от шпоночного соединения оно обеспечивает лучшее центрирование деталей. При этом нагрузка на некоторые детали намного меньше, а крепость при динамических и переменных нагрузках намного больше. Подобный тип соединения из себя представляет зубья конкретной длины, соединенные в единое целое с телом вращения.
Есть три типа шлицевых соединений:
Нарезка шлицов в сфере машиностроения делается преимущественно на фрезерном оборудовании, к которому предъявляют специальные требования по точности.
Шлицевые соединения
Характеристика шлицевых соединений
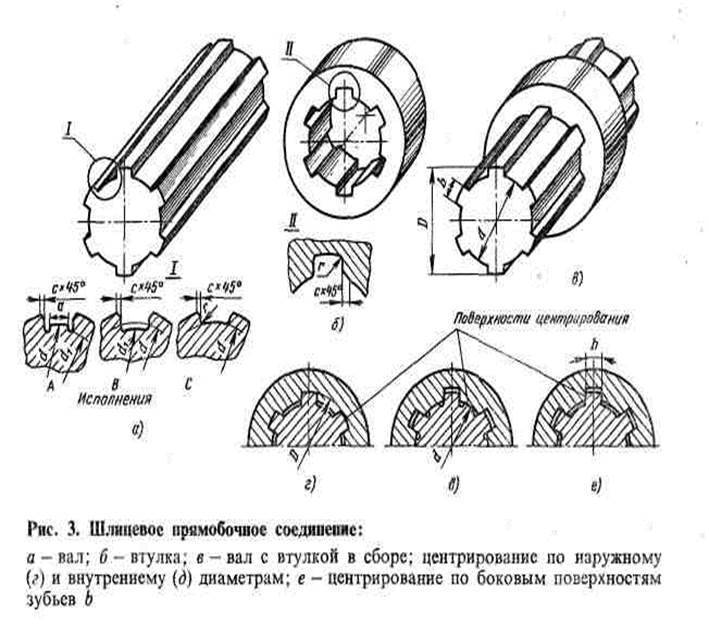
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1, 2, 3) , входящие в соответствующие впадины (шлицы) в ступице. Рабочими поверхностями являются боковые стороны выступов. Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Условно можно представить шлицевое соединение, как многошпоночное соединение, у которого шпонки выполнены как одно целое с валом.
Основное назначение шлицевых соединений – передача вращающего момента между валом и ступицей. При этом ступица может быть закреплена на колесе, фланце, шкиве, ролике или другом валу (карданный вал) . Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три) .
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке) .
- Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
- Меньшая длина ступицы и меньшие радиальные зазоры.
- Большая надежность при динамических нагрузках.
Недостатки шлицевых соединений – более сложная технология изготовления (зубофрезерование, протягивание, шлифование) , а следовательно, более высокая стоимость.
Классификация шлицевых соединений
Шлицевые соединения различают:
- по характеру соединения – неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка, карданного вала автомобиля) ;
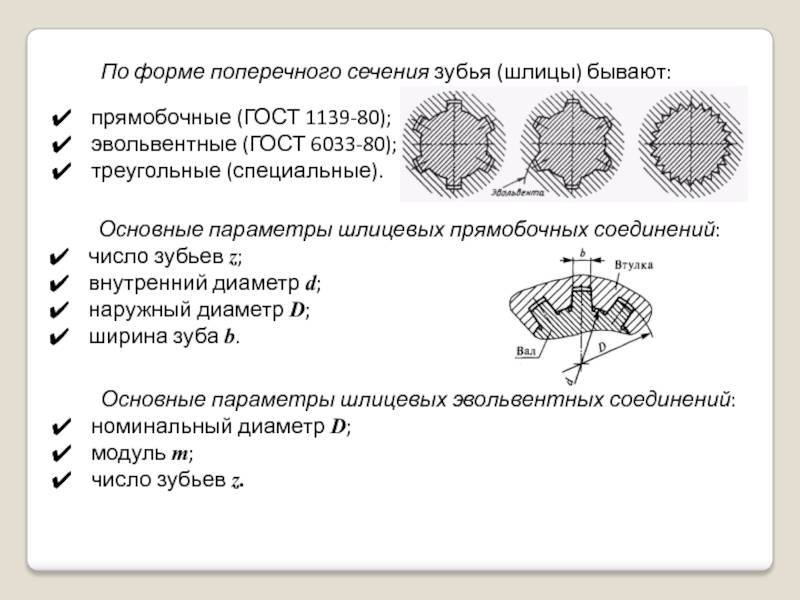
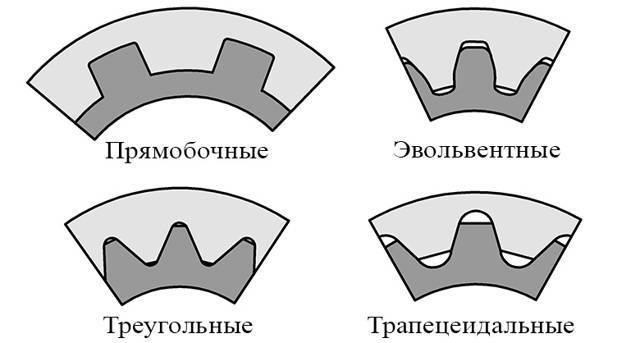
- по форме выступов – прямобочные, эвольвентные, треугольные.
Шлицевые соединения с прямобочным профилем
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
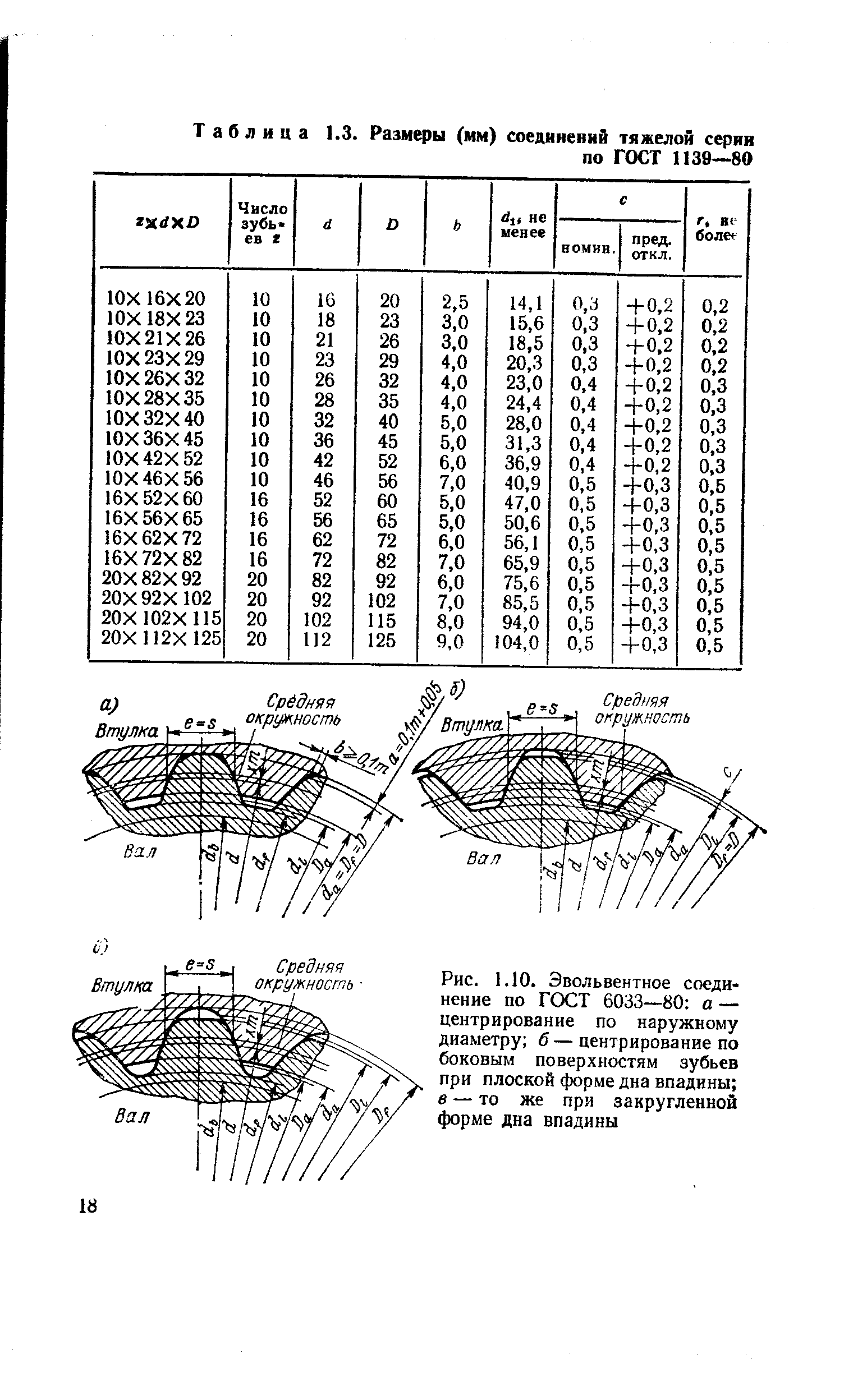
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
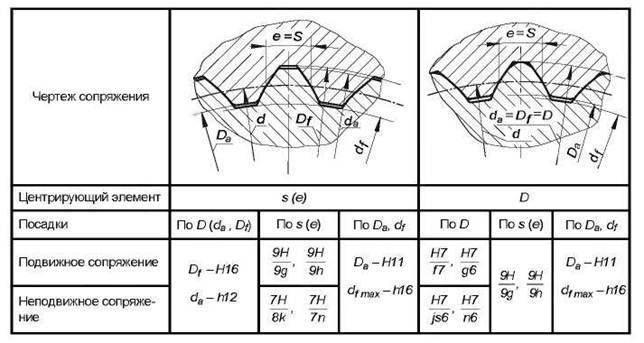
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D , внутреннему d диаметрам или боковым поверхностям b выступов. Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих – практически отсутствует, не центрирующих – значительный.
Выбор оборудования и инструмента
Нарезка выполняется на станках:
- фрезерных;
- строгальных;
- долбежных;
- токарных;
- протяжных.
Затем детали подвергают шлифовке на шлифовальных станках.
В мелкосерийном и единичном производстве очень часто нарезание шлицев осуществляется на шлицефрезерном или зубофрезерном оборудовании с использованием червячной фрезы и метода обкатки. Использование такого инструмента эффективно как для прямобочных, так и для эвольвентных шлицев.
Горизонтально-фрезерный станок для нарезания шлицев используется в паре с фасонной дисковой фрезой. Для одновременной нарезки нескольких пазов используют делительную головку. Стоит отметить, что для изготовления шлицов такой способ используют крайне редко из-за неточностей по шагу и ширине. Целесообразно будет провести на горизонтально-фрезерном станке с дисковой фрезой черновую обработку детали, оставив припуск на чистовую обработку и шлифовку. Чистовую обработку пазов проводят специальными торцевыми фрезами, а для треугольного шлицевого соединения применяют треугольные фрезы.
Используется метод обкатки с применением долбяка. За высокое качество, получаемых поверхностей зубодолбежное оборудование используются в массовом производстве.
Помимо долбежных станков, широкое распространение в массовом и крупносерийном производстве шлицевых соединений получили строгальные и протяжные станки. Такое оборудование в несколько раз эффективнее и производительнее фрезерных станков. Нарезка строганием осуществляется с применением набора резцов, количество и размеры которых зависят от числа зубьев, ширины и глубины пазов соединения. При протягивании используют инструмент под названием протяжка. Этот инструмент имеет несколько режущих зубьев разной высоты, которые при поступательном движении срезать часть металла с заготовки.
Для изготовления эвольвентных соединений применяют холодную накатку с использованием специальных роликовых головок. Таким инструментом изготавливают изделия с большим количеством зубьев. По своей эффективности метод холодной накатки выше фрезерования в 10 раз.
После нарезки зубьев и термической обработки, все изделия подвергают шлифовке. Это позволяет добиться требуемой шероховатости и избежать зацепления сопрягаемых деталей в работе. Для шлифования используют следующий инструмент:
- фасонный круг;
- дисковый круг;
- конический круг.
Для шлифования внутренних поверхностей в некоторых случаях применяют оправку.
Шлицевые соединения
Шлицевое соединение представляет собой фактически многошпоночное соединение, у которого шпонки выполнены за одно целое с валом.
Назначение шлицевых соединений — передача вращающего момента между валом и ступицей.
Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения; шлицевое соединение образуют две детали, шпоночное — три.
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке).
- Большее сопротивление усталости вала вследствие меньшей глубины впадины и меньшей концентрации напряжений, особенно для эвольвентных шлицев.
Недостатки — более сложная технология изготовления, а, следовательно, и более высокая стоимость.
Шлицевые соединения различают:
- по характеру соединения: неподвижные для закрепления детали на валу, подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач, шпинделя сверлильного станка);
- по форме выступов: прямобочные, эвольвентные, треугольные.
Соединения с прямобочным профилем (рис. 1; 2). Применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом Z выступов.
Тяжелая серия имеет более высокие выступы с большим их числом. Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D, внутреннему d диаметрам или по боковым поверхностям b выступов.
Выбор способа центрирования зависит от требований к точности центрирования, твердости ступицы и вала.
Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих — практически отсутствует, не центрирующих — значительный. Центрирование по D или d (рис. 2 а) применяют в соединениях, требующих высокой соосности вала и ступицы.
Центрирование по боковым поверхностям b (рис. 2, в). В сопряжении деталей по боковым поверхностям зазор практически отсутствует, а по диаметрам D и d имеет место явный зазор. Это снижает точность центрирования, но обеспечивает наиболее равномерное распределение нагрузки между выступами.
Поэтому центрирование по боковым поверхностям b применяют для передачи значительных и переменных по значению или направлению вращающих моментов, при жестких требованиях к мертвому ходу и при отсутствии высоких требований к точности центрирования: например, шлицевое соединение карданного вала автомобиля.
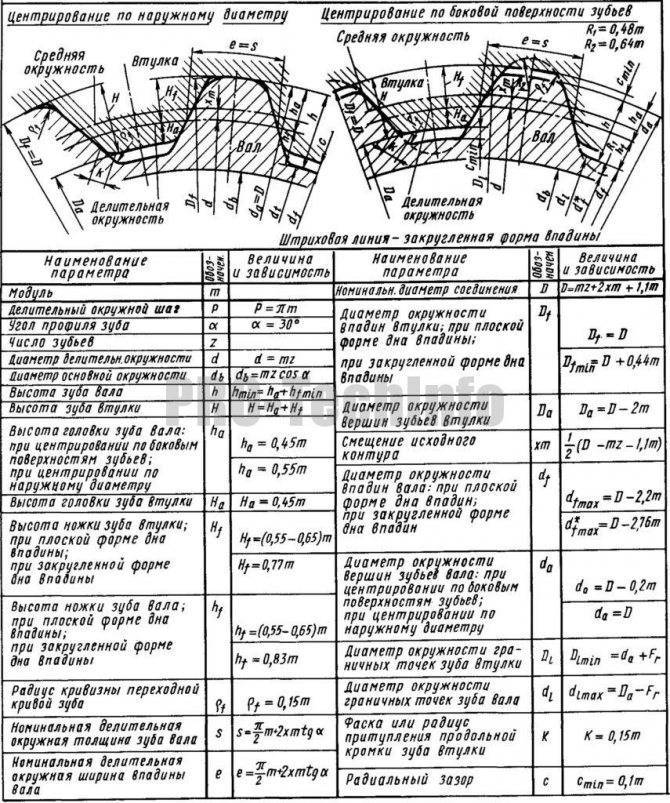
Соединения с эвольвентным профилем (рис. 3). Применяют в неподвижных и подвижных соединениях. Боковая поверхность выступа очерчена по эвольвенте (как профиль зубьев зубчатых колес). Эвольвентная протяжка профиля отличается от прямобочного повышенной прочностью в связи с утолщением выступа к основанию и плавным переходом в основании.
При изготовлении выступов применяют хорошо отлаженную технологию изготовления зубьев зубчатых колес. Соединения обеспечивают высокую точность центрирования; они стандартизованы — за номинальный диаметр соединения принят наружный диаметр D. От зубьев зубчатых колес их отличает больший угол зацепления (здесь 30°) и меньшая высота зуба. Выступ (h=m), что связано с отсутствием перекатывания.
По сравнению с прямобочным соединение с эвольвентным профилем характеризует большая нагрузочная способность вследствие большей площади контакта, большого количества зубьев и их повышенной прочности. Применяют для передачи больших вращающих моментов. Его считают перспективными.

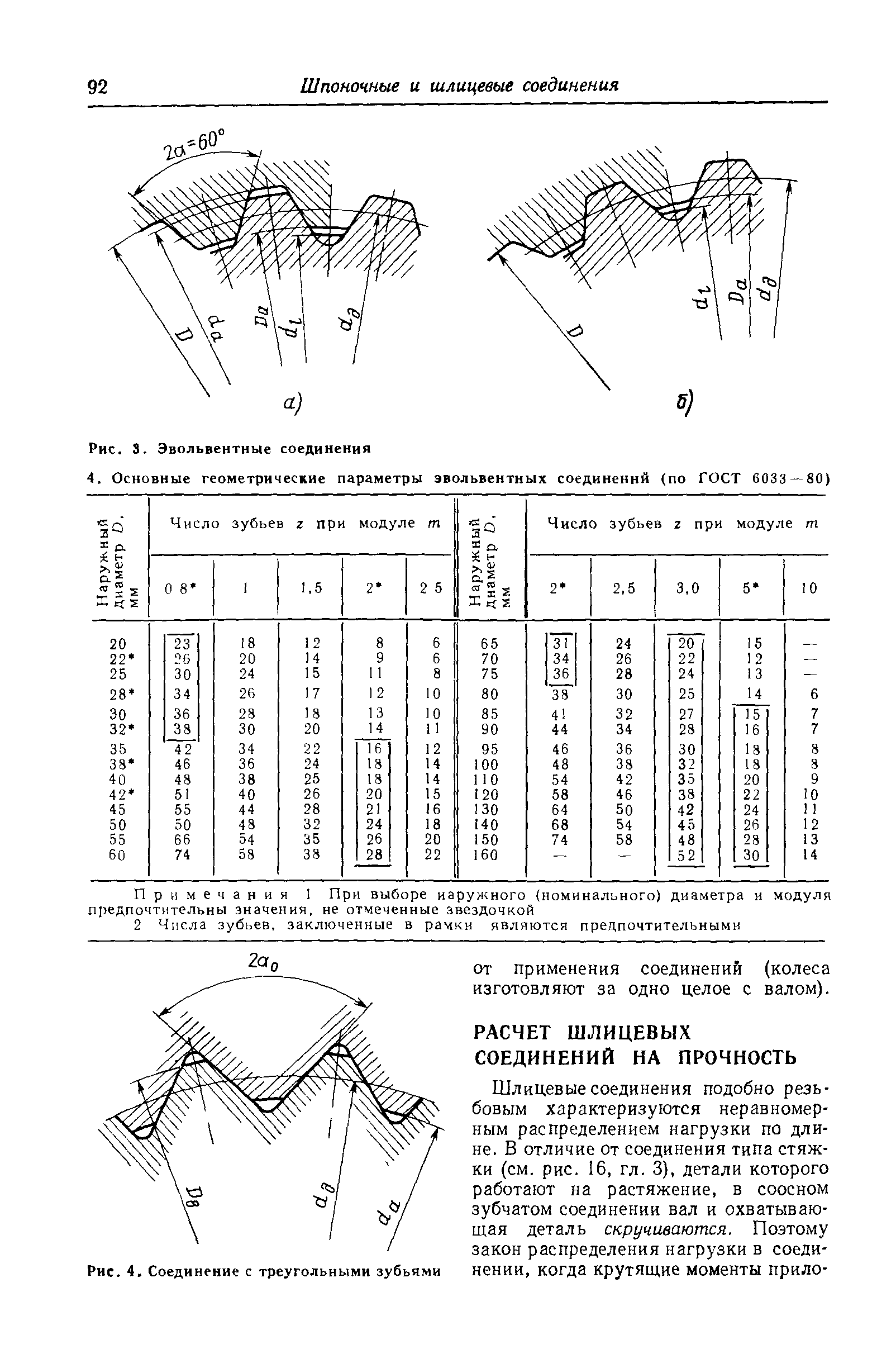
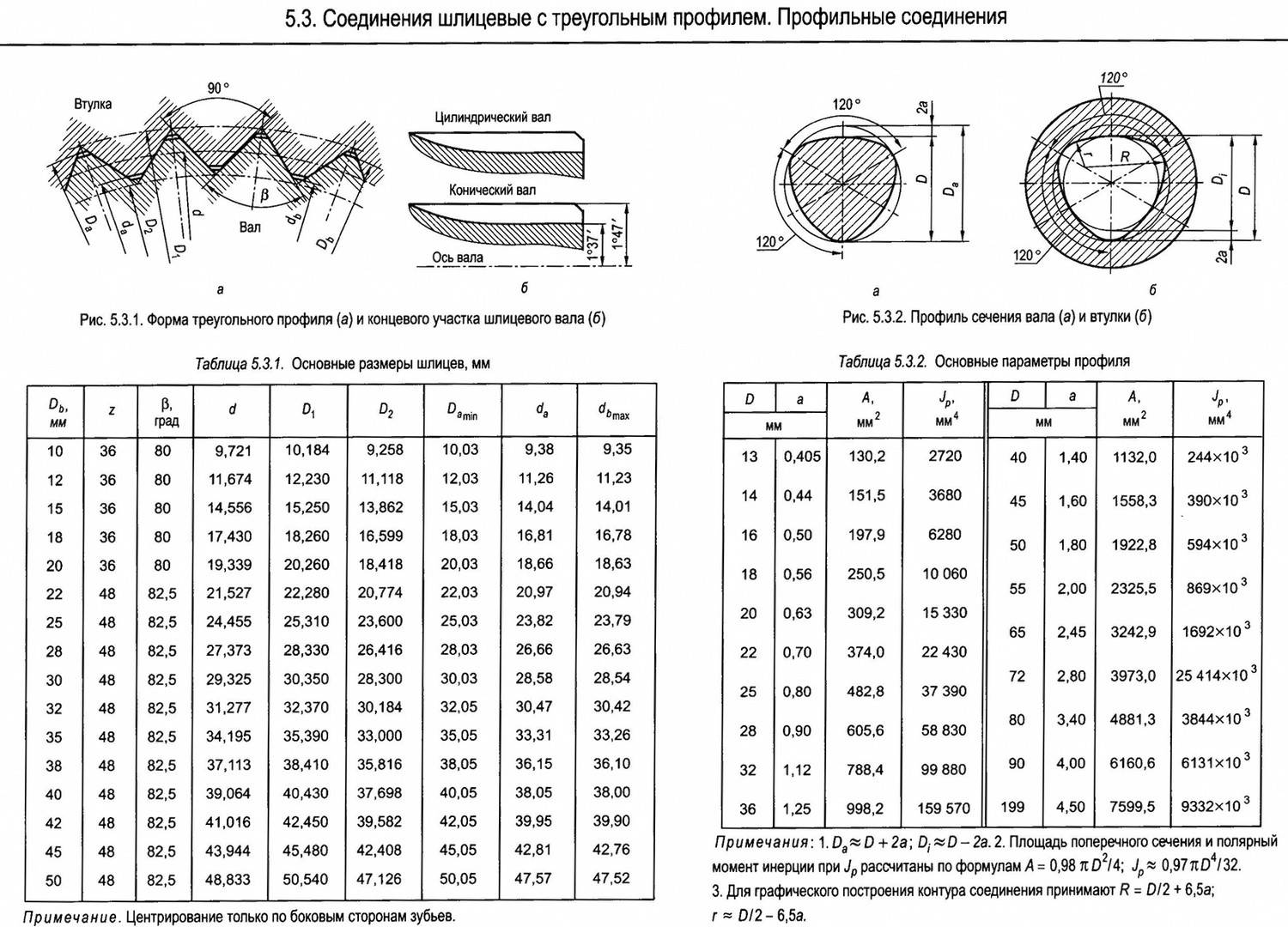
Соединения с треугольным профилем (рис. 4) изготовляют по отраслевым нормалям. Применяют в неподвижных соединениях. Имеют большое число мелких выступов-зубьев (z = 15…70; m = 0,5… 1,5). Угол профиля зуба ступицы составляет 30, 36 или 45°. Применяют центрирование только по боковым поверхностям, точность центрирования невысокая.
Параметры соединения записывают через модуль m: m=mz; h=1,3m. Применяют для передачи небольших вращающих моментов тонкостенными ступицами, пустотелыми валами, а также в соединениях стальных валов со ступицами из легких сплавов, в приводах управления (например, привод стеклоочистителя автомобиля).
Источник
Шлицевое соединение
Использование шлицевого соединения — один из способов жесткой передачи крутящего момента.
Шлицы, по сравнению со шпоночным соединением обладают несколькими преимуществами — лучшей прочностью, точностью и технологичностью.
Шпонки необходимо подгонять, поэтому их рекомендуется применять в единичном или мелкосерийном производстве. Шлицы, в отличае от шпонок, взаимозаменяемы, и рекомендуется использовать в крупносерийном и массовом производстве.
Шлицы считаются более технологичным соединением, чем шпонка, внутренние шлицы изготавливают протягиванием, наружные — фрезерованием (червячными фрезами), долблением, строганием.
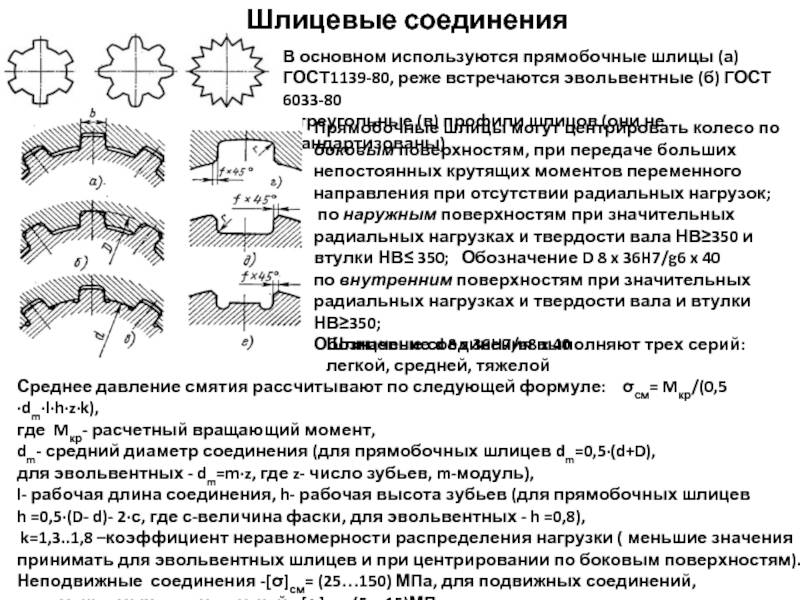
В технике применяются прямоугольные, треугольные, трапецеидальные, эвольвентные шлицы.

Наибольшее распространение получили прямоугольные шлицы.
Шлицевые соединения и методы их обработки
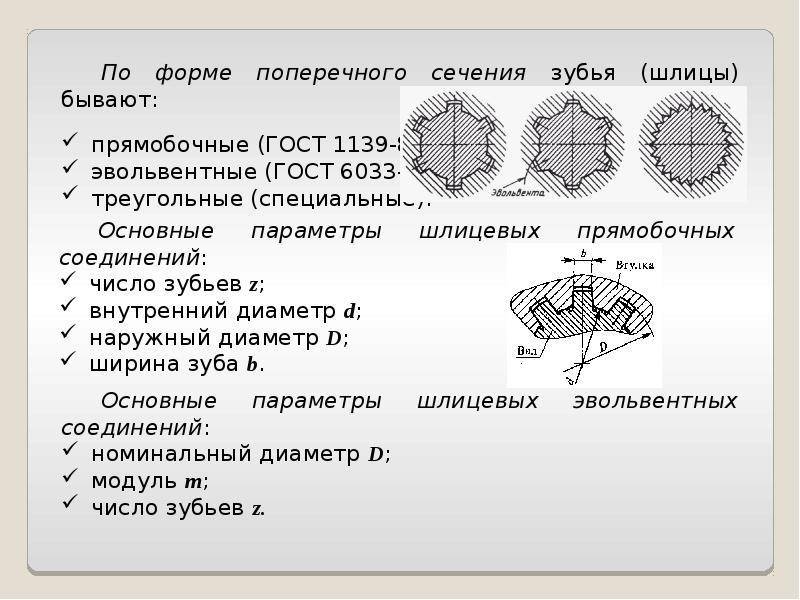
Шлицевые соединения образуются выступами на валу и соответствующими впадинами в ступице и служат для передачи крутящего момента. По форме профиля шлицевые соединения разделяются на прямоугольные (рисунок 1, а), эвольвентные (рисунок 1, б) и треугольные (рисунок 1, в).
Применяются три способа центрирования прямоугольных шлицевых соединений: а) центрирование по наружному диаметру; оно используется в том случае, когда твердость отверстия невысокая и его можно обработать протяжкой, а вал не подвергается значительным деформациям при термической обработке; б центрирование по внутреннему диаметру; производится при высокой твердости отверстия и значительных деформациях вала, для устранения которых требуется шлифование; в) центрирование по ширине шлица; применяется при высокой твердости отверстия и необходимости минимальных зазоров по боковым поверхностям. Центрирования эвольвентных и треугольных шлицевых соединений производится только по профилю шлицев с гарантированными зазорами по диаметрам впадин и выступов. Обработка шлицев на наружных поверхностях производится методом деления или методом обкатки. Методом деления шлицы фрезеруются на горизонтально-фрезерных станках набором фрез или фасонными фрезами. Этот метод применяется также при шлифовании шлицев на шлицешлифовальном станке (рисунок 2).
Шлицефрезерные станки, работающие по методу деления, снабжены точными делительными устройствами, которые после каждого двойного хода поворачивают деталь для обработки следующего шлица. Методом обкатки шлицы нарезают на шлицефрезерных или зубофрезерных станках однозаходной червячной фрезой, профиль которой при обкатке с обрабатываемой деталью образует шлицы требуемой формы и размеров (рисунок 3). Методом обкатки обрабатывают прямоугольные, треугольные и эвольвентные шлицы. По сравнению с методом деления этот метод является более производительным.
Короткие шлицы на концах валов у выступов, не позволяющих использовать фрезу, обрабатывают на зубодолбежных станках специальными долбяками. Для повышения производительности обработки шлицев на наружных поверхностях применяют шлицестрогальные, протяжные станки, а также производят накатку. Шлифование шлицев применяют для обработки валов, которые после термической обработки имеют деформацию и высокую твердость, не позволяющую обработать шлицы фрезой. Наиболее распространенным методом обработки шлицев на внутренних поверхностях является протягивание шлицевых отверстий комбинированными шлицевыми протяжками или набором протяжек. Комбинированной протяжкой обрабатывают внутреннюю поверхность шлицевого отверстия и шлицы. Протяжками можно обрабатывать только детали невысокой твердости, поэтому протягивание шлицев производят до термической обработки. После термической обработки производят калибрование шлицев прошивками (при твердости HRC не более 35). У шлицевых отверстий при центрировании деталей по внутреннему диаметру вала после термической обработки шлифуют внутреннюю поверхность шлицевого отверстия.
Источник
Достоинства и недостатки
При конструировании механизмов, передающих вращение с высокой нагрузкой, чаще всего останавливаются на выборе шлицевого соединения. Оно имеет в определенных случаях огромные преимущества и может заменить несколько шпоночных соединений. Недостатки также имеются. Надо взвешивать все аргументы за и против, выбирая способ соединения.
В сравнении со шпонками, к достоинствам шлицевых соединений относятся:
- надежность при ударных нагрузках и вибрации;
- возможность уменьшить длину ступицы;
- малые радиальные зазоры;
- увеличение срока эксплуатации;
- отсутствие нагрузки на срез и малая на изгиб благодаря большому пятну контакта;
- несколько линий приложения сил, возможность передавать большие усилия валами с малым диаметром;
- осевое перемещение;
- в соединении только 2 детали;
- компактность;
- точная центровка.
Шлицы изготавливаются по ГОСТ и Стандартам, имеют строго нормализованные размеры и детали для соединения легко подобрать. Упрощена сборка узлов и подгонка деталей.
К недостаткам шлицевых соединений относятся:
- высокая стоимость деталей;
- сложная технология изготовления;
- использование специального оборудования и инструмента.
При перегрузках шпонка просто срезается, не допуская передачи повышенной нагрузки на рабочий механизм и предотвращая его поломку. Деталь простая и дешевая, легко меняется.
В шлицевых соединениях при аварийной ситуации может сломаться зуб или весь станок. Замена деталей сложная и дорогостоящая.
ПРИЛОЖЕНИЕ. ДОПУСКИ И ПОСАДКИ ДЛЯ ЭВОЛЬВЕНТНЫХ ЗУБЧАТЫХ СОЕДИНЕНИЙ
Гост 1139-80. основные нормы взаимозаменяемости. соединения шлицевые прямобочные. размеры и допуски (с изменениями n 1, 2)
ПРИЛОЖЕНИЕ
1. Устанавливаются три предела отклонений ширины впадин отверстия и толщины зубьев вала:
а) предельное суммарное отклонение (нижнее для ширины впадин отверстия и верхнее для толщины зубьев вала), определяющее соответственно толщину зубьев или ширину впадин комплексных калибров (пробки и кольца);
б) предельные отклонения (верхнее и нижнее) одного размера ширины впадин (для отверстия) или толщины зубьев (для вала).Примечания:
1. Отклонения ширины впадин отверстия и толщины зубьев вала отсчитываются от общего номинального размера:
2. Разность между предельным отклонением по комплексному калибру и верхним отклонением толщины зуба вала (или соответственно нижним отклонением ширины впадины отверстия) компенсирует ошибки профиля и расположения зубьев.Валы считаются годными, если комплексный калибр-кольцо проходит и толщина зуба не выходит за установленный нижний предел.Отверстия считаются годными, если комплексный калибр-пробка проходит и ширина впадины не выходит за установленный верхний предел.Верхнее отклонение толщины зуба и нижнее отклонение ширины впадины — ориентировочные.
2. Предельное отклонение ширины впадин отверстия по комплексному калибру устанавливается равным нулю, т.е. разные посадки по осуществляются по системе отверстия. Поля допусков ширины впадин отверстия и их обозначения устанавливаются следующие:
Таблица 1
| Модуль | Обозначение полей допусков отверстий | ||
| Предельное отклонение, мк | |||
| 1 и 1,5 | +45 | +70 | +100 |
| +20 | +30 | +40 | |
| 2-3,5 | +55 | +85 | +125 |
| +25 | +35 | +45 | |
| 5 и 7 | +65 | +100 | +150 |
| +30 | +40 | +50 | |
| 10 | +80 | +120 | +180 |
| +40 | +50 | +60 |
3. Поля допусков толщины зубьев вала устанавливаются следующие:
Таблица 2
| Модуль | Обозначение полей допусков валов | ||||
| Предельное отклонение, мк | |||||
| 1 и 1,5 | +45 | +20 | +70 | +30 | -30 |
| +25 | -20 | +40 | -30 | -60 | |
| -25 | -45 | -40 | -70 | -120 | |
| 2-3,5 | +55 | +25 | +85 | +35 | -35 |
| +30 | -25 | +50 | -35 | -70 | |
| -30 | -55 | -50 | -85 | -150 | |
| 5 и 7 | +65 | +30 | +100 | +40 | -40 |
| +35 | -30 | +60 | -40 | -80 | |
| -35 | -65 | -60 | -100 | -180 | |
| 10 | +80 | +40 | +120 | +50 | -50 |
| +40 | -40 | +70 | -50 | -110 | |
| -40 | -80 | -70 | -120 | -230 |
4. При центрировании по предельные отклонения наружного диаметра вала и отверстия должны назначаться по стандартам на посадки гладких цилиндрических поверхностей в системе отверстия. Рекомендуются следующие посадки:
; ; ; ; ; ; ; .
Посадки по при центрировании по рекомендуются:
и .
5. Предельные отклонения нецентрирующих диаметров и устанавливаются следующие (если по условиям обработки не требуется большая точность):
| по (ОСТ 1013) или (ОСТ 1014); |
| по (ОСТ 1013), (ОСТ НКМ 1017) или (ОСТ 1014). |
6. Обозначения отверстий, валов и их соединений при допусках по табл.1 и 2 должны содержать: буквы «Эв», номинальный диаметр соединения, модуль, число зубьев и обозначения полей допусков размеров и при центрировании по или размера при центрировании по .Примеры:Обозначение соединения диаметром 50 мм, с модулем 2,5 числом зубьев 18, с центрированием по и посадкой по и по :
Эв.502,518 То же, при центрировании по :
Эв
.502,518 Обозначение отверстия того же соединения при центрировании по :
Эв.502,518 .

То же, вала:
Эв.502,518 .
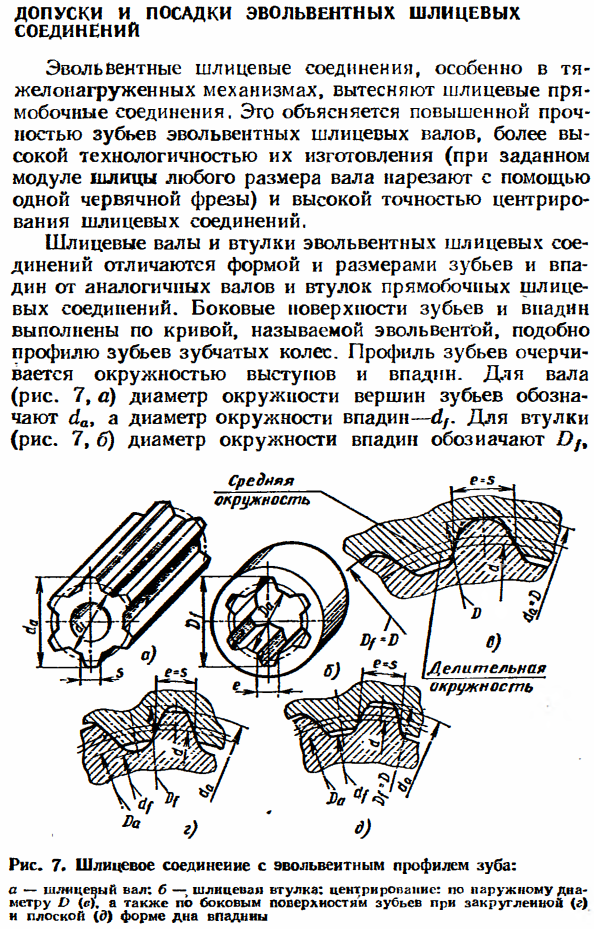
Эвольвентные шлицы
Эвольвентные шлицы вызывают меньшую концентрацию напряжений по сравнению с прямобочными. Шли-цевое соединение меньше снижает выносливое гь вала, чем шпоночное.
Эвольвентные шлицы вызывают меньшую концентрацию напряжений по сравнению с прямобочными. Шлицевое соединение меньше снижает сопротивление усталости вала, чем шпоночное.
Эвольвентные шлицы во втулке обычно нарезаются на зубодолбеж-ных станках. В настоящее время в массовом производстве внедрено протягивание эвольвентных шлицев. Протягивание эвольвентных шлицев во много раз производительнее долбления. Недостатком этого способа является сложность изготовления протяжки с эвольвентным профилем.
Эвольвентные шлицы обеспечивают точное центрирование сопрягаемых деталей, обладают повышенной прочностью, так как радиус во впадине может быть значительно больше, чем у шлиц других профилей, что уменьшает концентрацию напряжений у основания зуба ( см. гл.
Эвольвентные шлицы вызывают меньшую концентрацию напряжений по сравнению с прямобочными. Шли-цевое соединение меньше снижает выносливость вала, чем шпоночное.
Эвольвентные шлицы представляют собой зубья эволь-вентного профиля.
Эвольвентные шлицы вызывают меньшую концентрацию напряжений по сравнению с прямобочными. Шлицевое соединение меньше снижает выносливость вала, чем шпоночное.
Эвольвентные шлицы ( см. рис. 283, б) представляют собой зубья эвольвентного профиля, характеризуемые модулем т и углом зацепления а. Центрирование – обычно по боковым граням. Посадка может быть с натягом, зазором или центрирующей. Реже применяют центрирование по наружному диаметру шлицев.
Эвольвентные шлицы с закругленной впадиной ( рис. 299, б) можно рассматривать как частный случай шлицев треугольного профиля. Напряжения в них определяются по диаграмме рис. 294, б для соответствующих значений а 2а и рн.
Эвольвентные шлицы с закругленной впадиной ( рис. 285 6) можно рассматривать как частный случай шлицев треугольного профиля. Напряжения в них определяются по диаграмме рис. 281 6 для соответствующих значений а 2а0 и рц.
Эвольвентные шлицы с закругленной впадиной ( рис. 285 6) можно рассматривать как частный случай шлицев треугольного профиля. Напряжения в них определяются по диаграмме рис. 281 6 для соответствующих значений а 2о0 и рц.
Прямобочные и эвольвентные шлицы применяют в подвижных и неподвижных соединениях.
Кроме того, эвольвентные шлицы сравнительно легко обрабатываются по принципу обработки зубчатых колес.
Кроме того, эвольвентные шлицы сравнительно легко обрабатывать по принципу обработки зубчатых колес.
По общей прочности эвольвентные шлицы несколько уступают треугольным шлицам оптимального профиля.
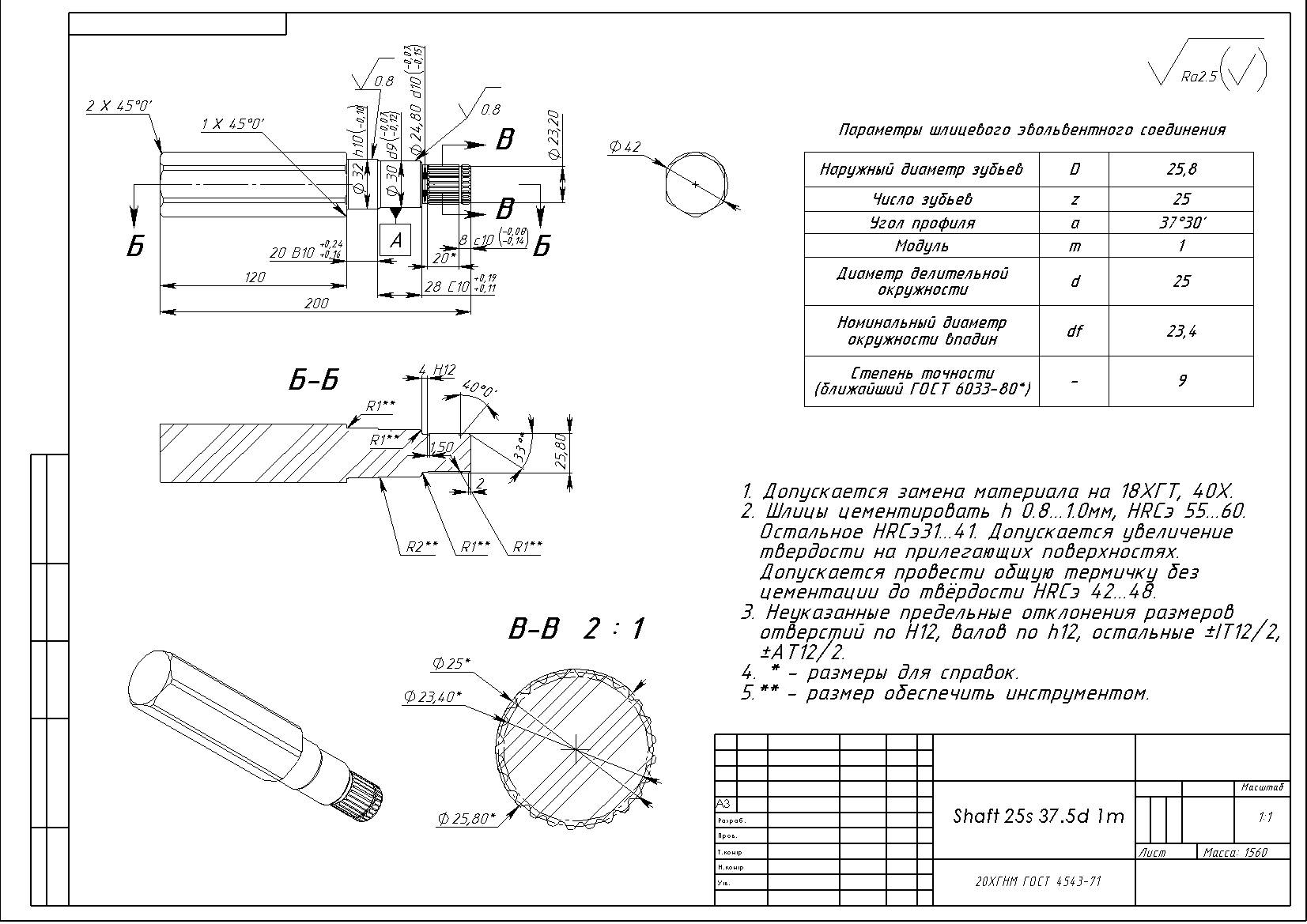
Шлицы эвольвентные: обозначение, расчет, гост, черчение
По ширине впадины втулки установлены пять степеней точности и одно основное отклонение, а по толщине зуба вала — семь и 10 основных отклонений. Чтобы отличить степень точности от квалитета, ее указывают перед буквой, обозначающей основное отклонение.
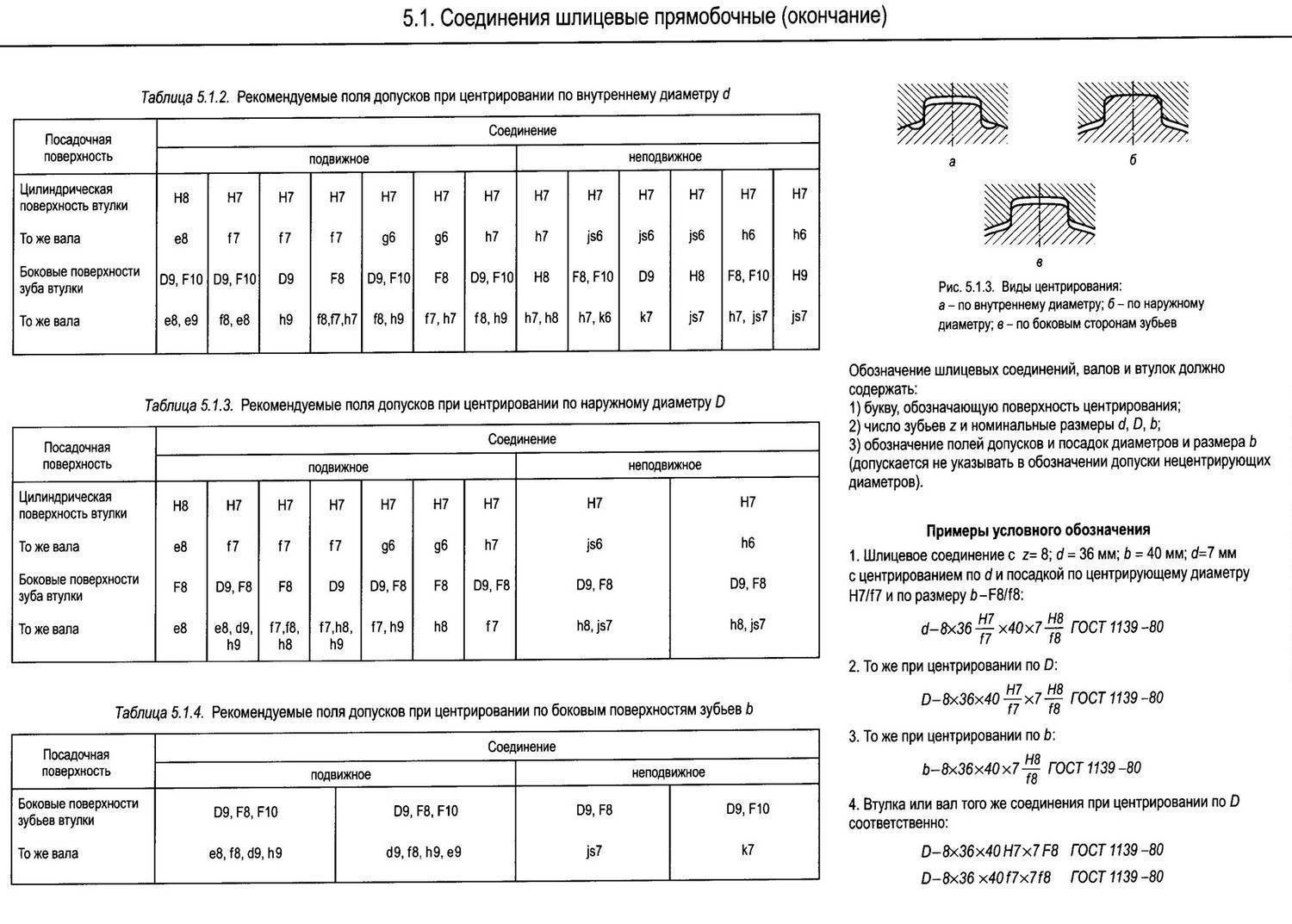
- При центрировании по наружному диаметру можно получить девять посадок, при центрировании по внутреннему диаметру — 6, а по боковым поверхностям — 11.
- Условные обозначения прямобочных шлицевых соединений должны содержать:
- — на первом месте букву, обозначающую поверхность центрирования;
- — потом число зубьев;
- — далее идут номинальные размеры d, D и b соединения вала и втулки с указанием посадок по каждому из них.
- Пример условного обозначения соединения с центрированием по внутреннему диаметру, с числом зубьев z = 8, внутренним диаметром d = 36 мм, наружным диаметром D = 40 мм, шириной зуба b = 7 мм, посадкой по диаметру центрирования Н7/е8 и по размеру b — D9/f8:
- d—8×36H7/e8×40H12/a11×7D9/f8;
- То же, при центрировании по наружному диаметру с посадкой по диаметру центрирования Н8/h7 и по размеру b — F10/h9:
- D—8×36×40H8/h7×7F10/h9;
- b—8×36×40H12/a11×7D9/h8.
- Пример обозначения втулки и вала для первого случая:
- d—8×36×40H12×7D9;
- d—8×36e8×40a11×7f8.
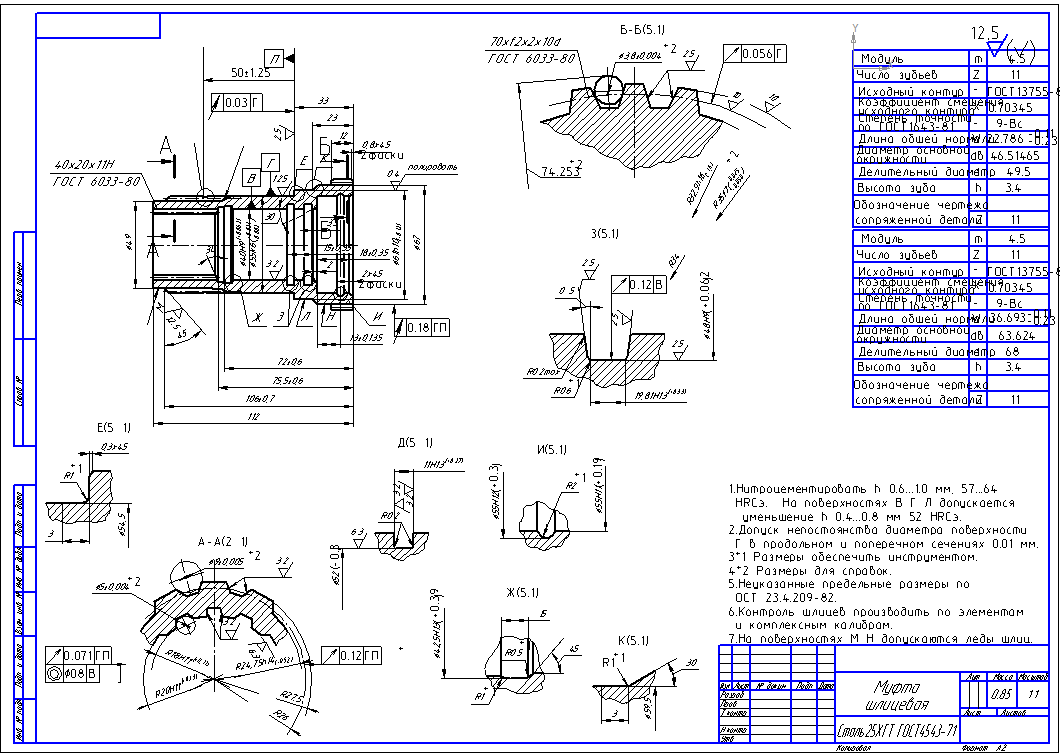
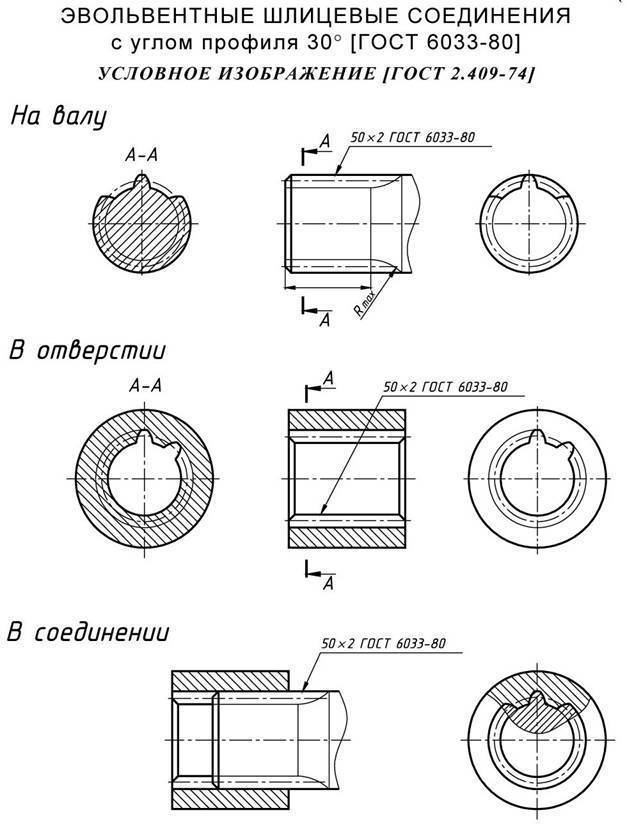
- Условные обозначения эвольвентных шлицевых соединений валов и втулок должны содержать номинальный диаметр соединения, модуль, обозначение посадки соединения (полей допусков вала и отверстия), помещаемое после размеров центрирующих элементов, и номер стандарта.
- Пример обозначения соединения с диаметром D = 50 мм, модулем m = 2 мм с центрированием по боковым сторонам зубьев, посадкой по боковым поверхностям зубьев 9H/9g:
- 50 × 2 × 9H/9g ГОСТ 6033-80.
- Пример обозначения втулки и вала того же соединения:
- 50 × 2 × 9H ГОСТ 6033-80;
- 50 × 2 × 9g ГОСТ 6033-80.
- Пример обозначения соединения с диаметром D = 50 мм, модулем m = 2 мм с центрированием не по боковым сторонам, а по Df, с посадкой по диаметру центрирования H7/g6:
- 50 × H7/g6 × 2 ГОСТ 6033-80.
- Пример обозначения втулки и вала того же соединения:
- 50 × H7 × 2 ГОСТ 6033-80;
- 50 × g6 × 2 ГОСТ 6033-80.
- Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: При сдаче лабораторной работы, студент делает вид, что все знает; преподаватель делает вид, что верит ему. 9151 — | 7236 — или читать все.
91.146.8.87 studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)очень нужно
Использование шлицевого соединения — один из способов жесткой передачи крутящего момента.
Чем отличаются оптико механические и оптические мыши
Шлицы, по сравнению со шпоночным соединением обладают несколькими преимуществами — лучшей прочностью, точностью и технологичностью.
Шпонки необходимо подгонять, поэтому их рекомендуется применять в единичном или мелкосерийном производстве. Шлицы, в отличае от шпонок, взаимозаменяемы, и рекомендуется использовать в крупносерийном и массовом производстве.
Шлицы считаются более технологичным соединением, чем шпонка, внутренние шлицы изготавливают протягиванием, наружные — фрезерованием (червячными фрезами), долблением, строганием.
В технике применяются прямоугольные, треугольные, трапецеидальные, эвольвентные шлицы.
Наибольшее распространение получили прямоугольные шлицы.
Классификация
Детали шлицевых узлов нормализованы – существует определенный список типоразмеров, с соответствующими парами. Под них изготавливается инструмент и настраивается оборудование. В зависимости от условий работы и нагрузок, шлицевые соединения на несколько групп. Они характеризуются:
- формой зуба;
- базовыми поверхностями;
- возможностью смещения вдоль оси.
Форма выступа определяется по шлицевому валу. Втулка имеет только соответствующие вырезы – пазы. Характеристики определяются видами шлицов:
- прямые или прямобочные;
- эвольвентные;
- треугольные.
Классификация производится по форме зуба в сечении поперек соединения.
Прямобочные – прямозубые
У прямобочных шлицевых соединений зуб в поперечном сечении представляет собой прямоугольник. Ширина по всей высоте одинаковая. Встречаются в механизмах чаще всего, поскольку изготовление относительно простое. Прямозубые шлицевые соединения различают по величине нагрузки: малая, средняя, высокая.
По способу движения вдоль оси различают типы соединений:
- неразъемные;
- подвижные без нагрузки;
- подвижные под нагрузкой.
Неразъемные используют в редукторах и других узлах при передаче вращения между постоянной парой деталей.
Примером подвижных соединений без нагрузки служат коробки скоростей станков. При переключении смещается вал, и другая пара вступает в зацепление. Изменяется передаточное число и скорость вращения патрона или шпинделя.
Коробка скоростей автомобиля не требует полной остановки для переключения. Происходит передвижение втулки относительно оси вращения без остановки, под нагрузкой.
К классификации шлицевых соединений относится и способ центровки. Он может быть:
- по внутреннему диаметру – d;
- по наружному диаметру – D;
- по боковым сторонам, ширине зуба – b.

При центровке по внутреннему диаметру минимальные допуска на изготовление даются на размер вала по впадине и внутренний диаметр втулки. Просвет образуется между вершиной зуба на валу и дном шлица. Точность соединения достигается шлифовкой отверстия втулки на внутришлифовальном станке. Обработка меньшего диаметра на валу производится абразивным кругом вдоль оси.

При центровке по наружному диаметру плотное прилегание происходит по вершине выступа на валу и диаметром по впадине на втулке. В этом случае производится наружная шлифовка вала и чистовая обработка – долбежка, втулки.
Шлицы изготавливаются с высокой точностью по ширине зуба и его расположения относительно оси. Втулка запрессовывается на вал. По обоим диаметрам имеются зазоры.
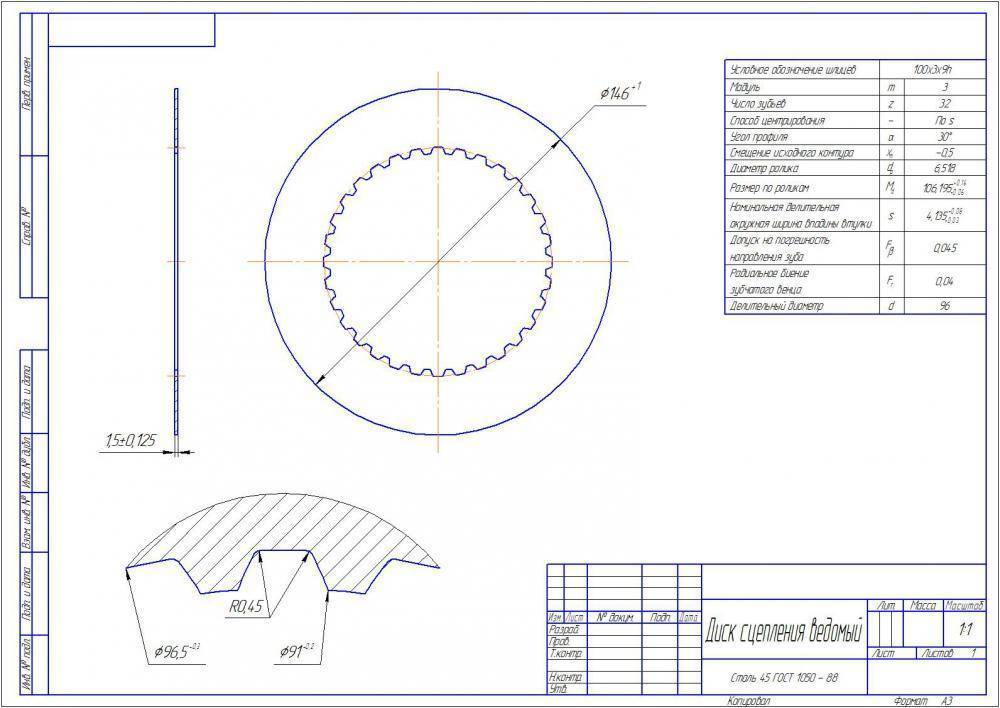
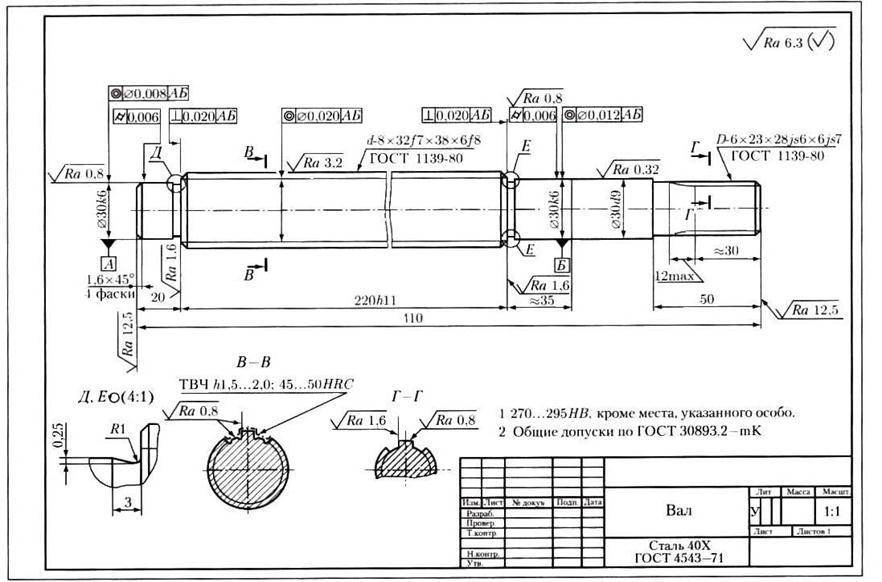
На чертеже показывается поперечное сечение соединения с одним зубом и диаметрами пунктирной линией. Втулка заштриховывается. Прямозубые шлицевые соединения на основном виде обозначают выносом линии с характеристиками. Расшифровка включает в себя буквенное обозначение способа центровки, количество и ширина шлицев, размер внутреннего и наружного диаметра с указанием класса точности и чистоты обработки всех поверхностей.
Эвольвентные
Соединение получило свое название за форму боковой поверхности в виде эвольвенты, как у цилиндрического зубчатого зацепления. Большая площадь контакта и широкий зуб в основании позволяет передавать огромное усилие. Зуб отличается высокой прочностью на изгиб.
Изготавливают шлицевые валы на зубофрезерных станках. Получается высокая точность при использовании стандартного оборудования. Центрирование делается по наружному диаметру для механизмов, работающих с высокой точностью, и по боковой поверхности для сильно нагруженных узлов. Соединение неподвижное. При боковом смещении возникает большая сила трения.

На чертеже указывается один зуб и его форма, по аналогии с прямозубыми зацеплениями. Кроме диаметров и классом обработки под выносной линией указывается ГОСТ, по которому изготавливались шлицы.
Треугольный профиль
Для передачи вращения тонкостенными ступицами изготавливаются шлицевые соединения с треугольным профилем. Они соединяются неподвижно и используются для маломощных усилий, требующих большой точности передачи вращения.
Изготавливается зуб по отраслевым стандартам с углом: 30°, 36° и 45°. Зубья мелкие, количество большое, в пределах 20 – 70 шт. центрирование производится только по боковым поверхностям.
Стоят на приводе стеклоочистителя в автомобилях, торсионных валах триммеров.

Прочность желобчатых шлицев.
Гост 16532-70. передачи зубчатые цилиндрические эвольвентные внешнего зацепления. расчет геометрии Разновидностью прямобочных шлицев являются желобчатые шлицы (рис. 591) с впадиной, профилированной дугой окружности радиусом r = 0,5b(ρH = r/Н = 0,5u).
Напряжение смятия у желобчатых шлицев
Подставляя значение Р из формулы (140) и по-прежнему полагая
получаем приведенное напряжение смятия
Напряжение изгиба
Приведенное напряжение изгиба
Коэффициент концентрации напряжении в данном случае является функцией величины ρb = r/b = 0,5 и согласно рис. 588 равен kэ = 1,2.
Подсчитанные по формулам (146) и (147) напряжения приведены на рис. 590, а в функции u.
Как видно, желобчатые шлицы применимы в очень узких пределах значений u = 0,75—1,25 (заштрихованная область). При u < 0,75 получаются стишком узкие и высокие шлицы с большими напряжениями изгиба, применимые только в специальных соединениях (упругие шлицы). При u > 1,25 резко возрастают напряжения изгиба. Оптимальными можно считать значения u = 1,00—1,25, для которых напряжения равны соответственно





