

Состав и конструкция станка 5К822В
Передняя бабка
В передней бабке смонтированы шпиндель изделия и механизм (звено) увеличения шага шлифуемой резьбы. С целью обеспечения одновременности начала вращения изделия и начала поступательного движения стола, что необходимо при двустороннем шлифовании, предусмотрен механизм уравнивания мертвых ходов в винторезной цепи между точкой присоединения привода (блок 2,3 на рис.5) и шпинделем изделия. Механизм предназначен для уравнивания мертвых ходов участка винторезной цепи от точки присоединения привода до обрабатываемого изделия с мертвыми ходами второй ветви этой цепи от точки присоединения привода до обрабатываемого изделия, включая гитару шага и ходовой винт с гайкой.
Механизм увеличения шага позволяет, не меняя настройку гитары шага, изменять передаточное отношение винторезной цепи для станка 5К822В в четыре раза и для станка 5К821В в два раза.
На левом торце бабки расположена гитара настройки станка на шаг шлифуемой резьбы.
Шпиндель смонтирован в прецизионных регулируемых бронзовых подшипниках.
Шлифовальная бабка
Шлифовальная бабка состоит из двух основных частей: поворотного барабана и салазок.
На барабане смонтированы корпус шлифовального шпинделя, привод шлифовального круга, механизм подачи правящих устройств, механизм компенсирующей подачи и сменные устройства для правки шлифовального круга.
Поворот барабана на угол подъема шлифуемой резьбы осуществляется вокруг горизонтальной оси, пересекающей ось обрабатываемого изделия и располагающейся в плоскости симметрии рабочего профиля однониточного шлифовального крута.
На салазках смонтированы механизм поворота барабана и механизм компенсирующей подачи. Назначение механизма компенсирующей подачи — поддерживать постоянным расположение режущей кромки шлифовального круга относительно оси обрабатываемого изделия при уменьшении диаметра шлифовального круга после каждой правки.
На верхней плоскости барабана смонтированы механизм подачи правящих устройств, механизм привода перемещения алмазов, электродвигатель привода шлифовального круга и редуктор накатки, устанавливаемый по требованию Заказчика за отдельную плату.
Передняя стенка механизма подачи правящих устройств представляет собой подвижную вертикальную плиту, на которой закрепляются съемные правящие устройства.
Редуктор накатки позволяет уменьшать скорость вращения шлифовального круга при профилировании круга с помощью накатного ролика.
Механизм поперечной подачи
Механизм поперечной подачи смонтирован в передней нише станины. Механизм позволяет осуществлять следующие перемещения шлифовальной бабки:
- перемещения вручную на сравнительно большие расстояния при настройке станков в зависимости от размеров обрабатываемого изделия и шлифовального круга
- точные малые перемещения шлифовального круга для достижения заданного размера обрабатываемого изделия, а также для подачи на глубину резания
- быстрый отвод шлифовального круга от обрабатываемого изделия и быстрое возвращение его в исходное положение
- точное непрерывное перемещение шлифовальной бабки, согласованное с продольным перемещением стола, при шлифовании конических резьб
- возвратно-поступательное затыловочное движение шлифовальной бабки, согласованное с вращением обрабатываемого изделия
Задняя бабка
Задняя бабка установлена на верхних направляющих стола и переставляется по ним в зависимости от длины обрабатываемого изделия.
Для удобства установки обрабатываемого изделия в центрах станка пиноль задней бабки автоматически фиксируется в отведенном (нерабочем) положении.
Для тонкой настройки станка при шлифовании конических резьб, а также для компенсации износа шлифовального круга при обработке цилиндрических резьб задний центр можно перемещать в горизонтальной плоскости.
Поджим заднего центра к обрабатываемому изделию производится при помощи пружины с регулируемым усилием. Это позволяет компенсировать тепловые деформации обрабатываемого изделия и предохранять длинные и тонкие изделия от деформации при их установке в центрах станка.
Состав и конструкция станка 5К822В
Передняя бабка
В передней бабке смонтированы шпиндель изделия и механизм (звено) увеличения шага шлифуемой резьбы. С целью обеспечения одновременности начала вращения изделия и начала поступательного движения стола, что необходимо при двустороннем шлифовании, предусмотрен механизм уравнивания мертвых ходов в винторезной цепи между точкой присоединения привода (блок 2,3 на рис.5) и шпинделем изделия. Механизм предназначен для уравнивания мертвых ходов участка винторезной цепи от точки присоединения привода до обрабатываемого изделия с мертвыми ходами второй ветви этой цепи от точки присоединения привода до обрабатываемого изделия, включая гитару шага и ходовой винт с гайкой.
Механизм увеличения шага позволяет, не меняя настройку гитары шага, изменять передаточное отношение винторезной цепи для станка 5К822В в четыре раза и для станка 5К821В в два раза.
На левом торце бабки расположена гитара настройки станка на шаг шлифуемой резьбы.
Шпиндель смонтирован в прецизионных регулируемых бронзовых подшипниках.
Шлифовальная бабка
Шлифовальная бабка состоит из двух основных частей: поворотного барабана и салазок.
На барабане смонтированы корпус шлифовального шпинделя, привод шлифовального круга, механизм подачи правящих устройств, механизм компенсирующей подачи и сменные устройства для правки шлифовального круга.
Поворот барабана на угол подъема шлифуемой резьбы осуществляется вокруг горизонтальной оси, пересекающей ось обрабатываемого изделия и располагающейся в плоскости симметрии рабочего профиля однониточного шлифовального крута.
На салазках смонтированы механизм поворота барабана и механизм компенсирующей подачи. Назначение механизма компенсирующей подачи – поддерживать постоянным расположение режущей кромки шлифовального круга относительно оси обрабатываемого изделия при уменьшении диаметра шлифовального круга после каждой правки.
На верхней плоскости барабана смонтированы механизм подачи правящих устройств, механизм привода перемещения алмазов, электродвигатель привода шлифовального круга и редуктор накатки, устанавливаемый по требованию Заказчика за отдельную плату.
Передняя стенка механизма подачи правящих устройств представляет собой подвижную вертикальную плиту, на которой закрепляются съемные правящие устройства.
Редуктор накатки позволяет уменьшать скорость вращения шлифовального круга при профилировании круга с помощью накатного ролика.
Механизм поперечной подачи
Механизм поперечной подачи смонтирован в передней нише станины. Механизм позволяет осуществлять следующие перемещения шлифовальной бабки:
- перемещения вручную на сравнительно большие расстояния при настройке станков в зависимости от размеров обрабатываемого изделия и шлифовального круга
- точные малые перемещения шлифовального круга для достижения заданного размера обрабатываемого изделия, а также для подачи на глубину резания
- быстрый отвод шлифовального круга от обрабатываемого изделия и быстрое возвращение его в исходное положение
- точное непрерывное перемещение шлифовальной бабки, согласованное с продольным перемещением стола, при шлифовании конических резьб
- возвратно-поступательное затыловочное движение шлифовальной бабки, согласованное с вращением обрабатываемого изделия
Задняя бабка
Задняя бабка установлена на верхних направляющих стола и переставляется по ним в зависимости от длины обрабатываемого изделия.
Для удобства установки обрабатываемого изделия в центрах станка пиноль задней бабки автоматически фиксируется в отведенном (нерабочем) положении.
Для тонкой настройки станка при шлифовании конических резьб, а также для компенсации износа шлифовального круга при обработке цилиндрических резьб задний центр можно перемещать в горизонтальной плоскости.
Поджим заднего центра к обрабатываемому изделию производится при помощи пружины с регулируемым усилием. Это позволяет компенсировать тепловые деформации обрабатываемого изделия и предохранять длинные и тонкие изделия от деформации при их установке в центрах станка.




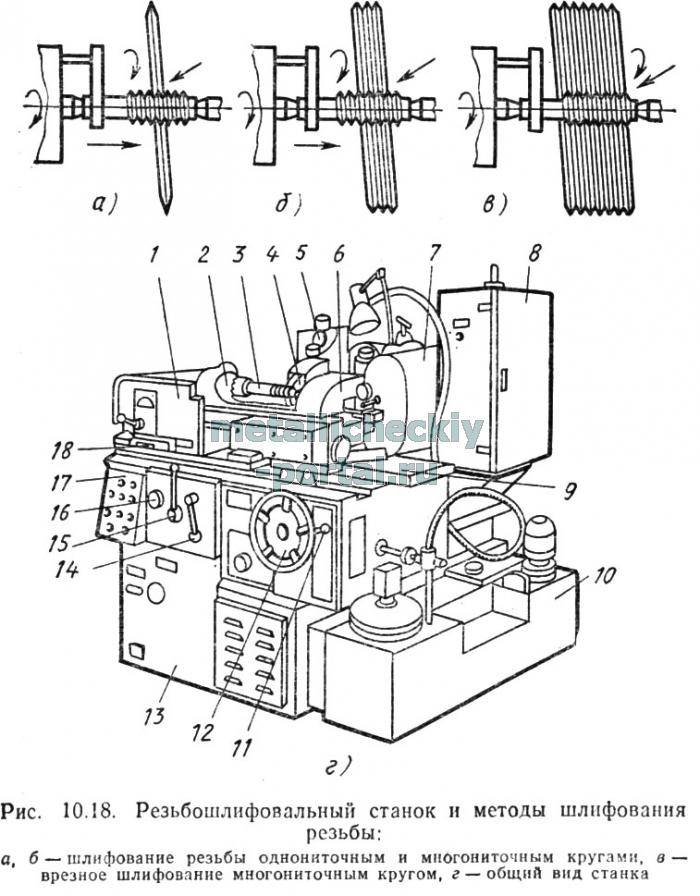




Виды резьбошлифовальных станков
Востребованными среди универсальных резьбошлифовальных станков считаются модели, которые были сделаны еще в советское время, так же соответствующие ГОСТу. Они по сей день пользуются популярностью и исправно выполняют свою работу. Резьбошлифовальные станки моделей: ММ582, 5822, 5822М используются в промышленности. К тому же, станок модели 5822М является модификацией такого же устройства модели 5822. Он предназначен для шлифовки цилиндрических, конических, фрезерных, калиброванных, зигзагообразных резьбовых форм, также рассчитан для обработки многозаходных накатных роликов, винтов и так далее.  Станок оснащен дополнительным устройством, необходимым для создания внутренней резьбы и профильных зубьев на плоской рейке. Частота вращения основного шлифовального круга рассчитана вести резьбовую шлифовку со скоростью от 25 до 50 м/с. Станок работает автоматически. За счет чего управление основным движением механизма полностью упрощается, а регулировка перемещения шлифовальных бабок компенсируется. Эта модель предназначена для работы в крупнейших производствах.
Станок оснащен дополнительным устройством, необходимым для создания внутренней резьбы и профильных зубьев на плоской рейке. Частота вращения основного шлифовального круга рассчитана вести резьбовую шлифовку со скоростью от 25 до 50 м/с. Станок работает автоматически. За счет чего управление основным движением механизма полностью упрощается, а регулировка перемещения шлифовальных бабок компенсируется. Эта модель предназначена для работы в крупнейших производствах.
Делаем простейший шлифовальный станок своими руками
Учитывая тот факт, что серийное шлифовальное оборудование стоит недешево, есть смысл задуматься над тем, чтобы изготовить такой станок своими руками. Даже простейший самодельный станок, сделать который совсем несложно, позволит вам с высокой эффективностью и качеством выполнять шлифовку заготовок различной конфигурации.
Несущим элементом самодельного станка для выполнения шлифовальных работ является станина, на которой закрепляются два барабана и электрический двигатель. Для изготовления станины можно использовать толстый стальной лист, из которого вырезается площадка требуемого размера.
С двигателем все намного проще: его можно снять со старой стиральной машины, которая уже отслужила свой срок. Барабаны можно сделать наборными, для этого удобно использовать плиту ДСП, из которой вырезаются диски требуемого диаметра.
Простой самодельный станок из подручных средств
В качестве примера разберем последовательность действий по изготовлению самодельного шлифовального станка, станина которого имеет размеры 50х18 см. В первую очередь, из стального листа вырезают саму станину, а также рабочий стол, на котором будет закреплен электродвигатель. Размеры такого стола будут составлять примерно 18х16 см.
Важно, чтобы торцы станины и рабочего стола, которые будут соединяться, были обрезаны максимально ровно. Толстый лист металла, из которого вы будете изготавливать станину и рабочий стол, сложно разрезать вручную, поэтому лучше выполнить такую процедуру на фрезерном станке. В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов
Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки
В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки.
Еще один самодельный станок, собранный «на коленке»
Выбирая электродвигатель для своего самодельного шлифовального оборудования, важно обращать внимание на мощность: она должна быть не ниже 2,5 кВт, а частота вращения – около 1500 об/мин. Если использовать привод с более скромными характеристиками, то станок будет обладать невысокой эффективностью. Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана
Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана
Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана.
Выбирать диаметры барабанов следует в зависимости от того, с какой скоростью будет перемещаться абразивная лента. Так, если скорость движения ленты должна быть приблизительно 20 м/сек, то необходимо изготовить барабаны диаметром 20 см. Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.
Вариант самоделки немного сложнее
Не составит особой сложности изготовить и барабаны для самодельного шлифовального станка. Для этого необходимо нарезать из ДСП квадратные заготовки размером 20 на 20 см, в центре каждой из которых просверливается отверстие. Затем эти заготовки собираются в пакет толщиной 24 см, который протачивается для формирования цилиндрического барабана диаметром 20 см.
Предназначение оборудования
Шлифовальный станок – устройство, которое используется для обработки различных изделий из металла, древесины, пластика и другого материала. Несколько десятилетий назад оборудование создавали для обработки с малой точностью, технически конструкция не позволяла доводить размеры деталей до высокой точности, но все же характеристики, которыми обладает шлифовальный станок, давали возможно проводит финишную отделку.
https://youtube.com/watch?v=i5fXVcclliQ
Использовать шлифовальный станок можно для решения следующих технологических задач:
- Изменения формы поверхности цилиндрической, квадратной и иной заготовки. Шлифовальное оборудование в зависимости от абразивного материала может использоваться для обработки различного металла, можно провести снятие относительно небольшого слоя материала.
- Изменения шероховатости поверхности – основное предназначение, для которого создавался шлифовальный станок. Устройство может снимать десятки миллиметров металла или другого материала.
- В некоторых случаях шлифовальный станок используется для проведения заточки. Это связано с тем, что устройство используется для снятия металла, если правильно расположить режущую кромку, то есть возможность провести заточку.
Достигнуть результата при использовании ручных инструментов, как если использовать шлифовальное оборудование, практически невозможно. Производительность также очень велика, существует как домашний, так и промышленный вариант исполнения. Эксплуатация устройства требует технического обслуживания, что также следует учитывать.
Назначение шлифовального станка с ЧПУ ОШ-633Ф3
Полуавтоматический резьбошлифовальный станок ОШ-633Ф3 (исп. 6) выпускается станкостроительным предприятием КРАСНЫЙ БОРЕЦ (г. Орша, Беларусь) и предназначен для наружного шлифования наружных, цилиндрических и конических левых и правых, одно- и много заходних резьб различного профиля. Полуавтомат имеет компановку с перемещающейся шлифовальной бабкой в продольном и поперечном направлениях относительно неподвижно вращающейся детали. Шлифовальная бабка имеет возможность поворота в левую и правую стороны относительно оси обрабатываемой детали в вертикальной плоскости на угол подъема винтовой канавки.









Схема шлифовки на резьбошлифовальном станке ОШ-633Ф3
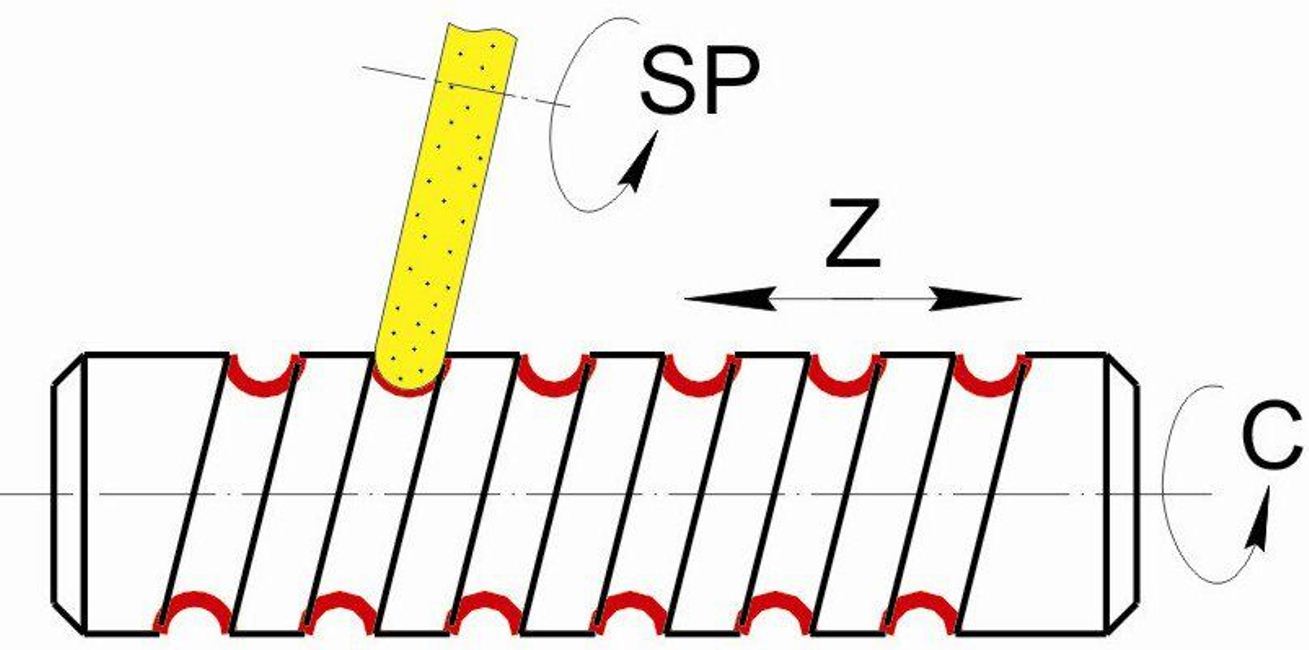
Кинематическая схема станка ОШ-633Ф3 обеспечивает следующие движения:
- вращение шлифовального круга — ось Sp
- вращение обрабатываемой детали — координата С
- продольное перемещение салазок с бабкой шлифовальной — координата Z
- поперечное перемещение бабки шлифовальной – координата Х
- угловой поворот головки шлифовальной в вертикальной плоскости
- (угол наклона витка резьбы) — координата А
- вращение алмазного правящего ролика
- продольное перемещение алмазного ролика – координата W
- вертикальное перемещение алмазного ролика – координата V
- фиксацию головки шлифовальной по координате А
- ввод и вывод датчика касания в позицию поиска середины профиля канавки резьбы
Особенности конструкции шлифовального полуавтомата ОШ-633Ф3
- Система ЧПУ Sinumerik 840Dsl с сервоприводами Sinamics 120
- Частотное регулирование оборотов шпинделя шлифовальной головки
- Линейные и круговые датчики обратной связи фирмы «Fagor» по программируемым координатам- — поперечное перемещение бабки шлифовальной – координата Х; — продольное перемещение салазок с бабкой шлифовальной – координата Z; — угловой поворот головки шлифовальной в вертикальной плоскости (угол наклона витка резьбы) — координата А; — вращение обрабатываемой детали — координата С
- Бесконтактные датчики и конечные выключатели фирмы «Balluff»
- Электрошкаф собственного изготовления с холодильным агрегатом фирмы «Rittal»
- Замкнутые роликовые линейные направляющие
- Высокоточные беззазорные шарико-винтовые передачи» для: продольного перемещения салазок, поперечного бабки шлифовальной
- Высокоточные радиально-упорные шариковые подшипники для шпинделя бабки изделия и поворотной оси головки шлифовальной
- Датчик касания фирмы «Renishаw»
- Механизм контурной правки алмазным роликом от передней бабки
- Ограждение рабочей зоны «кабинетного» типа
Юрий Давыдов » Новости
Зубофрезерные станки. Конструкция, описание и технические характеристики.
Зубофрезерные станки предназначены для нарезания цилиндрических колёс с прямым и винтовым зубом внешнего зацепления с помощью фасонных дисковых, пальцевых и червячных модульных фрез. Если в зубофрезерном станке имеется помимо вертикального ходового винта радиального или тангенциального перемещения инструмента относительно заготовки, то на нём можно также нарезать червячными фрезами червячные колёса. Станок, имеющий все три выше перечисленных винта, относится к универсальным зубофрезерным станкам.
На зубофрезерных станках производят нарезание цилиндрических и червячных колес по методу обката и по методу копирования с осевой, радиально-осевой и тангенциальной подачами за один или два рабочих хода. В зависимости от расположения оси изделия станки разделяются на вертикальные (состоят из станины, инструментальной стойки фрезерного суппорта задней стойки стола для установки изделия. Вертикальные станки выполняют с подвижной в радиальном направлении стойкой или с подвижным в этом направлении столом, а также со столом подвижным в вертикальном направлении. Компоновка станков с подвижной стойкой и неподвижным столом наиболее удобна для автоматизации процесса зубонарезания.
Горизонтальные станки, предназначенные для нарезания зубьев на тяжелых деталях, выполняют с подвижной в горизонтальном направлении инструментальной стойкой а станки для нарезания колес малых размеров- с подвижным столом, несущим изделие.
Технические данные зубофрезерных станков
Профиль зуба образуется копированием или обкатом, форма зуба по длине методом касания. Зубофрезерные станки метода копирования имеют простую структуру, состоящую из групп: ФV(В1), ФS(П2), а также деления Д(В3). Станки касания-обката имеют две или три группы формообразования и не имеют группы деления: профиль зуба: ФV(В1 В2); форма по длине: прямозубые: ФS(П3),косозубые: ФS(П3 В4).
Метод копирования, когда режущие кромки инструмента соответствуют форме впадины зубчатого колеса и после нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного устройства, метод обкатки, (обрабатывающий инструмент воспроизводит движение пары зубчатых колёс), горячее и холодное накатывание.
Формообразование зубьев червячного колеса осуществляется методами радиального и тангенциального врезания. При первом методе используют винт радиального пере-мещения. Формирование боковых поверхностей зубьев по профилю и длине, а также делительный процесс осуществляются одним сложным движением Фu, (В1В2). Процесс радиального врезания зубьев фрезы в заготовку осуществляется движением Вр (П7). При втором методе используют винт тангенциального перемещения и специальную червячную фрезу с заборным конусом. Образование профиля и формы зуба по длине, а также делительный процесс осуществляются, как и при первом методе, движением Фu (В1В2). Вторым движением Фs2 (П5В6) осуществляется тангенциальное –врезание за счет конусной части фрезы и еще раз формирование боковых поверхностей.
Полуавтоматы зубофрезерные вертикальные 53А50, 53А50Н, 53А80, 53А80Н предназначены для нарезания цилиндрических и червячных зубчатых колес в условиях индивидуального и серийного производства.
Зубофрезерные полуавтоматы моделей 53А50, 53А80 и изготавливаются по классу П ГОСТ 8-71, а их модификации по классу Н ГОСТ 8-71. Станки моделей 53А50, 53А80 комплектуются суппортами с непрерывной передвижкой фрезы (с ползушкой), а модели 53А50Н, 53А80Н — суппортами с периодической (шаговой) передвижкой фрезы. По заказу Покупателя возможна комплектация зубофрезерных станокв системой ЧПУ.
Универсальный зубофрезерный станок предназначен для фрезерования цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки.
На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.
1 Описание настольного фрезерного оборудования с ЧПУ
Оно фактически является уменьшенной копией большого фрезерного станка с ЧПУ. Настольный агрегат предназначен для выполнения тех же видов операций при изготовлении изделий сложной формы: фрезерование, сверление, растачивание, зенкерование и так далее. И принцип его работы такой же, но в отличие от больших станков обрабатывать на нем можно только заготовки гораздо меньших размеров. Зато настольное фрезерное оборудование с ЧПУ можно использовать в качестве гравировального. Большие промышленные агрегаты с такой работой не справятся.
Габариты настольного фрезерного оборудования с ЧПУ не более 910x880x880 мм. Но у некоторых моделей длина стола может превышать 1 м (обычно составляет 1135 или 1150 мм). Вес станков достигает от нескольких десятков до 200 кг. Их питание осуществляется от сети 220 В. Максимальная высота заготовки (рабочей зоны) станков настольного исполнения с ЧПУ варьируется от 40 до 200 мм, а мощность шпинделя – в пределах 0,7–1,5 кВт.
Такие станки бывают двух типов. У консольных общий вид, конструкция и принцип работы аналогичны имеющимся у вертикальных больших фрезерных станков.
У портальных шпиндель закреплен на поперечной балке между двумя вертикальными стойками, которые могут быть неподвижными или перемещаться вдоль оси Y. Соответственно, рабочий стол вместе с закрепленной на нем заготовкой либо двигается по оси Y, либо стационарен. Шпиндель перемещается не только по вертикали (оси Z), но и по оси X – по балке между стойками.
Шпиндель портального настольного станка с ЧПУ
Управляется оборудование с подключенного через USB-порт персонального компьютера с операционной системой Windows посредством специального программного обеспечения (ПО) и/или с помощью DSP контроллера станка (зависит от комплектации агрегата с ЧПУ). Программа может быть загружена с носителя внешней памяти, а компьютер отсоединен во время работы станка (тоже зависит от его модели). С помощью ПО можно управлять обработкой заготовки в ручном режиме через DSP либо создать программу, полностью автоматизирующую выполнение всех операций.
Все станки позволяют выполнять 2D и 3D обработку, а некоторое оборудование даже 4D и 5D. Виды обрабатываемых материалов: от пластика и дерева до цветных металлов, камня и стали. Эти возможности станка зависят от его назначения и модели. Многие агрегаты оснащены, а другие могут быть при желании доукомплектованы стружкоотсосом, системой охлаждения шпинделя, поворотным устройством, используемым во время обработки конических изделий, и другими вспомогательными узлами.
Станки используются в зуботехнических лабораториях, а также исследовательских и учебных институтов, высокоточном производстве любых мастерских, в том числе ювелирных. На них выполняют фрезерные, сверлильные, полировальные, шлифовальные, гравировальные работы в домашних условиях при изготовлении небольших изделий. На станках получают или обрабатывают детали мебели, интерьера, рекламных носителей и так далее; штампы, печати, сувенирные и ювелирные изделия, радиотехнические платы и прочее.
Третье
Совокупность высокой точности и абсолютной идентичности результатов по обработке изделий — еще одно положительное качество станков с ЧПУ. Используя одну и ту же настройку фрезерного станка с числовым программным управлением можно выпускать большое количество изделий. При этом они практически абсолютно идентичны как по геометрическим параметрам, так и по высокому уровню качества изготовления.
Таким образом, данный вид промышленного оборудования обладает свойством многократно выпускать сложные изделия без ухудшения их качественных характеристик. Поэтому он применяется для изготовления уникальных пресс-форм, штампов и тому подобной оснастки, где нужна прецизионная точность и высокая повторяемость результатов.
Это интересно: Фреза по металлу — принцип работы, виды и выбор инструмента
Координатно-шлифовальные станки с ЧПУ Chien Wei. Серия JG
НАЗНАЧЕНИЕ:
Координатно-шлифовальные станки предназначены для шлифования сложных форм и отверстий, где требуются самые высокие степени точности обработки. По принципу работы данные станки очень похожи на координатно-расточные, но разница в том, что у шлифовальных станков более высокая точность обработки (значительно выше, чем у простого фрезерного или токарного станка) и частота вращения шлифовального шпинделя.









ОБЛАСТЬ ПРИМЕНЕНИЯ:
Станки находят применение в инструментальном производстве, изготовлении штампов, матриц, производстве сложных современных механизмов, волновых редукторов, изделий требующих особо высокой точности обработки и т.п. В производстве данных станков используются линейные привода, высокоскоростные пневматические или электрические двигатели и различные системы охлаждения, как самого станка, так и обрабатываемой детали.
Машина работает с высокой частотой вращения шпинделя. Шпиндели могут меняться в зависимости от требований обработки, для достижения оптимального результата. Некоторые из шпинделей имеют фиксированную скорость (60 000 оборотов в минуту), другие регулируются (от 30 000 до 50 000 оборотов в минуту), а третьи имеют очень высокую скорость (150 000 оборотов в минуту). Главный шпиндель имеет широкий диапазон скоростей, чтобы обеспечить необходимый результат. Станки имеют стандартные оси перемещений (X и Y). Все оси индексируются до 0,0001 мм с помощью электронного маховика. Станок оборудован высокоточными линейными приводами. Шпиндель вращается с переменной скоростью и перемещается с точностью до 0,0001 мм для шлифования высокоточных отверстий. Только применение таких технологий позволит добиться желаемого результата при прецизионной обработке.
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
- Из всей серии станков JG особенно выделяется модель JG-1010G. В нем отображены самые последние новшества станкостроения и координатной шлифовки в целом;
- Координатно-шлифовальный станок модели JG-1010G имеет двухколонную конструкцию с изготовленным из гранита основанием, который хорошо известен своими превосходными вибропоглощающими свойствами, низкой теплопроводностью и коррозионной стойкостью, что благоприятно сказывается на точности станка и шероховатости обработки детали;
- На жесткость и точность станка так же влияют установленные прямые привода управления координатами X, Y и W;
- Шариковинтовые пары класса C1 имеют предварительное натяжение, что эффективно повышает жесткость и предотвращает деформации во время эксплуатации;
- Японские линейные направляющие фирмы NSK класса P4 обладают высокой несущей способностью. Ширина направляющих составляет 45 мм. Установлены на трех осях — X, Y, Z. Имеют большую площадь контакта и меньше подвержены деформациям. Направляющие обладают высокой жесткостью, устойчивостью к вибрациям и обеспечивают максимальную скорость перемещений до 24 м/мин;
- Подача по оси Z осуществляется посредством линейного двигателя, который обеспечивает быстрое перемещение рабочего инструмента, жесткость, моментальное ускорение и отсутствие люфтов. Это не только упрощает конструкцию, но и способствует быстрой и прецизионной обработке. Кроме того, две дополнительные антивибрационные подушки немецкого производства, установленные внутри, так же способствуют получению точности и качества обработки;
- Точность позиционирования ± 0,0015 мм;
- Повторяемость ± 0,001 мм;
- На станки устанавливается система ЧПУ и сервопривода японской компании FANUC.
ВОЗМОЖНОСТИ ОБРАБОТКИ:
| Возвратно-поступательная шлифовка |
| Обкатка по контуру с возвратно-поступательным движением |
| Шлифовка внутреннего отверстия |
| Шлифовка по внутреннему контуру |
| Шлифовка с применением управляемого поворотного стола (4-я ось) |
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
- Мини разъем S75 x 4;
- Мини разъем S95 x 4;
- Мини разъем S125 x 4;
- Болт M12*50L x 4;
- Болт M12*75L x 4;
- Болт M12*100L x 4;
- Болт M12*125L x 4;
- Болт M12*150L x 8;
- Гайка M12 x 8;
- Инструмент для обслуживания станка x 1;
- Зажимной патрон 12*65L x 4;
- Зажимной патрон 12*80L x 4;
- Зажимной патрон 12*100L x 4;
- Рамный индикатор x 2;
- Бак для СОЖ x 1;
- Электрический лубрикатор x 1;
- Охладитель x 1;
- Шлифовальный инструмент CBN (кубический нитрид бора) x 1;
- Наушники x 1;
- Освещение x 1;
- Индикатор x 1.





