

Предназначение
Станки для резки металла водой универсальны в применении, так как позволяют резать или раскраивать заготовки различной толщинФы, независимо от материала. Благодаря высокой точности позиционирования режущего инструмента можно формировать сложные линии разреза, а также экономить материал за счёт малого диаметра водяного потока.
Станки применяются для обработки таких материалов:
- металлы и сплавы на их основе, включая тугоплавкие;
- стекло: обычное, армированное, триплекс;
- пористые и композитные материалы или многослойные утеплители;
- керамические или гранитные изделия;
- бетон, пенобетон, железобетон;
- пластик.
Оборудование для выполнения гидроабразивной резки используется в следующих сферах:
- космическая отрасль производства;
- самолётостроение;
- изготовление инструментов;
- резка натурального либо искусственного камня;
- машиностроительная сфера.
Сферы применения
Данная технология имеет серьезные отличия от всех остальных методов разделения листового металла. При использовании такого метода поверхность обрабатываемого металла не испытывает давления и механического воздействия другого типа. Благодаря этому в зоне резки отсутствует трение, соответственно, исключен нагрев инструмента и поверхности детали, что положительно сказывается на качестве обработки и значительно расширяет область применения такой технологии.
Чаще всего абразивная резка с участием воды применяется для разделения листового металла, но в последнее время такой метод все активнее используют для обработки других материалов, к которым относятся:
- природные камни (гранит, мрамор и др.);
- керамическая плитка, листовое стекло;
- углеродистая и нержавеющая сталь, титан и другие металлы;
- железобетонные конструкции;
- различные полимерные материалы и резина.
Использование технологии гидроабразивной резки позволяет минимизировать расход материалов, что является ее весомым преимуществом. Кроме того, резка с использованием абразива и воды – это единственно возможный способ разделения металла на предприятиях с высокой пожаро- и взрывоопасностью.
Характерная область применения технологий резки водой
| Гидрорезка | Гидроабразивная резка |
| Кожа, текстиль, войлок (обувная, кожаная, текстильная промышленность) | Листы из сталей, металлов |
| Пластики, резиновые изделия (автомобильная промышленность) | Различные металлические детали (отливки, шестерни и др.) |
| Электронные платы | Сплавы алюминия, титана и др., композитные материалы, толстостенные пластмассы (авиационная и космическая промышленность) |
| Ламинированные материалы (авиационная и космическая промышленность) | Бетон, железобетон, гипсовые блоки, твердая брусчатка и др. строительные материалы |
| Теплоизоляционные, уплотнительные и шумопонижающие материалы | Камень, гранит, мрамор и др. |
| Продукты питания – замороженные продукты, плотные продукты, шоколад, выпечка и др. | Стекло, бронированное стекло, керамика |
| Бумага, картон | Комбинированные материалы, материалы с покрытием |
| Дерево | Дерево |
| Термо- и дуропласт | Армированные пластики |
Достоинства и недостатки станков для гидрорезки
Сильной стороной можно отметить:
- Возможность обработки заготовок с толстыми стенками при очень точном резе. Именно поэтому гидрорезку используют при прокладке труб высокого давления.
- После резки остается исключительно ровная кромка. На линиях не будет заусенцев, окалин и грата.
- Долгая работа на гидравлике не заканчивается завесой из пыли. Остатки материала смываются водой.
- Не нужно следить за тем, чтобы режущий инструмент был острым, заменять его или затачивать.
- Высокая скорость обработки заготовок (в том числе толстостенных).
- Водой можно резать не только металл, но и стеклянные, резиновые, пластиковые и иные многослойные заготовки.
- Скорость работы слабо зависит от толщины материалов. Можно сложить несколько деталей слоями и провести их резку одновременно.
Но есть и минусы:
- Себестоимость станка для резки металлических деталей водой выходит дороже, чем стоимость сборки аналогов.
- Конусность. Может появляться в момент обработки тугоплавкого металла или толстостенной стали. При появлении конусности торец изделия выходит не ровным, а напоминает воронку. Убрать данный дефект можно при лишь помощи дополнительного устройства.
- Большой расход электроэнергии и воды.
Принцип действия и конструкция станков водно-абразивной резки
Суть функционирования гидроабразивных станков сводится к следующему процессу. Мощный насос водно-абразивного станка подает воду в сопло (используется давление от 1тыс. до 6 тыс. ПА).
Диаметр сопла подбирается в зависимости от технических характеристик металла и может составлять до 0,5 мм.
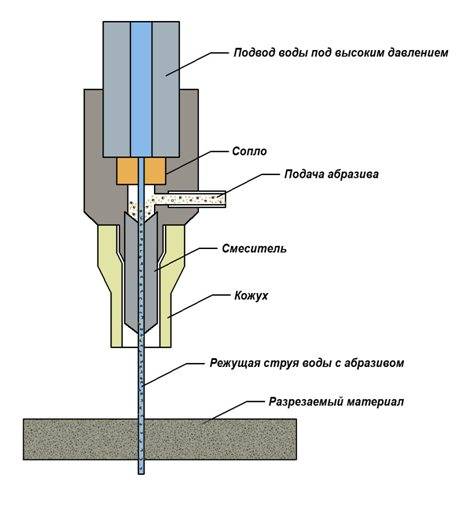
После чего образуется скоростная струя, за счет которой и происходит вымывание частиц материала по линии среза.
Дополняя водную струю абразивом, ее мощность увеличивают в несколько раз, благодаря чему станок может с высокой точностью раскроить изделие, толщиной свыше 300 мм.
Все вышеописанное происходит на координатном столе станка, оборудованном приводными механизмами, благодаря которым режущая головка может двигаться в нужном направлении.
Дополнительно комплектуется станок для водоструйной резки металла:
- мощным насосом высокого давления;
- режущими головками, а также устройством, исключающим механический контакт заготовки с головкой;
- системой разводки высокого давления;
- приспособлением для подачи абразивной смеси (возможно дополнение ловушкой – с ее помощью собирается отработанный абразив и при необходимости понижается энергия водной струи).
Современные модели станков для гидроабразивной резки производятся с возможностью подключения к рабочей системе ЧПУ.
Цена на оборудование с ЧПУ более высокая, чем на обычные установки, но стоимость компенсируется возможностью проводить обработку кромок материала под углом и выполнять высокоточную художественную резку.
Кроме того, некоторые варианты гидроабразивных станков с ЧПУ могут оснащаться специальной системой просверливания, позволяющей ускорить рабочий процесс.
Расходные материалы для гидроабразивных станков:
- Сопло – изготовление данного типа расходника для станков обходится дорого, так как сам процесс производства отличается сложностью, а цена на применяемые в данном случае материалы слишком высока;
- В процессе изготовления сопел используют искусственно выращенный в лаборатории алмаз, рубин, сапфир или корунд. Именно по этой причине цена на гидроабразивную обработку металла не снижается;
- Применение таких материалов позволяет увеличить рабочий период времени деталей до 500 часов;
- Смесительные трубки – изготавливают с применением сплавов, отличающихся высокой прочностью, за счет чего расходное время их эксплуатации составляет около 200 часов.
ВАЖНО ЗНАТЬ: Виды фрезерных станков по металлу
Так как водно-абразивная технология проходит без образования нагрева рабочих участков обрабатываемого материала, в некоторых случаях ее можно считать единственной с возможностью применения для резки изделий на взрывоопасных объектах.
А также для материалов, структура которых при нагреве теряет свои изначальные свойства.
Назначение
Данные станки можно назвать довольно универсальными за счёт множества материалов обработки и сфер применения. Гидроабразивная резка имеет очень высокую точность – до 0,001 мм, а поэтому преимущественно задействуется в научных и производственных отраслях. В авиастроении этот тип станков позволяет работать с такими материалами, как титан и углепластик, которые требуют определенных условий обработки. В зоне реза температура не превышает 90 градусов, что не способствует изменению структуры заготовок, поэтому гидроабразивный процесс широко применяется для нарезки металла самых разных типов и характеристик.











Например, резка замороженных брикетов и заготовок осуществляется только водой, но принцип работы тот же, лишь без подводки песка. Универсальность гидроабразивных изделий дает возможность задействовать технологию для обработки камня, плитки, керамогранита и прочих строительных материалов.


При этом стоит отметить, что высокая точность используется не только для аккуратного нарезания заготовок, но и для создания сложных по исполнению фигур, воспроизведение которых другими инструментами требует больше усилий. Среди прочих областей применения можно выделить деревообработку, стекольное производство, создание различных инструментов, прочных пластмассовых заготовок и многое другое. Рабочий диапазон гидроабразивных станков, действительно, крайне широк, так как резка происходит гладко, эффективно и не приспособлена только к определенному материалу.

Все больше крупных предприятий использует эти станки не только за счет их универсальности, но и из-за простоты эксплуатации. Небольшие производственные отходы, отсутствие пыли и грязи, высокая скорость применения, быстрое изменение специализации оборудования и множество других преимуществ делают эти станки предпочтительными к использованию во многих отраслях.


Статьи
Керченский мост сегодня – фото строительства Полный фото-обзор (44 фото) о строительстве моста на сентябрь 2016г.Лето в Крыму (июль 2016) Этим летом взяли билеты на самолет, взяли машину в аэропорту, и немного покатались по Крыму.ЖК Дипломат – резиденция de luxe в Крыму (фото-обзор и цены) Резиденция “Дипломат” – комплекс de luxe в Крыму. Благодаря содействию компании, построившей эту резиденцию, мы проведем фото-экскурсию и расскажем, что ждёт покупателей.ТОП-15 городов-курортов Крыма для лучшего отдыха Главные курортные города Крыма: для отдыха с детьми и активного досуга, достопримечательности и аквапарки, культурные и нудистские пляжи, кэмпинги на авто и мини-гостиницы.
Специальная оснастка станков с ЧПУ
станок с подвижной консолью
Датчики высоты и предотвращения столкновений следят за расстоянием между поверхностью материала и соплом. Они предотвращают смещение головки под напором воды и столкновения с вертикальными поверхностями во время работы. Перед началом работы контроллер определяет толщину материала и необходимую глубину выработки. Периодически во время работы датчик вносит корректировки в работу в зависимости от уже проделанных операций.
Лазерная указка дает возможность точно «прицелиться» при размещении детали на рабочей столешнице, ускоренно позиционирует сопло. Функция применяется на малом и большом столах координат. Указатель надежно защищен от воды крепким водонепроницаемым корпусом.
Подложка используется для обработки мелких деталей, улучшения контакта водно-песчаной струи и материала. Подложки обладают специальной структурой, легко пропускающей воду и надежно удерживающей деталь.
Набор зажимов предоставляется с каждым станком. С его помощью на столешнице крепко фиксируются детали различных размеров и форм.
Система охлаждения насоса обязательна для эффективной работы. Она может быть замкнутой или проточной. Замкнутая более экономична.
Дозатор подачи абразива контролирует количество абразива для работы по материалу разной толщины
Исключает перебои с подачей абразива, что очень важно при резке ценных материалов, обработка которых чистой водой может их испортить
Система очистки воды предотвращает появление минеральных отложений на клапанах, шарнирах и других элементах станка с ЧПУ. Вода очищается от кальция и железа. Допустимое количество железа в 1 литре воды составляет не более 10 миллиграмм. Система очистки повышает производительность и срок эксплуатации станка с ЧПУ.
Видеоролики демонстрируют гидроабразивную резку в трехмерном и двухмерном пространствах:
2 Установка гидроабразивной резки металла – особенности конструкции
Установка гидроабразивной резки настолько же уникальна, как и сама технология, несопоставима по конструкции ни с одним известным оборудованием для подобного вида обработки изделий. Первая ее особенность – наличие рабочей ванны, в которой происходит резка, имеющей следующие элементы:
- Несущие опоры из нержавеющей стали, приспособленные для простой, быстрой замены при наступлении износа.
- Быстросъемные ребра для поддержки разрезаемого материала. Устанавливаются на несущие опоры и обеспечивают их защиту от гидроабразивной струи.
- Система быстрого набора, выпуска воды, обеспечивающая обработку заготовок, полностью погруженных в водную среду – рабочая зона защищена от образующейся пыли (остается в воде) и шума, уровень которого снижается до 65 Дб.
Следующая особенность – бак для абразива, обеспечивающий простоту работы с оборудованием:
- конструкция позволяет пополнять запас абразивного материала даже в процессе работы установки – существенная экономия времени;
- оборудован датчиками контроля объема абразива.
Имеет свои особенности и система перемещения:
- У станка консольная конструкция, оснащенная ременным приводом, осуществляющем перемещение по осям.
- Ременной привод наиболее приспособлен для использования на гидроабразивных станках, так как практически не боится, когда в него попадает абразивный материал. Привод прост в эксплуатации, а в случае износа легко заменяем.
- Высокая точность позиционирования (±0,025 мм) обеспечивается индуктивными линейными датчиками.
- Осевое перемещение осуществляется по линейным направляющим, благодаря чему обеспечивается плавность скорости и хода, точность позиционирования.

Самый важный узел гидроабразивной установки – насос высокого давления, осуществляющий сжатие и доставку воды в рабочую зону. Автоматическое управление всеми параметрами процесса резки производится системой ЧПУ. Для удобства быстрой и точной настройки или привязки все станки оснащены переносным пультом с маховичком.










Система поддержания постоянного зазора представляет собой особый контактный механизм, перемещающийся по листу и обеспечивающий поддержание оптимального расстояния между поверхностью изделия и фокусирующей трубкой. Это способствует качеству и точности реза, а также не допускает опасности столкновения трубки с заготовкой.
Особая конструкция станков – угловая голова:
- обеспечивает подвижность режущей головки в 2 плоскостях с поворотом на углы наклона до 60° включительно – это позволяет обрабатывать криволинейные поверхности, фаски, компенсировать конусность в процессе обработки;
- конструкцией предусмотрено, что при выполнении фаски или компенсации конусности перемещение происходит только по 1 поворотной оси – это обеспечивает неизменность угла и высокую точность;
- сложные поверхности могут обрабатываться одновременно по 5 координатам.
Станок для гидроабразивной резки металла оборудован системой загрузки обрабатываемого материала. Наибольшее распространение получили:
- Кран-балки, оснащенные механическими или вакуумными захватами. В качестве силовой установки используется тельфер.
- Подъемники гидравлические, пневматические с регулируемыми рычагами, которые поддерживают материал в самых важных местах – получили широкое применение при работах с хрупкими материалами.
 Датчик, контролирующий подачу абразивного состава:
Датчик, контролирующий подачу абразивного состава:
- Проверяет количество поступающего абразива во время обработки – рез может выполняться без присутствия оператора.
- Обеспечивает остановку работы станка при попадании посторонних материалов (не предусмотренных фракций или остатков мешковины) в режущую головку. Допустимый диапазон задается со стойки оператора (можно изменить в процессе обработки).
На станок, при необходимости, можно установить ультразвуковую или лазерную систему сканирования поверхности заготовки. Устройство выявляет неровности поверхности заготовки и тем самым обеспечивает поддержание требуемого зазора, а также максимальную точность резки.
Гидроабразивное оборудование может быть оснащено устройством удаления отработанного абразива:
- состоит из насоса и бака отстойника;
- отличительная особенность – использование насоса мембранного типа, который прост в обслуживании и максимально приспособлен для эксплуатации в агрессивных средах;
- удобство работы обеспечивается тем, что бак для абразива оборудован быстросъемными разъемами для легкого подсоединения шлангов, а также приспособлен к транспортировке погрузчиком или кран-балкой.
Станки для гидроабразивной резки
Гидроабразивный станок состоит из следующих основных элементов:
- Ёмкости для воды, большого объёма, от 2 м3;
- Трубопроводной арматуры, способной работать под высокими нагрузками;
- Насоса высокого давления;
- Гидроаккумулятор, служит для уравновешивания давления воды в системе, обеспечивает непрерывный поток, сглаживает ее пульсации;
- Бункера для порошка абразива;
- Аппаратуры для подачи и смешивания абразива с водой;
- Режущая головка с несколькими степенями свободы;
- Станина для раскрепления заготовки и установки ванны. Ванна нужна для слива смеси после процесса, в ней происходит резка металла водой.
Органы управления станком могут быть как ручными, что достаточно редко встречается, так и на числовом программном управлении – ЧПУ. В этом случае весь процесс обработки происходит под контролем специально разработанной программы, что исключает проблемы связанные с «человеческим фактором». Обычный промышленный гидроабразивный станок с установкой ЧПУ, фактически компьютером, который задаёт необходимые параметры обработки, позволит более точно и эффективно обрабатывать заготовки.
Установка гидроабразивной резки обладает следующими особенностями:
- Наличие достаточно большого объёма воды в системе, что обусловлено её использованием в качестве инструмента. Что, к сожалению, усложняет систему и требует отдельного внимания к герметизации;
- Наличие большого количества дегкосменяемых элементов и систем, из-за того что абразив и нагрузки при работе с высоким давлением ускоряют износ оборудования, что обуславливает его достаточно низкий рабочий ресурс. Именно по этой причине требуется быстрая замена некоторых узлов в процессе работы;
Отдельно необходимо рассмотреть устройство и работу режущей головки водяной резки.
Обычно режущая головка имеет контролируемый зазор между соплом и поверхностью заготовки, это необходимо для высокого качества и эффективности обработки материала. Головка стабилизируется в двух плоскостях, кроме того может изменять угол реза до 60 градусов от нормали, что необходимо для обработки криволинейных поверхностей или деталей сложной формы.
Оборудование для гидроабразивной резки обычно оснащается сложными системами контроля качества заготовки, что обеспечивает высокую точность резки и обработки. Тем не менее, размеры станочного парка для гидроабразивной резки довольно широки, от промышленного многотонного станка с высокой производительностью, до настольного станка гидроабразивной резки с ЧПУ, размещённого в личной мастерской.
Ёмкости для абразивов и системы гидробаков также оборудуются датчиками, которые контролируют скорость подачи, давление и расход смеси, что позволяет добиваться высочайшей точности в изготовлении деталей.
Управление чаще всего посредством ЭВМ, по заранее подготовленной программе обработки деталей. Достаточно редко встречаются станки гидроабразивной резки с ручным управлением, которые отличаются невысокой точностью изготовляемых деталей. Если нужна точная гидроабразивная резка, требуется станок с ЧПУ
Собрать станок для резки камня или металла водой, своими руками, практически невозможно, ввиду использования в процессе гидрорезки высоконагруженных герметичных соединений, высокого давления и деталей с очень высокой точностью изготовления. Кроме этого создать необходимый напор воды, крайне сложно на бытовом уровне. Так что лучшим вариантом будет приобрести уже готовый станок фабричного производства. Например, настольный станок гидроабразивной резки с ЧПУ, невысокая стоимость и хорошие рабочие параметры.
Технология резки
Вода, нагнетаемая насосом до сверхвысокого давления порядка 1000–6000 атмосфер, подается в режущую головку. Вырываясь через узкое сопло (дюзу) обычно диаметром 0,08–0,5 мм с околозуковой или сверхзвуковой скоростью (до 900–1200 м/c и выше), струя воды поступает в смесительную камеру, где начинает смешиваться с частицами абразива – гранатовым песком, зернами электрокорунда, карбида кремния или другого высокотвердого материала. Смешанная струя выходит из смесительной (смешивающей) трубки с внутренним диаметром 0,5–1,5 мм и разрезает материал. В некоторых моделях режущих головок абразив подается в смесительную трубку. Для гашения остаточной энергии струи используется слой воды толщиной, как правило, 70–100 сантиметров.
Рисунок. Схема гидроабразивной резки

Рисунок. Схема смешивания частицы абразива
При гидрорезке (без абразива) схема упрощена: вода под давлением вырывается через сопло и направляется на разрезаемое изделие.
Таблица. Характерная область применения технологий резки водой
| Гидрорезка | Гидроабразивная резка |
| Кожа, текстиль, войлок (обувная, кожаная, текстильная промышленность) | Листы из сталей, металлов |
| Пластики, резиновые изделия (автомобильная промышленность) | Различные металлические детали (отливки, шестерни и др.) |
| Электронные платы | Сплавы алюминия, титана и др., композитные материалы, толстостенные пластмассы (авиационная и космическая промышленность) |
| Ламинированные материалы (авиационная и космическая промышленность) | Бетон, железобетон, гипсовые блоки, твердая брусчатка и др. строительные материалы |
| Теплоизоляционные, уплотнительные и шумопонижающие материалы | Камень, гранит, мрамор и др. |
| Продукты питания – замороженные продукты, плотные продукты, шоколад, выпечка и др. | Стекло, бронированное стекло, керамика |
| Бумага, картон | Комбинированные материалы, материалы с покрытием |
| Дерево | Дерево |
| Термо- и дуропласт | Армированные пластики |
При гидроабразивной резке разрушительная способность струи создается в гораздо большей степени за счет абразива, а вода выполняет преимущественно транспортную функцию. Размер абразивных частиц подбирается равным 10–30% диаметра режущей струи для обеспечения ее эффективного воздействия и стабильного истечения. Обычно размер зерен составляет 0,15–0,25 мм (150–250 мкм), а в ряде случаев – порядка 0,075–0,1 мм (75–100 мкм), если необходимо получение поверхности реза с низкой шероховатостью. Считается, что оптимальный размер абразива должен быть меньше величины (dс.т. – dв.с. )/2, где dс.т. – внутренний диаметр смесительной трубки, dв.с. – внутренний диаметр водяного сопла.
В качестве абразива применяются различные материалы с твердостью по Моосу от 6,5. Их выбор зависит от вида и твердости обрабатываемого изделия, а также следует учитывать, что более твердый абразив быстрее изнашивает узлы режущей головки.









Таблица. Типичная область применения некоторых абразивных материалов при резке
| Наименование | Характерная область применения |
| Гранатовый песок (состоит из корунда Al2O3, кварцевого песка SiO2, оксида железа Fe2O3 и других компонентов) | Широко распространен для резки различных материалов, в особенности высоколегированных сталей и титановых сплавов |
| Зерна электрокорунда (состоит преимущественно из корунда Al2O3, а также примесей) или его разновидности | Искусственные материалы с очень высокой твердостью по Моосу. Используются для резки сталей, алюминия, титана, железобетона, гранита и др. материалов |
| Зерна карбида кремния (SiC) – зеленого или черного | |
| Кварцевый песок (SiO2) | Резка стекла |
| Частицы силикатного шлака | Резка пластика, армированного стекло- либо углеродными волокнами |
Сопла обычно изготавливают из сапфира, рубина или алмаза. Срок службы сапфировых и рубиновых сопел составляет до 100–200 часов, алмазных сопел – до 1000–2000 часов. При гидрорезке не применяются рубиновые сопла, а сапфировые обычно служат в 2 раза дольше.
Смесительные трубки изготавливают из сверхпрочных сплавов. Срок службы – как правило, до 150–200 часов.
Ручное оборудование для водно-абразивной резки

устанавливать своими руками
Поскольку часть работы все-таки приходится делать самостоятельно, то показатель комфорта и удобства эксплуатации этого станка далек от идеала. Но здесь есть и свои преимущества, которые состоят в нескольких факторах, и они в некотором смысле, становятся решающими при выборе станков:
- На ручном гидроабразивном станке может работать оператор без специального образования;
- Установки без ЧПУ гораздо дешевле;
- Оборудование имеет все нужные технические характеристики, которые дают возможность получить изделия с простыми формами;
- Ручные станки отличаются небольшим набором функций и простой управления, с их регулировкой можно вполне справиться своими руками;
- Качественный и ровный срез, возможность резать под углом, получение простых фигур и раскрой материала с четкими геометрическими формами – все эти функции можно использовать на любых материалах, в числе которых медь, стекло и сталь.
Расходные материалы для гидроабразивного оборудования
Все, что необходимо для восстановления работы гидроабразивных станков — это периодически делать обновление изношенных элементов и расходных материалов. Расход абразива, даже на устройствах с ЧПУ, часто превышает отметку более чем в 350 гр. в 1 минуту, поскольку при работе с материалом, который имеет максимальную толщину, эти данные увеличиваются.
В роли абразива используют микрочастицы песка, который обеспечивает резку тугоплавких и тягучих материалов. Размер микропесчинки может быть до 650 микрон. Кроме абразива, данная техника резки не обходится без воды, она подготавливается, проходя через фильтры.
Если применять воду без подготовки, то качество резки существенно снизится. Из деталей оборудования, как правило, подлежат замене: направляющие трубки и сопло, система подачи абразивной смеси. А также уплотнительные части гидравлической станции, без которых не будет требуемого напора в системе.
https://youtube.com/watch?v=__sV8n_xlgY





