

Принцип действия установки для гидроабразивной резки
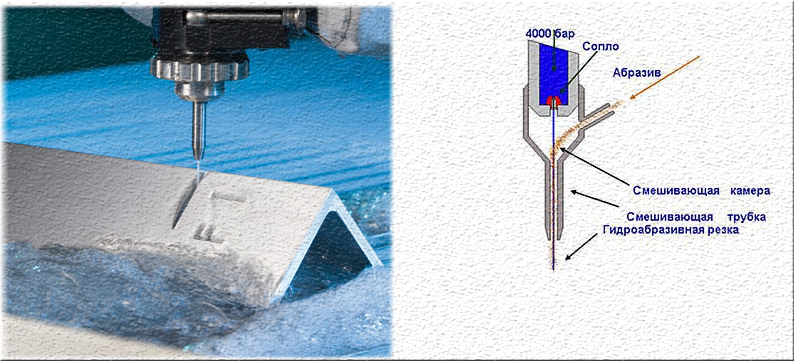
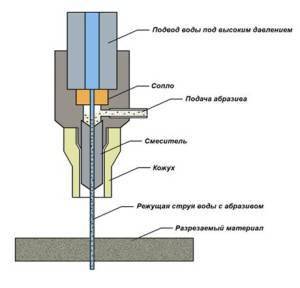
Во время процесса резки важно придерживаться определенных параметров и соблюдать правила пользования станком. Здесь важно, какое давление воды используется, какой расход, скорость струи, количество подаваемого абразивного материала. На схеме цифрами показаны:
На схеме цифрами показаны:
- 1 – подача воды;
- 2 – сопло;
- 3 – абразивный материал;
- 4 – смесительное устройство;
- 5 – кожух;
- 6 – струя воды и абразива;
- 7 – обрабатываемый материал.
Процесс гидроабразивной резки металла включает в себя 4 этапа:
- Заготовка помещается в ванну с водой и закрепляется. На неавтоматизированном устройстве это нужно делать своими руками, на станке с ЧПУ – с помощью программы.
- В ванну помещается инструментальная головка, в которую подаются вода и абразив. При этом устанавливаются необходимые рабочие параметры (давление воды, расход и т. д.).
- Инструментальная головка направляется на обрабатываемый материал.
- Струя воды и абразива разрезает заготовку.
- Абразивный материал после резки фильтруется и сушится.
Перечисленные этапы при работе устройства постоянно повторяются. Металл разрезается из-за удара частиц абразива. Вода, при этом выступает в качестве носителя режущих частиц (то есть, абразива). В качестве абразива используются:
- кварцевый песок;
- карбид кремния;
- гранатовый абразив;
- электрокорунд;
- оливин.
Активно данный вид резки применяется для обработки заготовок из легированной стали. Это обусловлено тем, что струя воды и абразива не нарушает состав такой стали. Кроме металлов, можно обрабатывать стекло, камень (природный и искусственный), бетон и железобетон. Но, для каждого материала есть свои пределы по толщине:
- Цветные металлы, сплавы и нержавеющая сталь – максимум 150 мм.
- Композитные материалы, углепластики – максимум 200 мм.
- Природный и искусственный камень – максимум 300 мм.
Видео: резка металла водой.
Область применения
Распространенность метода объясняется большими возможностями аппарата. Его можно использовать фактически для любых природных и синтетических материалов. Не распространяется это только на алмаз и каленое стекло. Особенность (а вместе с тем и востребованность) – можно проводить обработку таких вещества, которые нельзя нагревать – они теряют, меняют свои физико-химические свойств или подвержены легкому воспламенению. А резка струёй воды происходит без изменения температурного режима. Таким образом, значительно расширяется спектр возможных работ. Чаще всего металлообработке подвергают:
- нержавейку;
- инструментальную сталь;
- алюминий;
- титан;
- латунь.
Также разрезают указанным методом гранит, мрамор и прочие натуральные и искусственные камни. Применение станка возможно только в условиях цеха, налаженного производства. Видео покажет, где его применяют:
Промышленное применение
- гидроабразивная резка нержавеющей стали позволяет учитывать особенности, которые возникают при обработке заготовок из сплавов металлов, таких как прочность, обусловленная легирующими добавками и высокая вязкость при механических или температурных воздействиях, приводящая к деформации готовых изделий;
- гидроабразивная резка титана дает возможность не достигать критической температуры в 600 °С, при которой титан способен гореть на открытом воздухе и химически соединяться с другими веществами;
- гидроабразивная резка алюминия сводит потери материала заковки к минимуму, несмотря на то, что металл является сравнительно непрочным и имеет низкую температуру плавления всего в 440 °С.
Такая обработка позволяет с должной эффективностью применять водяной резак по металлу, обеспечивая будущему изделию хорошие показатели качества:
- незначительная ширина шва — всего 0,7-1,4 мм,
- точность позиционирования до 0.1 мм,
- при толщине заготовки даже в 300 мм,
- получать безупречный край среза, не требующий дополнительной обработки.
Возможность начинать и вести раскрой в любом направлении позволяет минимизировать общие потери материала при раскрое заготовок металла.
Плюсы резки металла гидроабразивной струей воды

рабочей зоны 200-мм стального листа
Идеальный срез в сочетании со щадящим режимом температур — это еще не все преимущества, который имеет водно-абразивный способ. Высокая цена оборудования с лихвой компенсируется экономией на крепежных узлах и элементах, которые не требуются даже во время работы с тонкостенными изделиями.
Отсутствие пыли и дымовой завесы, а также иных неблагоприятных факторов – еще одно из многих преимуществ гидроабразивной резки. Кроме этого, нет необходимости делать замену изношенных режущих частей и следить остроту резака, потому что его, по сути, нет. Вместо него роль режущей части играет струя воды вместе с абразивными частичками.
Процедура гидроабразивной обработки среза происходит за один этап. Причем скорость работы проходит без задержек, показатель скорости порезки не снижается, даже когда необходимо обрабатывать толстостенные изделия.
Универсальные показатели станков для порезки металла дают возможность на одном устройстве одновременно проводить обработку различных материалов — это резина, стекло, пластик или многослойный материал.
Гидроабразивные станки для резки металла характеризуются безопасностью эксплуатации, поэтому могут устанавливаться на предприятиях с большим риском взрывоопасности.
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности — всего 2,5 мм. Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего. Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Обработка металлических изделий с помощью струи воды и абразива все больше применяется в современной промышленности (в основном, в машиностроении и металлургии). Технология и оборудование постоянно совершенствуются, чтобы избежать существующих недостатков или минимизировать их.
Лидерами в производстве аппаратов для гидроабразивной резки являются американские компании Jet Edge, Flow, OMAX, итальянские WaterJet Corp Inc. и Caretta Technology, голландская Resato, чешская PTV, шведская Waterjet Sweden, финская ALICO, швейцарская Bystronic.
Republished by Blog Post Promoter
2 Особенности резки изделий водой с абразивами
Струя при описываемой технологии обретает свой разрушительный потенциал в основном за счет абразивных составляющих потока. А уже сугубо транспортная функция ложится на воду. Частицы абразива при этом по размеру подбираются таким образом, чтобы быть не более 10–30 процентов от показателя сечения струи. Именно при таких условиях гарантируется стабильный поток и высокий эффект обработки.









В тех случаях, когда требуется получить малую шероховатость поверхности реза, используют частицы размером от 75 до 100 мкм, в остальных – от 150 до 250 мкм. В целом же, “идеальный” показатель абразива высчитывают как разницу между внутренними сечениями трубки для смешивания агрегата и водяного сопла, разделенную на два.
Выбор твердости абразивных элементов производят с учетом твердости детали, которая подвергается обработке, и вида материала, из которого она сделана. Не рекомендуется применять абразивы твердостью менее 6,5 единиц по шкале Мооса. При этом следует помнить, что режущая головка и ее отдельные компоненты изнашиваются намного быстрее, если используется очень твердый абразив.

Интересующий нас вид резки дает возможность обрабатывать:
- гранит, прочный камень, мрамор и аналогичные материалы;
- металлические, стальные, алюминиевые листы;
- армированные пластики;
- используемые в космической и авиационной сфере титановые, композитные и алюминиевые сплавы, пластмассы с особо толстыми стенками;
- деревянные изделия;
- керамические конструкции;
- любые стройматериалы, включая высокотвердую дорожную брусчатку, железобетон и бетон, блоки из гипсовых композиций;
- изделия со специальными покрытиями;
- бронированное и обычное стекло;
- шестерни и аналогичные детали из металла.
Как правило, разные материалы режутся струей, содержащей определенные виды абразива:
- армированный углеродными либо стеклянными волокнами пластик обрабатывают потоком с силикатным шлаком;
- гранит, железобетон, стальные поверхности и прочие высокотвердые материалы – черным либо зеленым кремниевым карбидом, а также частицами электрокорунда;
- сплавы на основе титана и высоколегированные стали – гранатовым песком.

Большую часть трубок для смешения воды и абразива выпускают из специальных сплавов, которые характеризуются высоким уровнем прочности. Эксплуатироваться без замены они могут до 200 часов непрерывной работы. А сопла производят, как правило, из драгоценных камней – рубина, сапфира, алмаза. Алмазные конструкции без проблем выдерживают до 1,5–2 тысяч часов использования, остальные рассчитаны на 150–200 часов.
Расходные материалы
Чтобы создать режущую поверхность, требуется всего две составляющих:
- вода;
- абразив.
Последний расходуется очень быстро – около 350 грамм в минуту. В его состав входит исключительно натуральный песок из граната, размером не более 600 микрон.
Существует мнение, что гранатовый песок можно заменять на любой другой. К сожалению, это наглая ложь, ведь такая подмена не только сделает срез низкого качества, но и довольно быстро приводит к износу важные части механизма.
 Процесс подачи воды и абразива
Процесс подачи воды и абразива
Вода, в свою очередь, должна быть очищена. Чем больше в ней примесей, тем менее качественно получается резать металл или любой другой материал.
Конечно, воздух и электричество – это тоже важно, но принципиальнее следить именно за водой и абразивом
Принцип работы и разрезаемые материалы
 Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки. В данном случае можно эффективно резать:
Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки. В данном случае можно эффективно резать:
- металлы(черные и цветные) и их сплавы;
- каменные изделия из мрамора и гранита;
- сталь(нержавейка, жаропрочная, легированная);
- бронированное, обычное и композитное стекло;
- керамические изделия (бетон, плитка, керамика, гранит керамический);
- композит;
- резину;
- пластмассу;
- картон.
Резка особо твердого сырья осуществляется водой со специальным песком из минералов. Мягкие материалы(резина, пластик, картон) разрезаются исключительно водой без каких-либо примесей.
Расходные материалы
Так, время наработки фокусирующей трубки изготовленной из кристалла сапфира не превышает 60 часов. Такая же трубка, с наивысшим качеством выполненная из алмазного сырья работает гораздо дольше, но при этом стоит в 20 раз дороже. Сопла из искусственного керамокарбида прослужат до 120 часов, что примерно на 20% дольше, чем такие же детали, выполненные из других материалов.
Среднее время наработки расходных деталей и узлов приведено в таблице:
Эти цифры соответствуют работе гидроабразивного станка со средним давлением в 400 MPa. При применении давления режущей струи в 600 МРа скорость обработки увеличивается на 20-30 %, а износ основных расходных материалов происходит в два раза быстрее.










Общий принцип работы гидроабразивной резки и общее устройство станка для неё
Гидроабразивная станочная резка, это метод обработки металла или камня, посредством воздействия тонкой струи смеси из воды и абразива, подаваемой через сопло станка, при очень высоком давлении, до 4000-5000 атмосфер. При этом давлении струя выходит из сопла со скорость в несколько раз превышающей скорость звука, и уже сама по себе может резать мягкие материалы, при добавлении абразива режущее действие потока становится сильнее. В результате давления и воздействия абразива обрабатываемый материал просто вымывается под этой струёй. Вот так и происходит резка металла водой.
Устроены гидроабразивные станки обычно следующим образом. Вода под давлением от 1000 до 5000 атмосфер, давление определяется исходя из задач и твёрдости обрабатываемого материала, подаётся в смесительную камеру, через сопло диаметром 0,2-0,4 мм, туда же вводится и мелкодисперсный порошок абразива. Смесь выходит через режущую головку диаметром до 1,5 мм, подведённую к заготовке. Рез производится выходящей из сопла смесью, после резки металлов, отработанная смесь попадает в ёмкость для гашения энергии, обычно представляющую собой бассейн с водой, глубиной до одного метра. Там же происходит и подводная абразивная резка металла. Оттуда после очистки вода может использоваться для второго цикла, абразивный порошок в зависимости от возможности восстановления либо используется вновь, либо утилизируется.
3 Гидроабразивная резка металла и других материалов – плюсы и минусы технологии
К самым важным достоинствам процесса резки с применением струи воды и абразива относят:
- отличное качество реза, обеспечивающее показатель 1,6 Ra (средняя величина шероховатости обработанной кромки материала);
- абсолютная взрыво- и пожаробезопасность операции;
- малые потери материалов при обработке;
- отсутствие в легированных и высоколегированных сталях и сплавах на их основе явления выгорания легирующих добавок;
- отсутствие выделений газов при резке, как следствие, экологическая “безупречность” процесса;
- в зоне обработки нет термовоздействия (материал в данной области нагревается максимум до 90 градусов по Цельсию);
- большой спектр толщин материалов, которые можно разрезать (до 30 сантиметров включительно);
- высокая производительность (допускается упаковывать материалы небольшой толщины в общую связку и производить их разрезание за один проход потока);
- нет пригорания и плавления металлов в прилегающей к зоне реза областях, как, впрочем, и непосредственно в месте обработки;
- режущая головка делает минимум холостых ходов, что увеличивает общую эффективность применения технологии.

Описываемая резка признается оптимальной для изделий из меди, алюминия, латунных сплавов, которые имеют высокую теплопроводность. При других вариантах их обработки необходимо применять мощные нагревающие источники, что влечет за собой повышение стоимости работ. Даже лазерная резка медных и алюминиевых конструкций не так эффективна, как гидроабразивная.
Кроме того, такая обработка подходит для:
- выполнения скосов на обрабатываемых изделиях;
- резки объемных конструкций и высокоточного разрезания деталей по сложному контуру.

К недостаткам использования гидроабразивного оборудования относят:
- обусловленный огромной скоростью высокий уровень шума во время работы агрегата;
- малая (по сравнению с лазерной и плазменной технологиями) скорость резки тонколистовой стали;
- недолговечность головки для резания и иных компонентов оборудования;
- высокие затраты на эксплуатацию установки.
Преимущества метода
Разрезание материалов при помощи струи воды и твердофазных частиц имеет несколько преимуществ:
- возможность разделывать любые виды твердой материи (включая: сталь, бетон, титан, брусчатку, мрамор, стекло, дерево, керамику);
- тонкость реза;
- способность вырезать произвольные формы на изделии (круги, трапеции, ромбы, арки и т. д.);
- отсутствие деформаций, которые возникают при работе с пропан-кислородным пламенем;
- высокое качество реза (ровные края без наплывов, нет сильной ребристости на боковых сторонах изделия);
- возможность проводить работы на материалах, чувствительных к высоким температурам (ламинат и др.);
- экологическая чистота всех происходящих действий, не вредящая здоровью рабочего и окружающей среде;
- отсутствие пожарной опасности.
Изнашиваемые детали
Хотя абразивные машины – это высокотехнологичный инструмент, некоторые его части нуждаются в регулярном обслуживании и замене.
- Система подачи смеси. Сопло изнашивание очень быстро – всего за 50 часов работы, а трубка, подходящая к нему, за 100 часов. Не уследить за состоянием этих деталей означает позволить станку увеличить толщину среза на 0,5 миллиметра, что в работе с дорогостоящими материалами считается катастрофичным.
- Прокладки и уплотнения насосной станции. Уплотнители помогают сохранять необходимое давление во всей системе. Из-за того, что они постоянно в напряжении, их нужно постоянно менять.
Какие у такого типа обработки и нарезания материала есть негативные стороны?
Управление
Для эффективной работы станка необходим труд нескольких инженеров и операционистов. Проектировщик обязан создать проект в специальной компьютерной среде. Затем файл помещается в память устройства. Машина сама распределяет функции на остальные узлы. Сотрудник отвечает за достаточное количество расходных материалов, за запуск программы, контроль за выполнением и своевременное оповещение о поломке. Специалист по оборудованию обязан проводить техническое обследование (профилактическое), а также устранять неполадки.
Гидроабразивные станки с ЧПУ
Числовое программное управление позволяет осуществлять наиболее трудные детали с погрешностью в половину миллиметра. Производственный процес полность автоматизирован, он не требует постоянных команд, ему необходимо только однажды задать программу (выбрать из списка или ввести в память) и поставить запуск. Такое оборудование дорогостоящее, но более эффективное. Нет человеческого фактора, то есть минимизирован риск ошибок.
Как режут металл водой вручную
Менее популярные на производстве, зато теоретически возможны для изготовления в домашних условиях. Задача оператора – выбор угла резки, давления, напора и ширины струи. Работать с ним труднее, но, однажды научившись, специалист сможет делать очень эффективные простые формы. Точность остается высокой, но при этом набор функций относительно небольшой. Еще одно достоинство – цена значительно ниже, чем у оборудования с ЧПУ.
Преимущества и недостатки резки с использованием абразива и воды
Оценить эффективность, производительность и точность гидроабразивной резки можно даже по видео такого процесса. Между тем существуют не только визуально оцениваемые преимущества данной технологии, к которым относятся:
- исключение нагрева обрабатываемой детали (отсюда невозможность ее деформации и, соответственно, высокая точность резки);
- широкий функционал оборудования, с помощью которого можно решать задачи даже самой высокой сложности;
- отсутствие необходимости в дополнительных работах по доработке полученных изделий;
- универсальность, которой обладает любой станок для гидроабразивной резки (с его помощью можно как резать резину, пластик, камень или металл, так и сверлить отверстия в различных материалах);

Гидрообразивная резка мрамора
высокая скорость, точность и экономичность процесса;
исключительная безопасность процесса, в том числе его взрыво- и пожаробезопасность;
возможность резки деталей большой толщины, в том числе и трубчатого сечения.
Насколько бы эффективным и эффектным ни был процесс гидроабразивной резки (см. видео в конце статьи), есть у этой технологии и недостатки. В частности, к ним можно отнести следующие.
- При резке образуется конусность кромки отрезаемой детали. Особенно такой недостаток заметен при резке деталей большой толщины. Чтобы не допустить появления этого дефекта, необходимо использовать специальные автоматизированные устройства, корректирующие угол наклона сопла в процессе обработки.
- На гидроабразивных станках обрабатывают как толстостенные, так и тонкостенные детали с одной скоростью, что несколько снижает рентабельность применения такой технологии. Чтобы увеличить рентабельность, тонкие детали разрезают сразу по несколько штук, складывая их в пачку.
Использование гидроабразивной резки особенно целесообразно в тех ситуациях, когда необходимо разрезать сложные детали с особо высокой точностью, затрачивая при этом минимальное количество времени.
Процесс гидроабразивной резки
Собственно процесс гидроабразивной резки состоит из четырех фаз.
- Фаза № 1. Образования изогнутой фронтальной поверхности резания. Сфокусированный гидроабразивный струя прорезает в заготовке узкую щель – струя постепенно вводится в заготовку и с постоянной скоростью резания движется по ней.
- Фаза № 2. Начало образования ступеньки (обрыва). Угол между струей и поверхностью резания постепенно увеличивается.
- Фаза № 3. Завершение образования ступеньки (обрыва), смещение ее вниз. Снятие слоя материала происходит лишь на небольшом отрезке фронтальной поверхности резания.
- Фаза № 4. Восстановление исходного состояния. Ступенька довольно быстро «вдавливается» в заготовку. По мере смещения ступеньки вниз снова образуется ровная поверхность резания – начальное состояние резки восстанавливается.
Описанный выше процесс имеет циклический характер.
В процессе резки гидроабразивной струей вода выполняет лишь функцию носителя. Резки обусловлено съемом (скалыванием) определенного количества слоев материала, которое вызвано ударами твердых частиц абразива. Наличие абразива в струе увеличивает его технологические возможности, позволяет резать металл.
Наиболее распространенными абразивами являются кварцевый песок, гранатовый абразив, оливин, карбид кремния и электрокорунд. Широкое применение указанных выше абразивных материалов объясняется их относительной дешевизной, твердостью и высокими режущими свойствами. Например, гранатовый абразив является твердым и тяжелым; благодаря этому он является фактически устойчивым в течение всего цикла использования. Это дает возможность получать высокое качество среза с определенной глубиной шероховатости, в зависимости от размера зерна и скорости резки. На основе высокой вязкости такой абразив неоднократно может быть использован повторно. Отечественные предприятия в основном используют кварцевый песок.
Как и при любом виде обработки материалов, наиболее благоприятные условия для освоения процесса гидроабразивной резки могут быть достигнуты за счет выбора его оптимальных технологических параметров: давления рабочей жидкости, формы и диаметра отверстия водяного и абразивного сопел, количества абразива, подаваемого расстоянии от сопла к разрезающей поверхности, скорости подачи, качества поверхности резки. Анализ этих параметров требует детального изучения и имеет существенное значение при исследовании данной технологии.
Выполнение гидроабразивной резки ручным способом
Ручные станки для гидроабразивной резки отличаются от автоматизированных тем, что все параметры обработки в них выставляются, контролируются и корректируются оператором. Несмотря на некоторые неудобства эксплуатации, по сравнению с оборудованием с ЧПУ, такие станки обладают целым рядом преимуществ.
- Для обслуживания таких станков, отличающихся простотой в управлении и минимумом функциональных возможностей, не требуется профильное образование.
- Функциональные возможности, которыми обладают ручные установки гидроабразивной резки, позволяют изготавливать качественные и точные детали простых геометрических форм.
- Ручной станок для гидроабразивной резки отличается доступной стоимостью (в среднем в 1,5 раза дешевле аппаратов с ЧПУ).

Резка сложных форм
Гидроабразивная резка: технология и оборудование
Обработка металла водой, которая подаётся в производственную зону под большим давлением (более 4000..5000 ат), может вызывать локальное разрушение. Однако, значительно более эффективным признано сочетание двух потоков: водной струи (со скоростью более 1000..1200 м/с) и потока мелкодисперсных абразивных частиц, например, кварцевого или гранатового песка. При подобном комбинированном воздействии на поверхность, местное разрушение происходит и за счёт гидравлического воздействия струи и, вследствие, механической эрозии материала от твёрдых частиц абразива.










Гидроабразивная резка металла выполняется гидравлическим резаком, представляющим собой инструментальную головку, в выходной части которой имеется сопло. Туда вводятся, постоянно перемешиваясь, поток воды под высоким давлением и подготовленный (отфильтрованный по фракциям и высушенный) абразив. По мере приближения сопла к разрезаемой поверхности давление потока возрастает до показателей, превышающих предел прочности обрабатываемого материала. В результате последний разрушается по линии перемещения резака. Отработанные абразивные частицы вместе с водой удаляются через систему фильтров насосной установкой и подготавливаются для дальнейшего применения.
Технологическими характеристиками процесса являются:
- Точность разделения: зависит от размеров абразивных частиц (они не должны превышать 500..600 мкм, иначе резка будет некачественной);
- Расход абразивной составляющей: у современных станков она не превышает 45..50 г/с;
- Производительность резки. Она зависит от вида разделяемого материала и его толщины, максимально 1,5 м/мин.
С целью уменьшения уровня шума при работе оборудования, координатный стол с резаком помещают в ванну с водой. Это способствует эффективному гашению кинетической энергии струи и увеличивает долговечность оборудования.
Преимущества и ограничения
Достоинства технологии:
- Отсутствие нагрева разделяемой заготовки, максимальная температура которой не превышает 70..90С. Таким образом, её коробление исключается, а точность возрастает.
- Возможность вести обработку изделий значительной толщины – до 250…300 мм (иные способы разделения толстых заготовок неэффективны из-за высоких энергозатрат).
- Пригодность процесса для резки любых материалов, в том числе хрупких – стекла, камня и т.д.
- Высокая чистота разреза, поскольку поверхность не оплавляется, что неизбежно при всех способах термического разделения исходных заготовок.
Недостатки гидроабразивной резки:
- Сложность и громоздкость технологического оборудования.
- Малая долговечность сопла: заточка инструмента вследствие его интенсивного износа потоком абразивных частиц должна выполняться после каждой рабочей смены.
- Повышенный уровень шума во время работы.
- Возможность коррозии металла в процессе обработки, что вынуждает незамедлительно высушивать заготовки после резки.
Суммируя, можно сделать вывод о том, что для тонко- и среднелистовых металлов, а также необходимости выполнять разделительные операции более пригодны лазерные установки. Для повышения функциональности процесса при разделении толстолистового металла, при одновременном обеспечении высокого качества реза, а также при обработке нержавеющей стали, цветных металлов и сплавов и т.д. превосходство имеет гидроабразивная резка.
Недостатки и ограничения процесса
Как и любой процесс, помимо плюсов, гидроабразивная резка имеет свои недостатки, на которые следует обратить внимание перед началом работы
- Высокая стоимость абразивных материалов, применяемых в данной технологии, сказывается на стоимости готового продукта.
- Раскрой листов из тонкой стали занимает много времени, сокращая количество готового продукта.
- Нужно часто менять режущую головку и другие комплектующие из-за ограниченности рабочего ресурса. Составляющие быстро истираются, требуя замены, что увеличивает время производства и отрицательно влияет на цены.
- Одной из отрицательных сторон является коррозия металла, что приводит к необходимости замены комплектующих деталей.





