

Вакуумная цементация
– возможность эффективного регулирования профиля распределения углерода в цементованном слое и его микроструктуры;
– отсутствие кислородсодержащих компонентов в атмосфере, что исключает внутреннее окисление деталей;
– лучшее проникновение газа-карбюризатора в отверстия малого диаметра, что обеспечивает равномерную цементацию внутренних полостей;
– высокая повторяемость результатов процессов, проходящих в одинаковых условиях;
– получение светлой поверхности деталей после цементации;
– отсутствие газоприготовительных установок и приборов контроля угле родного потенциала;
– уменьшение удельного расхода электроэнергии и технологического газа;
– большая мобильность оборудования (пуск и остановка занимают несколько минут);
– сокращение длительности процесса в результате проведения его при высокой температуре и изменения потенциала атмосферы;
– повышение культуры производства и улучшение условий труда.
Первая информация о процессе вакуумной цементации относится к началу 70-х годов, когда специалисты фирмы “Хейес” (США) впервые осуществили вакуумную цементацию в модернизированных печах типа VCQ.
При вакуумной цементации, загрузку деталей производят в холодную камеру, далее пуск печи, и дальнейшее управление всеми технологическими параметрами (температура, расход газа, давление, длительности периодов цементации и диффузии) производится с помощью программы, введенной в управляющий компьютер. Сначала печь вакуумируется, затем следует ступенчатый нагрев до температуры цементации. Затем садка с деталями выдерживается при постоянной температуре для выравнивания температуры внутри садки и удаления загрязнений с поверхности стали, препятствующих проникновению углерода. Продолжительность выдержки при температуре составляет от 20 до 60 мин. (в зависимости от поперечного сечения деталей). Далее происходит подача в камеру реакционного газа, в качестве которого применяют такие углеводороды как метан, пропан, бутан или ацетилен. Давление и расход газа зависят от типа газа, объема камеры и площади поверхности деталей. Давление газа может находиться в интервале 4 – 400 мбар, а расход в интервале 500 -5000 нл/ч. При этом стараются как можно больше обогатить поверхностную зону углеродом, чтобы концентрация углерода в этой зоне достигла более высоких значений, чем задаваемые значения для окончательно обработанной детали. За стадией науглероживания следует диффузионная стадия процесса. Для того, чтобы избежать дальнейшего науглероживания во время диффузионной стадии, по окончании стадии науглероживания печь снова вакуумируют. Далее закачивают в печь немного азота (до установления давления в печи 2 мбара) с целью уменьшения эффекта сублимации (выветривания, улетучивания) в вакууме углерода и легирующих элементов с поверхности деталей при прохождении стадии диффузии. Стадии науглероживания и диффузии чередуют до тех пор, пока не будут получены требуемые глубина цементованного слоя и концентрационный профиль углерода. Оптимальный технологический процесс вакуумной цементации состоит из трех стадий науглероживания и трех стадий диффузии. На следующем этапе, осуществляется охлаждение печи и садки с деталями до цеховой температуры и в зависимости от конструкции печи это может происходить как в самой камере с использованием инертного газа (азот, аргон или гелий) при разных давлениях, так и в масле закалочного бака. После достижения печью цеховой температуры компьютерное управление отключается и с помощью погрузчика садку выгружают.
Некоторые особенности технологии – вместо заключения
Иногда при цементации необходимо защитить некоторые поверхности. Для этого применяют 3 основных способа: защита допусками, меднение поверхности, защита пастами.
Цементацию широко применяют в машиностроении для повышения твердости и износостойкости изделий с сохранением высокой вязкости их сердцевины. Удельный объем закаленного науглероженного слоя больше, чем сердцевины, и поэтому в нем возникают значительные сжимающие напряжения. Остаточные напряжения сжатия в поверхностном слое, достигающие 400–500 МПа, повышают предел выносливости изделия. Низкое содержание углерода (0,08–0,3 %) обеспечивает высокую вязкость сердцевины за счет неполной прокаливаемости. Цементации подвергают качественные стали 08, 10, 15 и 20 и легированные стали 12ХНЗА, 18ХГТ и др. Твердость поверхностного слоя для углеродистой стали составляет 60–64 HRC, а для легированной – 58–61 HRC; снижение твердости объясняется образованием повышенного количества остаточного аустенита.
Высокоэнергетические методы химического модифицирования поверхностных слоев стальных изделий
Наиболее перспективными методами модифицирования поверхностных слоев машиностроительных деталей являются ионно-диффузионное модифицирование в тлеющем разряде, ионная имплантация (ионное легирование), а также комбинации ионно-плазменных методов с лазерной или электронно-лучевой обработкой.
Ионное азотирование реализуется в тлеющем разряде постоянного напряжения в среде азота или аммиака. Ионы азота, ударяясь об обрабатываемую стальную деталь, являющуюся катодом, осаждаются на ней, а затем диффундируют вглубь, так как поверхность катода разогревается при бомбардировке ионами с энергией в несколько сот электронвольт до 500…600 °С. При соударении ионов с поверхностью детали происходит ее очистка от адсорбированных и оксидных пленок, препятствующих проведению обычного азотирования некоторых сталей, например коррозионно-стойких. Длительность ионного азотирования сокращается по сравнению с обычным азотированием, температура процесса снижается, а механические свойства поверхностного слоя повышаются.
Кроме азотирования ионно-диффузионными методами, могут быть осуществлены цементация, силицирование, борирование и комплексное насыщение (карбонитрирование и т. д.) поверхностных слоев стальных изделий модифицирующими элементами.
Ионная имплантация основана на том, что при повышении энергии бомбардирующих ионов последние проникают внутрь кристаллической решетки металла, легируя поверхностный слой и упрочняя его за счёт искажения решётки. Энергия ионов при имплантации составляет 10…200 кэВ, а плотность ионных пучков – 1015…1018 частиц на 1 см2. С помощью ионной имплантации можно осуществить азотирование, борирование, оксидирование поверхностного слоя изделий и легирование его различными металлами. При ионной имплантации износои коррозионная стойкость поверхностных слоёв стальных деталей повышаются без изменения размеров последних.
При реализации данного метода можно получить в поверхностном слое такие фазы, которые невозможны в равновесном состоянии, например из-за ограниченной взаимной растворимости компонентов. Основными недостатками метода являются относительно высокая стоимость оборудования, невозможность обработки изделий сложной формы, а также малая толщина имплантированного слоя.
К перспективным методам поверхностного модифицирования конструкционных материалов относят лазерное поверхностное и электронно-лучевое легирование.
Лазерное поверхностное легирование характеризуется, как и лазерная закалка, интенсивным кратковременным тепловым воздействием на поверхностный слой изделия, которое зависит от плотности энергии лазерного излучения, подводимой к поверхности, и длительности облучения. При лазерном легировании тепловое воздействие сочетается с подведением к поверхности изделия легирующих элементов. Для этого на обрабатываемую лазером поверхность предварительно наносят тонкое покрытие из легирующего элемента (например, методом плазменного напыления или электролитическим) или осуществляют ионную имплантацию легирующего элемента в поверхностный слой перед лазерной обработкой. Возможна и одновременная подача легирующего элемента в зону обработки в момент лазерного облучения. Лазерная обработка вызывает проплавление поверхностного слоя и смешивание легирующего элемента с материалом основного слоя. Последующая скоростная кристаллизация в металле завершается образованием метастабильных фаз, состав которых может резко отличаться от равновесного.
Лазерное легирование углеродистых сталей позволяет получать поверхностные слои изделий с требуемыми структурой и комплексом свойств. Хорошие результаты достигнуты при обработке сканирующим лазерным лучом стальных изделий, покрытых порошками хрома и никеля; при этом существенно повышаются износостойкость и коррозионная стойкость изделий.
Электронно-лучевое поверхностное легирование сталей осуществляется в вакууме при облучении изделия потоком электронов. Оно даёт результаты, сходные с результатами лазерного легирования. Возможно как предварительное, так и одновременное подведение легирующих элементов в зону обработки.
Применение электронно-лучевого и лазерного легирования, а также ионно-плазменных методов упрочнения сталей ограничено из-за высокой стоимости и сложности технологического оборудования. Однако потенциальные возможности высокоэнергетических методов модифицирования поверхностных слоёв металлических изделий очень высоки, что обусловливает их достаточно широкое внедрение в машиностроении.
Просмотров: 1 679
Преимущества и недостатки обработки
Положительная сторона цианирования — весь процесс происходит при относительно невысоких температурах. Это позволяет не изнашивать используемое оборудование и предотвращать возникновение деформаций в обрабатываемых деталях.
После обработки структура отличается большей устойчивостью к различным повреждениям. Именно обработка при помощи цианирования позволяет в дальнейшем применять способ закаливания низколегированных сталей в масле. Остаточный аустенит, который присутствует в изделиях из стали, подвергшихся цианированию, обеспечивает улучшение параметров по следующим характеристикам:
- пластичность;
- ударная вязкость;
- прочность на изгиб.
Именно благодаря этим характеристикам цианированию могут подвергаться детали, которые в дальнейшем будут эксплуатироваться в условиях повышенных нагрузок.
Один из главных недостатков цианирования — после сложной обработки защитный слой может составлять всего 0,7-0,8 миллиметров
Так как в процессе работы используется азотированная и науглероживанная атмосфера, что очень важно контролировать количество этих материалов в воздухе, а также при необходимости проветривать помещение
Преимущества и недостатки обработки
Положительная сторона цианирования — весь процесс происходит при относительно невысоких температурах. Это позволяет не изнашивать используемое оборудование и предотвращать возникновение деформаций в обрабатываемых деталях.



После обработки структура отличается большей устойчивостью к различным повреждениям. Именно обработка при помощи цианирования позволяет в дальнейшем применять способ закаливания низколегированных сталей в масле. Остаточный аустенит, который присутствует в изделиях из стали, подвергшихся цианированию, обеспечивает улучшение параметров по следующим характеристикам:
- пластичность;
- ударная вязкость;
- прочность на изгиб.
Именно благодаря этим характеристикам цианированию могут подвергаться детали, которые в дальнейшем будут эксплуатироваться в условиях повышенных нагрузок.
Один из главных недостатков цианирования — после сложной обработки защитный слой может составлять всего 0,7-0,8 миллиметров
Так как в процессе работы используется азотированная и науглероживанная атмосфера, что очень важно контролировать количество этих материалов в воздухе, а также при необходимости проветривать помещение
Преимущества нитроцементации перед цементацией
Процесс нитроцементации – самый безопасный и передовой метод укрепления стали углеродом и азотом. По сравнению с обычным цементированием он имеет ряд преимуществ:
- быстрее происходит поверхностная диффузия;
- нет необходимости в подготовке;
- металл при нитроцементации не подвергается сильному перегреву, и, как следствие, не происходит изменение кристаллической решетки;
- заготовки менее подвержены деформации;
- после прохождения обработки последующее закаливание и отпуск проходят более качественно;
- нитроцементация – самый дешевый способ укрепления стали, поэтому ее повсеместно используют в машиностроении.
Химический состав легированной стали
Есть постоянные компоненты – это те, которые есть в любом сплаве данной категории, есть также необязательные, легирующие ингредиенты. Сперва перечислим те, которые образуют классический материал:
- Железо. Это очень ковкий сам по себе металл, который добывается из руды. Особенность в том, что его довольно много находится в недрах земли, по добываемости он на втором месте после алюминия. Он хорошо вступает в реакции, именно по этой причине его можно сплавлять различными образами. В процентном соотношении его может быть от 45 до 97-99 процентов. Точное количество частей мы называть не будем, поскольку существует очень много марок сталей, состав которых разнится.
- Углерод. Это один из неотъемлемых компонентов. При совокупности данных веществ увеличиваются природные качества железа. В среднем его добавляют от 0,1% до 1,4% к общей массе. Чем больше его содержание, тем выше прочность. Все стальные изделия делят на углеродистые и низкоуглеродистые.
- Марганец. Интересный ингредиент, который также является легирующим. Хотя если его меньше, чем 1%, то особенных свойств он не придает. Сам по себе это очень красивый серебристый металл, именно от него слитки приобретают свой характерный перелив. Но основная заслуга марганца в том, что он является раскислителем, то есть способствует удалению из сплава кислорода, который, в свою очередь, негативно влияет на особенности. Есть интересные соединения (имени Гадфильда – создателя), которые содержат около 11 – 14 процентов. В таком случае сталь теряет свои магнитные качества, а также становится очень ударопрочной и износостойкой, поскольку при ударах упрочняется.
- Кремний – обязательный элемент, который при большом содержании (более 0,8%) имеет легирующие свойства. Он тоже является раскислителем, а также увеличивает стойкость, предел упругости, жаропрочность и некоторые другие особенности.
Кроме того, в составе обычно есть вредные и скрытые примеси. От них пытаются избавиться, но, к сожалению, полностью убрать не получается. Поэтому в крайне малых дозах в образцах есть:
- Сера, из-за которой увеличивается красноломкость – появляются трещины на разогретой заготовке.
- Фосфор, он приводит к увеличению хладноломкости, то есть хрупкости.
- Кислород, азот и водород – «разрыхляют» структуру.
- Окислы и нитриды – могут привести к надрывам.
Третья группа компонентов – это случайные. Они попадают в емкость вместе с шихтами, то есть со смесью исходных материалов, и не несут положительного влияния. Бывают безвредными или не очень полезными, но из-за малой доли содержания практически не важны. К ним относят:
- медь;
- цинк;
- свинец;
- хром;
- никель и пр.
И, наконец, четвертая группа – это специальные легирующие добавки. Эти элементы вводятся дополнительно для повышения определенных характеристик. Именно они делают из классического сплава упрочненный. Более подробно мы перечислим компоненты в соответствующем разделе статьи.
Свойства металла после обработки
После проведения цементации твердость науглероженного слоя достигает: 58-61 HRC на легированных сталях и 60-64 HRC на низкоуглеродистых сталях. Длительное нахождение стали при высоких значениях температуры, вызывает изменение структуры металла.
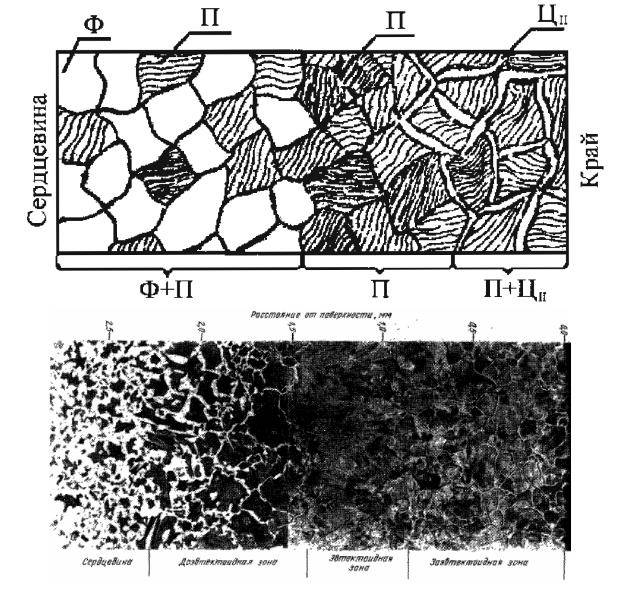
Структура стали после цементации
Для исправления крупного зерна металла детали после цементации подвергаются повторному нагреву и закалке с последующим отпуском или нормализацией.
Закалка производится при температуре, не превышающей 900С. В металле происходит измельчение зерна за счет получения перлита и феррита.
Вместо закалки для легированных сталей производят нормализацию. После сквозного прогрева в середине детали образуется мартенсит. Нагрев детали зависит от марки стали, из которой она была изготовлена.
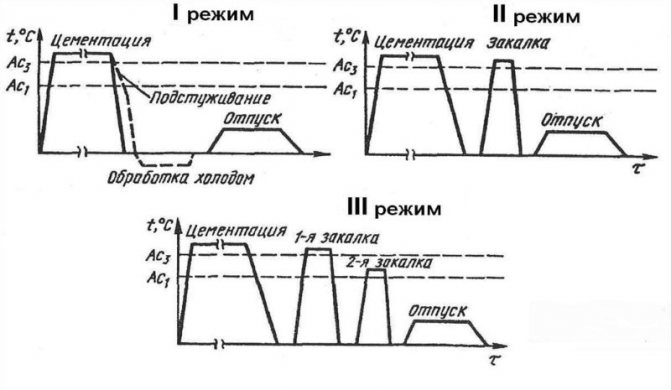
Режимы термической обработки стали после цементации
В качестве заключительной фазы проводят низкотемпературный отпуск, который позволяет устранить поверхностные напряжения и деформации, вызванные высокотемпературной обработкой.
Нитроцементация это насыщение поверхностного слоя металла
Цементация стали — разновидность химико-термической обработки, заключающаяся в диффузионном насыщении поверхностного слоя изделий из низкоуглеродистой стали (0,1—0,2% С) углеродом при нагреве в соответствующей среде. Цель Ц. — повышение твёрдости и износостойкости поверхности, что достигается обогащением поверхностного слоя углеродом (до 0,8—1,2%) и последующей закалкой с низким отпуском. Глубина цементованного слоя 0,5—1,5 мм (реже больше); концентрация углерода в слое убывает от поверхности к сердцевине изделия. Ц. и последующая термическая обработка повышают предел выносливости металла и понижают чувствительность его к концентраторам напряжения. Различают Ц. твёрдыми углеродсодержащими смесями (карбюризаторами) и газовую Ц. На заводах массового производства обычно применяют газовую Ц., при которой легче регулируется концентрация углерода в слое, сокращается длительность процесса, обеспечивается возможность полной его механизации и автоматизации, упрощается последующая термическая обработка.
Нитроцементация сталей процесс насыщения поверхности стали одновременно углеродом и азотом при 700—950 °C в газовой среде, состоящей из науглероживающего газа и аммиака. Наиболее часто нитроцементация проводится при 850—870 °С. После нитроцементации следует закалка в масло с повторного нагрева или непосредственно из нитроцементационной печи с температурой насыщения или небольшого подстуживания. Для уменьшения деформации рекомендуется применять ступенчатую закалку с выдержкой в горячем масле 180—200 °С.
Преимущества: при легировании аустенита азотом снижается температура α γ-превращения, что позволяет вести процесс насыщения при более низких температурах.
Процесс нитроцементации получил широкое распространение в машиностроении для деталей, по условиям работы которых достаточна толщина упрочненного слоя 0,2—1,0 мм. На ВАЗе 94,5 %деталей, упрочняемых химико-термической обработкой, подвергается нитроцементации. Например, нитроцементация широко применяется для упрочнения зубчатых колёс.
Билет №12
1. Эвтектоидное (перлитное) превращение в системе «железо-углерод».
По линии PSK при постоянной температуре 727o С идет эвтектоидное превращение, заключающееся в том, что аустенит, содержащий 0,8 % углерода, превращается в эвтектоидную смесь феррита и цементита вторичного: A0,83 -> эвт. (Ф + Цп)
По механизму данное превращение похоже на эвтектическое, но протекает в твердом состоянии.
Эвтектоид системы железо – цементит называется перлитом (П), содержит 0,8 % углерода. Название получил за то, что на полированном и протравленном шлифе наблюдается перламутровый блеск. Перлит может существовать в зернистой и пластинчатой форме, в зависимости от условий образования. По линии PQ начинается выделение цементита третичного из феррита, обусловленное снижением растворимости углерода в феррите при понижении температуры.
2. Химико – термическая обработка стали.
Химико-термическая обработка (ХТО) – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя детали. Изменение химического состава поверхностных слоев достигается в результате их взаимодействия с окружающей средой, в которой осуществляется нагрев. В результате изменения химического состава поверхностного слоя изменяются его фазовый состав и микроструктура, Основными параметрами химико-термической обработки являются температура нагрева и продолжительность выдержки.


В основе любой разновидности химико-термической обработки лежат процессы диссоциации
,адсорбции, диффузии.Диссоциация
– получение насыщающего элемента в активированном атомарном состоянии в результате химических реакций, а также испарения.
Адсорбция
– захват поверхностью детали атомов насыщающего элемента.
Адсорбция – всегда экзотермический процесс, приводящий к уменьшению свободной энергии.
Диффузия –
перемещение адсорбированных атомов вглубь изделия.
Для осуществления процессов адсорбции и диффузии необходимо, чтобы насыщающий элемент взаимодействовал с основным металлом, образуя твердые растворы или химические соединения.
Химико-термическая обработка является основным способом поверхностного упрочнения деталей.
Основными разновидностями химико-термической обработки являются: цементация
(насыщение поверхностного слоя углеродом);азотирование
(насыщение поверхностного слоя азотом);
нитроцементация или цианирование
(насыщение поверхностного слоя одновременно углеродом и азотом);диффузионная металлизация
(насыщение поверхностного слоя различными металлами).
Нитроцементация сталей
Нитроцементация – это процесс одновременного насыщения стали углеродом и азотом в среде, состоящей из науглероживающего газа и аммиака. По сравнению с цементацией, нитроцементацию проводят при более низких температурах – 850-870 °С. Это обусловлено тем, что азот, проникая в сталь одновременно с углеродом, понижает температуру существования твердого раствора на основе Feγ и тем самым способствует науглероживанию стали при более низких температурах. По сути, азот, выполняя роль легирующего элемента, понижает критические точки стали. Понижение температуры насыщения без увеличения длительности процесса позволяет снизить деформацию обрабатываемых деталей.
Для нитроцементации рекомендуется использовать контролируемую эндотермическую атмосферу, к которой добавляют 3–15 % не отработанного природного газа и 2–10 % NН3 или жидкий карбюризатор – триэтаноламин (С2Н5О)3N, который в виде капель вводят в рабочее пространство.
Нитроцементации обычно подвергают легированные стали с содержанием углерода до 0,25 %. Продолжительность процесса 4–10 ч. Толщина нитроцементованного слоя составляет 0,2–0,8 мм. После нитроцементации следует закалка либо непосредственно из печи с подстуживанием до 800–825 °С, либо после повторного нагрева; реже применяют ступенчатую закалку. После закалки проводят отпуск при 160–180 °С. Микроструктура нитроцементованной стали выглядит как показано на рисунке ниже.
После насыщения структура нитроцементованного слоя состоит из мелкокристаллического мартенсита, небольшого количества мелких равномерно распределенных карбонитридов и 25–30 % остаточного аустенита. Твердость слоя после закалки и низкого отпуска составляет 58–64 HRC. Высокое содержание остаточного аустенита обеспечивает хорошую прирабатываемость например, не шлифуемых автомобильных шестерен, что обеспечивает бесшумность их движения. Максимальные показатели прочности достигаются только при оптимальном для данной стали содержании на поверхности нитроцементованного слоя углерода и азота.
Преимущества нитроцементации перед цементацией
- Смещаются критические точки превращений к более низким температурам. Это позволяет снизить температуру процесса до 810-850оС. Такая температура, по сравнению с температурой цементации (910-1050оС) приводит к гораздо меньшим короблениям изделий;
- Из-за относительно невысоких температур процесса, аустенитное зерно при нитроцементации может вырастать гораздо меньше, чем при науглероживании в процессе цементации;
- Процесс нитроцементации в ряде случаев проходит гораздо быстрее, чем процесс цементации. При этом чаще всего, нет необходимости делать закалку с повторного нагрева, как при цементации.
Низкотемпературная нитроцементация
В промышленности, для конструкционных и инструментальных сталей иногда применяют нитроцементацию при более низких температурах. Низкотемпературную нитроцементацию проводят при 570 °С в течение полутора – трех часов в атмосфере, содержащей 50 % эндогаза (экзогаза) и 50 % аммиака или 50 % пропана (метана) и 50 % аммиака.
3
Технология цементации стали, ее сущность и назначение — методики и видео
В зависимости от специфики применения различных металлов и сплавов нередко производится их дополнительная обработка. Это позволяет выделить (усилить) те или иные свойства образца. Что представляет собой цементации стали, зачем она нужна, в каких случаях целесообразно ее проводить – об этом читатель в доступной форме узнает из предлагаемой статьи.
Существуют различные методики химико-термического воздействия на материалы. Одна из них – цементация. Применяется данная технология для сталей малоуглеродистых и легированных, содержание элемента «С» в которых не превышает 0,25%.
Назначение – повышение таких характеристик сплава, как износостойкость, прочность, твердость.
Для реализации чаще всего используются специальные печи, где процесс протекает при высокой температуре – порядка 945 (±15) ºС.
В зависимости от габаритов и конструкционных особенностей изделия оно выдерживается в таких условиях в течение нескольких часов. По сути, это комплексная обработка детали (химическая + термическая) с целью придания ей твердости.
Пастами
Технология самая простая, но не всегда применимая. Для деталей, имеющих сложную конфигурацию, с различными выступами, пазами и тому подобное, она явно не подходит.
Методика – поверхностное нанесение цементирующей пасты на образец. Ее слой выбирается большим по сравнению с расчетной глубиной проникновения углерода в сталь (примерно в 7 раз).
Условия – температурный режим выставляется в зависимости от вида пасты, в пределах от 900 до 1 000 ºС.
Такую цементацию стали можно провести и в домашних условиях, при наличии сушильного шкафа с требуемыми параметрами.
Газовой средой
Одна из самых эффективных методик, которая широко применяется в промышленности. Она существенно упрощает процесс цементации, сокращает время обработки стали и повышает производительность. Главное условие – правильно подобрать смесь по долевому содержанию углерода и оптимальный температурный режим.


Методика – продукция загружается с цементационную печь, в которую подается газ.
Кипящим слоем
Такой способ лишь отчасти напоминает предыдущий.
Методика – в печи, на решетке газораспределительной, помещается так называемый корунд. Эндогаз (смесь, в которую вводится метан) подается снизу и, поднимаясь, его разжижает, вследствие чего мельчайшие фракции начинают перемещаться вместе с потоком к обрабатываемому изделию. При высокой температуре происходит диффузия частичек корунда, и как результат, насыщение поверхностного слоя образца углеродом.
Особенность – степень цементации легко регулировать, изменяя подачу газа. Такая технология позволяет равномерно насыщать сталь по всей площади.
Такой способ, с учетом затрат и небольшой сложности, специалисты рекомендуют использовать при мелкосерийном производстве заготовок.
Твердым карбюризатором
В качестве насыщающей среды при такой технологии цементации используются полукоксы каменноугольный, торфяной или древесный уголь с гранулами от 3 до 10 мм при обязательном добавлении веществ, инициирующих процесс (активизаторов).
Методика – обрабатываемые образцы помещаются в металлическую емкость, на песчаный затвор. Они располагаются так, чтобы со всех сторон их можно было обложить слоем карбюризатора. Следовательно, соприкосновение изделий со стенками резервуара или друг с другом не допускается.
Условия цементации – температура 925 (±25) ºС. Время выдержки зависит от слоя насыщающей среды. Определяется из расчета: на 0,1 мм – 1 час термической обработки. Процесс можно ускорить, доведя нагрев до 975 – 980 ºС. Это сокращает время проведения технологической операции, но повышает эн/затраты и снижает качество готового продукта. На его поверхности образуется сетка, которую придется удалять.
В ряде случаев это довольно сложно, например, если изделие характеризуется рельефностью.
Электролитическим раствором
Методика – по сути, это разогрев постоянным током. Роль анода в цепи играет обрабатываемая деталь.
https://youtube.com/watch?v=bnkTUowNHkM
Условия – U = 150 – 300В. Это позволяет, в зависимости от силы тока, изменять температуру в пределах 500 – 1 100 ºС. Электролит готовится из нескольких компонентов, а в качестве активизаторов используются вещества с высоким содержанием углерода. Например, ацетон, сахароза, глицерин.





