

Типы гаек по способу обращения шариков бывают следующих видов
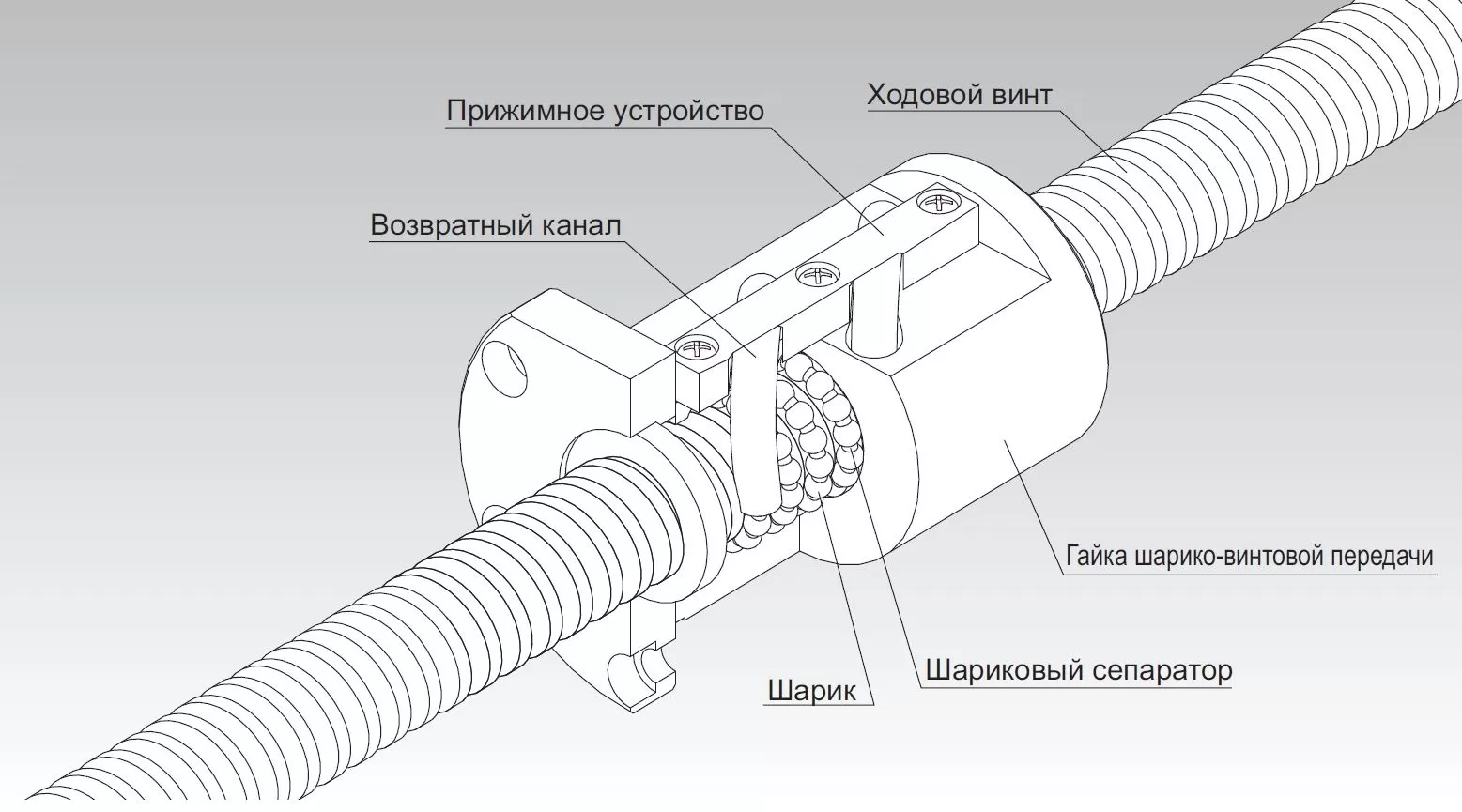
Тип с возвратным каналом
это наиболее распространенный тип гаек, он использует для обращения шариков возвратный канал. Возвратный канал позволяет подбирать шарики, пропускать их через трубку канала и возвращать в исходное положение, завершая цикл непрерывного движения.

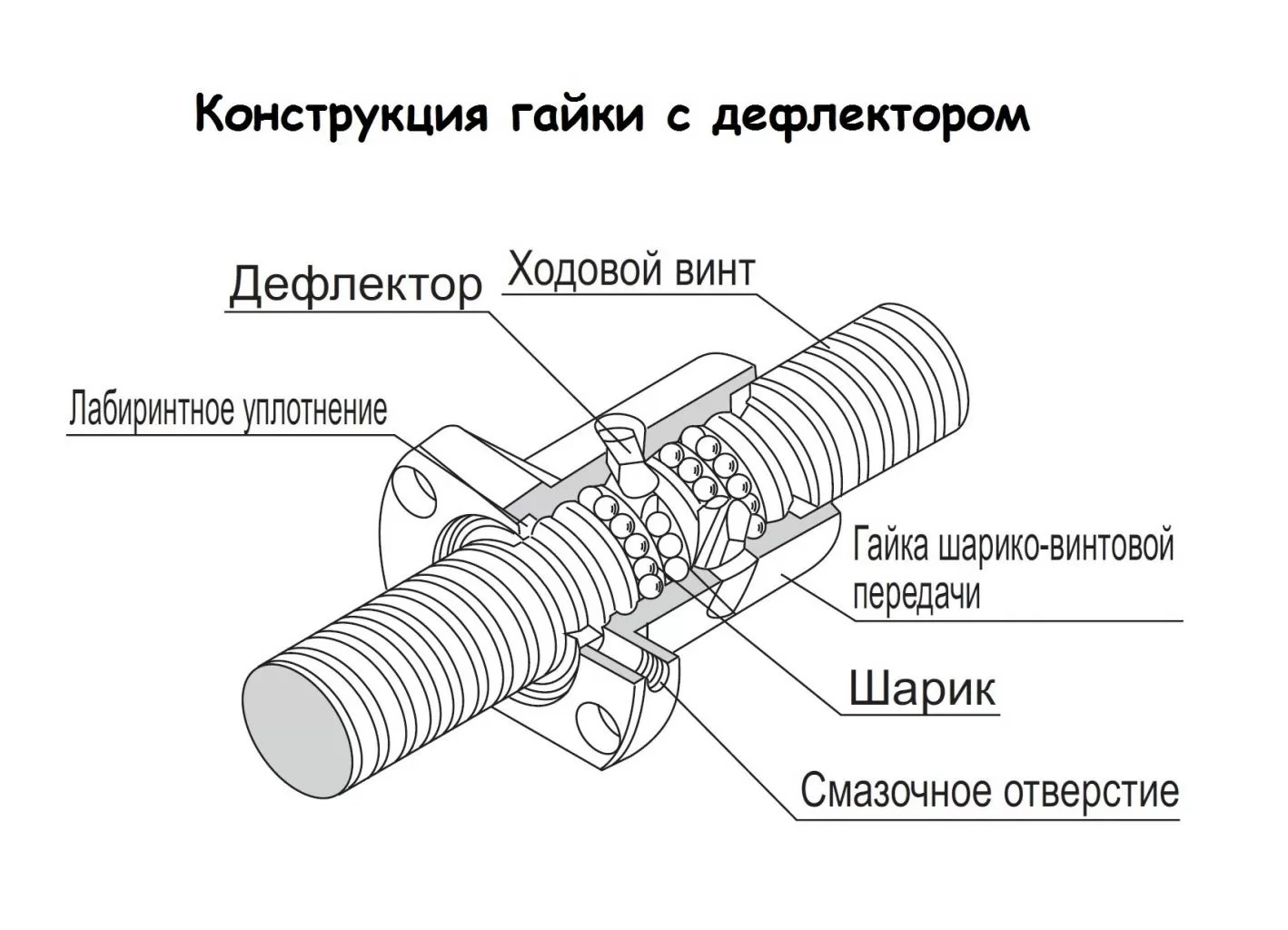
Дефлекторный тип
— наиболее компактный тип гайки. Шарики изменяют направление движения при помощи дефлектора, проходят по окружности ходового винта и возвращаются в исходное положение, завершая цикл непрерывного движения.

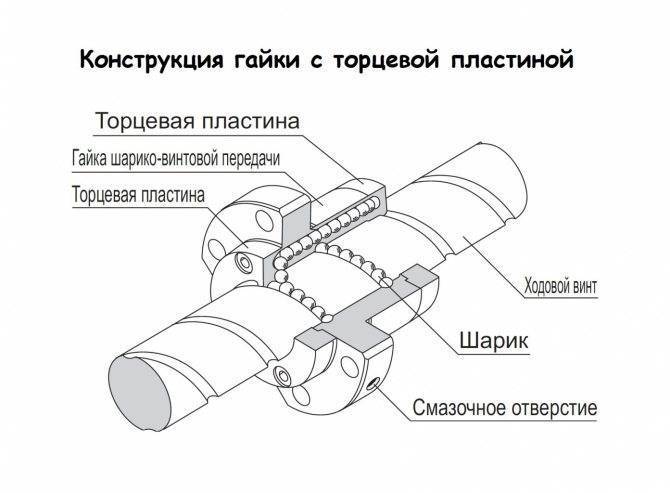
Тип с торцевой пластиной
лучше всего подходит для использования на больших скоростях с винтом большого шага. Шарики подхватываются торцевой пластиной, проходят через отверстие в гайке и возвращаются в исходное положение, завершая цикл непрерывного движения.
Область применения
ШВП получили широкое распространение во многих отраслях промышленности: станкостроение, робототехника, сборочные линии и транспортные устройства, комплексные автоматизированные системы, деревообработка, автомобилестроение, медицинское оборудование, атомная энергетика, космическая и авиационная промышленность, военная техника, точные измерительные приборы и многое другое. Несколько примеров использования этих узлов:
- Приводы подач станков с ЧПУ. Первый серийно выпускаемый в СССР обрабатывающий центр ИР-500 имел 3 координаты обработки. Современные системы содержат значительно большее количество линейных приводов. Например, многошпиндельные автоматы продольного точения Tornos серии MULTI SWISS имеют 14 управляемых осей.
- Перемещение поршня-рейки рулевого механизма автомобилей (МАЗ, КАМАЗ, Газель).
- Вертикальное перемещение каретки производственного 3D-принтера VECTORUS серий iPro и sPro.
Возможности шприцевания и систем смазок
Шприцевание – это обработка консистентными (густыми) смазками при помощи рычажно-плунжерного шприца. Спецсмазка для ШВП, линейных подшипников – Mobilux EP 2 реализуется в удобной расфасовке – в шприцах по 20 г. В некоторых случаях удобен большой медицинский шприц с капиллярной трубкой.
На различных предприятиях сформированы различные подходы. Графитовой и молибденовой смазкой одна фирма прессует раз в месяц. А в ежедневном уходе используют МС-1000, смазку для подшипников DEPO. Доступные варианты – Mobil-XHP222 (его продажа – в автомагазинах), LGHP 2 и NLGI2.

Высококачественным маслом для обработки направляющих Mobil Vactra Oil (с классом вязкости ISO 32),смазывают и узлы станков. Оно устойчиво к окислению, имеет хорошую фильтруемость, поддерживая устойчивый поток жидкости в системе. Масла серии Mobil используют при контакте с чугуном, сталью, в сочетаниях неметаллических материалов.
Существует специальное устройство – система смазки станка чпу, которая предназначена для принудительной централизованной подачи смазки в ШВП или направляющие. Каждый смазанный узел имеет длительный срок эксплуатации.
Реализуются готовые комплекты для систем подачи смазки – ZLPM1-S1, ZLPM2-S1. В них рекомендуют использовать жидкое масло, имеющее вязкость 30-46. Со станком, который смазывается при помощи систем – можно браться за выполнение любых задач.

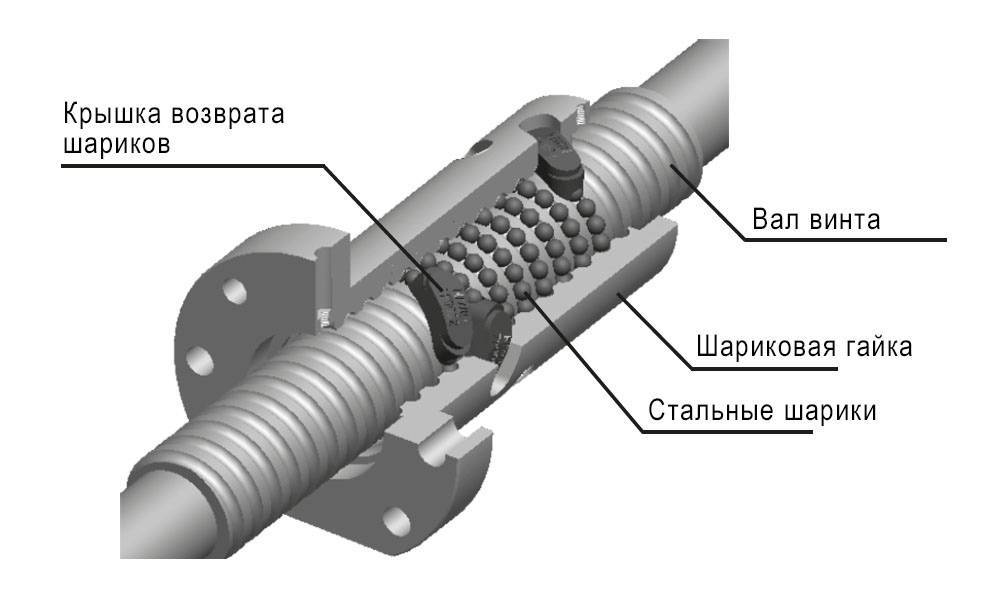
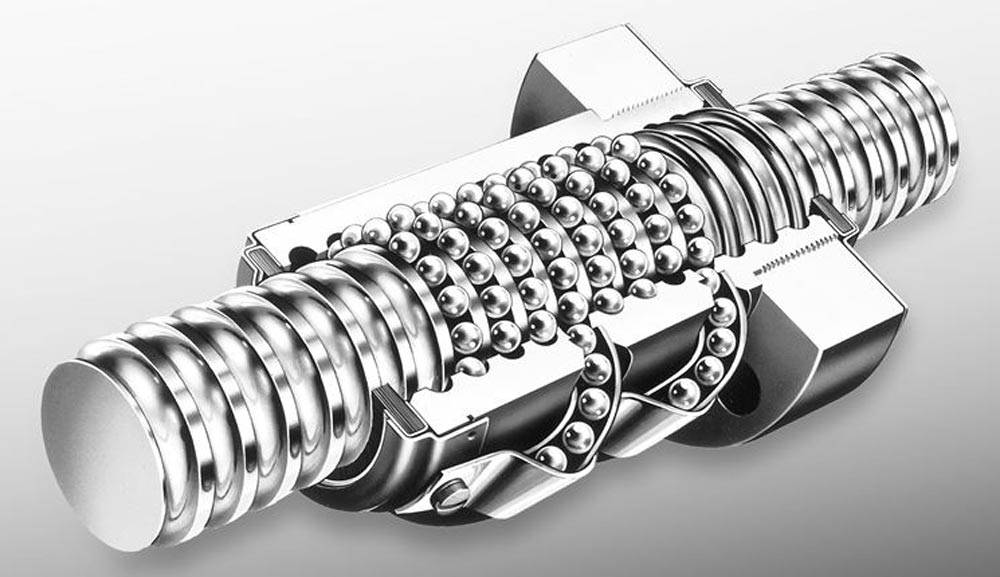
Шарико-винтовые передачи ШВП
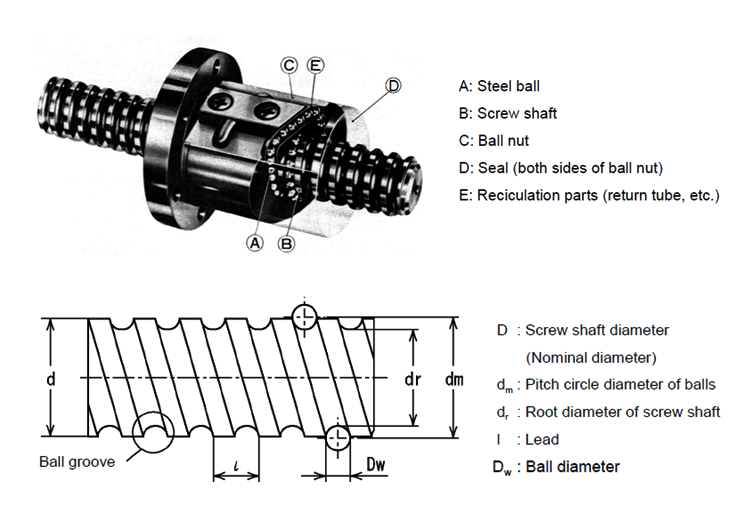
Шариковая винтовая передача – это разновидность передачи винт-гайка качения
Состоит из ходового винта, гайки с интегрированными шариками и механизмом возврата шариков.
ШВП чаще всего используются в прецизионном и промышленном оборудовании.
Необходимы для преобразования вращательного движения в поступательное или наоборот. Высокая точность и высокий КПД

| № | Наименование ШВП | Типоразмер | L резьбы | Модель станка | Цена с НДС,руб | ||
| диаметр | Шаг резбы | L общая | |||||
| 1 | 16Б16Т1.11.000 | 50 | 10 | 1500 | 1000 | 16Б16Т1 | 32 100 |
| 2 | 16Б16Т1.33.000 | 32 | 5 | 550 | 317 | 16Б16Т1 | 10 300 |
| 3 | 1716ПФ3.030.010 | 50 | 10 | 1283 | 1000 | 1710ПФ3 | договорная |
| 4 | 1716ПФЗ.034.010 | 40 | 5 | 533 | 372 | 1716ПФЗ | договорная |
| 5 | 16К20Т1.153.000.000.01 | 40 | 5 | 750 | 425 | 16К20Т1.02 | 10 000 |
| 6 | 16К20Т1.154.010.000 | 63 | 10 | 1786 | 1180 | 16К20Т1.0216К20ФЗ.С32 | 34 400 |
| 7 | 16К20Т1.154.000.000 | 63 | 10 | 1786 | 1180 | 35 400 | |
| 8 | 16К20Т1.159.000.000 | 63 | 10 | 1727 | 1192 | 36 400 | |
| 9 | 16К20Т1.158.010.000 | 40 | 5 | 622 | 407 | 16А20ФЗ.С3216А20ФЗ.С39 | 15 610 |
| 10 | 16К20Т1. 159.020.000 | 63 | 10 | 1727 | 1192 | 16А20ФЗ.С3216А20ФЗ.С39 | 37 400 |
| 11 | 30.06.600 | 32 | 5 | 365 | 225 | 1В340ФЗ | 10 000 |
| 12 | 1325ФЗ. 220.600А | 50 | 10 | 760 | 490 | 1В340ФЗ | 27 000 |
| 13 | 52.02. 20.600БА | 50 | 10 | 1580 | 1200 | 1П42ОПФ3 | договорная |
| 14 | 52.02. 30.600А | 40 | 10 | 710 | 500 | 1П42ОПФЗ | договорная |
| 15 | 1П426ФЗ. 02.26.010 | 50 | 5 | 840 | 480 | 1П426ФЗ | 14 600 |
| 16 | 1П426Ф3.03.65.010 | 63 | 10 | 1390 | 680 | 1П426ФЗ | 21 200 |
| 17 | СВ141П.11.000 | 50 | 10 | 780 | 470 | СВ141П | 16 800 |
| 18 | СВ141П.33.000 | 50 | 5 | 465 | 255 | СВ141П | 9 900 |
| 19 | 2С132ПМФ2 | 50 | 5 | 1147 | 830 | 2Р135Ф2 | договорная |
| 20 | 24К40АФ4.10.11.000 | 50 | 10 | 1030 | 820 | 24К40АФ4 | 45 200 |
| 21 | 2С132ПМФ2.36.000 | 50 | 10 | 877 | 592 | 2С132ПМФ2 | 20 507 |
| 22 | 2С132ПМФ2.39.000 | 5 | 1207 | 830 | 2С132ПМФ2 | 25 340 | |
| 23 | 21105.30.21.010 | 50 | 5 | 1330 | 1074 | 2С132ПМФ2 | договорная |
| 24 | 2С150ПМФ4.27.010 | 50 | 10 | 1410 | 1039 | СС2ВПМФ42С150пМФ4 | 26 900 |
| 25 | 2С150ПМФ4.27.040 | 50 | 10 | 1476 | 1164 | СС2ВПМФ42С150пМФ4 | 33 500 |
| 26 | 2С150ПМФ4.39.020 | 50 | 10 | 1 168 | 804 | СС2ВПМФ42С150пМФ4 | 22 600 |
| 27 | ЗД756.303.000 | 8 | 10 | 790 | 605 | 28 800 | |
| 28 | ЗЕ756.305.000 | 80 | 10 | 840 | 655 | 5Е756Ф | 26 200 |
| 29 | ЗЛ722В.162.000 | 40 | 5 | 770 | 620 | ЗЛ722В ЗЛ741В | 17 600 |
| 30 | ЗЛ722В.323.000 | 50 | 5 | 870 | 625 | ЗЛ722В ЗЛ741В | 17 200 |
| 31 | ЛШМ1.Ф3.001.333.010 | 63 | 10 | 845 | 655 | ЛШМ | договорная |
| 32 | ЛШМ1.Ф3.001.503.030 | 80 | 5 | 435 | 275 | ЛШМ | договорная |
| 33 | 4Л721.Ф1.15.120 | 25 | 5 | 350 | 238 | 4Л721Ф1 | договорная |
| 34 | 4Л721.Ф1.15.120.01 | 25 | 5 | 455 | 345 | 4Л721Ф1 | договорная |
| 35 | 4Л721.Ф1.20.220 | 25 | 5 | 492 | 335 | 4Л721Ф1 | договорная |
| 36 | 500МФ4.308.003 | 63 | 10 | 1167 | 858 | ИР500ПМФ4 | 25 000 |
| 37 | 500МФ4.407.003 | 63 | 10 | 1342 | 1025 | ИР500ПМФ4 | 30 700 |
| 38 | 500МФ4.107.003 | 80 | 10 | 1478 | 1150 | ИР500ПМФ4 | 35 300 |
| 39 | 800МФ4.308.003 | 63 | 10 | 1372 | 1063 | ИР800ПМФ4 | договорная |
| 40 | 800МФ4.402.003 | 63 | 10 | 1677 | 1307 | ИР800ПМФ4 | 40 000 |
| 41 | 6Т13Ф3-1.300.001 | 50 | 10 | 980 | 520 | ГФ21716Т13Ф3 | 15 300 |
| 42 | 6Т13Ф3-1.600.001 | 63 | 10 | 1082 | 630 | ГФ21716Т13Ф3 | 20 300 |
| 43 | 6Т13Ф3-1.700.001 | 63 | 10 | 1555 | 1224 | ГФ21716Т13Ф3 | 36 800 |
| 44 | 6Р13Ф3-37.61.001 | 63 | 10 | 1072 | 600 | ГФ2171СЗ | 18 900 |
| 45 | 6Р13Ф3-01.38.001 | 50 | 5 | 835 | 430 | ГФ2171СЗ | 12 900 |
| 46 | 6Р13Ф3-70.001 | 63 | 10 | 1620 | 1204 | ГФ2171СЗ | 34 900 |
| 47 | 72019.010.08.100 | 40 | 6 | 738 | 280 | 6М13ГН-1 | 10 200 |
| 48 | 72019.010.05.150 | 50 | 8 | 1862 | 1204 | 6М13ГН-1 | 40 600 |
| 49 | 72019.010.05.200 | 50 | 5 | 854 | 241 | 6М13ГН-1 | 16 800 |
| 50 | 6Р13Ф3.37.180 | 50 | 5 | 854 | 241 | 20 400 |
Все о ШВП
Шариково-винтовая передача – разновидность линейного привода, трансформирующего вращательное движение в поступательное, которая обладает отличительной особенностью – крайне малым трением.
Вал (обычно стальной – из высокоуглеродистых видов стали) со специфической формы беговыми дорожками на поверхности выполняет роль высокоточного приводного винта, взаимодействующего с гайкой, но не напрямую, через трение скольжения, как в обычных передачах винт-гайка, а посредством шариков, через трение качения. Это обуславливает это высокие перегрузочные характеристики шарико-винтовой передачи и очень высокий КПД. Винт и гайка производятся в паре, подогнанными, с очень жесткими допусками, и могут быть использованы в оборудовании, где требуется очень высокая точность. Шариковая гайка обычно чуть более крупная, чем гайка скольжения – из-за расположенных в ней каналов рециркуляции шариков. Однако, это практически единственный момент, в котором ШВП уступает винтовым передачам трения скольжения.
Сфера применения шарико-винтовых пар
ШВП часто применяется в авиастроении и ракетостроении для перемещения рулевых поверхностей, а также в автомобилях, чтобы приводить в движение рулевую рейку от электромотора рулевого управления. Широчайший спектр приложений ШВП существует в прецизионном машиностроении, таком, как станки с ЧПУ, роботы, сборочные линии, установщики компонентов, а также – в механических прессах, термопластавтоматах и др.










История ШВП
Исторически, первый точный шариковый винт был произведен из достаточно малой точности обычного винта, на который была установлена конструкция из нескольких гаек, натянутых пружиной, а затем притерта по всей длине винта. Путем перераспределения гаек и смены направления натяга, погрешности шага винта и гайки могли быть усреднены. Затем, полученный шаг пары, определенный с высокой повторяемостью замерялся и фиксировался в качестве паспортного. Схожий процесс и в настоящее время периодически используется для производства ШВП.
Применение ШВП
Для того, чтобы шариковая пара отслужила весь свой расчетный срок с сохранением всех, в т.ч
точностных, параметров, необходимо уделить большое внимание чистоте и защите рабочего пространства, избегать попадания на пару пыли, стружки и прочих абразивных частиц. Обычно это решается путем установки гофрозащиты на пару, полимерной, резиновой или кожаной, что исключает попадание посторонних частиц в рабочую область
Другой метод состоит в использовании компрессора – подачи фильтрованного воздуха под давлением на винт, установленный открыто
Другой метод состоит в использовании компрессора – подачи фильтрованного воздуха под давлением на винт, установленный открыто
Шарико-винтовые передачи благодаря использованию трения качения могут иметь определенный преднатяг, который убирает люфт передачи – определенный “зазор” между вращательным и поступательным движением, который имеет место при смене направления вращения
Другой метод состоит в использовании компрессора – подачи фильтрованного воздуха под давлением на винт, установленный открыто. Шарико-винтовые передачи благодаря использованию трения качения могут иметь определенный преднатяг, который убирает люфт передачи – определенный “зазор” между вращательным и поступательным движением, который имеет место при смене направления вращения
Устранить люфт особенно важно в системах с программным управлением, поэтому ШВП с преднатягом используются в станках с ЧПУ особенно часто
Недостатки шарико-винтовых передач
В зависимости от угла подъема беговых дорожек, ШВП могут быть подвержены обратной передаче – малое трение приводит к тому, что гайка не блокируется, а передает линейное усилие в крутящий момент. ШВП обычно нежелательно использовать на ручных подачах. Высокая стоимость ШВП также фактор, который зачастую склоняет выбор машиностроителей в пользу более бюджетных передач.
Преимущества шарико-винтовых передач
Низкий коэффициент трения ШВП обуславливает низкую диссипацию и высокий КПД передачи – намного выше, чем у любых других аналогов. КПД самых распространенных шариковых пар может превышать 90% по сравнению с максимальными 50% для метрических и трапецеидальных ходовых винтов. Практические отсутствующее скольжение значительно увеличивает срок службы ШВП, что снижает простой оборудования при ремонте, замене и смазке частей. Все это в сочетании с некоторыми другими преимуществами, такими как более высокой достигаемой скоростью, сниженными требованиями к мощности электропривода винта, может быть существенным аргументом в пользу ШВП в противовес его высокой стоимости.
Винтовые и реечные передачи: устройство, типы и принцип действия
Винтовая передача состоит из винта и гайки, которые имеют резьбу. Резьба – это спиральная канавка, нанесенная на цилиндрическое тело. Реечная передача состоит из зубчатого колеса (шестерни) и зубчатой рейки. Зубья расположены друг за другом на окружности или в ряд.
Принцип линейной передачи встречается в природе, например, когда змея извивается и ползет, а ящерица перебирает лапами. А недавно ученые обнаружили винтовое устройство прыжковой задней лапы одного из видов насекомых. Винтовая передача применялась в технике еще в античные времена, постепенно развивалась и сейчас существует много ее разновидностей.
В простейшей винтовой передаче скольжения в гайке и на винте есть трапецеидальная резьба, и они соприкасаются непосредственно и движутся между собой с трением скольжения. Шариковая винтовая передача (ШВП) отличается тем, что внутри гайки катятся шарики по винту. В роликовой винтовой передаче (РВП) в гайке есть ролики, расположенные вокруг винта, параллельно ему.
Реечные передачи бывают с прямым, косым или шевронным зубом. Есть конструкции, где рейка совмещена с рельсом направляющей, а шестерня – с кареткой.
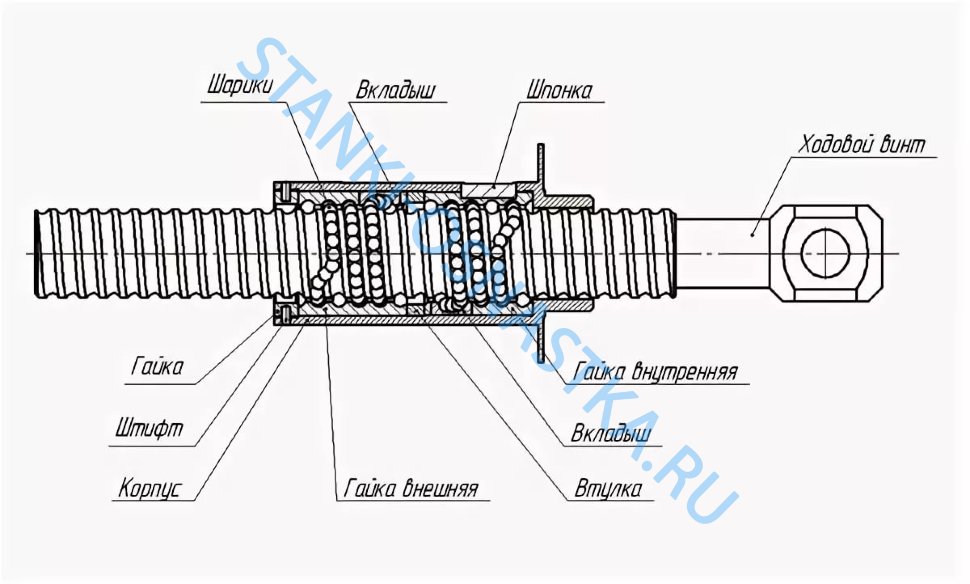
Типы гаек по способу создания предварительного натяга
Натяг при помощи проставки.
Для создания натяга между двух гаек вставляется регулировочная проставка нужной толщины. Изменением толщины проставки можно регулировать величину предварительного натяга. Этот способ создания натяга имеет длину примерно в 3,5-4,5 шага ШВП.

Предварительный натяг со смещением
— более компактный способ, чем при использовании двойной ходовой гайки, обеспечивает создание предварительного натяга за счет изменения шага резьбы гайки без использования регулировочной проставки. Этот способ создания натяга имеет длину примерно в 0,5 шага ШВП.

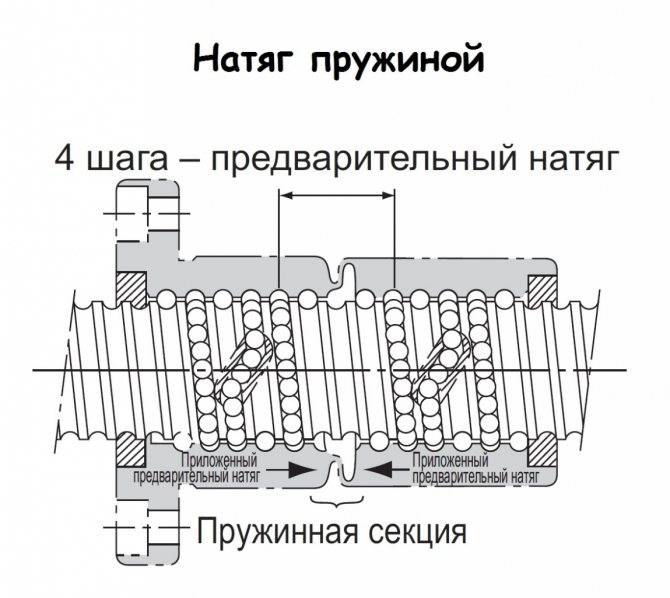
Создание предварительного натяга с постоянным давлением
обеспечивается установленной по центру гайки пружинной конструкцией. Этот способ создания натяга имеет длину примерно в 4 шага ШВП.





В остальных случаях натяг может регулироваться подбором шариков большего или меньшего диаметра.
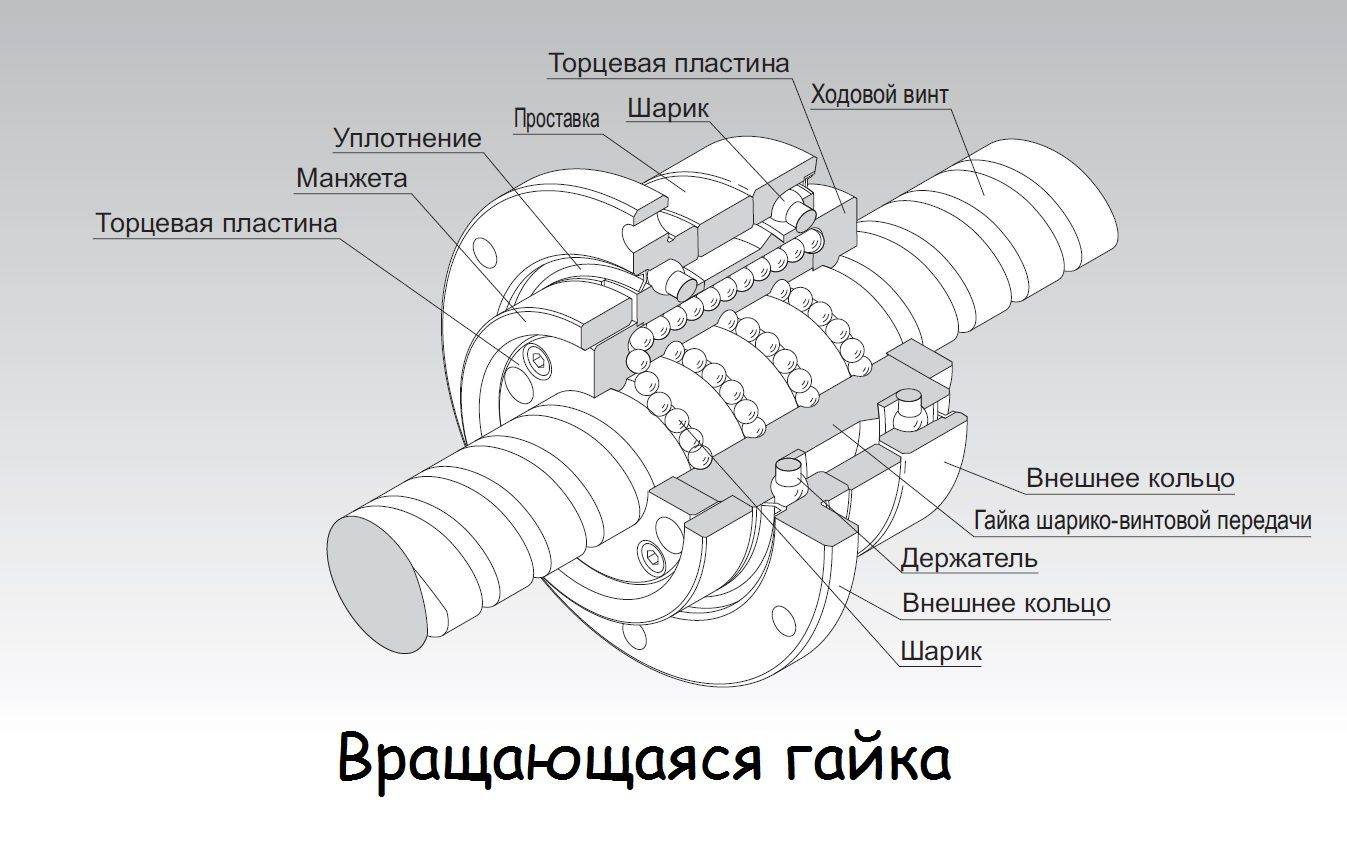
Вращающаяся гайка
И в завершение отдельно остановимся на таком виде гайки, как вращающаяся гайка. Обычно вращается винт, а гайка закреплена на подвижных элементах станка, но в случае вращающейся гайки все наоборот – винт неподвижен, крутится гайка. В принципе это обычная гайка ШВП, но установленная в специальном корпусе через подшипники. Корпус крепится к деталям станка, а гайка вращается внутри него на подшипниках. Еще она имеет посадочное место, на которое устанавливается шкив, чтоб мотор мог крутить гайку через зубчатый ремень.

Вращающаяся гайка обычно применяется с длинными винтами, например там, где по каким-либо причинам не подходит реечный привод. Если раскрутить длинный винт до высоких оборотов, то его просто напросто размотает как скакалку, а станок будет трясти вплоть до убегания с места. Один их способов решения этой проблемы – вращающаяся гайка.
Принцип работы
Винт приводится во вращение от приводного электродвигателя, гайка закреплена неподвижно на рабочем органе станка (суппорт, каретка, шпиндельная бабка, люнет и так далее). При этом возникает осевая сила, действующая на шарики, размещенные внутри гайки, под действием которой они начинают катиться в замкнутых винтовых канавках. Сила реакции воздействует на гайку, а поскольку та жестко соединена с перемещаемой деталью, заставляет последнюю перемещаться по направляющим станка. В чем состоит отличие работы ШВП от обычной винтовой передачи с трапециевидной резьбой, которая ранее применялась на станках?
- 1. При вращении ходового винта прежней конструкции в зоне контакта двух деталей возникало трение скольжения, характеризующееся коэффициентом трения (бронза по стали, со смазкой) f = 0,07–0,1. В механизме с шариковыми элементами действует трение качения с коэффициентом f = 0,0015–0,006. Как видно из приведенных значений, винтовые шариковые передачи требует значительно меньшей мощности приводного двигателя.
- 2. Для точного позиционирования каретки или суппорта станка перед остановкой рабочего органа необходимо замедлять скорость его перемещения. По достижении определенного порога минимальной скорости возможны микроостановки — залипания — движущегося узла. В момент возобновления движения его характер определяется трением покоя, которое при скольжении значительно превышает трение движения. Из-за этого возникают рывки, ухудшающие точность позиционирования. При трении качения этот недостаток практически сводится к нулю.
Испытания на соответствие техническим условиям 3408-3
Измерение тормозного момента на нагружающем Δ Tp
Тормозной момент через нагружающий Tpr
Момент шарикового винта , который требуется чтобы повернуть для поворота шариковой гайки против винта (или наоборот) без внешней нагрузки
Возможные моменты трения из-за уплотняющего элемента не берутся во внимание.. Совокупный тормозной момент Tt. Момент который требуется чтобы повернуть шариковую гайку против шарикового винта (или наоборот) без внешней нагрузки, включая момент трения уплотняющих элементов
Момент который требуется чтобы повернуть шариковую гайку против шарикового винта (или наоборот) без внешней нагрузки, включая момент трения уплотняющих элементов
Момент который требуется чтобы повернуть шариковую гайку против шарикового винта (или наоборот) без внешней нагрузки, включая момент трения уплотняющих элементов
Совокупный тормозной момент Tt
Момент который требуется чтобы повернуть шариковую гайку против шарикового винта (или наоборот) без внешней нагрузки, включая момент трения уплотняющих элементов
Вариация момента
Значение колебаний предварительно определенного тормозного момента под предварительной нагрузкой. Положительное или отрицательное значение относительно среднего момента
Метод измерений
Предварительный натяг генерирует динамический момент трения между гайкой и резьбой в шарико-винтовой паре. Это измеряется путем перемещения шпинделя с резьбой на постоянной скорости, в то время как гайка удерживается специальным блокирующим устройством. Измеренная сила F используется для подсчета тормозного момента шпинделя с резьбой.
| Средний крутящий момент Tp0 | Общая длина | |||||||||||||
| До 4000 | От 4000 до 10000 | |||||||||||||
| 40 | (Длина резьбовой части/диаметр винта)≤40 | – | ||||||||||||
| ΔTpp (в % до Tp0)класс точности | ΔTpp (в % до Tp0)класс точности | ΔTpp (в % до Tp0)класс точности | ||||||||||||
| от | до | 1 | 3 | 5 | 7 | 1 | 3 | 5 | 7 | 3 | 5 | 7 | ||
| 0.2 | 0.4 | ± 30 % | ± 35 % | ± 40 % | ± 50 % | – | ± 40 % | ± 40 % | ± 50 % | ± 60 % | – | – | – | – |
| 0.4 | 0.6 | ± 25 % | ± 30 % | ± 35 % | ± 40 % | – | ± 35 % | ± 35 % | ± 40 % | ± 45 % | – | – | – | – |
| 0.6 | 1.0 | ± 20 % | ± 25 % | ± 30 % | ± 35 % | ± 40 % | ± 30 % | ± 30 % | ± 35 % | ± 40 % | ± 45 % | ± 40 % | ± 45 % | ± 50 % |
| 1.0 | 2.5 | ± 15 % | ± 20 % | ± 25 % | ± 30 % | ± 35 % | ± 25 % | ± 25 % | ± 30 % | ± 35 % | ± 40 % | ± 35 % | ± 40 % | ± 45 % |
| 2.5 | 6.3 | ± 10 % | ± 15 % | ± 20 % | ± 25 % | ± 30 % | ± 20 % | ± 20 % | ± 25 % | ± 30 % | ± 35 % | ± 30 % | ± 35 % | ± 40 % |
| 6.3 | 10 | – | – | ± 15 % | ± 20 % | ± 30 % | – | – | ± 20 % | ± 25 % | ± 35 % | ± 25 % | ± 30 % | ± 35 % |
Рабочее испытание и испытание на опорную прочность в соответствии с ISO 3408-3
Измерение радиального биения t5 наружного диаметра вала на отрезке l5 для определения прямолинейности по отношению к АА’
| Номинальный диаметр d0в мм | I5 | t5p в мкм/интервал I5 | ||||||
| класс точности | ||||||||
| от | до | 1 | 3 | 5 | 7 | 10 | ||
| 6 | 12 | 80 | 16 | 20 | 25 | 32 | 40 | 80 |
| 12 | 25 | 160 | ||||||
| 25 | 50 | 315 | ||||||
| 50 | 100 | 630 | ||||||
| 100 | 200 | 1250 |
| Номинальный диаметр I1/d0 | t5max в мкм/I1>4*15 | ||||||
| От | до | 1 | 3 | 5 | 7 | 10 | |
| — | 40 | 32 | 40 | 50 | 64 | 80 | 160 |
| 40 | 60 | 48 | 60 | 75 | 96 | 120 | 240 |
| 60 | 80 | 80 | 100 | 125 | 160 | 200 | 400 |
| 80 | 100 | 128 | 160 | 200 | 256 | 320 | 640 |
Измерение радиального биения t6.1 опорных цапф по отношению к АА’ при l6≤l. Для длины l6>l должно выполняться условие
| Номинальный диаметр d0в мм | l в мм | t6.1p в мкм/интервал l | |||||
| класс точности | |||||||
| от | до | 1 | 3 | 5 | 7 | 10 | |
| 6 | 20 | 80 | 10 | 12 | 20 | 40 | 63 |
| 20 | 50 | 125 | 12 | 16 | 25 | 50 | 80 |
| 50 | 125 | 200 | 16 | 20 | 32 | 63 | 100 |
| 125 | 200 | 315 | — | 25 | 40 | 80 | 125 |
Измерение радиального биения t7.1 концевых цапф винта по отношению к опорным цапфам для l7≤l. Для длины l7>l примиенимо
| Номинальный диаметр d0в мм | l в мм | t7.1p в мкм/интервал l | |||||
| класс точности | |||||||
| от | до | 1 | 3 | 5 | 7 | 10 | |
| 6 | 20 | 80 | 5 | 6 | 8 | 12 | 16 |
| 20 | 50 | 125 | 6 | 8 | 10 | 16 | 20 |
| 50 | 125 | 200 | 8 | 10 | 12 | 20 | 25 |
| 125 | 200 | 315 | — | 12 | 16 | 25 | 32 |
Торцевое биение t8.1 заплечника опорной цапфы винта по отношению к опорной цапфе.
| Номинальный диаметр d0в мм | t8.1p в мкм | |||||
| класс точности | ||||||
| от | до | 1 | 3 | 5 | 7 | 10 |
| 6 | 63 | 3 | 4 | 5 | 6 | 10 |
| 63 | 125 | 4 | 5 | 6 | 8 | 12 |
| 125 | 200 | — | 6 | 8 | 10 | 16 |
Торцевое биение t9 опорной поверхности гайки по отношению к АА’ (только для шариковых гаек с предварительным натягом)
| Диаметр фланца D2в мм | t9p в мкм | ||||||
| класс точности | |||||||
| от | до | 1 | 3 | 5 | 7 | 10 | |
| 16 | 32 | 8 | 10 | 12 | 16 | 20 | — |
| 32 | 63 | 10 | 12 | 16 | 20 | 25 | — |
| 63 | 125 | 12 | 16 | 20 | 25 | 32 | — |
| 125 | 250 | 16 | 20 | 25 | 32 | 40 | — |
| 250 | 500 | — | — | 32 | 40 | 50 | — |
Радиальное биение t10p наружного диаметра гайки по отношению к АА’ (только для шариковых гаек с предвариетльным натягом)
| Диаметр фланца D2в мм | t10p в мкм | ||||||
| класс точности | |||||||
| от | до | 1 | 3 | 5 | 7 | 10 | |
| 16 | 32 | 8 | 10 | 12 | 16 | 20 | — |
| 32 | 63 | 10 | 12 | 16 | 20 | 25 | — |
| 63 | 125 | 12 | 16 | 20 | 25 | 32 | — |
| 125 | 250 | 16 | 20 | 25 | 32 | 40 | — |
| 250 | 500 | — | — | 32 | 40 | 50 | — |
Изменение параллельности t11 цилиндрической гайки относительно АА’ (только для шариковых гаек с предварительным натягом)
| t11p в мкм на 100 мм (кумулятивный) класс точности | |||||
| 1 | 3 | 5 | 7 | 10 | |
| 14 | 16 | 20 | 25 | 32 | — |
Типы гаек ШВП
Шариковые гайки бывают:
- По методу создания резьбы – катанные и шлифованные. В 1 случае резьба наносится по методу холодной накатки, а во 2-м – по технологии нарезки и многоэтапной шлифовки. Шлифованные изделия обеспечивают более высокую точность позиционирования, но и цена у них выше.
- По типу конструкции – состоящие из 1-й или 2-х частей.
- С фланцем и без фланца.
- Подвижные и неподвижные – в зависимости от места крепления подвижного узла (на гайке или на винте).
- С шагом резьбы в диапазоне 1,5–50 мм. При большом шаге резьбы выше скорость, но ниже точность позиционирования, и есть риск самопроизвольного движения гайки.
- Разных классов точности – от С0 до С10, в зависимости от погрешности позиционирования гайки при ее движении вдоль винта (3,5–50 мкм).
- По назначению – транспортные и прецизионные, в зависимости от обеспечиваемой точности позиционирования. Транспортные модели используются в прессах, подъемниках и другом оборудовании, не требующем высокоточного позиционирования. В остальных случаях, включая медоборудование и станки с ЧПУ, используются винты и гайки ШВП прецизионного типа.
- В зависимости от рабочих условий – модели с зазором и с преднатягом. Для устранения зазора по оси, повышения жесткости и получения более точных перемещений ШВП с зазором собираются с предварительным натягом. Он реализуется использованием шариков увеличенного диаметра или установкой в общем корпусе 2-х гаек с дальнейшим осевым смещением и возможностью регулировки натяга.
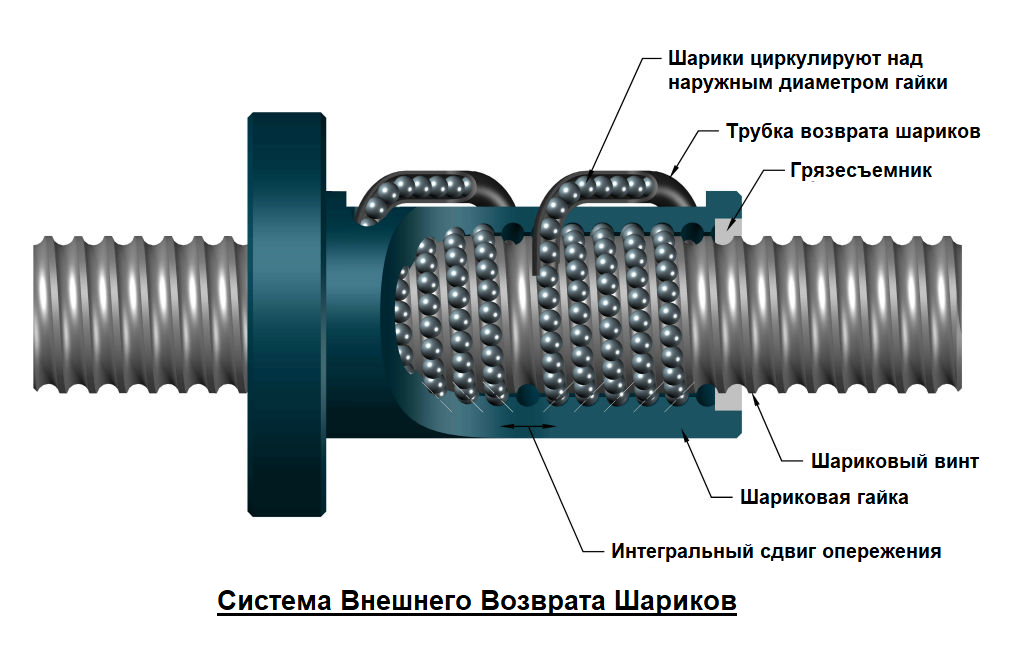
- По типу передачи шариков – стандартные, нестандартные и высокоскоростные. В стандартных гайках происходит внутренняя передача шариков в гнезде или рессоре передачи. В нестандартных моделях реализована наружная передача шариков в перепускном канале. Для высокоскоростных гаек характерна особая конструкция торцевых крышек, и шарики перекатываются по продольному аксиальному отверстию.
- По размерам гайки ШВП бывают стандартной, миниатюрной и скоростной серии.
Особенности зубчатого механизма
Такие механизмы предназначены для того, чтобы передавать вращение от одного зубчатого колеса к другому, используя зацепление зубцов. У них относительно малые потери на трение по сравнению с фрикционами, поскольку плотный прижим колесной пары друг к другу не нужен.







Зубчатый механизм
Пара шестерен преобразует скорость вращения вала обратно пропорционально соотношению числа зубцов. Это соотношение называют передаточным числом. Так, колесо с пятью зубьями будет вращаться в 4 раза быстрее, чем состоящее с ним в зацеплении 20-зубое колесо. Крутящий момент в такой паре уменьшится также в 4 раза. Это свойство используют для создания редукторов, понижающих скорость вращения с возрастанием крутящего момента (или наоборот).
Если необходимо получить большое передаточное число, то одной пары шестерен может быть недостаточно: редуктор получится очень больших размеров. Тогда применяют несколько последовательных пар шестерен, каждую с относительно небольшим передаточным числом. Характерным примером такого вида является автомобильная коробка передач или механические часы.
Зубчатый механизм способен также изменять направление вращения приводного вала. Если оси лежат в одной плоскости — применяют конические шестерни, если в разных- то передачу червячного или планетарного вида.
Планетарный зубчатый механизм
Для реализации движение с определенным периодом на одной из шестерен оставляют один (или несколько) зубец. Тогда вторичный вал будет перемещаться на заданный угол только каждый полный оборот ведущего вала.
Если развернуть одну из шестерен на плоскость – получится зубчатая рейка. Такая пара может преобразовывать вращательное движение в прямолинейное.
Типы шарико-винтовых пар
В таблице представлены виды ШВП в зависимости от их назначения и метода производства:
| Критерий сравнения | Типы ШВП | Особенности |
| Назначение | С зазором (транспортные) | Из-за люфта по оси менее точны. Используются в механизмах с отдельно измеряемым перемещением. Востребованы в подъемных механизмах, плоскошлифовальных станках, дверных и вентильных приводах, машинах для литья и деревообработки. |
| С натягом (прецизионные) | Отличаются высокой точностью. Обеспечивают прочную связку гайки с рабочим узлом. Передвижение гайки находится в жесткой зависимости от угла поворота винта. Такие механизмы используются в оборудовании с ЧПУ, роботизированной технике, контрольно-измерительных установках, координатных станках – везде, где нужно точное выполнение задач. | |
| Метод изготовления резьбового винта | Катанные | Производятся по технологии холодной накатки резьбы. Применяются в качестве транспортных ШВП. Отличаются менее плавным и точным перемещением. |
| Шлифованные | Выполняются при помощи закалки и многоэтапной шлифовки поверхности. Такие изделия применяются в оборудовании высокой точности. | |
| Изготовленные по технологии прецизионной накатки | Сочетает предыдущие способы металлообработки. Винты приобретают гладкость, как после шлифовки, но с экономией производственных расходов. |





