

Какие бывают шаберы?
Устройство ручного слесарного шабера по металлу, не ограничиваемое нормативными рамками, простое:
- Удобная шлифованная деревянная ручка, подобная ручке напильника, с отверстием для насадки сменного инструмента. В качестве материала ручки применяют твёрдые породы древесины – дуб, грушу и т.д.
- Обжимное кольцо из малоуглеродистой стали, предохраняющее ручку от растрескивания.
- Собственно шабер, включающий в себя рабочее лезвие, и посадочную часть, которая заканчивается трёхгранным шипом.

Шаберы классифицируются по следующим параметрам:
- По форме лезвия. Оно может быть плоским, многогранным, полукруглым и фасонным.
- По материалу рабочей части. В основном используется обычная инструментальная сталь марок У12 или У13 (по ГОСТ 1435-84), либо легированная сталь марок 11ХФ, 13Х и т.п. (ГОСТ 5950-83).
- По конструкции рабочей части. Для стальных шаберов она – цельнокованая, для твердосплавных – составная (пластина из сплава типа ВК3 и державка, выполненная из стали 40Х или ей подобных. Пайка вставки выполняется медью).
При очистке или доводке труб, втулок и прочих деталей используются шаберы с полукруглым лезвием. Оно снабжено двумя режущими кромками, которые завершаются закруглёнными концами или остриём. Некоторые типы таких шаберов имеют рельеф на дне внутренней части лезвия, что позволяет вести обработку сразу двух поверхностей.

Ювелиры пользуются ручными трёхгранными шаберами: так удобнее производить точную зачистку литых украшений. Такие инструменты миниатюрны и отличаются высокой точностью режущих кромок. Треугольное в плане лезвие постепенно сужается к краю, но не сходится в точку, а имеет небольшой радиус закругления.
Шаберы с плоским лезвием внешне напоминают зубило, но менее массивны. Края рабочей части также снабжаются небольшими радиусами закругления: это не позволяет углам соприкасаться с рабочей поверхностью и оставлять на ней царапины.
Как пользоваться инструментом для шабрения — пошаговая схема
Шаг 1: Оценка и подготовка поверхности
Важно взвесить степень несовершенства вашего объекта шабрения. Если есть грубые царапины и забоины, или износ почти достиг отметки 0,5-1 мм на площади в 1 мм 2 , то нужна сначала более грубая обработка, например, строгание и фрезерование. Следует острые кромки по краям поверхности , а потом замерить зазор поверочного инструмента, например линейки, относительно поверхности
Приложив ее к детали, вы не должны обнаружить зазор выше 0,05 мм, иначе нужна еще одна предварительная грубая обработка
Следует острые кромки по краям поверхности , а потом замерить зазор поверочного инструмента, например линейки, относительно поверхности. Приложив ее к детали, вы не должны обнаружить зазор выше 0,05 мм, иначе нужна еще одна предварительная грубая обработка.
Шаг 2: Окрашивание поверхности
Берется поверочная плита, по ней проходятся краской, оставляя тонкий слой. Будущую «подопытную» деталь кладут поверхностью, которую предстоит шабровать, и тянут по плите. Все выпуклости, которые вам и нужно будет потом удалить, окрасятся. Краски имеют особую рецептуру, вариантов много, но, чаще всего, это машинное масло с лазурью или синькой. Ожидаемое требование – отсутствие крупных частиц в краске, идеальное состояние поверочной плиты. Проверять деталь на краску придется много раз за шабрение, только последняя чистовая стадия будет производиться уже «на блеск».
Шаг 3: Шабрение
Осуществлять данный шаг следует с хорошо заточенным и заправленным инструментом. После небольшого шабрения следует опять проверять состояние поверхности, причем наносить краску на поверочную плиту нужно каждый раз все более тонким слоем. При работе заготовку не ленитесь хорошо закреплять в тисках или других приспособлениях
Если деталь маленькая, то делать это стоит осторожно, используя какие-нибудь прокладки под тиски. Шабрение нужно делать равномерно, а значит, двигаться следует во всех направлениях. Причем начинать с удаления больших пятен, заканчивая малыми
Причем начинать с удаления больших пятен, заканчивая малыми.
Можно очистить металлические поверхности от старой краски и ржавчины. Также шабером можно совершать подгонку двух сопрягающихся поверхностей, например, на токарном станке обычно производят шабрение направляющих. Все детали, используемые в самоделке сделаны из старых автомобильных запчастей.
Для того, чтобы сделать шабер из рулевой тяги своими руками, понадобится:
* Старая рулевая тяга от авто * Углошлифовальная машинка, отрезной диск * Средства индивидуальной защиты, перчатки, наушники, защитные очки * Электродрель, сверло по металлу диаметром 5 мм * Метчик М6 * Болт с резьбой М6 * Слесарные тиски * Напильник * Рулевой наконечник * Баллончик молотковой краски * Регулировочная шайба зазора клапанов
Шаг первый.
Для начала нужно освободить рулевую тягу от шарнира. Устанавливаем ее в слесарные тиски и при помощи углошлифовальной машинки с установленным отрезным кругом отпиливаем шарнир, стараясь не повредить шар на тяге. При работе с углошлифовальной машинкой будьте осторожны, а также одевайте защитные очки, наушники и перчатки.
Шаг второй.
Для фиксирования шаберной пластины, которую также нужно будет сделать, необходимо отрезать лишнюю часть от рулевого наконечника при помощи УШМ. Далее отмечаем линию посередине на торце отпиленной заготовки. Затем зажимаем ее в тисках и начинаем делать пропил толщиной 4 мм, что равно толщине шайбы, для этого устанавливаем в углошлифовальную машинку три отрезных диска. После того, как пропил готов, примеряем шайбу, она должна плотно устанавливаться в него. При необходимости подравниваем паз при помощи напильника. Для того, чтобы можно было зажать шайбу в детали, пропиливаем еще один паз, но поглубже. В итоге должно выглядеть так. Шаг третий. Делаем метку для сверления отверстия в заготовке. Затем фиксируем заготовку в тисках. Сверлим сквозное отверстие при помощи электродрели с установленным в ее патрон сверлом по металлу на 5 мм. После этого нарезаем резьбу, воспользовавшись метчиком М6. В процессе нарезания резьбы смазываем режущую кромку инструмента техническим маслом, так он прослужит дольше. Проверяем как вкручивается болт от руки.Шаг четвертый. Теперь для шабера нужно сделать шаберную пластину. Ее делаем из шайбы регулировки зазора клапанов, сначала наносим разметку маркером, а затем при помощи углошлифовальной машинки отпиливаем лишние части. После манипуляций с УШМ получилась такая пластина. Рабочая кромка была немного закруглена. В завершении красим ручку из рулевой тяги баллончиком с молотковой краской.
Шаг пятый.
Устанавливаем пластину на свое место, затем фиксируем ее болтом при помощи шестигранника.
Виды инструмента
Типов приборов для создания гладкой металлической поверхности много и они все делятся на 2 ключевых:
После распределяются по формам:
- Обычные – состоят из пластины.
- Фасонные — имеют форму детали, которую необходимо будет обрабатывать.
- Шабер трехгранный.
Прибор чтобы работать с металлом разделяется и по граням. К примеру, бывают двухсторонние и односторонние. Все будет зависеть от того, сколько режущих металл граней имеет устройство.
Кроме описанных выше разновидностей шаберы отличаются по иным показателям. На данное время в магазинах строительных материалов можно заметить не только ручные для снимания шероховатостей с деталей из металла, но пневматические и электрошаберы для работы по металлу.
В большинстве случаев поверхность подобных электрических приборов делается из твёрдой углеродистой стали. Шаберы по металлу трехгранные используются для обработки цилиндрической и вогнутой поверхности. В то время, как плоские инструменты работают исключительно с канавками и пазами, образующимися на изделии из металла.
Если трехгранные применяются для работы над широкими металлическими поверхностями, то плоские предназначаются для круглых форм.

Слесарный трехгранный шабер
Самыми долговечными устройствами считаются двухсторонние шаберы. Такой шабер прекрасен тем, что имеет две рабочие части и очень медленно приходит в непригодность.




![Глава xv. шабрение [1980 макиенко н.и. - общий курс слесарного дела]](https://metallcore.ru/wp-content/uploads/c/1/2/c1264ed04a0f95bbe30a0999f881912d.jpeg)



Сегодня в магазина можно выбрать каждый набор шаберов. Но, если не дает возможность бюджет, можно сделать инструмент дома.
Производители шаберов
На инструментальном рынке можно встретить шаберы как известных производителей, так и кустарные варианты, не имеющие названия, изготовленные из низкокачественных сталей, узнать маркировку которых не представляется возможным.
Стоимость последних заметно ниже, однако, качество исполнения не позволяет их использовать в полной мере, такие варианты попросту бесполезны, так как не способны обеспечить точность работы.
Поэтому лучше покупать качественные шаберы у надежных производителей.
- Ручные слесарные шаберы производятся такими известными компаниями, как STEINEL, RENNSTEIG и Narex.
- Среди электроинструмента популярны шаберы от Bosch и SKIL.
- Пневматические варианты производит Licota, Bosch, Permon, Air Pro и немецкая компания BIAX.
- Изготовлением маникюрного инструмента занимается Zauber, Merci, Olton, Zinger.
- Среди моделей для ювелирных работ популярны варианты от Zauber.
Шабер хорошо известен специалистам по слесарному делу. При помощи этого инструмента для финишной обработки поверхности деталям из металла можно придать минимальную степень шероховатости, а их геометрическим параметрам – высокую степень точности.
Шабрение направляющих задней бабки токарного станка
Описание технологии и назначение шабрения
Процесс шабровки является финальной стадией обработки, которой обычно предшествуют обработка напильником или прочие способы механической шлифовки. Шабрение металла сопровождается соскабливанием поверхностного слоя заготовки, толщина которого не превышает 0,01 мм. Известно всего два приема проведения работ, которые отличаются направлением движения инструмента:
- От себя. Давление на поверхность оказывается при движении от работника.
- На себя. Когда усилие прилагается к возвратным движениям.

В зависимости от требований к обрабатываемой поверхности различают несколько методов очистки:
- Черновая. Инструмент может двигаться в произвольном направлении. Длина скобления составляет 2–3 см. Исходя из названия считается начальным этапом подготовки. Ширина шабера не имеет значения.
- Получистая. Характеризуется применением шаберов с незначительной шириной, что положительно влияет на качество работы. Длина хода шабера не должна превышать 1 см.
- Финишная. Наиболее качественная обработка. Применение данного метода отличается использованием узкого инструмента – до 12 мм, а также малым шагом скобления – до 0,5 мм.
- Комбинированная. Отличается от прочих методов тем, что в данном случае применяется паста ГОИ, которая позволяет повысить качество работ.
Алгоритм действий при обработке детали с плоской поверхностью выглядит следующим образом:
- Выявление неровностей. Для этого применяют специальную пластину со слоем краски, которая выявляет все дефекты поверхности. Степень неровности определяют за счет интенсивности окрашивания.
- Черновая обработка. Окрашенные участки подвергают шабровке, начиная от края поверхности. При этом участки, имеющие форму круга, обрабатывают в два захода, а овальные – за несколько подходов.

- Повторная проверка плоскости.
- Чистовая обработка.
- шабрение элементов метрологического оборудования;
- обработка подшипников скольжения;
- подготовка плоскостей различных приборов;
- шабрение элементов станочного оборудования (особенно деталей, которые выполняют направляющие функции);
- ремонт двигателей внутреннего сгорания автомобилей и специальной техники;
- обработка прочих деталей и заготовок, к которым применяются жесткие требования по точности взаимного расположения и шероховатости плоскости.
Нюансы и приемы шабрения ↑
Механизм шабрения зависит от типа поверхности. Порядок обработки детали с плоскими поверхностями:
- Прокатайте деталь по поверочной пластинке, выявите неровности.
- Выполните предварительную обработку инструментом с длинной режущей кромкой. Начинайте от края детали. Разбейте все круглые пятна краски пополам, а овальные – на несколько частей.
- Прокатайте деталь по поверочной пластине повторно.
- Выполните чистовую обработку шабером с короткой кромкой – до 15 мм.

Подготовка к шабрению
Шабрение металла заключается в снятии неровностей с поверхностей металлических деталей.
Существует два приема шабрения:
- от себя, когда инструмент установлен под углом 25⁰, а нажим осуществляется при движении вперед;
- на себя, когда рабочее движение – перемещение инструмента назад.
Второй прием более производительный – при работе от себя на поверхности остаются зазубрины и шероховатости, на устранение которых требуется время.
Механизмы шабровки:
- черновая – со сменой направления, длина хода инструмента – 2-3 см;
- получистовая – узким инструментом, длина хода – 0,5-1 см;
- чистовая – шабером шириной от 5 до 12 мм, длина хода – 0,3-0,5 мм
- перекрестная – короткими штрихами с пастой ГОИ.
Паста ГОИ – вещество, способствующее улучшению эффективности шабрения.

Точильный брусок для заправки
Хитрости работы:
- Используйте дисковый инструмент для обработки больших поверхностей. Чтобы сделать его самостоятельно, закрепите заточенный отрезной диск в державке. Когда одна грань затупится, переверните диск и продолжайте манипуляции.
- Выбирайте цельный шабер, изготовленный из твердой инструментальной стали типа ШХ15. У разборного рукоятка может быть выполнена из углеродистой стали.
- Механизированный шабер ускоряет процедуру шлифовки в 15-20 раз.
Инструменты и приспособления для шабрения. Шаберы
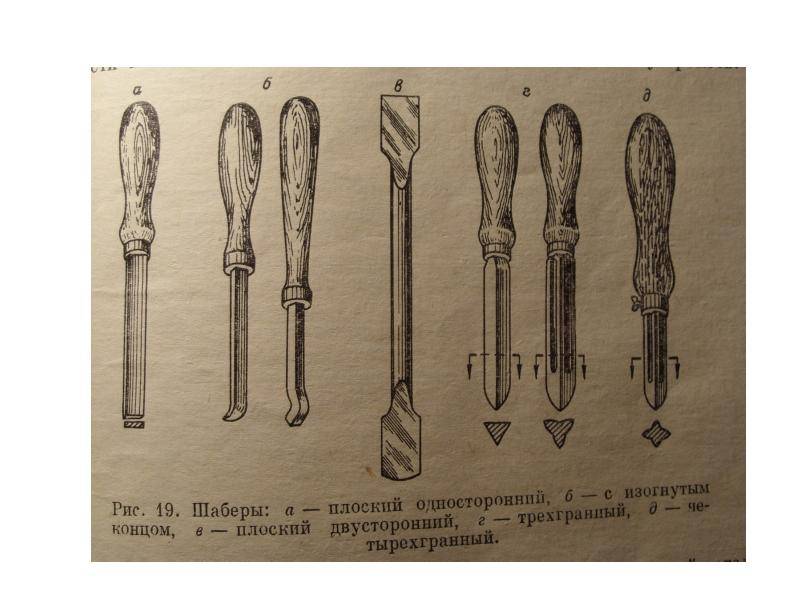
Режущим инструментом при шабрении является шабер. Шаберы различаются по конструкции — цельные и составные, по форме режущей кромке — плоские, трехгранные и фасонные, а также по числу режущих граней — односторонние и двухсторонние.
Шаберы изготовляются изуглеродистых инструментальных сталей марок У10…У13. Составные шаберы могут оснащаться пластинами из быстрорежущей стали или твердого сплава.
Для шабрения плоских поверхностей используются одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой (рис. 4.3, а, б, в). Геометрические параметры шаберов зависят от вида обработки, материала заготовки и угла установки инструмента по отношению к обрабатываемой поверхности. Торцевая поверхность шабера затачивается под углом заострения 90… 100° по отношению к оси инструмента. При черновой обработке угол заострения равен 75…90°, при чистовой — 90°, а при отделочной — 90… 100°. Угол заострения для чугуна и бронзы выбирается равным 90… 100°, для стали — 75…90°, а для мягких металлов — 35…40°.
Выбор длины режущей кромки и радиуса ее закругления зависит от твердости обрабатываемого материала и заданной шероховатости обработанной поверхности. Чем тверже обрабатываемый материал и выше требования к чистоте обработанной поверхности, тем более узкой должна быть режущая кромка шабера и меньшим радиус закругления.
Для чернового шабрения применяются шаберы с шириной режущей кромки 20… 30 мм, для чистового — 15… 20 мм и для отделочного — 5… 12 мм.
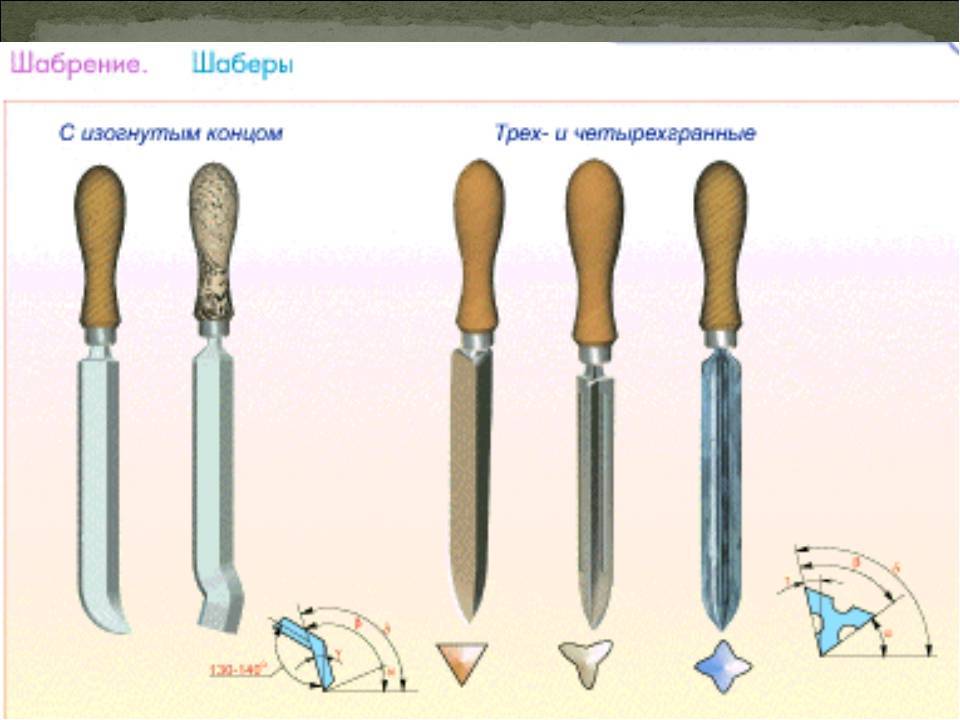
Для шабрения вогнутых поверхностей, например вкладышей подшипников скольжения, предназначены трехгранные шаберы (рис. 4.3, г), которые имеют три режущие кромки и могут быть прямыми и изогнутыми; их угол заострения составляет 60°. У этих шаберов на гранях находятся продольные канавки (желобки), что делает более удобной заточку и заправку инструмента.
Помимо цельных, используются составные шаберы (рис. 4.3, д), позволяющие быстро заменять режущие пластины, а потому удобные для выполнения различных шабровочных работ. Такой шабер состоит из корпуса держателя 2, рукоятки 4 и зажимного винта 3. Сменную режущую пластину 1 из углеродистой, быстрорежущей стали или твердого сплава закрепляют в держателе 2, вращая винт 3 при помощи рукоятки 5.
В более простой конструкции шабера (рис. 4.3, е) режущие пластины 6 закрепляются в рукоятке 7 при помощи гайки.
При шабрении вкладышей подшипников скольжения для уменьшения числа переточек в процессе работы применяются шаберы- кольца (рис. 4.4), которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
Поскольку шабрение является заключительной операцией слесарной обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этих целей предназначены проверочные инструменты.
К проверочным инструментам (рис. 4.5) относятся: проверочные плиты для контроля широких плоских поверхностей; плоские проверочные линейки (рис. 4.5, а, б), применяемые при контроле шабрения длинных и сравнительно узких плоских поверхностей; трехгранные угловые линейки (рис. 4.5, в), использующиеся при контроле шабрения поверхностей, расположенных под внутренним углом, угловые плиты — для контроля качества шабрения поверхностей под прямым углом; а также проверочные валики — для контроля шабрения цилиндрических поверхностей и выемок. Контроль качества шабрения всеми этими инструментами основан на выявлении неровностей на обработанной шабрением поверхности. Неровности на обрабатываемой поверхности становятся видимыми после наложения ее на окрашенный проверочный инструмент или наоборот, после наложения окрашенного инструмента на обработанную поверхность и взаимного их перемещения друг относительно друга.
Весьма важным является хранение проверочных инструментов в надлежащем состоянии, поэтому после работы проверочный инструмент следует очищать, смазывать и только потом укладывать в футляр или накрывать крышкой.
Слесарный инструмент шабер используется для обработки трущихся поверхностей с малой шероховатостью для получения точной формы и размера и обеспечения максимального прилегания и герметичности соединения. Как правило, шабером срезается мелкая стружка на поверхности, которая предварительно была обработана другими режущими инструментами.
Для чего нужен шабер?
Хотя точные инженерные расчёты упрощают процесс подгонки готовой детали (особенно изготовленной вручную), в некоторых видах деятельности все же требуется индивидуальная доработка. К числу таких операций относится шабрение, выполняемое при помощи шаберов. Основное назначение шабера – удалить небольшую часть металла, которая препятствует нормальному соединению смежных деталей. Типовым примером применения шабера слесарного по металлу является удаление заусенцев, образовавшихся на торцах трубы и препятствующих обычной установке любого фитинга. В результате шабрения можно ликвидировать, например, заусенцы на втулке, из-за чего проворот расположенного в ней вала будет сопровождаться значительным трением. Шаберы используются также для удаления локальных выступов металла на плоских поверхностях, сглаживания профиля канавок и пазов, а в ювелирном деле – и для формирования сложных рельефов, которые экономически нецелесообразно получить штамповкой.











Область применения шаберов:
- Ручное изготовление продукции в единичных экземплярах.
- Устранение незначительных поверхностных дефектов после механической резки или литья.
- Удаление пятен краски или засохшего клея.
- Незначительное увеличение чистоты поверхности.
Шабер: что это такое?
В первую очередь посмотрим, как этот прибор используют в слесарных работах. Итак, шабер в этом случае — это инструмент, который слесаря в наше время широко и активно применяют для финишной обработки поверхностей механических деталей.
Какую пользу приносит этот строительный инструмент? На самом деле, он играет важную роль в таких работах. Он успешно выполняет свою основную функцию. Также он хорошо очищает металлическую поверхность от имеющихся неровностей. Таким образом, поверхность становится гладкой и удобной для дальнейших работ.
Конструкция слесарного прибора
Конструкция выглядит следующим образом:
- Рукоятка. Рукоятка может быть как с трехгранной, так и четырехгранной формы.
- Режущая часть.
Все эти нужные приборы для выполнения слесарных работ принято изготавливать из инструментальной стали. Они имеют стандартную длину, а именно 20 – 40 см. А вот ширина режущей части напрямую зависит от вида исполняемой работы. Также вид работ влияет на то, какой вид угла заточки будет использован специалистами. Например, при отделочных операциях принято пользоваться заточкой 90 градусов. А вот, для черновой обработки лучше вооружиться прибором с заточкой в 75 градусов.
Зачастую угол заострения кромки измеряется с учётом его оси.
Инструменты и приспособления для шабрения. Шаберы
Режущим инструментом при шабрении является шабер. Шаберы различаются по конструкции
— цельные и составные, по форме режущей кромке — плоские, трехгранные и фасонные, а также по числу режущих граней — односторонние и двухсторонние.
Шаберы изготовляются из
углеродистых инструментальных сталей марок У10…У13. Составные шаберы могут оснащаться пластинами из быстрорежущей стали или твердого сплава.
Для шабрения плоских поверхностей используются одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой (рис. 4.3, а, б, в). Геометрические параметры шаберов зависят от вида обработки, материала заготовки и угла установки инструмента по отношению к обрабатываемой поверхности. Торцевая поверхность шабера затачивается под углом заострения 90… 100° по отношению к оси инструмента. При черновой обработке угол заострения равен 75…90°, при чистовой — 90°, а при отделочной — 90… 100°. Угол заострения для чугуна и бронзы выбирается равным 90… 100°, для стали — 75…90°, а для мягких металлов — 35…40°.
Выбор длины режущей кромки и радиуса ее закругления зависит от твердости обрабатываемого материала и заданной шероховатости обработанной поверхности. Чем тверже обрабатываемый материал и выше требования к чистоте обработанной поверхности, тем более узкой должна быть режущая кромка шабера и меньшим радиус закругления.
Для чернового шабрения применяются шаберы с шириной режущей кромки 20… 30 мм, для чистового — 15… 20 мм и для отделочного — 5… 12 мм.
Для шабрения вогнутых поверхностей, например вкладышей подшипников скольжения, предназначены трехгранные шаберы
(рис. 4.3, г), которые имеют три режущие кромки и могут быть прямыми и изогнутыми; их угол заострения составляет 60°. У этих шаберов на гранях находятся продольные канавки (желобки), что делает более удобной заточку и заправку инструмента.
Помимо цельных, используются составные шаберы
(рис. 4.3, д), позволяющие быстро заменять режущие пластины, а потому удобные для выполнения различных шабровочных работ. Такой шабер состоит из корпуса держателя 2, рукоятки 4 и зажимного винта 3. Сменную режущую пластину 1 из углеродистой, быстрорежущей стали или твердого сплава закрепляют в держателе 2, вращая винт 3 при помощи рукоятки 5.
В более простой конструкции шабера (рис. 4.3, е) режущие пластины 6 закрепляются в рукоятке 7 при помощи гайки.
При шабрении вкладышей подшипников скольжения для уменьшения числа переточек в процессе работы применяются шаберы- кольца (рис. 4.4), которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
Поскольку шабрение является заключительной операцией слесарной обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этих целей предназначены проверочные инструменты.

К проверочным инструментам (рис. 4.5) относятся: проверочные плиты для контроля широких плоских поверхностей; плоские проверочные линейки (рис. 4.5, а, б), применяемые при контроле шабрения длинных и сравнительно узких плоских поверхностей; трехгранные угловые линейки (рис. 4.5, в), использующиеся при контроле шабрения поверхностей, расположенных под внутренним углом, угловые плиты — для контроля качества шабрения поверхностей под прямым углом; а также проверочные валики — для контроля шабрения цилиндрических поверхностей и выемок. Контроль качества шабрения всеми этими инструментами основан на выявлении неровностей на обработанной шабрением поверхности. Неровности на обрабатываемой поверхности становятся видимыми после наложения ее на окрашенный проверочный инструмент или наоборот, после наложения окрашенного инструмента на обработанную поверхность и взаимного их перемещения друг относительно друга.
Весьма важным является хранение проверочных инструментов в надлежащем состоянии, поэтому после работы проверочный инструмент следует очищать, смазывать и только потом укладывать в футляр или накрывать крышкой.
С целью высокоточной подгонки деталей изделий в слесарном деле используется весьма трудоёмкая технологическая операция — шабрение. Она производится при помощи специального инструмента-шабера, который, в зависимости от сложности и особенности детали, может иметь различную форму, конструкцию и размер.
Как правильно скоблить
Вид шабрения не предусматривает подготовки поверхности обрабатываемого материала. Выполнение работ осуществляется в строгой последовательности операций:
- Нанести краску на контрольную пластину;
- Приложить нешлифованную деталь к пластине и плавно продвинуть ее вперед и назад;
- Визуально оценить окрашенные дефекты;
- Подготовить инструмент;
- Приступить к удалению неровностей методом движения шабера с углом наклона лезвия 35−40.
Работа с металлической поверхностью заключается в соскабливании выпуклостей. Принцип шабрения заключается в создании длинных отрезков, образуемых скольжением лезвия с последующим сокращением амплитуды. Направление движения инструмента должно изменяться постепенно и скрещиваться. В процессе работы рекомендуется проверять уровень сглаживания неровностей окрашенной пластиной или контрольным квадратом 25×25 мм.
Как научиться правильно скоблить ↑
Шабровка в домашнем строительстве не предполагает предварительной подготовки поверхностей, а вот шабрение металла в промышленных условиях требует сноровки.
Чтобы работать инструментом своими руками, нужно знать, что такое шабрение, – это порядок операций, выполняемых последовательно.
- Смажьте пластинку для контроля шабровочной краской – смесью сажи и моторного масла.
- Приложите деталь, требующую шабровки, к пластинке и плавно проведите ей вперед-назад.
- Посмотрите на пятнышки, возникшие на поверхности. Белые говорят об отсутствии краски и обозначают самые глубокие места, черные – о наличии краски и обозначают среднюю глубину, серые – наличие выступов, требующих шабрения.
- Подготовьте отточенный инструмент и начинайте соскабливать неровности. Держите шабер под углом 30-40⁰, делайте движение вперед с нажимом, а назад возвращайтесь спокойно. Начинайте с длинных штрихов – от 20 мм, и медленно сокращайте амплитуду – до 5 мм. Двигайте инструмент в разные стороны – штрихи должны скрещиваться под углом 45⁰.
- По завершении шабрения протрите деталь и повторите окрашивание. Уточните чистоту шлифовки с помощью контрольного квадрата.
Механика шабрения
Контрольная рамка 25х25 мм позволяет определить, насколько глубоко выполнена шабровка. Для этого приложите рамку к детали и посчитайте число пятен внутри нее:
- 5-6 – грубо;
- 7-10 – чисто;
- 11-14 – точно;
- от 22 – ювелирно.
Как выбрать шабер в зависимости от поверхности:
- прямой – для обтачивания краев;
- фасонный – для гнутых деталей;
- узкий – для твердых сплавов и материалов;
- широкий – для скобления мягких материалов;
- радиусный – для плоских поверхностей.
Угол заточки острия шабера:
- стандартный – 60-70⁰;
- для бронзы и чугуна – около 100⁰;
- для мягких сплавов – 40⁰.






3 Электрический вариант – универсальность и удобство
Для ускорения процесса шабрения поверхностей можно пользоваться механизированным оборудованием. Электрический шабер состоит из электромотора определенной мощности, редуктора, вала, шатуна и специальной насадки, которая легко затачивается и меняется. Качественный электрический инструмент способен в несколько раз ускорить процесс обработки, однако цена механизированной машины достаточно высока, поэтому многие слесари предпочитают работать “по старинке”, тем более что в качестве плоского шабера можно использовать вышедший из строя напильник.
 Электрическое оборудование для шабрения
Электрическое оборудование для шабрения
Шабер электрический
Инструмент электрического типа включает в себя двигатель, вал, шатун, редуктор и особую сменную насадку, которая с легкостью затачивается. Хороший электрошабер может в разы ускорить обработку, но стоимость такого оборудования довольно высокая, потому большинство слесарей работают «по старинке». Кроме того, шабер плоский можно заменить неисправным напильником.
Более того, электрическое устройство также можно приспособить для снятия штукатурки и краски со стен или потолка. Некоторые модели позволяют обрабатывать:
- Бетон;
- Древесину;
- Пластик и иные поверхности.
В сравнении с иными видами электроинструмента шаберы отличаются легкостью и надежными крепежными элементами для насадок. О выборе слесарного шабера читайте в этой статье.
Инструменты и приспособления для шабрения. Шаберы
Режущим инструментом при шабрении является шабер. Шаберы различаются по конструкции — цельные и составные, по форме режущей кромке — плоские, трехгранные и фасонные, а также по числу режущих граней — односторонние и двухсторонние.
Шаберы изготовляются изуглеродистых инструментальных сталей марок У10…У13. Составные шаберы могут оснащаться пластинами из быстрорежущей стали или твердого сплава.
Для шабрения плоских поверхностей используются одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой (рис. 4.3, а, б, в). Геометрические параметры шаберов зависят от вида обработки, материала заготовки и угла установки инструмента по отношению к обрабатываемой поверхности. Торцевая поверхность шабера затачивается под углом заострения 90… 100° по отношению к оси инструмента. При черновой обработке угол заострения равен 75…90°, при чистовой — 90°, а при отделочной — 90… 100°. Угол заострения для чугуна и бронзы выбирается равным 90… 100°, для стали — 75…90°, а для мягких металлов — 35…40°.
Выбор длины режущей кромки и радиуса ее закругления зависит от твердости обрабатываемого материала и заданной шероховатости обработанной поверхности. Чем тверже обрабатываемый материал и выше требования к чистоте обработанной поверхности, тем более узкой должна быть режущая кромка шабера и меньшим радиус закругления.
Для чернового шабрения применяются шаберы с шириной режущей кромки 20… 30 мм, для чистового — 15… 20 мм и для отделочного — 5… 12 мм.
Для шабрения вогнутых поверхностей, например вкладышей подшипников скольжения, предназначены трехгранные шаберы (рис. 4.3, г), которые имеют три режущие кромки и могут быть прямыми и изогнутыми; их угол заострения составляет 60°. У этих шаберов на гранях находятся продольные канавки (желобки), что делает более удобной заточку и заправку инструмента.
Помимо цельных, используются составные шаберы (рис. 4.3, д), позволяющие быстро заменять режущие пластины, а потому удобные для выполнения различных шабровочных работ. Такой шабер состоит из корпуса держателя 2, рукоятки 4 и зажимного винта 3. Сменную режущую пластину 1 из углеродистой, быстрорежущей стали или твердого сплава закрепляют в держателе 2, вращая винт 3 при помощи рукоятки 5.
В более простой конструкции шабера (рис. 4.3, е) режущие пластины 6 закрепляются в рукоятке 7 при помощи гайки.
При шабрении вкладышей подшипников скольжения для уменьшения числа переточек в процессе работы применяются шаберы- кольца (рис. 4.4), которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
Поскольку шабрение является заключительной операцией слесарной обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этих целей предназначены проверочные инструменты.
К проверочным инструментам (рис. 4.5) относятся: проверочные плиты для контроля широких плоских поверхностей; плоские проверочные линейки (рис. 4.5, а, б), применяемые при контроле шабрения длинных и сравнительно узких плоских поверхностей; трехгранные угловые линейки (рис. 4.5, в), использующиеся при контроле шабрения поверхностей, расположенных под внутренним углом, угловые плиты — для контроля качества шабрения поверхностей под прямым углом; а также проверочные валики — для контроля шабрения цилиндрических поверхностей и выемок. Контроль качества шабрения всеми этими инструментами основан на выявлении неровностей на обработанной шабрением поверхности. Неровности на обрабатываемой поверхности становятся видимыми после наложения ее на окрашенный проверочный инструмент или наоборот, после наложения окрашенного инструмента на обработанную поверхность и взаимного их перемещения друг относительно друга.
Весьма важным является хранение проверочных инструментов в надлежащем состоянии, поэтому после работы проверочный инструмент следует очищать, смазывать и только потом укладывать в футляр или накрывать крышкой.
Слесарный инструмент шабер используется для обработки трущихся поверхностей с малой шероховатостью для получения точной формы и размера и обеспечения максимального прилегания и герметичности соединения. Как правило, шабером срезается мелкая стружка на поверхности, которая предварительно была обработана другими режущими инструментами.





