

Виды отрезных резцов
Отрезной резец – петушок назван так в силу своеобразия геометрии после заточки. Впервые петушковый токарный резец применил И.К. Евсеев, суть его рационализаторского предложения заключалась в уменьшении ширины стружки по сравнению с шириной реза. Стружка не сможет подклинить – уменьшается вероятность разрушения режущей кромки. Операция выполняется быстрее, не требуется увеличение скорости вращения шпинделя. При установке режущей кромкой вниз стружка падает на станину и не требует активного вмешательства оператора.
ВК8 – твердый сплав (карбида вольфрама 92%, кобальта 8%) применяется как покрытие для инструментов, режущих камень, металл, гранит. ГОСТ 3882-74, разработанный еще в СССР, регламентирует физико-механические свойства и процентное соотношение компонентов.
Подбирая отрезной резец по металлу, нужно учитывать ряд факторов:
- материал, который необходимо обрабатывать;
- интенсивность работ;
- специфику обработки заготовки;
- степень износа токарного оборудования.

Инструментами из быстрорежущей стали нельзя обрабатывать каленые заготовки и сталь с большим коэффициентом вязкости – рабочие поверхности быстро выкрошатся и восстановить их будет проблематично, а стоимость новых высока. Для работы на станках с ЧПУ лучшим выбором станут твердосплавные резцы, хорошо переносящие температурные нагрузки, которые практически всегда будут присутствовать в цикле обработки. При работе на старом изношенном оборудовании с большими люфтами и биениями лучше применять сборные резцы, их проще затачивать и менять.
Изготовление резцов в Москве
- В наличии
- Розница
- 14.07.21
- В наличии
- Розница
- 14.07.21
При проведении различных монтажных, строительных и производственных работ, используются крепежные элементы. Они нужны для прочного закрепления и выдерживания нагрузок в течение длительного времени. Надежные метизы производит компания Айсберг АС.
- В наличии
- Опт / Розница
- 02.08.21
ПКФ Цветная Металлургия производит метизы, различные детали и узлы для агрегатов, механизмы, металлоконструкции любой сложности Заказать продукцию можно оптом и в розницу. Доставка во все регионы России. Индивидуальные условия сотрудничества. Звоните!
- Под заказ
- 29.07.21
Изготавливаем специальный и твердосплавный инструмент и технологическую оснастку.
- Под заказ
- 29.07.21
Изготавливаем специальный и твердосплавный инструмент и технологическую оснастку.
- Под заказ
- 29.07.21
Изготавливаем специальный и твердосплавный инструмент и технологическую оснастку.
- Под заказ
- 29.07.21
Изготавливаем специальный и твердосплавный инструмент и технологическую оснастку.
- Под заказ
- 29.07.21
Изготавливаем специальный и твердосплавный инструмент и технологическую оснастку.
- В наличии
- Опт / Розница
- 02.08.21
Быстрые оптовые поставки металла по всей России за счёт собственных производственных мощностей, продуманной логистики и сотрудничества с ведущими поставщиками сырья. За актуальными ценами и наличием обращайтесь к нашим менеджерам.
Из других регионов
- В наличии
- 02.08.21
Предназначены для работы на специальном долбежном станке. Предлагаем удобную схему прямых поставок и большой выбор продукции. Гарантируем высокое качество продукции. Доставка по всей территории России.
- Под заказ
- 14.07.21
Компания имеет собственное производство, опыт специалистов и большой станочный парк. Мы можем изготовить огромный спектр продукции, как для машиностроения, так и для частого пользования.
- В наличии
- Опт / Розница
- 26.07.21
Резцы по ГОСТу в наличии, с собственной производственной базы.
Не нашли нужный товар?
Разместите заявку и поставщики сами сделают вам предложение!
Основой для изготовления деталей могут быть:
- Индивидуальные чертежи
- Эскизы деталей
- Макеты от заказчика
- 3д/2д модели деталей
- Образец готовой детали
Похожие материалы:
Виды и назначение
Резцами проходными грубо обдирают заготовки из стали, сплавов и цветных металлов, а также производят чистовое точение. Ниже описаны их виды.
Прямой
Используют для резки конических и цилиндрических деталей. Головки прямые. Если точение идет слева направо, используют проходной левый резец. При движении суппорта справа налево ставят правый резец. Хорошо подходят для черновой обдирки т. к. имеют большую жесткость.
Отогнутые
Рабочая часть изогнута в левую или правую сторону. Для обработки конических, цилиндрических, торцевых поверхностей и снятия фасок. Можно работать близко к кулачкам патрона. Универсальные, чем другие типы и чаще применяются.

Упорные
Упорными допускается резка заготовок ступеньками. Могут снимать до 5 мм. толщины металла за проход.
Часто выполняют с отгибами в рабочей части вправо или влево.

Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.







Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.

Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Геометрия канавочного резца
Рассмотрев чертеж типового канавочного резца, видно, что он состоит из рабочей головки и стержня, который закрепляется в держателе. Для расточных державка обычно имеет круглое сечение, сравнительно тонкое из высоколегированной стали, рабочая поверхность – припаянная твердосплавная пластина или зажатая в специализированном креплении сменная головка. Заточка таких резцов с соблюдением необходимых угловых параметров – сложная задача, выполняемая на заточном станке профессиональным мастером, от точности выполненных работ зависит скорость реза и живучесть режущей кромки. Геометрия канавочного резца для выполнения фасонных работ может быть уникальной, экспериментально установленной под выполнение конкретного вида операции.
Фасонный (сложный с точки зрения геометрии) вид внешней поверхности заготовки может быть получен с помощью прорезного канавочного резца, стандартная геометрия рабочей головки может быть доработана при пробном точении под конкретные задачи. Характерна прямая форма, державка массивная, имеет прямоугольное или квадратное сечение. Материал головки – высоколегированная инструментальная сталь, величина переднего угла варьируется в пределах 15-25 градусов и влияет на биение заготовки в процессе обработки. Рабочая кромка должна быть заточена равномерно, чтобы не допустить сильной вибрации, при перегреве происходит быстрое выкрашивание, что сильно осложняет восстановление и заточку.

Оптимальная геометрия канавочного резца может быть установлена опытным путем на производстве. Для выполнения ряда операций рекомендованные штатные углы заточки могут быть не слишком подходящими. Оптимизировать их выполнение можно на этапе выработки технологического цикла с помощью пробных проточек, квалифицированный токарь может самостоятельно доработать резец под конкретную задачу.
Виды отрезных резцов
Отрезной резец – петушок назван так в силу своеобразия геометрии после заточки. Впервые петушковый токарный резец применил И.К. Евсеев, суть его рационализаторского предложения заключалась в уменьшении ширины стружки по сравнению с шириной реза. Стружка не сможет подклинить – уменьшается вероятность разрушения режущей кромки. Операция выполняется быстрее, не требуется увеличение скорости вращения шпинделя. При установке режущей кромкой вниз стружка падает на станину и не требует активного вмешательства оператора.
ВК8 – твердый сплав (карбида вольфрама 92%, кобальта 8%) применяется как покрытие для инструментов, режущих камень, металл, гранит. ГОСТ 3882-74, разработанный еще в СССР, регламентирует физико-механические свойства и процентное соотношение компонентов.
Подбирая отрезной резец по металлу, нужно учитывать ряд факторов:
- материал, который необходимо обрабатывать;
- интенсивность работ;
- специфику обработки заготовки;
- степень износа токарного оборудования.

Инструментами из быстрорежущей стали нельзя обрабатывать каленые заготовки и сталь с большим коэффициентом вязкости – рабочие поверхности быстро выкрошатся и восстановить их будет проблематично, а стоимость новых высока. Для работы на станках с ЧПУ лучшим выбором станут твердосплавные резцы, хорошо переносящие температурные нагрузки, которые практически всегда будут присутствовать в цикле обработки. При работе на старом изношенном оборудовании с большими люфтами и биениями лучше применять сборные резцы, их проще затачивать и менять.
Нюансы подбора резца
При покупке режущих инструментов необходимо обращать внимание на следующие критерии:
- Разновидность режущего инструмента. Разные типы резцов отличаются формой профиля, определяемый техническими особенностями твердосплавных пластин.
- Размерные характеристики. Различные габариты изделий, обрабатываемых на токарном станка, определяютразмеры режущего инструмента. К современным типам резцов можно подобрать заготовки с отличительными размерными характеристиками.
- Значение заднего угла. Этот показатель влияет на точность чистовой обработки материала. Чистота нарезания поверхности прямо пропорциональна значению заднего угла. Этот параметр учитывается при токарной обработке металлических заготовок с мягкими поверхностями.
- Класс точности. Данный параметр используется для расчета точности выполненной нарезки. Согласно ГОСТу 9253-59, установлены 3 основных класса точности для пластин. При измерении этого параметра можно производить нарезание заготовок инструментами с различными значениями допуска.
Если не учитывать эти критерии, то резьбовые резцы не смогут прочно закрепиться на токарном станке и производить точную обработку металлических деталей.

Во время приобретения режущих инструментов важно правильно выбрать пластины. Эти детали изготавливаются из твердых металлических сплавов
Соотношение металлов определяет особенности эксплуатации режущего инструмента. Существует 2 основных разновидности пластин:
- С повышенной прочностью. Они устойчивы к воздействию вибраций, ударов и других физических нагрузок, возникающих во время нарезания. Рекомендуется приобретать эту категорию пластин, если требуется отрезать большое количество металла с обрабатываемого изделия.
- С увеличенной теплостойкостью. Они могут переносить высокие температуры, возникающие во время длительной обработки заготовок и воздействия силы трения. Теплостойкие пластины фиксируются механическим методом. Они применяются при работе на высоких скоростях.
Материалы изготовления указываются на маркировке твердосплавных пластин. Каждому сплаву соответствует уникальное изображение. При изготовлении режущих деталей обязательно используют вольфрам, обладающий высокой прочностью и устойчивостью к большимперепадам температур. Дополнительно могут применяться карбид титана или кобальт. Пластины из керамических материалов используются во время проведения чистовой или получистовой обработки металлических изделий. Они могут применяться для нарезания заготовок из жаропрочных сплавов. Процентное соотношение этих компонентов определяет категорию сменных пластин. На маркировке титан обозначается буквой “Т”, кобальт – символом “К”. Пример маркировки: Т14К7 (процентное содержание карбида титана – 14%, кобальта – 7%).
Для больших объемов токарных работ рекомендуется приобретать набор токарных резцов со сменными пластинами, что позволит быстро настраивать инструмент во время проведения различных технологических операций
При выборе наборов важно учитывать марку производителя. Наибольшей популярностью на рынке пользуются сменные пластины от следующих компаний:
- ООО “Инструмент-Сервис”: украинская компания, изготавливающая детали для режущих инструментов.
- Интерпайп: является крупнейшей организацией по изготовлению трубных и резьбовых соединений на территории Восточной Европы. Продукция производится на Новомосковсокм трубном заводе, расположенном в украинском городе Днепр.
- BDS-Machinen: немецкая компания, производящая устройства и детали для магнитных сверлильных станков.
- Proxxon: организация, разрабатывающая детали для нарезания малогабаритных заготовок. Производство осуществляется на территории Германии.
- Ceratizit: фирма по производству металлорежущих инструментов и их основных комплектующих. Штаб-квартира находится на территории Люксембурга.
Стоимость набора токарных резцов зависит от затрат производителя и финансовой политики поставщиков. Наибольшей ценой обладают импортные детали. Средняя цена набора составляет 15 000 руб. Дополнительно можно приобретать отдельные виды пластин. Их средняя цена равняется 164 руб.
Особенности канавочных резцов, их виды и геометрия

Токарные работы по металлу состоят из множества операций. Здесь осевая проточка, радиальная, расточка отверстий, подрезка торцов и другие обработки.
Для каждого вида работ требуется свой тип резца. Чем сложнее деталь, тем больше технологических моментов и увеличения времени на ее изготовление, так как оснастку приходится менять, перенастраивать оборудование. В некоторых случаях можно упростить технологию изготовления детали на токарном станке, если применить универсальный инструмент, например канавочный резец.










Режущая оснастка, которая делает канавки, может обрабатывать не только цилиндрические заготовки, но и детали конической формы. Этот вид работ требует, чтобы инструмент имел высокую прочность и жесткость конструкции, поэтому резцы такого типа изготавливают из качественной инструментальной стали.
Обработка деталей на токарном станке допустима только для лиц, имеющих соответствующее образование. При неправильном использовании оборудования можно получить травмы и материальные убытки.
Особенности применения канавочного резца
Резание заготовок на токарном оборудовании происходит с соблюдением определенных режимов. Так, канавочный тип резцов требует иного применения, нежели другие виды режущей оснастки.
Если брать обработку по глубине, то за одну подачу не углубляются более чем на ширину кромки. Расширение канавки происходит путем нескольких проходов инструмента вдоль оси детали. На скорость подачи влияет много факторов: это и обрабатываемый материал, и тип режущей оснастки, поэтому здесь есть пределы от 0.2 до 0.07 миллиметров за один оборот.
Канавки, которые можно получить на поверхности заготовки, бывают разных видов.
- Узкие по ширине, где размер равен величине рабочей части резца. Такую обработку проводят в ручном режиме и здесь используют всего один проход. Подача инструмента осуществляется четко в место будущего углубления по чертежу.
- Канавки, образуемые на уступах детали или ее торцах. В этом случае применяют лимб для подачи в поперечном направлении – так выставляют диаметр будущего углубления, а требуемой глубины добиваются, используя лимб перемещения суппорта в продольном направлении.
- Широкие по размерам углубления. Их получают за несколько проходов. Сначала канавочный резец подают на нужную глубину (с учетом 0.5 миллиметров припуска) с правой стороны канавки. Припуск оставляют для того, чтобы на конечном этапе сделать финишную обработку. Затем, двигаясь справа налево, доходят до другого конца канавки. Далее в обратном направлении прорезают деталь начисто.
Сборные конструкции
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
Геометрия канавочного резца
Рассмотрев чертеж типового канавочного резца, видно, что он состоит из рабочей головки и стержня, который закрепляется в держателе. Для расточных державка обычно имеет круглое сечение, сравнительно тонкое из высоколегированной стали, рабочая поверхность – припаянная твердосплавная пластина или зажатая в специализированном креплении сменная головка. Заточка таких резцов с соблюдением необходимых угловых параметров – сложная задача, выполняемая на заточном станке профессиональным мастером, от точности выполненных работ зависит скорость реза и живучесть режущей кромки. Геометрия канавочного резца для выполнения фасонных работ может быть уникальной, экспериментально установленной под выполнение конкретного вида операции.
Фасонный (сложный с точки зрения геометрии) вид внешней поверхности заготовки может быть получен с помощью прорезного канавочного резца, стандартная геометрия рабочей головки может быть доработана при пробном точении под конкретные задачи. Характерна прямая форма, державка массивная, имеет прямоугольное или квадратное сечение. Материал головки – высоколегированная инструментальная сталь, величина переднего угла варьируется в пределах 15-25 градусов и влияет на биение заготовки в процессе обработки. Рабочая кромка должна быть заточена равномерно, чтобы не допустить сильной вибрации, при перегреве происходит быстрое выкрашивание, что сильно осложняет восстановление и заточку.

Оптимальная геометрия канавочного резца может быть установлена опытным путем на производстве. Для выполнения ряда операций рекомендованные штатные углы заточки могут быть не слишком подходящими. Оптимизировать их выполнение можно на этапе выработки технологического цикла с помощью пробных проточек, квалифицированный токарь может самостоятельно доработать резец под конкретную задачу.
Виды и классификация.
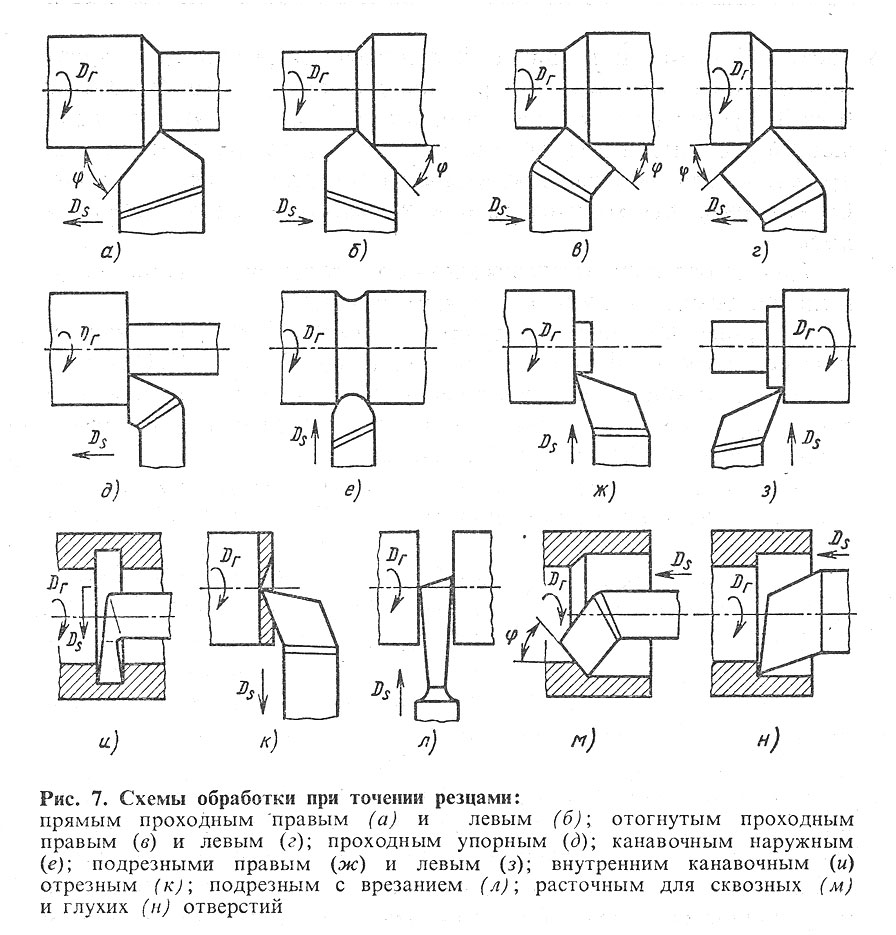
По направлению подачи режущего инструмента между передней и задней бабками токарного станка резцы для токарных станков могут быть правыми и левыми, а в зависимости от конструкции головки их делят на прямые, отогнутые и оттянутые. По назначению (виду обработки детали) резцы токарные делят на:
- резцы проходные правые и левые прямые, требования к которым изложены в ГОСТ 18878-73 (Резцы токарные проходные прямые) и ГОСТ 18869-73 (быстрорежущие резцы Р6М5), в том числе быстрорежущие резцы проходные упорные (ГОСТ 18870-73);
- резцы проходные отогнутые, как с твердосплавными напайками, так и быстрорежущие резцы проходные упорные отогнутые, регламентированные в ГОСТ 18868-73 и ГОСТ 18877-73;
- резцы отрезные прямые (ГОСТ 18884-73 и ГОСТ 18874-73), в том числе быстрорежущие резцы отрезные и прорезные по ГОСТ 18874-73;
- резцы подрезные отогнутые (ГОСТ 18880-73) и резцы подрезные торцовые из быстрорежущих сталей (ГОСТ 18871-73);
- резцы резьбовые для формирования метрической и трапецеидальной резьбы, как на наружной, так и внутренних поверхностях деталей по ГОСТ 18885-73 и ГОСТ 18876-73;
- резцы расточные для обработки сквозных и глухих отверстий разного диаметра по ГОСТ 18882-73 (Резцы токарные расточные для сквозных отверстий), по ГОСТ 18883-73 (Резцы токарные расточные для глухих отверстий) и резцы расточные из быстрорежущей стали по ГОСТ 18873-73 (Резцы расточные для обработки глухих отверстий из быстрорежущей стали) и по ГОСТ 18872-73 (Резцы расточные для обработки сквозных отверстий из быстрорежущей стали), а также быстрорежущие резцы расточные державочные по ГОСТ 10044-73;
- резцы канавочные, резцы долбежные (ГОСТ 10046-73), резцы фасочные (ГОСТ 18875-73);
- резцы строгальные проходные (ГОСТ 18887-73 и ГОСТ 18891-73), подрезные, отрезные, прорезные и чистовые широкие (ГОСТ 18893-73, ГОСТ 18881-73, ГОСТ 18894-73, ГОСТ 18892-73), в том числе быстрорежущие резцы строгальные (ГОСТ 18890-73, ГОСТ 18889-73, ГОСТ 18888-73, ГОСТ 18887-73);
- самокалы, изготавливаемые в основном из стали Р18 и Р6М5 методом ковки с охлаждением на воздухе. Самокалы имеют меньшую износостойкость, чем резцы с твердосплавными напайками, но эффективны при обработке мягких и вязких сталей.
Геометрические характеристики
Расточной токарный резец включает державку, служащую для монтажа инструмента в станке, и рабочую поверхность. Рабочая поверхность для врезания в материал имеет клинообразную форму. Она сформирована тремя углами, суммарно образующими 90°.

- Основной задний угол, разделяющий заднюю поверхность и режущую плоскость, сокращает трение обрабатываемого предмета и задней поверхности. Твердость материалов связана обратной зависимостью с величиной этого угла и прямой с их шероховатостью.
- Угол заострения, разделяющий заднюю и переднюю поверхности, определяет прочность резца.
- Основной передний угол, разделяющий переднюю поверхность и перпендикулярную режущей поверхности плоскость, определяет степень деформации удаляемого материала.
Размеры определяются ГОСТ. Так, ГОСТ 18882-73 описывает токарные расточные резцы с твердосплавными пластинами для сквозных отверстий. ГОСТ 18883-73 определяет параметры аналогичных инструментов с пластинами из твердых сплавов, рассчитанных на создание глухих отверстий.
В ГОСТ 9795-83 описаны державочные резцы для сквозных отверстий, рассчитанные на косое и прямое крепление.
Особенности токарной обработки с использованием канавочного резца
Режимы резания при использовании резцов канавочного типа имеют некоторые отличия от режимов обработки заготовки токарными инструментами других типов. Так, за глубину резания принимается величина, равная ширине формируемой канавки, а подачу инструмента за один оборот детали измеряют в направлении, перпендикулярном ее оси. Величину подачи в зависимости от материала, из которого изготовлена режущая часть канавочного инструмента, выбирают в пределах 0,07–0,2 мм/об, а скорость резания – 15–180 м/мин.
Читать также: Диаметр отверстия под резьбу 1 дюйм
На поверхности заготовки можно получать канавки нескольких видов.
- Узкие канавки, ширина которых соответствует ширине режущей части инструмента, выполняются за один проход резца, который подается вручную. Перед этим на поверхности детали определяют точное место расположения канавки, а затем выставляют напротив этого места резец и осуществляют его подачу.
- Канавки на уступах и торцах детали выполняются по такому же принципу, их диаметр выставляют при помощи лимба поперечной подачи, а глубину – по лимбу продольного перемещения суппорта.
- Широкие канавки делают за несколько проходов по следующей схеме. Сначала определяют место расположения правого края канавки и выставляют напротив данного места резец. При помощи поперечной подачи резец врезают в деталь на глубину, которая на 0,5 мм меньше глубины нарезаемой канавки (такой припуск оставляют на чистовую обработку). Затем при помощи продольной подачи канавочный инструмент начинают перемещать к левому краю нарезаемой канавки, граница которого предварительно намечена. После того как черновая канавка сформирована, ее дно обрабатывают начисто – на требуемую глубину, осуществляя продольную подачу резца слева направо. В том случае, если необходимо сформировать канавку с очень точным расположением ее левого и правого краев, при черновой обработке на них также могут быть оставлены припуски, которые затем снимаются при помощи поперечной подачи канавочного или подрезного резца.

Виды работ, производимых канавочными резцами
Виды канавочных резцов
Среди токарных инструментов для формирования канавок выделяют резцы для внутренней и наружной обработки. И первые, и вторые могут быть полностью изготовленными из твердосплавных материалов либо иметь сменную режущую часть. Твердосплавные резцы – достаточно дорогостоящий инструмент, поэтому его использование должно быть экономически целесообразным. При выполнении наружных работ обычно используют изделия со сменными пластинами, применять твердосплавные канавочные резцы в таких случаях не имеет смысла.
Совсем иначе обстоит ситуация с обработкой внутренних канавок. Здесь надо учитывать диаметр отверстия, в которое предстоит завести резец, а также жесткость инструмента. Требованиям, по которым резец обладает минимальным размером своей державки и достаточной жесткостью для выполнения обработки металла, удовлетворяют только твердосплавные канавочные инструменты.
Естественно, когда условия обработки и геометрические параметры обрабатываемой детали позволяют, для формирования наружных и внутренних канавок целесообразнее использовать недорогой инструмент со сменными пластинами.
Читать также: Краскопульт для любых видов покраски
Выбор режима резания
- марки обрабатываемого материала;
- марки материала, из которого изготовлен режущий инструмент;
- длины заготовки и ее диаметра;
- способа установки инструмента на станке;
- конфигурации и глубины профиля.
Ориентировочные режимы резания фасонными резцами на металлорежущих станках в зависимости от диаметра заготовки и ширины резца указаны в таблице.
| Диаметр заготовки, мм | Ширина резца, мм | Скорость подачи, мм/об. |
| 20 | 8 | 0,03 ÷ 0,09 |
| 10 | 0,03 ÷ 0,07 | |
| 15 | 0,02 ÷ 0,05 | |
| 25 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,03 ÷ 0,085 | |
| 15 | 0,035 ÷ 0,75 | |
| 20 | 0,03 ÷ 0,06 | |
| 40 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 60 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 50 | 0,025 ÷ 0,055 |
Инструменты для токарной обработки
Главным параметром продуктивности работы токарных станков является выбор следующих режимов резания: величины продольной подачи инструмента при обработке, скорости резки и глубины снимаемого слоя металла.
Грамотное применение этих параметров позволит добиться:
- оптимальной скорости вращения заготовки и скоростных характеристик самой обработки детали;
- увеличение износостойкости режущего инструмента при оптимальных силах его воздействия на поверхность детали;
- необходимого съема слоя металлической стружки в процессе токарной обработки;
- поддержания рабочих поверхностей токарного оборудования в идеальном состоянии.
На скорость резания также влияет вид и сорт обрабатываемого материала, а также тип и качественные характеристики применяемого режущего инструмента. Выбором частоты вращения шпинделя и скоростей резки можно влиять на показатели качества токарной обработки детали. Такие всегда учитываемые показатели, как плотность материала и другие качественные характеристики заготовок, можно найти в специализированных таблицах и справочниках.








В зависимости от назначения, токарные резцы подразделяются на черновые – для предварительной обработки, и чистовые – для выполнения окончательных размеров детали. Геометрическая форма режущей части резцовых пластин позволяет снимать как маленькие припуски, так и более крупные.
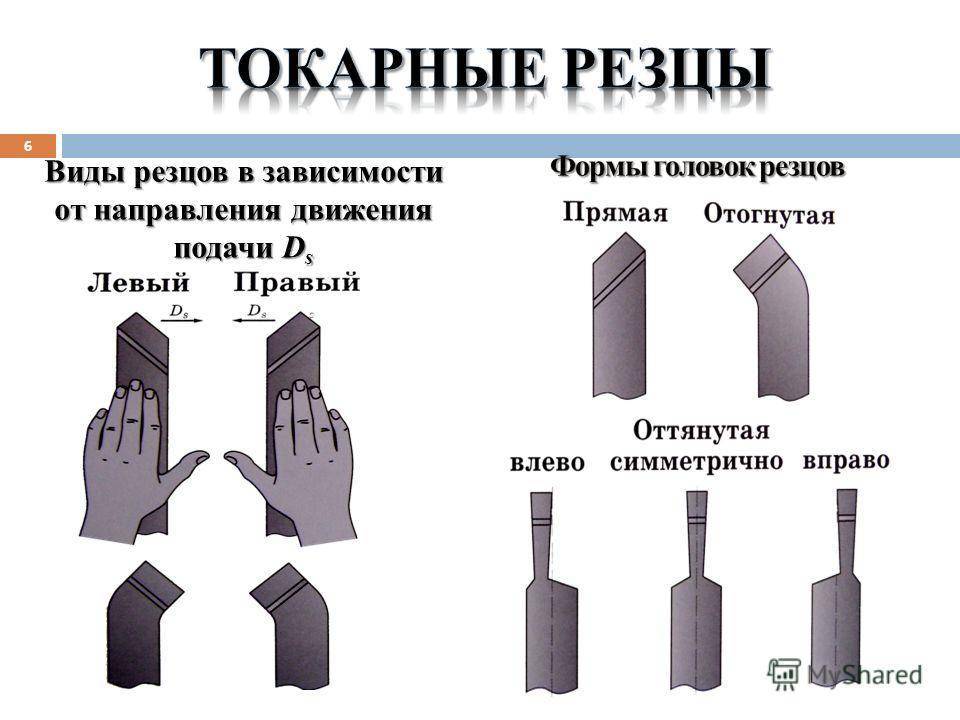
По параметру направленности движения токарные резцы делятся на правые и левые. Первые движутся справа налево (от задней бабки к передней), вторые, соответственно, наоборот.
По геометрической форме и типу режущей пластины резцы подразделяются на отогнутые, прямые и усиленные. У последнего исполнения ширина части закрепления значительно больше ширины самого резца.
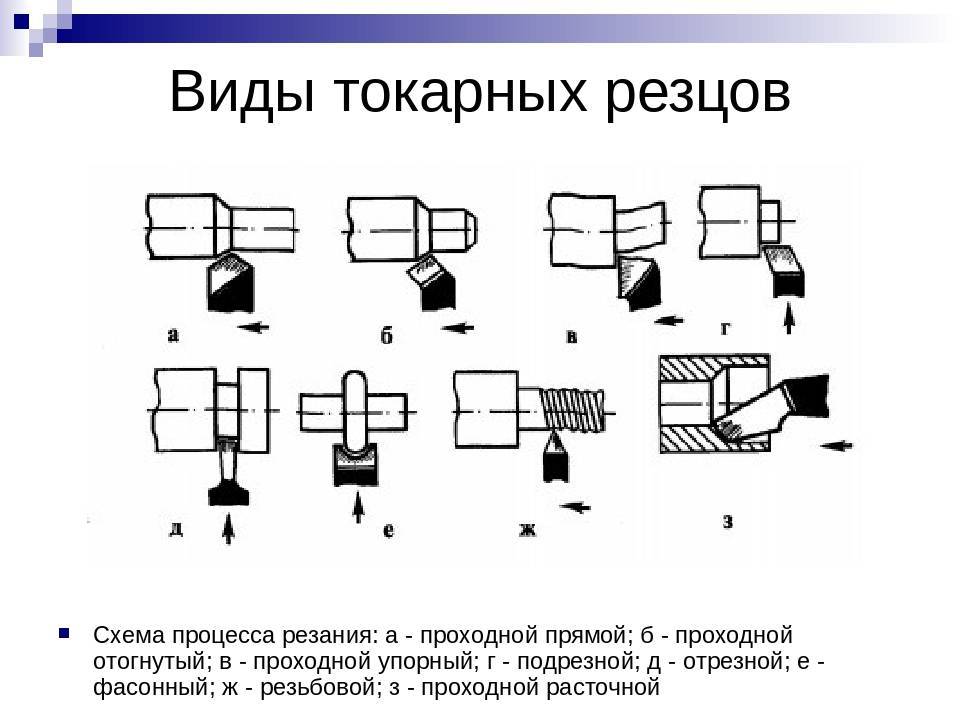
По функциональности токарные резцы делятся на:
- подрезные;
- отрезные;
- проходные прямые и упорные;
- резьбовые внутренние и наружные;
- расточные;
- канавочные;
- фасонные.

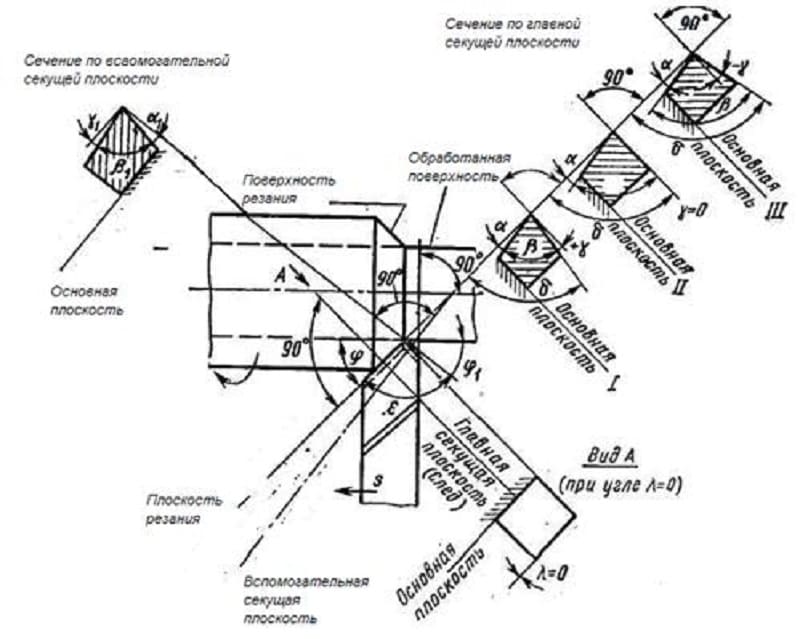
Качество и точность резания напрямую зависят от геометрических параметров токарных резцов. И при правильном выборе его формы достигаются наиболее эффективные результаты токарной обработки. Для этого токарю необходимо знать такое техническое понятие, как «угол в плане». Это угол между проекциями главной и вспомогательной режущими кромками резца на основную плоскость:
- φ (угол главной режущей поверхности);
- φ1 (вспомогательной плоскости);
- ε (при вершине).
Угол при вершине обеспечивается при заточке резца, а главный и вспомогательный зависят еще и от его позиционирования при установке. При большом значении главного угла нагрузки будут направлены на небольшую по площади часть кромки, и это приведет к уменьшению по времени стойкости режущего инструмента. При уменьшении этого угла резец будет обладать большим периодом стойкости, нагрев зоны резания намного уменьшится, что приведет к большей эффективности.
https://youtube.com/watch?v=Rkrd3WZ9X5Y
Особенности применения канавочного резца
Резание заготовок на токарном оборудовании происходит с соблюдением определенных режимов. Так, канавочный тип резцов требует иного применения, нежели другие виды режущей оснастки. Если брать обработку по глубине, то за одну подачу не углубляются более чем на ширину кромки. Расширение канавки происходит путем нескольких проходов инструмента вдоль оси детали. На скорость подачи влияет много факторов: это и обрабатываемый материал, и тип режущей оснастки, поэтому здесь есть пределы от 0.2 до 0.07 миллиметров за один оборот.
Канавки, которые можно получить на поверхности заготовки, бывают разных видов.
- Узкие по ширине, где размер равен величине рабочей части резца. Такую обработку проводят в ручном режиме и здесь используют всего один проход. Подача инструмента осуществляется четко в место будущего углубления по чертежу.
- Канавки, образуемые на уступах детали или ее торцах. В этом случае применяют лимб для подачи в поперечном направлении – так выставляют диаметр будущего углубления, а требуемой глубины добиваются, используя лимб перемещения суппорта в продольном направлении.
- Широкие по размерам углубления. Их получают за несколько проходов. Сначала канавочный резец подают на нужную глубину (с учетом 0.5 миллиметров припуска) с правой стороны канавки. Припуск оставляют для того, чтобы на конечном этапе сделать финишную обработку. Затем, двигаясь справа налево, доходят до другого конца канавки. Далее в обратном направлении прорезают деталь начисто.
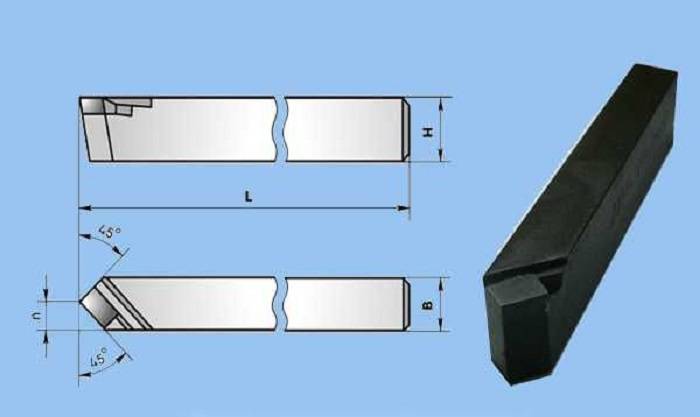
Основные размеры и материалы
Резец токарный канавочный в общем случае не длиннее 270 мм, ширина рабочей головки варьируется от 2 до 10 мм, толщина и высота в случае с прямоугольным и квадратным сечением стержня достигает 50 мм. При работе на станках с низкими оборотами для изготовления резцов используется углеродистая инструментальная сталь, легированная позволяет ускорить выполнение операций. На больших скоростях может быть использована высоколегированная сталь, скорость возрастает до полутора раз, инструмент может выдерживать повышение температурного режима.
Пластины для точения канавок в составных резцах могут быть из различных материалов:
- твердосплавные напаянные;
- металлокерамические на базе соединений из кобальта с титаном и вольфрамом;
- минералокерамическими, применяются в основном для обработки деталей высокой прочности, устойчивы к высоким температурам, но хрупкие и дорогие;
- алмазные, очень прочные, но при высоких температурах выгорают;
- эльборовые, на базе нитрида бора, хорошо держат температуру, могут обрабатывать высокопрочные материалы.
Для каждого из вышеперечисленных материалов характерны особенности применения, при выборе цена не является главным аргументом – можно купить много дешевых, которые не смогут заменить несколько дорогих, но оптимальных по параметрам. Токарные канавочные резцы – дорогой инструмент, его правильный подбор сэкономит финансы и не нарушит технологический цикл производства.





