

Способы рубки
Работа на гильотине требует допуска в условиях производства. Специалисты проходят обучение, получают соответствующие документы, разрешающие профессиональную деятельность. Изучаются способы, приемы работы на оборудовании.
С помощью приспособлений можно настроить угол, отличный от 90°, по умолчанию использующийся на оборудовании. Несколько последовательных операций позволяют получать детали достаточно сложной формы. Но криволинейный рез на гильотине не делается. Для этого есть специальное оборудование.
Особое внимание уделяется настройке гильотины под предстоящую работу. На станок устанавливаются универсальные ножи, если предполагается рубка различных по качеству, толщине металлических листов. На специализированном производстве, когда на гильотине выполняется работа с материалом одной марки можно установить специальные ножи
Например, для резки алюминия, высокопрочной стали, полимерных, стекловолокнистых материалов. Специализированные ножи имеют необходимую толщину, угол заточки, что повышает производительность и долговечность оборудования
На специализированном производстве, когда на гильотине выполняется работа с материалом одной марки можно установить специальные ножи. Например, для резки алюминия, высокопрочной стали, полимерных, стекловолокнистых материалов. Специализированные ножи имеют необходимую толщину, угол заточки, что повышает производительность и долговечность оборудования.
Что это такое?
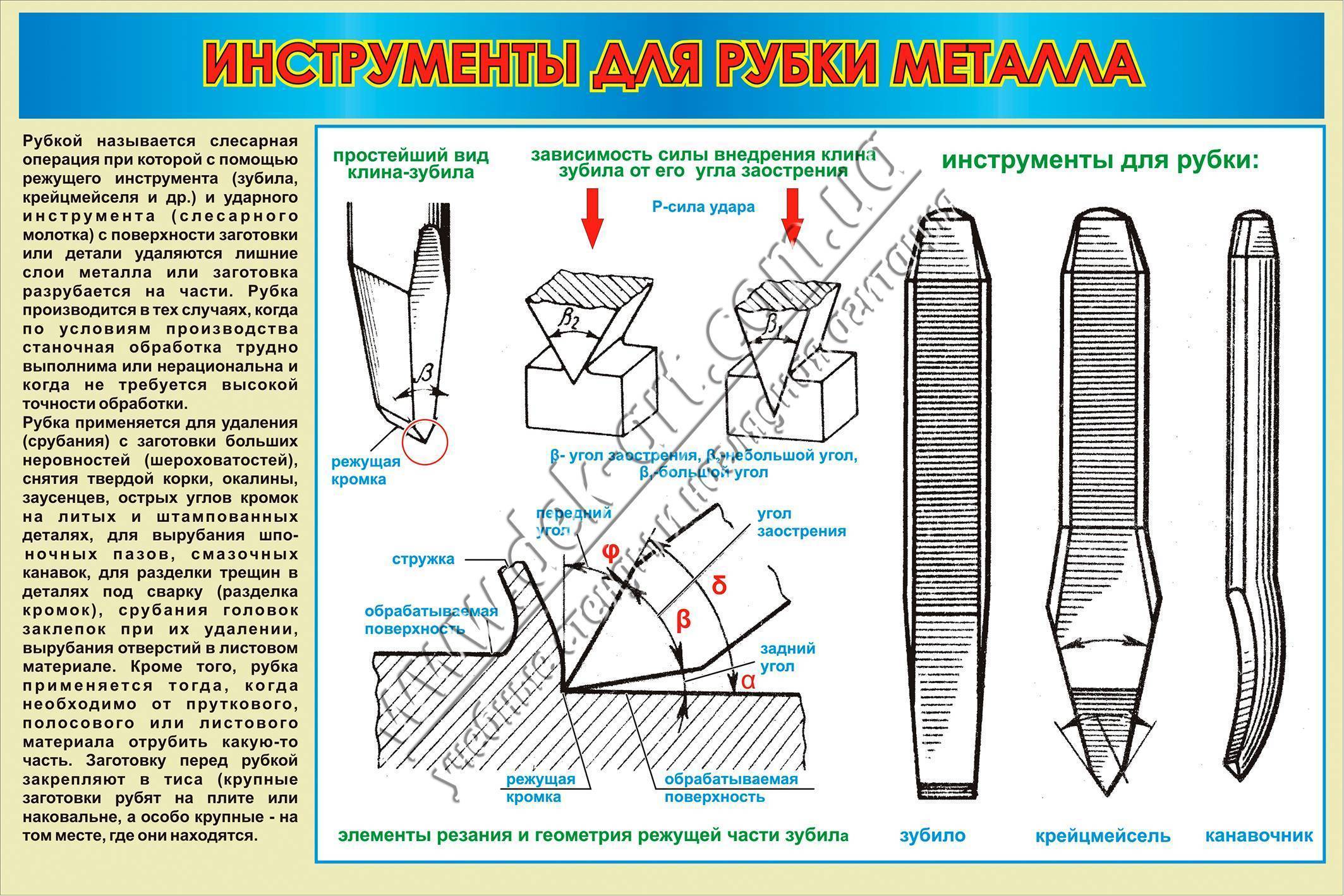
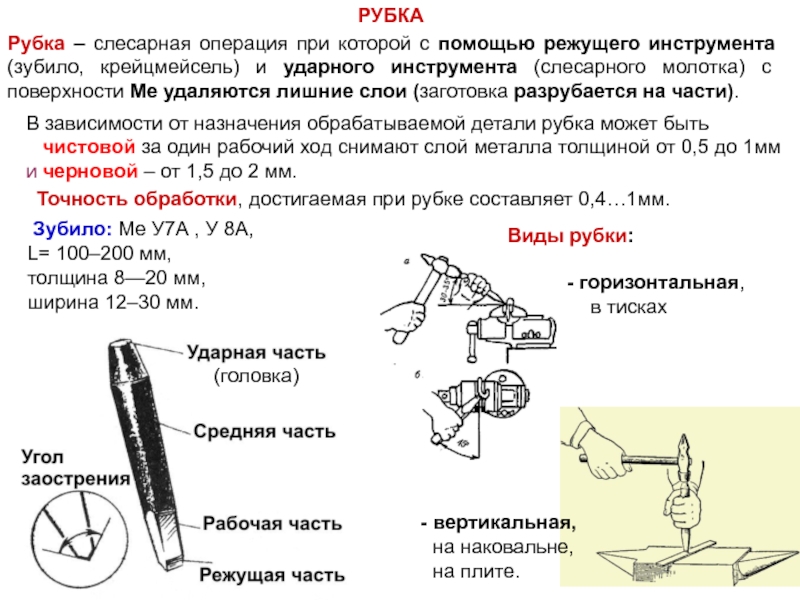
Рубка металла — отделение части заготовки при помощи резца, обычно расположенного от заготовки перпендикулярно или под углом. Не стоит путать эту технику металлообработки (перейти к услугам) с резкой (перейти к услуге): в ходе разрезания используются пилы, ножи, ножницы или особые методы тепловой обработки — лазерная (перейти к услуге), плазменная (перейти к услуге), газокислородная (перейти к услуге).
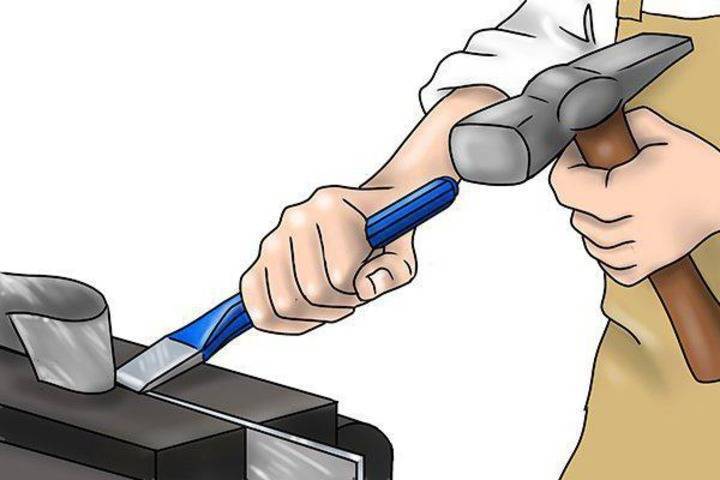
В своём классическом представлении рубка металла осуществляется при помощи зубила и кувалды; обрабатываемая деталь зажимается в тиски, что обеспечивает её неподвижность. В промышленных масштабах применяется автоматика, станки, например, гильотина (перейти к услуге) — она рубит заготовку резким выбросом лезвия.
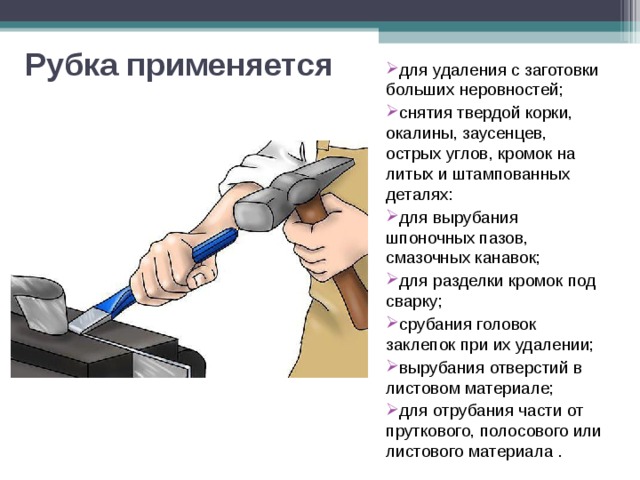
Чаще всего рубка применяется для того, чтобы:
- отделить окалину от заготовки,
- выровнять поверхность,
- удалить заусенцы,
- обрубить головки креплений,
- сформировать пазы, канавки.
Инструмент для рубки.
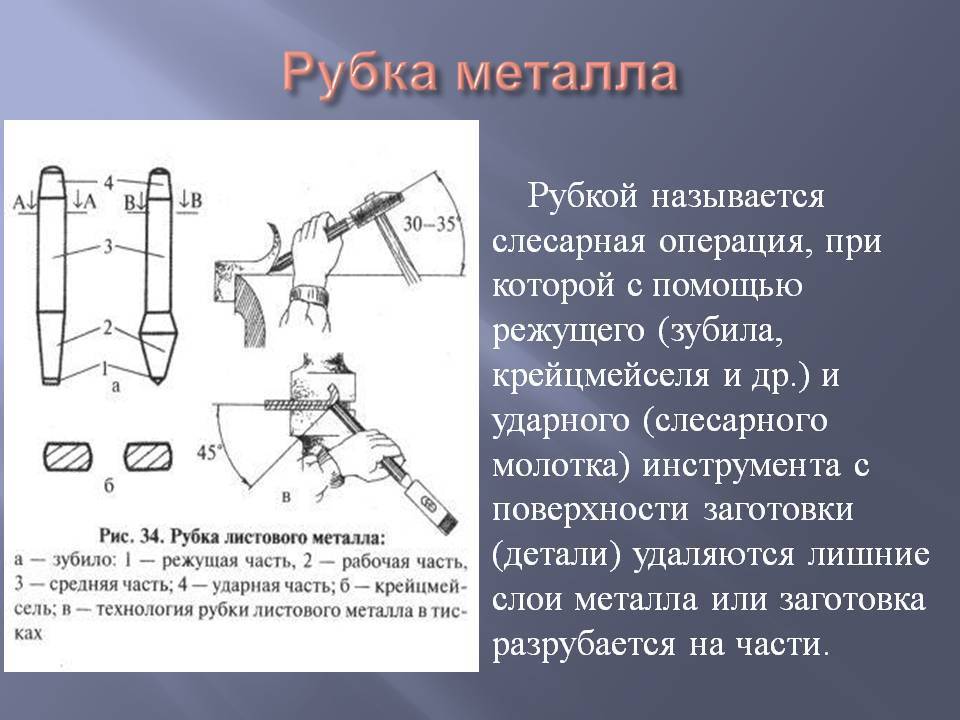
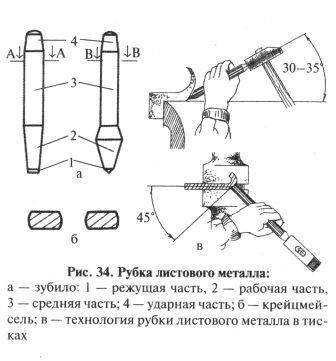
Слесарное зубило представляет собой стержень, изготовленный из инструментальной углеродистой стали, состоящий из трех частей:
- — рабочей, имеющей клиновидную режущую часть на конце, заточенную под определенным углом;
- — ударной, суживающейся кверху и закругленной вершиной;
- — средней, предназначенной для обхвата инструмента кистью руки.
Рекомендуемые углы заострения зубила для некоторых материалов:
- — для твердых материалов (высокоуглеродистая сталь, бронза, чугун) — 70°;
- — для материалов средней твердости (углеродистая сталь) — 60°;
- — для мягких материалов (медь, латунь) — 45°;
- — для алюминиевых сплавов — 35°.
Крейцмейсель
отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов и т.п.
Материалы (У7, У8,4ХС, 6ХС, ТХФ и др.) для изготовления крейц- мейселя и углы заострения, твердость рабочей и ударных частей те же, что и для зубила.
Для вырубания профильных канавок — полукруглых, двугранных и др. — применяют специальные крейцмейсели, называемые кана- вочниками,
отличающиеся от крейцмейселя только формой режущей кромки.
Заточка крейцмейселей и зубил производится на заточном станке. Не следует допускать сильных нажимов на затачиваемый инструмент, так как это приводит к перегреву и, как следствие, к отпуску режущей кромки.
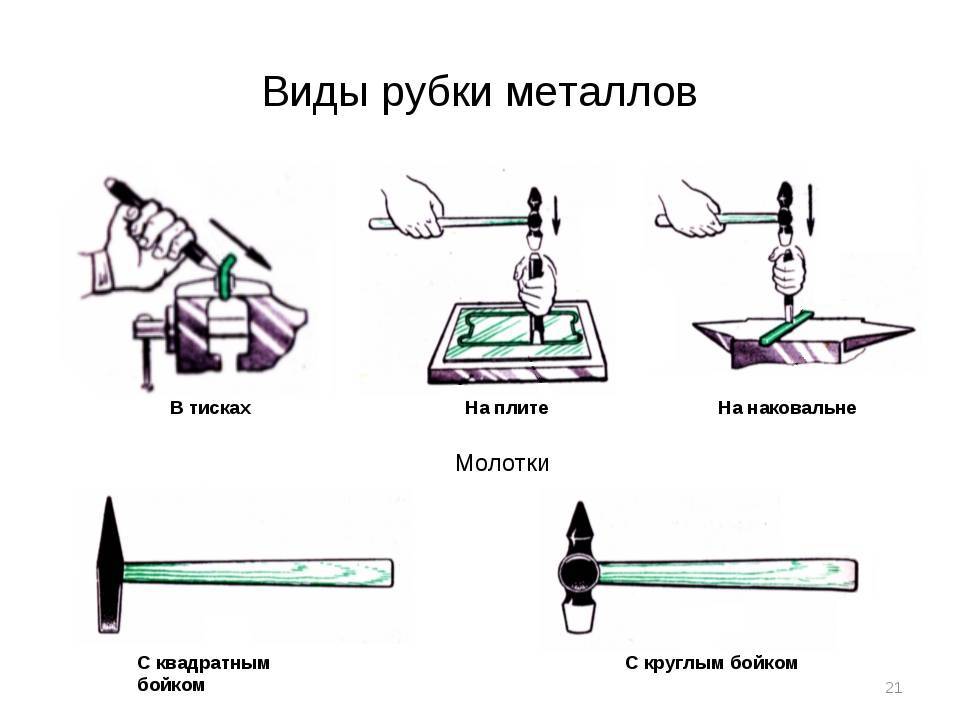
Слесарные молотки с круглым бойком
- — № 1 весом 200 г применяются для инструментальных работ, а также для разметки и правки;
- — № 2 весом 400 г, № 3 — 500 г и № 4 — 600 г — для слесарных работ общего назначения;
- — № 5 весом 800 г и № 6 — 1000 г применяются редко.
Слесарные молотки с квадратным бойком
- — № 1 весом 50 г, № 2 — 100 г и № 3 — 200 г применяют для слесарноинструментальных работ;
- — № 4 весом 400 г, № 5 — 500 г и № 6 — 600 г — для слесарных работ: рубки, гибки, клепки и др.;
- — кувалды-молотки весом от 4 до 16 кг применяют при грубых и тяжелых работах.
Читать также: Схема включения реверсивного двигателя
Помимо обычных стальных молотков, в некоторых случаях применяют так называемые мягкие молотки со вставками из красной меди, резины или свинца.
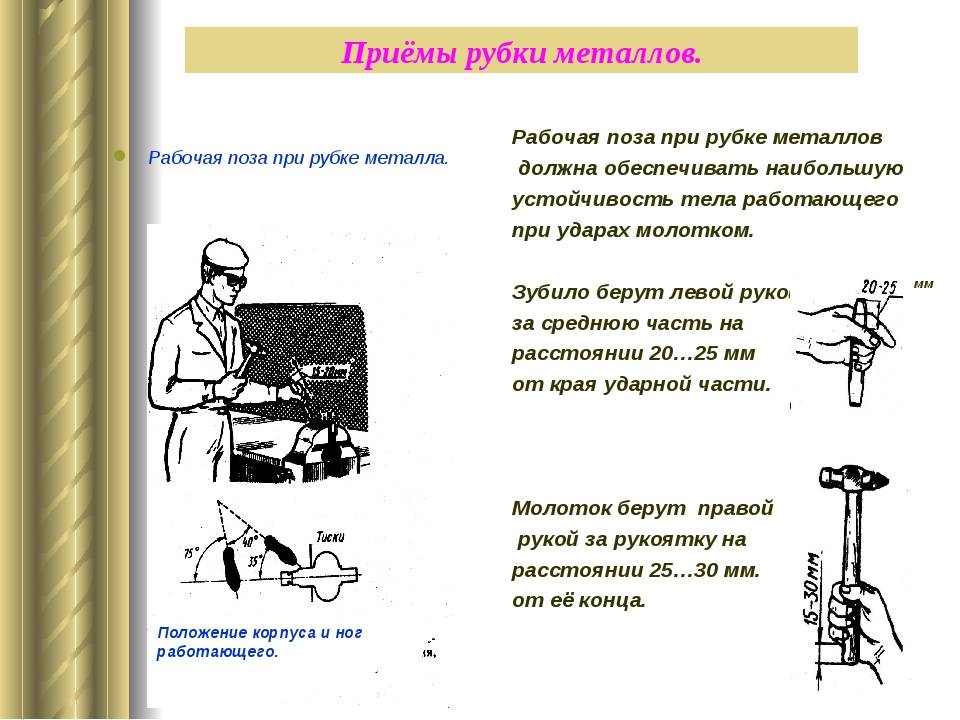
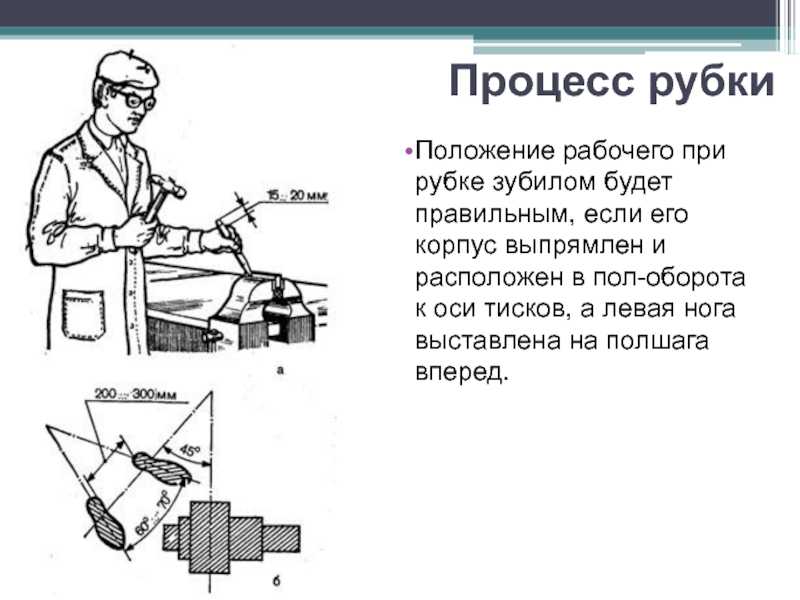
Техника рубки. Для рубки используют возможно более прочные тиски. Правильное положение корпуса, держание (хватка) инструмента при рубке имеют большое значение.
Вес слесарного молотка выбирают в зависимости от размера зубила и толщины снимаемого слоя металла. При выборе молотка учитывают также и физическую силу рабочего. Удар осуществляют не за счет излишних мускульных усилий, ведущих к быстрому утомлению, а вследствие ускоренного падения молотка.
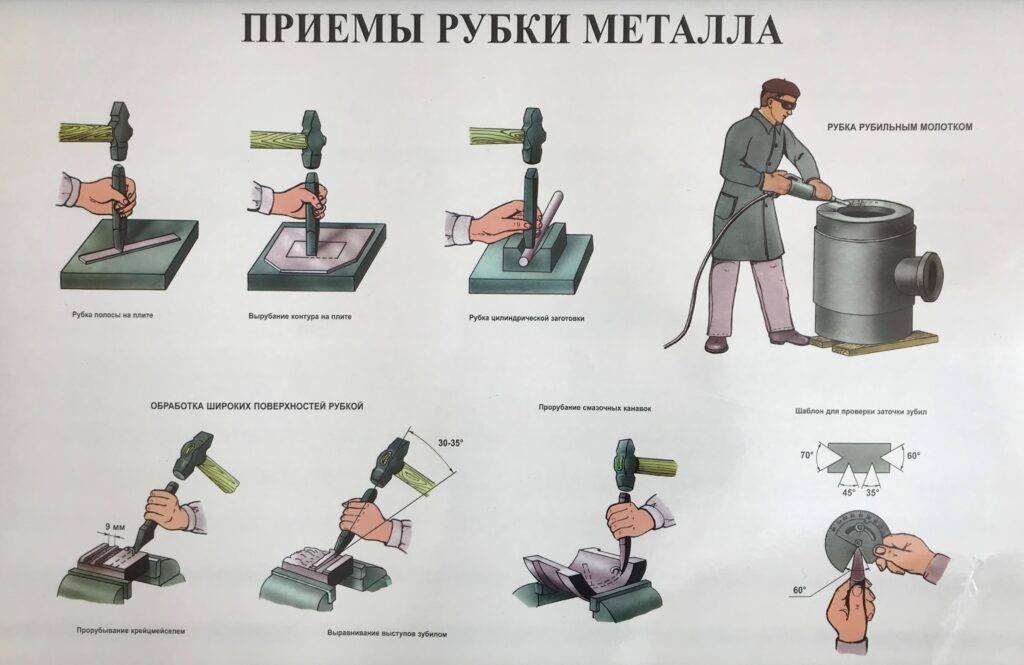
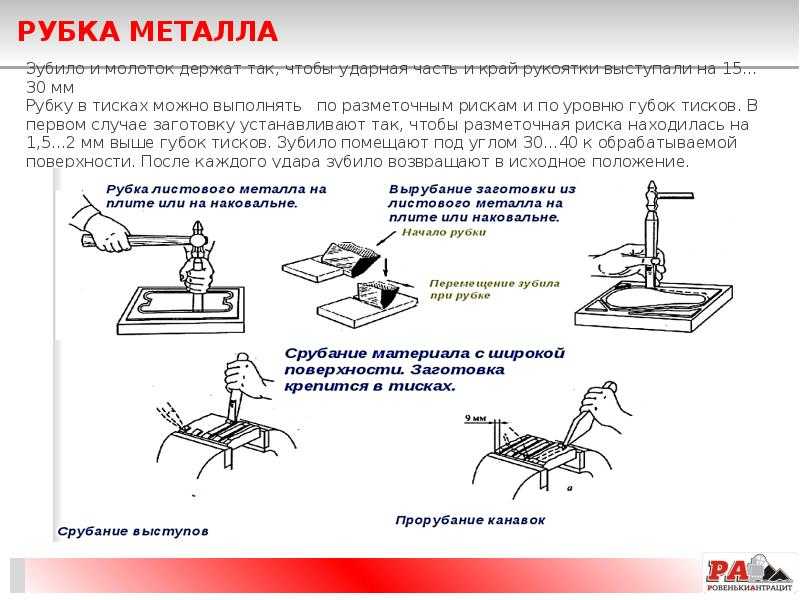
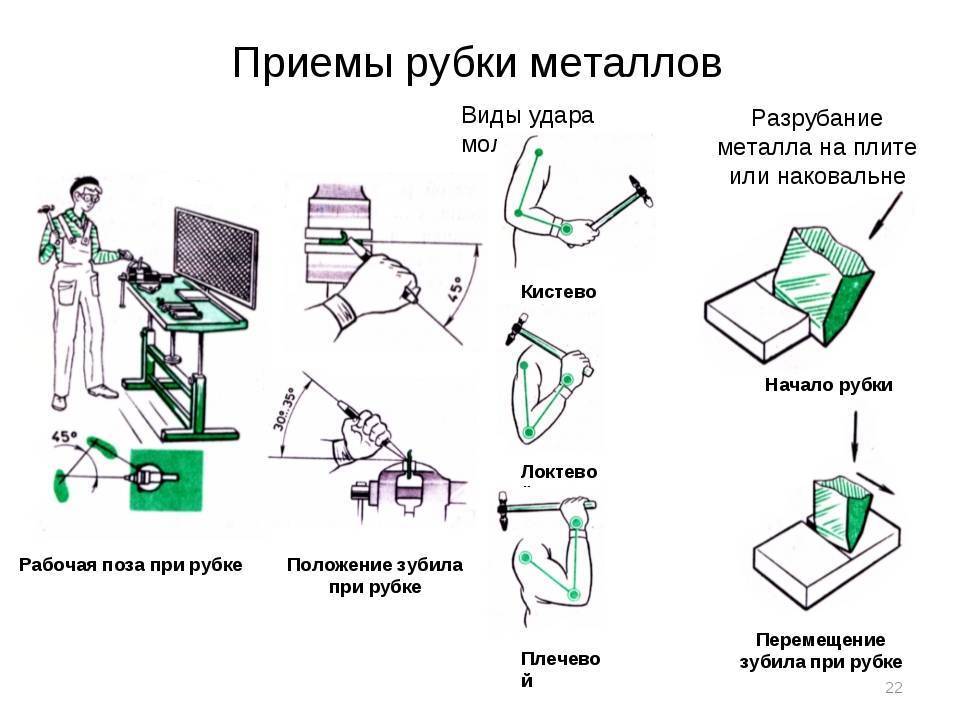
- — разрубание металла — зубило устанавливается вертикально и рубку ведут плечевым ударом;
- — вырубку заготовок из листового металла осуществляют на плите по линиям разметки контура изготовляемой детали;
- —рубку листового материала, как правило, ведут по уровню губок тисков;
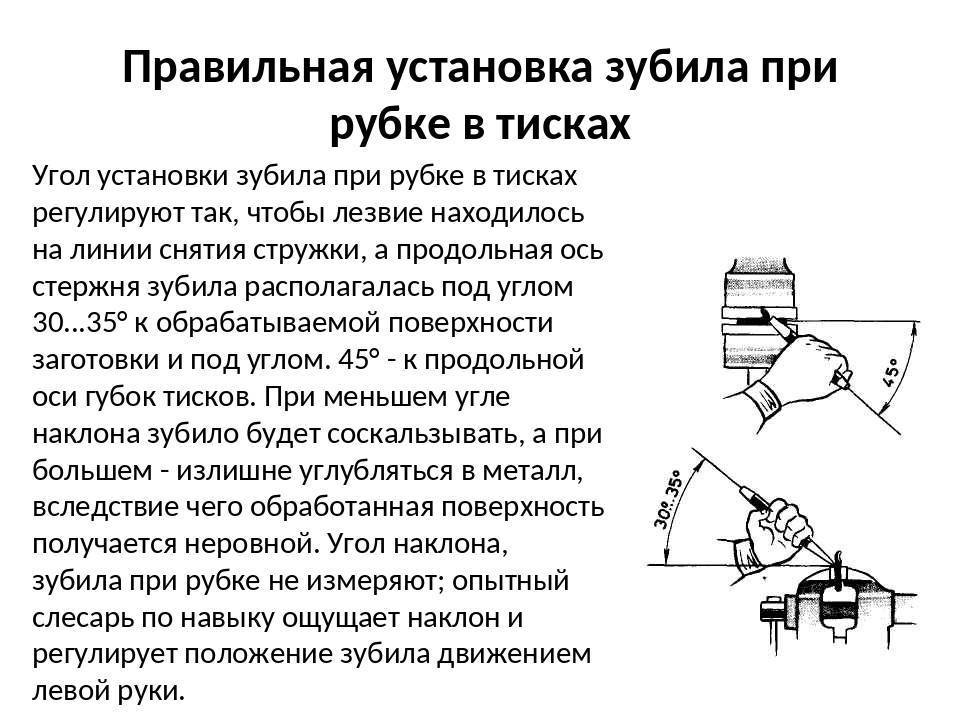
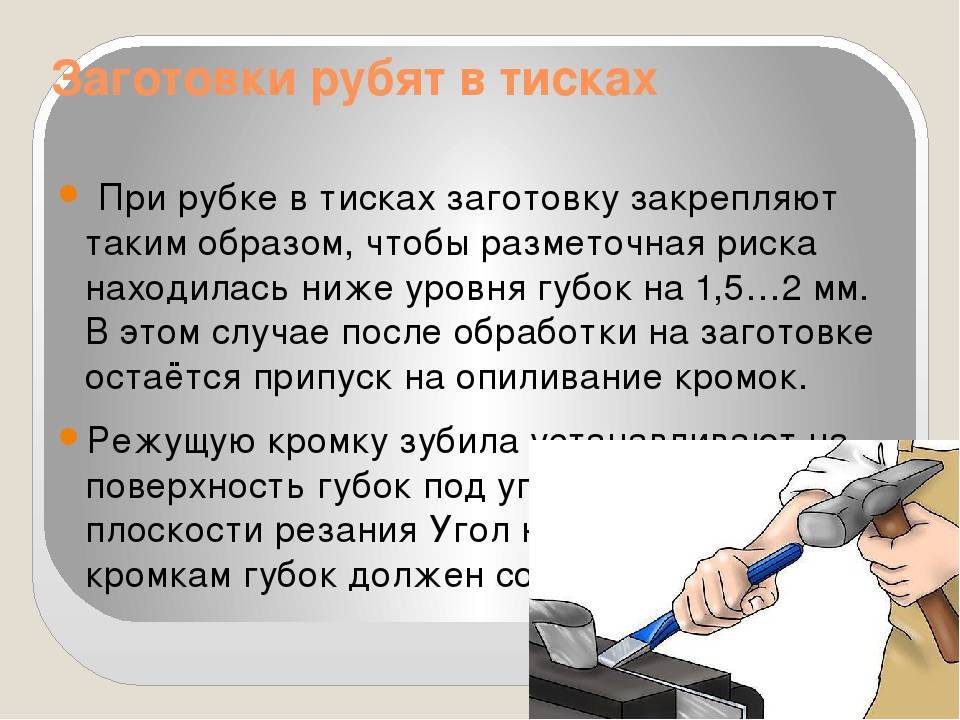
- —рубку по разметочным рискам ведут строго по разметочным рискам. Первый удар наносят при параллельном губкам тисков положении зубила. Дальнейшую рубку выполняют при наклоне зубила на 25—30°;
- — рубка широких плоскостей является трудоемкой и малопроизводительной операцией, применяемой при невозможности прострогать заготовку;
- —рубку цветных сплавов рекомендуется проводить со смачиванием режущей части зубила мыльной водой или протирать промасленной тряпкой, а при рубке алюминия — скипидаром.
Рубкой металла называется процесс механического удаления с детали части металлического покрытия или разделение заготовки на несколько частей при помощи специального инструмента. Такая обработка применяется в тех случаях, когда другие методики воздействия невозможны или нерациональны. Гибка и рубка металла подразумевают проведение механического воздействия без предварительного подогрева заготовок. Это требует больших усилий, так как холодные детали хуже поддаются обработке.
Процесс рубки металла может протекать в ручном либо автоматическом режимах. Первый метод используется в основном на мелкосерийном производстве, где рабочему за смену необходимо обработать небольшое количество деталей и механизация производства будет нерентабельной. Для изготовления крупных партий продукции понадобится специальная гильотина для рубки металла.
Виды рубки металла и используемое для этой цели оборудование
Различают ручную и механизированную рубку металла. В рамках этой статьи мы будем говорить только о механизированной. Чаще всего для этой цели используют гильотинные ножницы. Такое оборудование состоит из следующих элементов:


![Глава v. рубка металла [1980 макиенко н.и. - общий курс слесарного дела]](https://metallcore.ru/wp-content/uploads/3/7/c/37c8a4e2f39691c5d535ef1b4c8470ad.jpeg)

![§ 20. приемы рубки [1980 макиенко н.и. - общий курс слесарного дела]](https://metallcore.ru/wp-content/uploads/b/e/c/bec283621a6bc3b5037982163f803d47.jpeg)


- стационарного или подвижного стола для размещения листа металла или заготовки;
- упора-фиксатора и зажимов для ее закрепления;
- верхней подвижной балки с лезвием, обеспечивающим рубку;
- нижнего неподвижного лезвия для повышения точности работы (оно есть не у всех моделей оборудования).
Гильотинные ножницы могут иметь ручной, механический или гидравлический привод.
Первые позволяют работать с металлом толщиной до 0,5 мм. Они компактны, и чаще всего их используют в бытовых целях для рубки арматуры или тонкого проката.
Механический привод увеличивает производительность и возможности гильотины.
Гидравлические гильотины комплектуют блоком управления, с помощью которого можно задать несколько параметров рубки, включая угол реза, скорость работы, величину давления и прочее.
Гильотины позволяют получить ровную кромку металла по срезу без зазубрин и неравномерных скосов. Дефекты в виде не прямолинейной кромки или появления заусенцев могут быть следствием слабой фиксации листового металла или нарушения параметров заточки лезвия.
Гильотины используют только для получения деталей простой формы
Вместо гильотин для рубки металла иногда используют пресс-ножницы или угловысечные станки. Пресс-ножницы подходят для работы с листовым, фасонным, полосовым и сортовым прокатом. С их помощью удобно пробивать отверстия или вырубать пазы. Угловысечные станки предназначены для угловой вырубки металлопроката.
Для каких целей используют рубку металла
Рубку металла гильотиной используют для получения из листового металлопроката деталей простой формы: трапецеидальной, квадратной, прямоугольной или треугольной. Таким способом изготавливают закладные детали, используемые при устройстве фундаментов для технологического оборудования или железобетонных конструкций.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
- Б.А. Баум, Г.А. Хасин, Г.В. Тягунов и др. Жидкая сталь. — М.: Металлургия, 1984. — 208 с.
- Воскобойников В.Г. Общая металлургия : учебник для вузов / В.Г. Воскобойников, В.А. Кудрин, А.М. Якушев. – 6-е изд., доп. и перераб. – М.: ИКЦ «Академкнига», 2002. – 768 с.
- Давыдов С.В., Панов А.Г. Тенденции развития модификаторов для чугуна и стали // Заготовительные производства в машиностроении. -2007.- №1. — С. 3-11.
- Кудрин В.А. Теория и технология производства стали : учебник для вузов / В.А. Кудрин. – М.: Мир, 2003. – 528 с.
- Панов А.Г., Давыдов С.В. Исследование влияния микроструктуры литых Ni-Mg-Fe лигатур на их ударную вязкость // Заготовительные производства в машиностроении. 2010. — №2. — С. 3-8.
- Панов А.Г., Конашков В.В., Цепелев В.С., Гуртовой Д.А., Корниенко А.Э. Исследование структурообразования расплавов чугунов // М: Литейщик России, 2010, № 3. — С. 32-38.
- Панов А.Г., Корниенко А.Э., Корниенко А.Э., Совершенствование технологии модифицирования чугунов с шаровидным графитом Mg-Ni-Fe лигатурой // М: Литейщик России, 2009, № 3. — с. 27-30.
- Чугун: Справочник / Под ред. А.Д.Шермана и А.А.Жукова. — М.: Металлургия, 1991. — 576 с.
Типы заготовок

Бухта вязальной проволоки. Фото ВсеИнструменты.ру
Все виды выпускаемого проката можно избавить от дефектов методами деформирования. Достаточно часто встречается волнистость, коробление, складки на листах, приходится для использования в технологическом процессе выпрямлять проволоку из бухт. Профильным трубам и другим заготовкам данной конфигурации требуется возвращать прямолинейность и устранять скручивание вокруг продольной оси.
В процессе производства готовой детали, приходится применять технологическую операцию правка для устранения остаточных деформаций возникших на промежуточных этапах технологии, например, после сварки, резки, вырубки.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
- режущего инструмента (зубила, крейцмейсель и так далее);
- слесарного молотка (его выбирают по весу и длине ручки);
- тисков;
- металлической подложки;
- инструмента для разметки.
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой. Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле. Все ударные инструменты изготавливаются из прочной инструментальной стали.
Основными параметрами этих инструментов являются геометрические размеры, углы заточки режущей части. Для нанесения удара по верхней (ударной) части зубила применяется слесарный молоток. Они отличаются формой бойка (круглая или квадратная), методом крепления ручки, общим весом.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам


На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Гидравлическая гильотина управляется электронным блоком. С его помощью задают параметры будущей операции. Устанавливают вид металла, угол среза, величину давления на нож, скорость резания. Кроме гильотины для решения этих задач применяют так называемые комбинированные агрегаты. К ним относятся режущие станки (пресс-ножницы) и узкоспециальные (угловысечные станки, прессы и штампы). Пресс-ножницы применяются для рубки листов и полос металла, фасонного и сортового проката. Они хорошо справляются с профильным металлом, например, швеллер, двутавровый прокат, квадрат. С их помощью получают ровные отверстия и различной формы пазы.
Угловысечные станки позволяют проводить угловую вырубку металлических изделий практически любой толщины. Высокой точности рубки добиваются благодаря наличию шкалы, позволяющей точно опускать инструмент в требуемое место и правильно заточенного набора зубил.

Прессы и штампы решают аналогичные задачи. В них применяют механические, гидравлические, пневматические и электрические приводы.
Рубка с помощью пневматических рубильных молотков
Пневматические молотки используются для рубки металла, чеканки швов, обрубки кромок под последующую сварку. Иногда их еще используют для зачистки швов после сварки, вырубки сложных пазов. В мастерских они применяются для сглаживания стыков водопроводных и канализационных чугунных труб и пробивки углублений и проемов в стенах. В строительстве используются рубильные молотки ИП-4108 и ИП-4126, конструкции которых имеют мало различий.
Пневматические рубильные молотки
Следует отметить, что у пневматического молотка есть виброзащитный манипулятор защищающий левую руку работника от вибраций повышая точность управления положением лезвия. Манипулятор позволяет закрепить инструмент и тем самым предотвратить вылет из молотка при холостых ударах.



В России выпускают пневматические рубильные молотки следующих видов:
молоток П-4126 применяется для зачистки швов и вырубки раковин. молоток ИП-4108 применяется для чеканки и зачистки сварных швов. молоток МР-4 применяется для легкой глубины рубки, молоток МР-5 применяется для средней глубины рубки, молоток МР-6 применяется для большой глубины рубки
Рубка металла гильотиной
Чтобы изготовить из листа металла детали, необходимые вам форме и размерам, применяется такой современный метод производства, как рубка металла гильотиной. Благодаря использованию подобного оборудования в резке достигается высокая точность, (погрешности не превышают 1/10 миллиметра), что позволяет существенно минимизировать потери исходного сырья.
Для удовлетворения потребности компаний по металлообработке сегодня производятся разнообразные виды гильотинных ножниц по раскрою металлических листов в продольном направлении. Они могут иметь приводы типа:
- механика,
- гидравлика,
- электромеханика,
- пневматика,
- автоматика.
Рабочий механизм в пневматических гильотинах приводится в действие с помощью педалей или специальных ручных рычагов. Таким оборудованием проводят прямолинейную резку металла. Кроме того, они подходят для резки резинового и пластмассового материала.
Рубка на гильотине с приводом типа «электромеханика» характеризуется эксплуатационной простотой и высокими производительными показателями. Здесь можно регулировать расположение гильотинных ножей, что обеспечивает точность и высокое качество рубки. К тому же электромеханические виды гильотин могут разрезать разнообразные материалы и характеризуются пониженным шумовым уровнем.
Наиболее передовыми считаются автоматические гильотины. Они обладают разнообразными функциональными настройками и способностью к широкому регулированию параметров резки. Наличие в них компьютерной памяти позволяет выполнять даже самые сложные рабочие программы.
Ножницы на гидравлике используют для рубки стержней и нарезки листового металла. В гильотинах этого вида расстояние между лезвиями ножей устанавливается как вручную, так и автоматически, что позволяет получать детали разных размеров. Хорошая производительность и простота в эксплуатации позволили этим гильотинам занять в рядах агрегатов для рубки металла прочные позиции.
Любые гильотины (кроме гильотинных ножниц ручного типа) можно оснастить дополнительными электронными и механическими функциями, что значительно повышает эффективность металлообработки.
Рубка металла может применяться как для обработки вашего материала, так и для заказа изделий из нашего сырья, а цена, как правило, рассчитывается в индивидуальном порядке.
Обращайтесь в компанию “Сталь Мастер”, и вы обязательно получите:
- Качественную рубку и крой листов из черного металла.
- Возможность провести крой как в поперечном, так и в продольном сечении (благодаря применению для резки различных ножей).
- Гарантию четкости разрезов. Каким бы не был толстым разрезаемый металлический лист, наше оборудование сделает высокоточный срез с аккуратной кромкой. Это значит, что последующая дополнительная обработка металла не понадобится.
- Изготовление как серийных, так и индивидуальных заготовок, таких как резка листа на косынки и стальные полосы, на разнообразные закладные детали.
- Минимизацию возможных погрешностей, вызываемых деформацией металлических листов. Мы выполняем детали с практически ювелирным мастерством – в зависимости от вида гильотинных ножниц величина погрешностей не превышает показатель в 0,1-1 миллиметр.
Крейцмейсель, молотки для рубки металла, фото
Первое приспособление предназначено для проделывания канавок и отверстий. Оно не больше среднего гвоздя, однако с его помощью можно деформировать металлическое изделие в нужной пропорции. На них изредка тоже производят шляпки, но чаще это просто небольшой инструмент из монолитного сплава, который имеет приплюснутую основную часть и ромбовидную, заостренную рабочую зону. Вот как он выглядит:
- зубило – используется для грубых операций;
- крейцмейсель – приспособление для снятия небольших фрагментов поверхности.
О молотках подробно рассказывать нет смысла, так как они ничем не отличаются от нам привычных. Их удельный вес составляем от 400 г до 800 в зависимости от размаха работ. Главное при выборе смотреть на надежность установления металлической части на рукояти, на отсутствие свободного хода.
Современный инструмент
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из дерева твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400-600 г равна 350 мм, массой 800 г – 380-450 мм. Чтобы молоток во время работы не соскакивал, конец ручки, на который насажен молоток, расклинивают деревянными или металлическими клиньями толщиной 1-3 мм. Клинья ставят вдоль большой оси сечения ручки. Деревянные клинья ставят на клею, а металлические заершивают, чтобы они не выпадали.
Рабочую часть зубила и крейцмейселя — (5, в, г) закаливают на длину не менее 30 мм, а головку закаливают слабее лезвия (на длину около 15-25 мм), чтобы при ударе молотком она не крошилась и не трескалась.
Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют крейцмейсели длиной 150-175 мм с лезвием шириной 5-10 мм. Головки зубила и крейцмейселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали – 60°, для рубки латуни, меди и цинка -45°, для рубки очень мягких металлов (алюминия, свинца) – 35-45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла.
Что называют ручной рубкой металла?
Это слесарное дело не имеет высокой сложности. Желательно предварительное зажатие полуфабриката – так будет обеспечена устойчивость детали, снимутся колебания. Для этого потребуется мощное основание: металлический стол, тумба или рама с тисками. Обычная мебель или подручные предметы не подойдут.
Для создания усилия и передачи его на рез нужен инструмент. Техника рубки – обеспечить небольшое углубление для гарантированной установки острия и выполнение основного, рубящего удара.
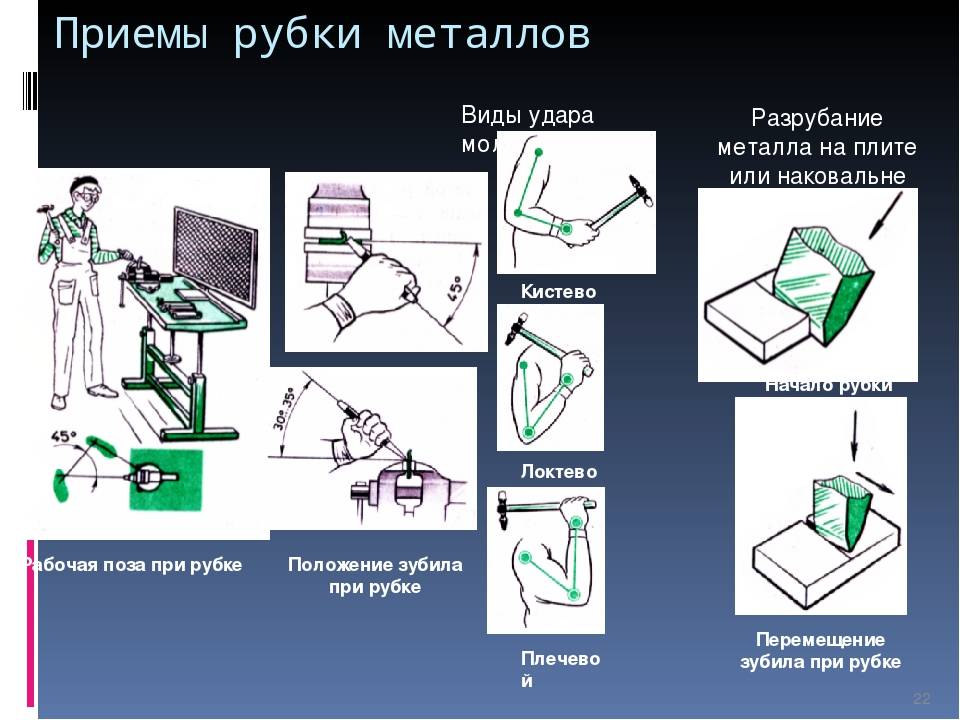
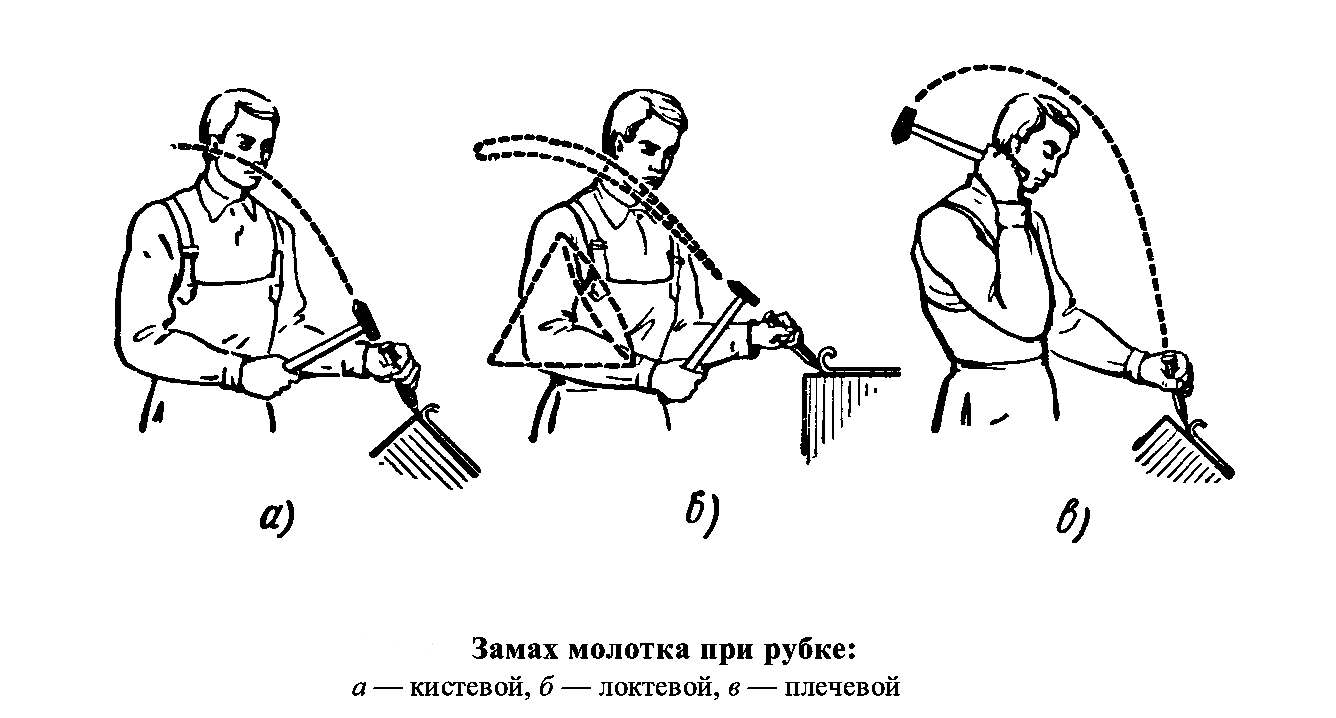
Основное движение называется «замах». Он зависит от требуемой силы удара и выполняется движением, основывающимся вокруг одного из следующих суставов:
- кистевой – для несильных ударов и точных манипуляций;
- локтевой – основной вариант, подходит для ударного воздействия при установившемся режиме работы с малыми и средними толщинами;
плечевой – для наиболее мощного удара при работе со большой толщиной или серьёзной окалиной.
Рубка металла
Усиливается удар от повышения массы молотка и длины его рукоятки. Чем тяжелее ударный инструмент, тем сильнее будет воздействие на режущее острие. Таким образом можно получить точный и достаточно чистый рез.
При сильном ударе сразу очень высока вероятность схода режущей кромки и повреждение материала. Нередки случаи повреждения инструмента и даже травмирования. Поэтому спешка и невнимательность не приветствуются.




Ручной способ рубки оптимален для единичного производства и домашних условий. Он хорош своей универсальностью, но обладает рядом недостатков:
- не самая высокая производительность;
- необходимость в запасе времени;
- результат в большинстве случаев потребует доработки кромки (снятие тонкого слоя, шлифование).
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
- режущего инструмента (зубила, крейцмейсель и так далее);
- слесарного молотка (его выбирают по весу и длине ручки);
- тисков;
- металлической подложки;
- инструмента для разметки.
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой. Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле. Все ударные инструменты изготавливаются из прочной инструментальной стали.
Основными параметрами этих инструментов являются геометрические размеры, углы заточки режущей части. Для нанесения удара по верхней (ударной) части зубила применяется слесарный молоток. Они отличаются формой бойка (круглая или квадратная), методом крепления ручки, общим весом.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам.
На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Гидравлическая гильотина управляется электронным блоком. С его помощью задают параметры будущей операции. Устанавливают вид металла, угол среза, величину давления на нож, скорость резания. Кроме гильотины для решения этих задач применяют так называемые комбинированные агрегаты. К ним относятся режущие станки (пресс-ножницы) и узкоспециальные (угловысечные станки, прессы и штампы). Пресс-ножницы применяются для рубки листов и полос металла, фасонного и сортового проката. Они хорошо справляются с профильным металлом, например, швеллер, двутавровый прокат, квадрат. С их помощью получают ровные отверстия и различной формы пазы.
Угловысечные станки позволяют проводить угловую вырубку металлических изделий практически любой толщины. Высокой точности рубки добиваются благодаря наличию шкалы, позволяющей точно опускать инструмент в требуемое место и правильно заточенного набора зубил.
Прессы и штампы решают аналогичные задачи. В них применяют механические, гидравлические, пневматические и электрические приводы.





