Определение длины клинового ремня
Для клиновых ремней используются различные измерения длины:
- Li = внутренняя длина
- Ld/Lw = базовая длина (данный показатель классифицируется в соответствии со стандартом ISO)
- La = внешняя длина
Какой показатель (внешняя или внутренняя длина) отображается на ремне, определяет сам изготовитель. Традиционно для классических клиновых ремней (VB) в качестве обозначения размера или типа используется внутренняя длина (Li) плюс буква, указывающая размер профиля. Для других типов ремней для обозначения длины (Ld/Lw) используется базовая длина. Ширина всех типов клиновых ремней также фиксированная.
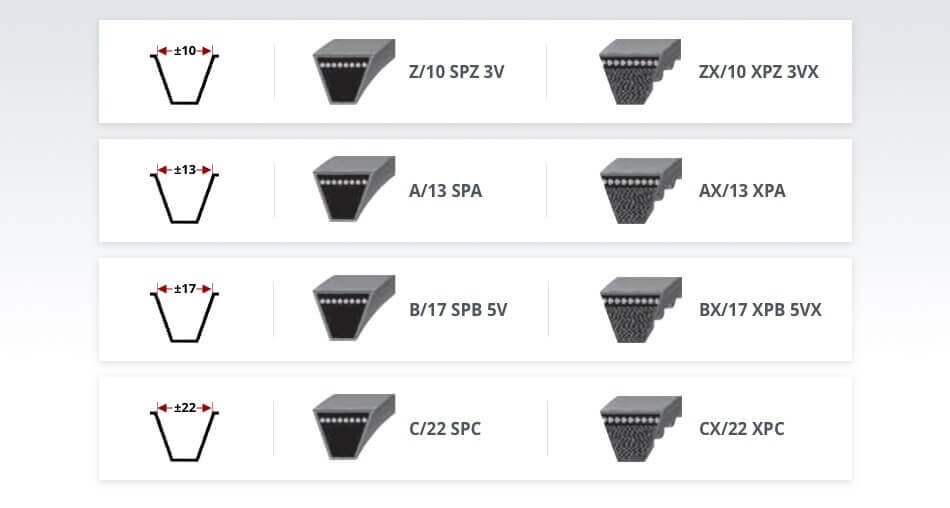
Размеры клиновых ремней разного типа
Демонтаж и замена
Не зависимо от конструкции, где находиться деталь, снимать и монтировать важно в одинаковом порядке. В зависимости от расположения мотора, деталь находится в передней части за радиатором охлаждения
Но если мотор размещен в поперек моторного отсека, то к детали ваша рука не дотянется. Потому чтобы снять шкив коленвала необходимо убрать правое колесо
Если трудно поменять, есть смысл обратить внимание на чертеж, работа ускорится
Транспортное средство прикатывают на смотровую яму и фиксируют, чтобы машина не задвинулась с места. Чтобы добраться и вынув конструкцию, необходимо раскрутить все детали, что препятствуют к доступу (воздушный фильтр, грязевые щитки, прочее). Убирают ремень генератора. Далее открывают заглушку блока сцепления, и вставляют в отверстие монтировку, чтобы застопоривать маховик.
Элементы детали характеризуются крепкой фиксацией, потому их непросто устранить. Чтобы провернуть деталь, необходимо, приложить немало усилий. Если демонтаж выполняется первый раз, то открутить шкив коленвала будет сложно. Причина в том, что заводское производство отличается сильной затяжкой составляющих частей детали.
Как открутить гайку шкива коленвала
Провертывая крепеж, важно придерживаться рекомендаций, тогда процесс займет не менее 15 минут. Прикладывать усилия стоит максимально близко к распределительному валу:
- монтировкой поддевают со всех боков;
- при необходимости применяют специальный универсальный съемник шкив коленвала для данной детали.
Устройство представлено в виде шпильки с 2-3 захватами. Конец захвата закрепляют по краям детали, а конец шпильки упирают в середину вала.
Прокручивают по ходу часовой стрелки. Но не во всех марках автомобилей провертывают по часовой стрелке, в некоторых авто работу необходимо выполнять в противоположном направлении
При этом важно поставить свой рычаг коробки передач на 4 скорость и включить ручник
Если не удается провернуть, то рычаг должен стоять в нейтральном положении. Следующий этап – убрать подсвечники. Ключ упирают в пол либо в задний лонжерон и крутят в направлении движения устройства.
Все маневры позволяют облегчить прокрутку, потому дальнейшие действия производиться вручную, при необходимости смазывают делать тормозной жидкостью либо смазкой «WD». Кроме того, может облегчать вашу работу, постукивание по граням головки.
Как открутить болт шкива коленвала
Чтобы выполнить работу качественно, разобранную машину ставят на пенек. Штифт скрепляет деталь, находится, как правило, переднеприводных машинах автомат. Резьба устроена так, что во время крутящего момента при движении он затягивается.
Необходимо выполнить действия, которые открывают доступ к основанию
Для этого важно хорошо застопорить вращение. В качестве фиксатора используют монтировку
Инструмент вставляют в шестерни маховика. Его необходимо приспособить надежно, чтобы в процессе проворачивания он не выпал. Потому лучше выполнять работу с помощником. Далее одевают на штифт торцевую головку, одинакового диаметра с штифтом, присоединяют рычаг и удлинитель (кусок прочной трубы). После этого начинают потихоньку выкручивать.
Народно-автомобильный опыт
Сложность демонтажа заключается в специально подобранном прочном соединении, без люфта. Крепеж достаточно плотно закрученный. Практикуют использование монтировки, при этом потихоньку надавливают на тыльную поверхность детали.
Рекомендуем: Как поменять распредвал на автомобиле ВАЗ 2114 своими руками?
При покупке детали, необходимо иметь новые крепления. Понадобиться передний сальник, навесные ремни
Приобретая необходимо обращать внимание на канавки и метки. Они должны быть без дефектов
В противном случае, через некоторое время вам нужно подменять все на новое.
Установка шкива на коленвал
Чтобы правильно установить шкив коленвала необходимо смазать его солидолом либо другим вязким средством. Это облегчит процесс посадки крепежа. Для того, чтобы надевать, стоит немного наклонить в сторону шайбу и натянуть на основу. Далее можно постукивающими движениями молотка, через мягкую, резиновую прокладку, обработать ступицу. Затем в обратном порядке необходимо закручивать другие делали автомобиля.
Ведомый шкив
| Коробка отбора мощности крана К-67 ( а и ее кинематическая схема ( б. |
Ведомый шкив закреплен на валу генератора, установленного на специальной плите на кронштейнах нижней рамы.
Ведомый шкив располагают на одном валу с рабочим органом, захватывающим заготовки. Шкив сидит на валу свободно или на шпонке в зависимости от конструкции механизма регулирования переполнения. Шкивы применяют двух типов: для плоского и круглого ремня. Предпочтение отдают плоскому ремню.
| Конструктивное оформление элементов передач от электродвигателя к ведущему валу привода. |
Ведомый шкив 3 монтируется на подшипниках на втулке 4, прикрепленной к корпусу, которая и воспринимает натяжение ременной передачи.
Ведомый шкив располагают на одном валу с рабочим органом, захватывающим заготовки. Шкив сидит на валу свободно или на шпонке в зависимости от конструкции механизма регулирования переполнения. Шкивы применяют двух типов: для плоского и круглого ремня. Предпочтение отдают плоскому ремню.
Ведомый шкив сажают на вал, Затем колцами из пеньковой ( смазанной жиром) или асбестовой набивки ( а при работе на буром угле и техническим войлоком) набивают сальниковые камеры, укладывая кольца стыками в разбежку. Крышки сальников затягивают не очень туго, чтобы вал не был слишком зажат набивкой и проворачивался вручную. Проверяют, расположены ли ручьи на шкивах в одной вертикальной плоскости. Надевают клиновидные ремни и устанавливают ограждение.
Ведомый шкив 3 этой ременной передачи закреплен шпонкой на валу / /, на котором также закреплена шпонкой ведущая зубчатая шестерня 5 цилиндрической зубчатой передачи. Ведомое зубчатое колесо 6, установленное на шпонке на валу / / /, передает вращающий момент эксцентрику 7, закрепленному шпонкой на том же валу. Шатун 9 сообщает ползуну 8 возвратно-поступательное движение. Последний приводит в движение режущие ножи пилоштампа.
Ведомый шкив должен быть особенно широким, так как сбегающий конец ремня движется по нему взад и вперед.
| Кривые усталостной. |
Ведомый шкив соединен с натяжным устройством и может перемещаться по мере вытягивания ремня, создавая постоянное натяжение. Скорость вращения, натяжение и диаметры шкивов задаются условиями испытания. Испытания на изгиб проводят при строго регламентированных и при переменных параметрах испытания.
Ведомый шкив бабки вращается на отдельных шарикоподшипниках, а шпиндель-на подшипниках скольжения. Этот же рычаг служит для пуска и останов. Подача осуществляется от прежней бабки. Описанное устройство позволяет подачу на 1 оборот шпинделя новой бабки выбрать любой малой величины.
Ведомый шкив вариатора имеет постоянный диаметр.
Обороты ведомого шкива снижаются, когда уменьшается диаметр ведущего шкива, и увеличиваются при уменьшении диаметра самого ведомого шкива.
Обод ведомого шкива выполняется обычно выпуклым, что не дает ремню соскальзывать.
Неисправности шкивов и проверка их состояния
Шкив и ременные передачи работают за счет силы трения между контактными поверхностями, поэтому распространенная причина для замены шкива — выработка рабочей плоскости. От динамических нагрузок металл шкивов трескается, скалывается.
Еще одна типичная болезнь для таких деталей — это люфты шпонки в шпоночном пазе коленчатого вала. Причина этому износ плоскостей посадки шкива с валом. Крепеж шкива с такой неисправностью от вибраций постепенно откручивается, все больше увеличивая люфт.
Длительная работа коленвала с «люфтящим» шкивом приведет к выработке и повреждению самого шпоночного паза, откручиванию шкива коленвала. Далее весь узел проворачивает на посадочном месте, разрушая шпоночное соединение, корпус шкива и сам коленчатый вал. Если на вашем моторе сорвало шкив коленвала, высока вероятность что весь коленчатый вал подлежит замене.

Сильно поврежденный шкив коленвала
Для того чтобы определить состояние шкива коленчатого вала, необходимо:
- снять ремни шкива, осмотреть его кромки и корпус на предмет повреждения трещин, износа;
- пошатать шкив, при наличии критичных люфтов узел необходимо разобрать, осмотреть на предмет выработки и повреждений;
- обычно в инструкциях по ремонту есть размеры допустимого износа деталей, расстояния до ближайших узлов двигателя. Проверка таких размеров поможет определить пригодность шкивов к дальнейшей эксплуатации.
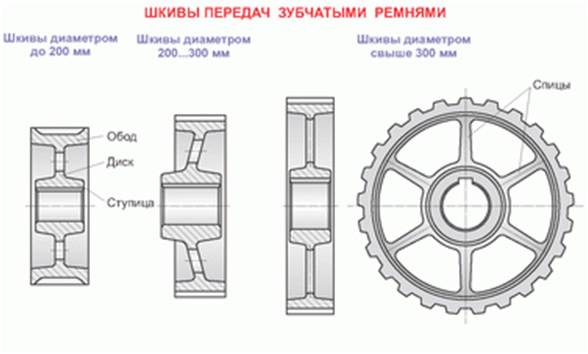
Шкивы плоскоременных передач
Основные конструктивные элементы шкива:
- обод, несущий ремень;
- ступица, насаживаемая на вал;
- диск или спицы, соединяющие обод со ступицей.
Материалами для шкивов плоскоременных передач могут быть:
- чугун,
- сталь,
- легкие сплавы,
- пластмассы.
Чугунные шкивы наиболее распространены; они изготовляются из серого чугуна методом отливки марок СЧ15 и СЧ18 при окружных скоростях υ=15 ÷ 25 м/с; СЧ20 и СЧ25 при окружных скоростях υ=30 ÷ 35 м/с; для сбалансированных шкивов из модифицированного чугуна эта скорость может быть выше (до 45 м/с).
Стальные шкивы могут быть литыми, сварными или точеными. Стальное литье может применяться при окружных скоростях до 45 м/с; сварные шкивы допускают скорость до 60 м/с.
Шкивы из алюминиевых сплавов имеют среди металлических шкивов минимальную массу и могут использоваться при скоростях до 100 м/с, так как малая плотность этих сплавов значительно снижает центробежные нагрузки.
Неметаллические шкивы имеют малую массу, высокий коэффициент трения ремня о шкив, но теплопроводность и износостойкость их ниже, чем у металлических шкивов.
Шкивы плоскоременных передач могут быть с посадочным отверстием – цилиндрическим или коническим (рис. 1; а, б).
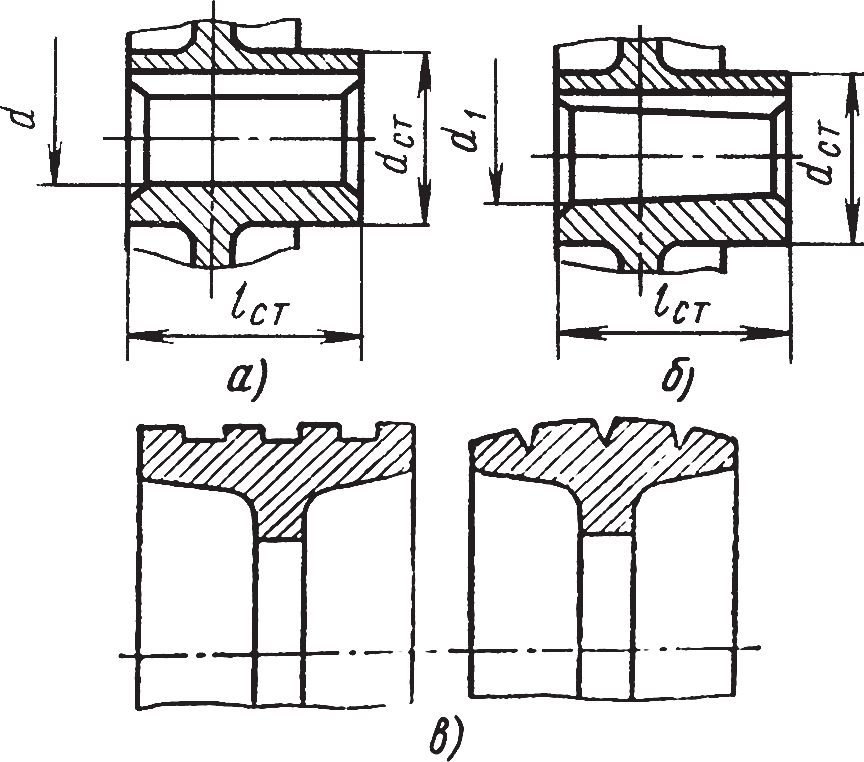
Рис. 1. Конструкция шкивов
Посадочные отверстия под вал должны иметь шероховатость не выше Ra =1,25 ÷ 2,5 мкм, остальные обработанные поверхности Rz=40 мкм. Необработанные поверхности шкивов должны быть окрашены.
При шпоночном соединении и цилиндрическом сопряжении назначают посадки: в случае нереверсивной спокойной нагрузки – Н7/к6; нереверсивной нагрузки с умеренными толчками и ударами – Н7/m6; нереверсивной нагрузки с большими толчками и ударами – H7/p6.
Шкивы имеют гладкую рабочую поверхность обода. На поверхности обода шкивов, работающих с окружной скоростью свыше 40 м/с, должны быть проточены треугольного или прямоугольного профиля кольцевые канавки (рис. 1, в), обеспечивающие выход воздуха из-под ремня, для исключения образования воздушного клина, ухудшающего сцепление между ремнем и шкивом.
Для того, чтобы при работе не происходило сползание плоского ремня со шкивов, что может быть вызвано непараллельностью осей шкивов или формы поверхности обода, один из них делают цилиндрическим, а другой шкив (обычно ведомый) – выпуклым в осевом сечении на величину е, которая образуется дугой окружности (рис. 2, а), или делают цилиндрическую поверхность по середине шкива и конические поверхности по краям (рис. 2, б), или делают шкив выпуклым с ребордой (рис. 2, в). Обычно выпуклость предусматривается на большем шкиве. При υ>25 м/с выпуклыми должны быть оба шкива.
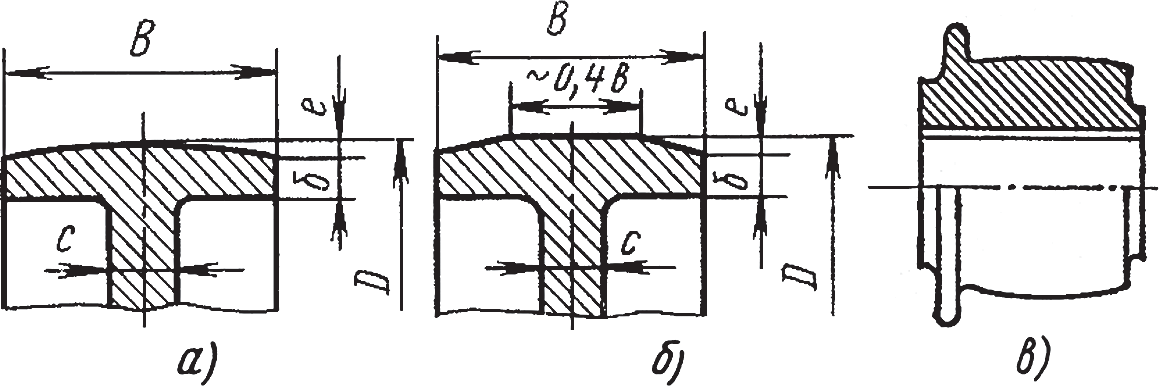
Рис. 2. Конструкция обода шкивов
Для уменьшения износа ремня в результате упругого скольжения шероховатость поверхности обода шкива не должна превышать Ra =1,25 ÷ 2,5 мкм.
Чугунные шкивы диаметром до 300 ÷ 350 мм изготовляют с диском. В дисках предусматривают отверстия круглой или контурной формы для облегчения шкива и транспортировки.
Шкивы диаметром свыше 300 мм выполняют со спицами в один ряд при ширине обода до 300 мм и в два ряда при ширине обода свыше 300 мм (рис. 3). При диаметре шкива до 500 мм ставят четыре спицы, до 1600 мм – 6 спиц.
Шкивы со спицами используют при окружной скорости υ<25 м/с, если скорость выше, применяют шкивы с диском.
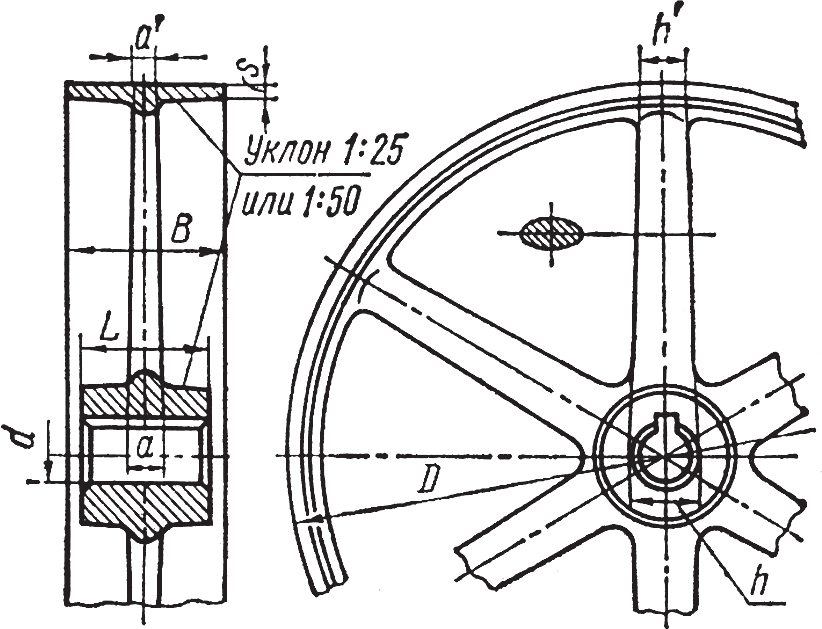
Рис. 3. Шкив со спицами
У литых шкивов спицы выполняют эллиптического сечения. Отношение малой оси сечения спицы к большой – a/h=0,4 ÷ 0,5.










У шкивов со спицами обод (а также ступицу) делают с ребрами в плоскости расположения спиц для более равномерного охлаждения и уменьшения внутренних напряжений в местах соединения спицы с ободом, а также для увеличения жесткости обода.
Посадочное отверстие под вал должно иметь шероховатость не выше Ra =1,25 ÷ 2,5 мкм, остальные обработанные поверхности Rz=40 мкм, необработанные литые поверхности Rz=40 мкм. Необработанные поверхности шкивов должны быть окрашены.
Шкивы в сборе с валами, работающие с окружной скоростью 5≤υ≤35 м/с, проверяются на наличие дисбаланса при статической балансировке.
Значения допускаемого дисбаланса приведены в табл. 1.
Таблица 1. Значения допускаемого дисбаланса
| Окружная скорость υ, м/с | 5÷10 | 10÷15 | 15÷20 | 20÷25 | 25÷30 | 40 |
| Дисбаланс, г·см, не более | 6 | 4 | 2 | 1,6 | 1,0 | 0,5 |
Шкивы быстроходных передач, при скорости υ≥З5 м/с, необходимо подвергать динамической балансировке.
Шкив: назначение, типы, материалы для изготовления
Шкив — это приводное колесо для передачи или получения крутящего момента от приводного ремня. Ременная передача использовалась людьми с античных времен, в средние века началось массовое ее применение в деревенских прялках. С началом промышленной революции ими оснащался каждый станок. В наши дни шкивы широко применяются в двигателях внутреннего сгорания, станках, бытовых приборах, ручном электроинструменте. Приводные ремни и колеса подверглись стандартизации – это позволяет добиться их взаимозаменяемости. Стандартизованы также правила и приемы изображения деталей на чертежах.

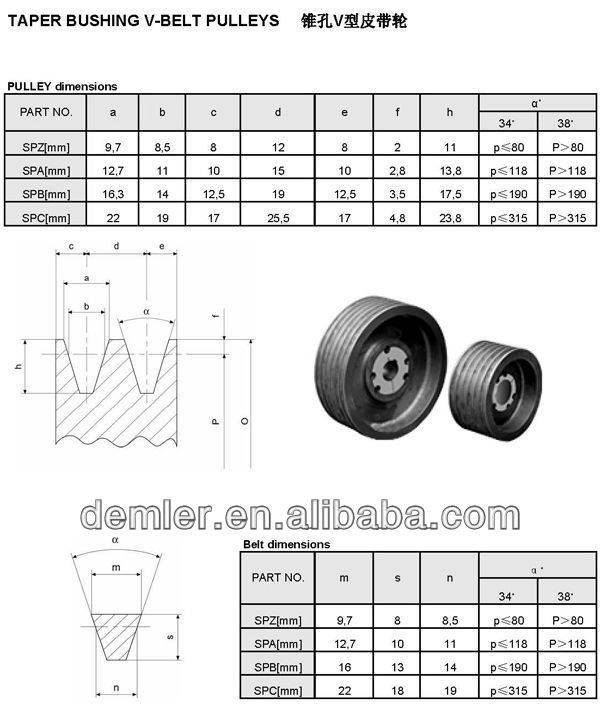
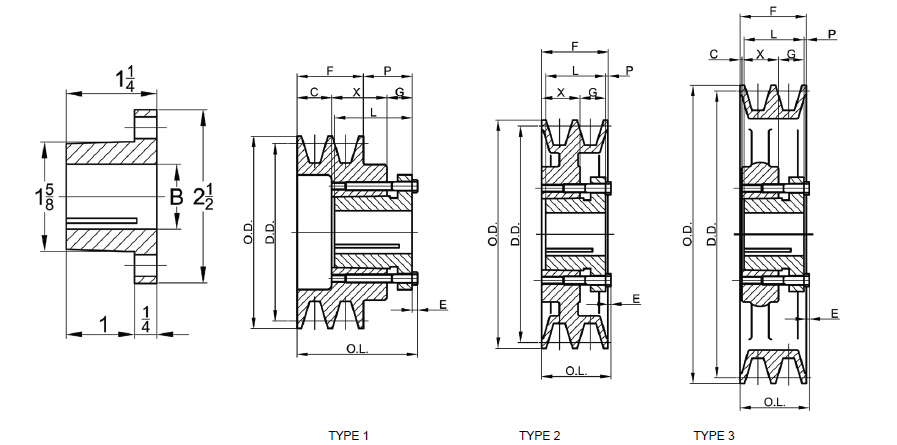
Черт.10
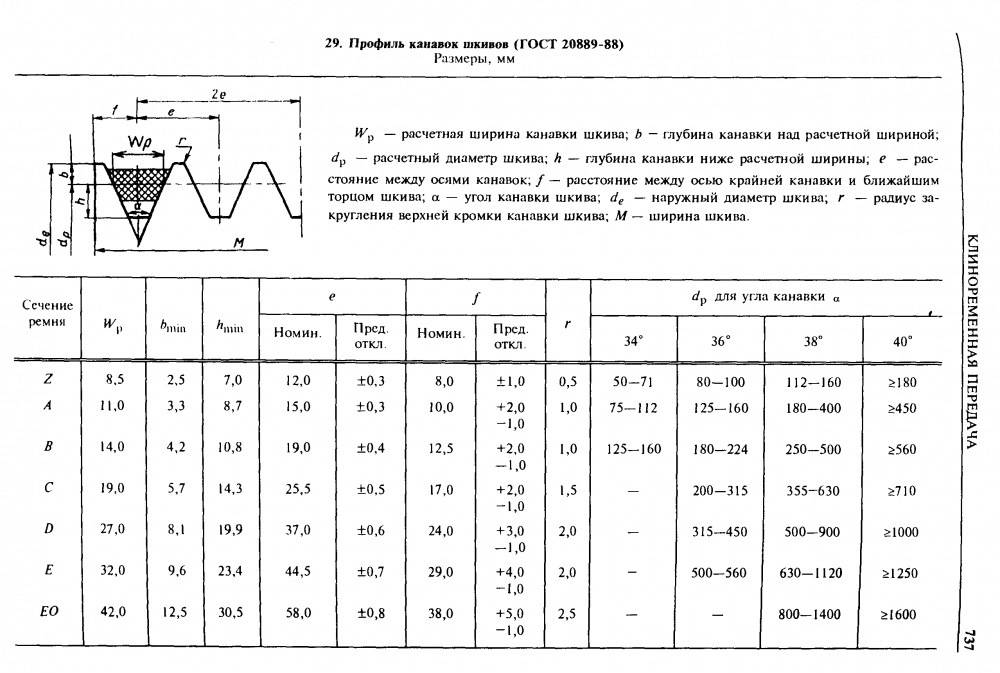
— расчетная ширина канавки шкива,— глубина канавки над расчетной шириной, — расчетный диаметр шкива,— глубина канавки ниже расчетной ширины, — расстояние между осями канавок, — расстояние между осью крайней канавки и ближайшим торцом шкива, — угол канавки шкива, — наружный диаметр шкива, — радиус закругления верхней кромки канавки шкива, — ширина шкива.
Черт.10
Таблица 2
Размеры, мм | ||||||||||||
для угла канавки | ||||||||||||
Сечение ремня | Но мин. | Пред. откл. | Номин. | Пред. откл. | 34° | 36° | 38° | 40° | ||||
Z | 8,5 | 2,5 | 7,0 | 12,0 | ±0,3 | 8,0 | ±1,0 | 0,5 | 50-71 | 80-100 | 112-160 | 180 |
А | 11,0 | 3,3 | 8,7 | 15,0 | ±0,3 | 10,0 | +2,0 | 1,0 | 75-112 | 125-160 | 180-400 | 450 |
-1,0 | ||||||||||||
В | 14,0 | 4,2 | 10,8 | 19,0 | ±0,4 | 12,5 | +2,0 | 1,0 | 125-160 | 180-224 | 250-500 | 560 |
-1,0 | ||||||||||||
С | 19,0 | 5,7 | 14,3 | 25,5 | ±0,5 | 17,0 | +2,0 | 1,5 | — | 200-315 | 355-630 | 710 |
-1,0 | ||||||||||||
D | 27,0 | 8,1 | 19,9 | 37,0 | ±0,6 | 24,0 | +3,0 | 2,0 | — | 315-450 | 500-900 | 1000 |
-1,0 | ||||||||||||
Е | 32,0 | 9,6 | 23,4 | 44,5 | ±0,7 | 29,0 | +4,0 | 2,0 Виртуальная лотерея кено с живым дилером минимальная ставка 10 рублей. | — | 500-560 | 630-1120 | 1250 |
-1,0 | ||||||||||||
ЕО | 42,0 | 12,5 | 30,5 | 58,0 | ±0,8 | 38,0 | +5,0 | 2,5 | — | — | 800-1400 | 1600 |
-1,0 |
2.5. Ширину шкива вычисляют по формуле








, (1)
где — число ремней в передаче. Наружный диаметр шкива вычисляют по формуле
. (2)
2.6. Схема построения условного обозначения шкивов приведена в приложении.
2.7. Шкивы должны быть изготовлены из материалов, обеспечивающих выполнение требуемых размеров и работу шкивов в условиях эксплуатации (наличие механических усилий, нагрев, истирание).
2.8. Отливки шкивов не должны иметь дефектов, ухудшающих их внешний вид. На поверхности отливок, подвергающихся механической обработке, допускаются дефекты по ГОСТ 19200-80 в пределах припуска на механическую обработку.
2.9. Допускаемое отклонение от номинального значения расчетного диаметра шкивов h11 по ГОСТ 25347-82, ГОСТ 25348-82.
2.10. Предельные отклонения угла канавки шкивов, обработанных резанием, должны быть не более:±1° — шкивов для ремней сечений Z, А, В.± — шкивов для ремней сечений С, D, Е, ЕО.
2.11. Предельные отклонения угла конусного отверстия — ± по ГОСТ 8908-81.
2.12. Предельные отклонения размеров необрабатываемых поверхностей для шкивов:из чугуна и стали — по 7-му классу точности ГОСТ 26645-85;из других материалов с расчетным диаметром:до 500 мм — по 16-му квалитету ГОСТ 25347-82;
св. 500 мм — по 15-му квалитету ГОСТ 25347-82, ГОСТ 25348-82.
2.13. Допуск биения конусной рабочей поверхности канавки шкива в заданном направлении на каждые 100 мм расчетного диаметра относительно оси должен быть не более:0,20 мм — при частоте вращения шкива до 8 с;0,15 мм — при частоте вращения шкива св. 8 с до 16 с;0,10 мм — при частоте вращения шкива св. 16 с
2.14. Допуск радиального биения поверхности наружного диаметра относительно оси посадочного отверстия — по 9-й степени точности по ГОСТ 24643-81 при контроле расчетного диаметра методом А. Радиальное биение наружного диаметра при контроле расчетного диаметра методом Б по ГОСТ 25069-81.
2.15. Допуск цилиндричности наружных диаметров — по 8-й степени точности по ГОСТ 24643-81.
2.16. Каждый шкив, работающий со скоростью свыше 5 м/с, должен быть сбалансирован.Нормы точности статической балансировки приведены в табл.3.
Таблица 3
Окружная скорость шкива, м/с | Допустимый дисбаланс, г·м |
От 5 до 10 | 6 |
Св. 10 » 15 | 3 |
15 » 20 | 2 |
20 » 30 | 1 |
2.17. Допуск торцового биения обода и ступицы относительной оси посадочного отверстия должен быть не грубее 10-й степени точности по ГОСТ 24643-81.
2.18. Концы валов для шкивов с цилиндрическим отверстием — по ГОСТ 12080-66; с коническим отверстием — по ГОСТ 12081-72; предельное отклонение диаметра ступицы по Н9.
2.19. Неуказанные предельные отклонения размеров обрабатываемых поверхностей: Н14; h14; ±.
2.20. Значение параметра шероховатости по ГОСТ 2789-73 рабочих поверхностей канавок шкива должно быть не более 2,5 мкм.
2.21. В шкивах со спицами ось шпоночного паза должна совпадать с продольной осью спицы.
2.22. Средний ресурс шкивов в эксплуатации для среднего режима работы устанавливается не менее 63000 ч до капитального ремонта, установленный ресурс — не менее 30000 ч до капитального ремонта.
2.23. Нерабочие поверхности металлических шкивов должны быть окрашены по ГОСТ 9.032-74 и ГОСТ 12.4.026-76.
2.24. Маркировка шкиваНа нерабочей поверхности каждого шкива должны быть четко нанесены краской: условное обозначение сечения ремня, расчетный диаметр, диаметр посадочного отверстия, марка материала и обозначение стандарта.
2.25. Маркировка тары — по ГОСТ 14192-77, при этом на ящике дополнительно указывают:условное обозначение шкива;число шкивов;дату упаковки.
2.26. Шкивы должны быть упакованы в ящики по ГОСТ 2991-85 или обрешетки по ГОСТ 12082-82.Консервация обработанных рабочих поверхностей — по ГОСТ 9.014-78. Срок действия консервации — 2 года.
Виды шкивов
За тысячелетия применения конструкторы разработали множество конструкций шкивов ременных передач. Их классификация проводится по различным признакам.
По типу применяемого ремня различают:
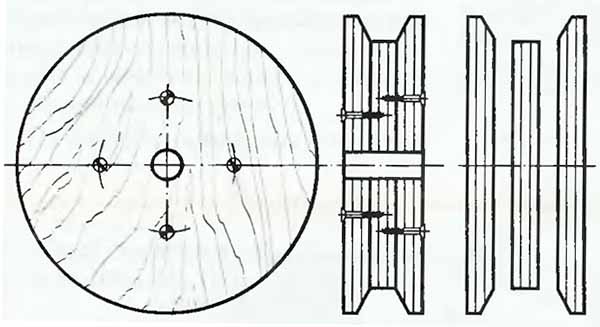
Клиновидные
Самый распространенный вид изделия. Применяются с клиновидными ремнями. Боковые щеки дают дополнительную площадь зацепления, увеличивая возможности передачи по крутящему моменту и скорости вращения.
Наклон канавки обязательно указывается на чертеже детали.
Для того, чтобы снизить габариты передачи или повысить ее мощность, параллельно запускают несколько ручьев. Такие шкивы называются многоручьевыми, они имеют соответствующее количество канавок. Иногда на такой шкив надевают единый ремень с несколькими клиновидными выступами. Это поликлиновая передача.

На чертеже допустимо дать подробно изображение одной канавки и указать их количество. Детализация остальных на чертеже не требуется
При аварийном превышении допустимой нагрузки начинается проскальзывание, защищающее оборудование от повреждения.
Клиноременные передачи позволяют передавать наибольший крутящий момент.
Зубчатые
На внутренней поверхности ремня имеются зубчатые выступы, соответствующие их по шагу зубья сделаны и на поверхности обода. Зубчатоременные пары не проскальзывают и могут передавать больший крутящий момент. Они отличаются также точностью передачи углового положения вала, поэтому применяются в газораспределительных механизмах двигателей внутреннего сгорания. Оборотной стороной является отсутствие защитной функции от перегрузок. Обод изготавливается путем фрезерования. Встречается и изготовление методом обкатки. На чертеже детали обязательно следует указать точные параметры зуба, его шаг, высоту, профиль.
Плоскоременные
Классическая конструкция, применявшаяся в самых первых передачах. Гасит вибрацию и динамические нагрузки от ведущего вала. Отличаются низкой шумностью, ограниченным моментом и скоростью вращения.

С помощью дополнительных роликов можно связывать ведомые и ведущие валы, находящиеся в разных плоскостях, не соосные, изменять направление вращения. Таким образом можно заменить карданные и червячные передачи. Чертеж такого изделия наиболее простой, однако на нем следует указать радиусы сопряжения обода и щечек, если они предусмотрены. Иногда щек не предусматривают, а профиль обода делают выпуклым. В этом случае на чертеже следует указывать его радиус.
Круглоременные
Проточка в ободе имеет полукруглый профиль. Такие ременные передачи используют при небольших предаваемых моментах и скоростях вращения. Они также позволяют изменят направление вращения и связывать оси, находящиеся в разных плоскостях. На чертежах таких деталей указывается лишь радиус проточки канавки.
Вариаторные
Это наиболее сложные по конструкции устройства. обод выполнен в виде конуса с конической перемещающейся щекой. Клиноременное кольцо имеет возможность перемещаться по конусу в осевом направлении, с меньшего радиуса на больший. Второй шкив имеет обратную конусность, и привод при этом на нем перемещается с меньшего радиуса на больший. При этом передаточное число передачи меняется. Щеки обеих шкивов могут двигаться и в обратном направлении, меняя передаточное число в обратную сторону.

Преимущество конструкции заключается в том, что передаточное число можно менять без остановки вращения и не снимая с привода нагрузки. По чертежу бывает сложно понять принцип действия устройства. Трехмерное моделирование позволяет дополнять модели кинематическими симуляциями, наглядно демонстрирующими взаимодействие деталей механизма.
Различают шкивы и по способу размещения на валу:
- Под втулку. Позволяют путем подбора втулки соответствующего внутреннего диаметра закрепить привод на любом стандартном валу. При повреждении посадочного места достаточно заменить втулку, что облегчает и ускоряет ремонт.
- Под расточку. Выпускаются с маленьким центральным отверстием. Его растачивают или рассверливают под диаметр вала. В случае повреждения сложно отремонтировать.
- Под фиксированный диаметр. Обычно снабжаются проточкой под шпоночное крепление или шлицами. Очень простой и быстрый монтаж и демонтаж. Требуют точного соответствия диаметров. Допускают изготовление облеченных деталей.
Шкивы тонкостенные клиноременных передач
Задача уменьшения массы и моментов инерции клиноременных шкивов решается изготовлением этих шкивов из тонкой листовой стали штамповкой и сваркой. Подобные шкивы (сварные и сборные) (рис. 11…16) получили в настоящее время широкое распространение. Конструкция сварного шкива дана также в разделе сварных соединений. Конструкция сборного шкива (рис. 14) позволяет изменением числа проставок (дисков) менять диаметр.
Соседние страницы
- Натяжные устройства ременных передач
- Натяжные ролики ременных передач
- Ремни плоские приводные резинотканевые по ГОСТ 23831-79
- Шкивы плоскоременных передач
- Ремни приводные клиновые нормальных сечений по ГОСТ 1284.1-80 (СТ СЭВ 4481-84)
- Ремни клиновые вариаторные
- Раздвижные шкивы
Шкив из фанеры в домашних условиях
Шкив для любого станка можно выполнить без привлечения токаря. Для этого рекомендуем взять фанерный лист с толщиной около 10 миллиметров и придерживаться следующих инструкций:
Размечаем поверхность фанеры в соответствии с планируемыми габаритами нашей детали. Стоит отметить, что эти параметры необходимо учитывать и при выборе листа фанеры. Нарезаем круги из нашего материала. Для этого рекомендуем использовать лобзик
В ходе работ особое внимание обратите на качество разрезов и целостность заготовок. Учитывая толщину нашей фанеры (1 см) вырезаем из нее 6 кругов. Берем три вырезанных круга и с помощью дрели высверливаем в их центре отверстия
Их размеры надо сопоставлять с диаметром вала двигателя нашего станка
Берем три вырезанных круга и с помощью дрели высверливаем в их центре отверстия. Их размеры надо сопоставлять с диаметром вала двигателя нашего станка
Сверлить дырки следует таким образом, чтобы их диаметр был меньше его диаметра на 1-2 миллиметра. Соединяем три круга с отверстиями при помощи клея и саморезов, которые сверлим по краям заготовок. Отверстие созданной нами детали расширяем при помощи круглого напильника до такой степени, чтобы заготовка плотно садилась на вал двигателя. Три фанерных круга без отверстий тоже ставим на клей и соединяем при помощи саморезов. После того как эти круги будут надежно закреплены между собой, мы посредством более длинных шурупов крепим их к основному валу. Шесть скрепленных фанерных кругов необходимо обточить. Лучше всего это делать с помощью стамески или напильника. Выполняя эту работу необходимо помнить, что качество обточки напрямую будет влиять на функционирование самодельного шкива.
Стоит отметить, что таким же образом можно делать не только приводной шкив, но фланец для наждачной бумаги и другие типы насадок. Кроме того, в ходе самостоятельного изготовления шкива необходимо учитывать и тип ременной передачи, который будет использоваться на станке. Если передача будет зубчатой, то и шкив следует сделать зубчатым. Формирование такой детали будет занимать намного больше времени, ведь на заготовке придется еще делать и зубья.
Видео: как сделать шкив?