Технология нарезки
Цилиндрическая трубная резьба может относиться к дюймовым видам (как наружная, так и внутренняя) и может осуществляться и вручную и на станке.
Вручную она может наноситься следующим образом:
- Процесс происходит с использованием метчика/плашки, используемых в роли ручного инструмента. Если требуется произвести наружную резьбу, то применяется плашка. Для внутренней резьбы используется метчик;
- Для начала, заготовка трубы надежно фиксируется в тисках, а инструмент обработки зажимается в плашкодержателе (для плашек) или в воротке (для метчиков);
- Затем метчик вставляется во внутреннюю часть трубы, а плашка, соответственно, надевается на внешнюю;
- Далее происходит проворот используемого устройства, путем чего и наносится резьбовой шаг с нужными параметрами;
- В целях более точного и чистого результата весь процесс повторяется несколько раз.
Использование токарного оборудования:
- Обрабатываемая труба плотно фиксируется в станковом патроне, а на его суппорте устанавливается резец необходимого типа;
- Работая по трубному окончанию, вначале снимается фиска, а затем производится настройка скорости смещения суппорта;
- После того, как резец подведен к поверхности заготовки, включается режим резьбовой подачи.
Маркировка
Обозначение рассматриваемой резьбы включает буквенное указание, отражающий тип (UNC), и цифровой индекс, обозначающий диаметр (в дюймах). В некоторых случаях используются дополнительные обозначения. Они могут отражать шаг (через тире) и направление. Для небольших вариантов (менее 1/4’’) применяют особые маркировки. Это обусловлено их затрудненным измерением. Обозначения включают номера (от 0 до 12) и частоту витков (через тире). Для примера можно рассмотреть 1/4” – 20UNСх2 1/2”.
- 1/4 – диаметр (в данном случае наружное значение равно 6,35 мм, внутреннее – 5,35 мм).
- 20 – частота витков.
- UNC – тип.
- 2 1/2’’ – длина болта.
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
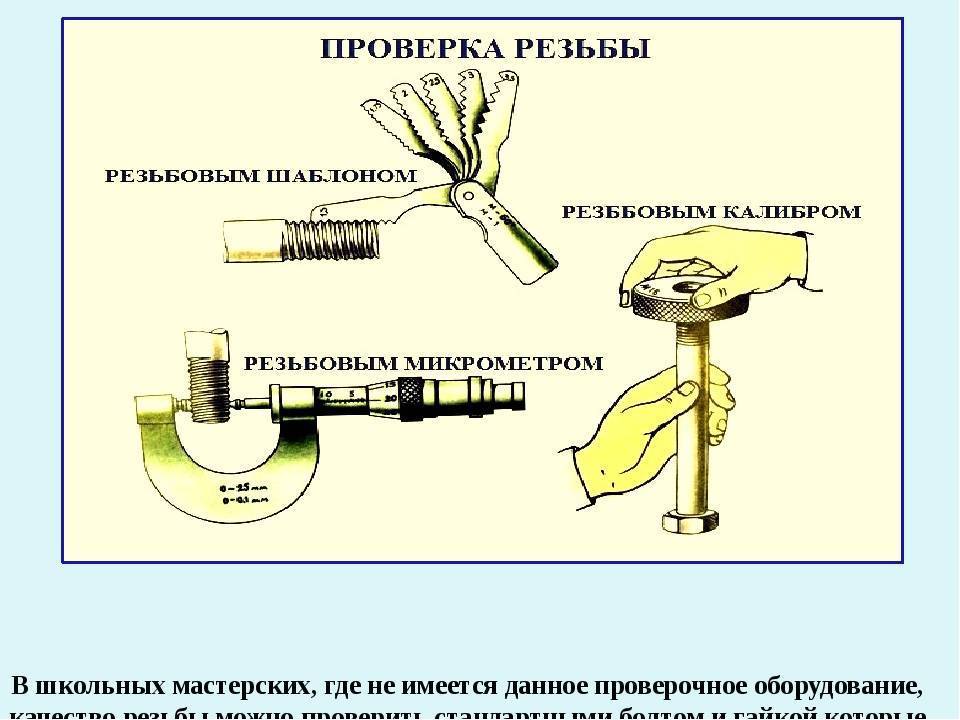
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
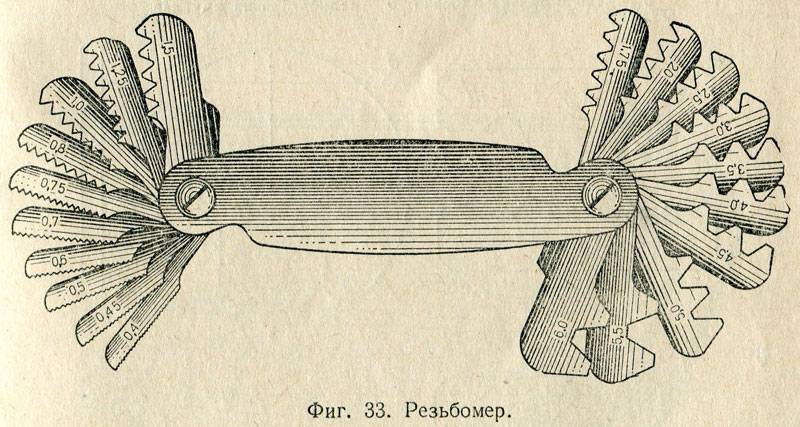
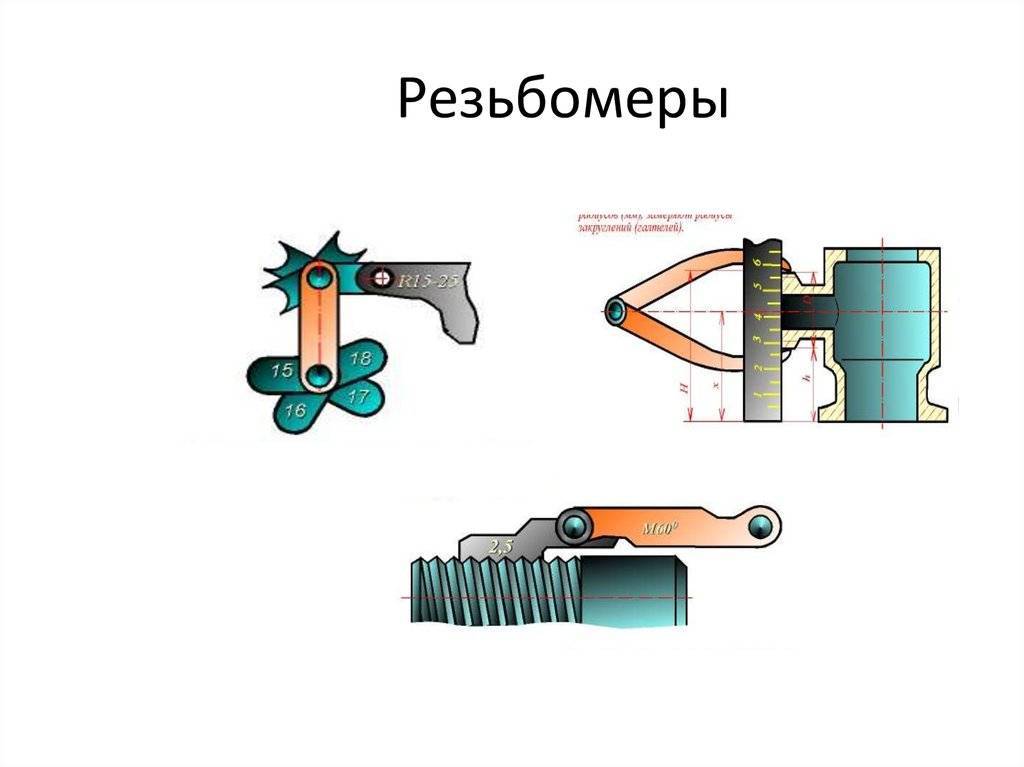
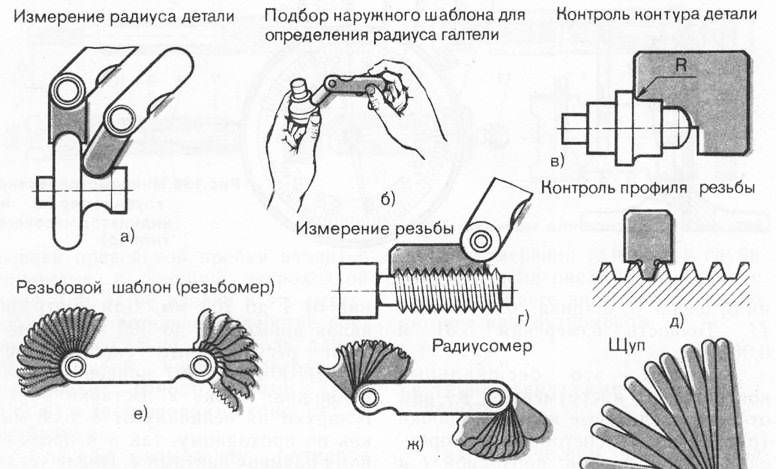
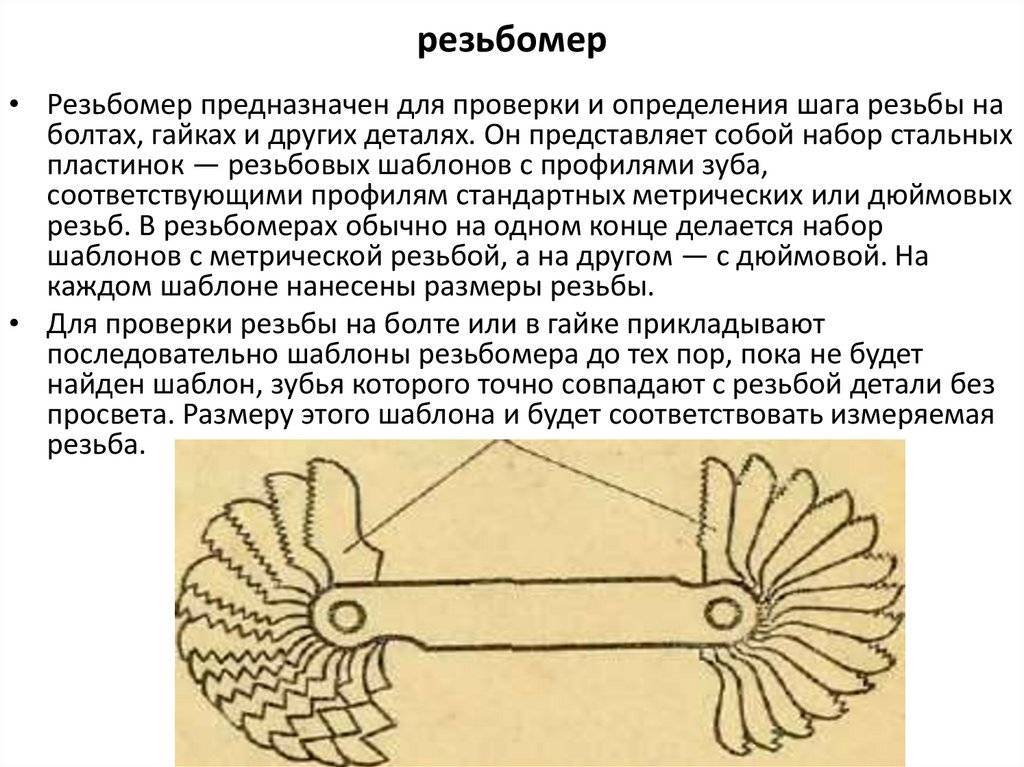
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
Классификация резьбы
Виды резьбы, как конструктивный элемент детали, подлежат классификации. Т.е., всё многообразие видов резьбы можно сгруппировать по сходным классификационным признакам.
Такими признаками, например, являются:
- Размещение по поверхности детали – внешняя резьба или внутренняя резьба.
- Функциональное назначение – для соединения деталей, для передачи движения, для передачи усилий.
- Размеры – диаметр изделия, шаг резьбы.
- Система единиц измерения параметров резьбы – метрическая (измерения в миллиметрах), дюймовая (измерения ведутся в долях дюйма), питчевая (измерения параметров резьбы ведётся в питчах).
- Форма зуба – треугольная, прямоугольная, трапецеидальная и другие.
- Количество заходов резьбы – однозаходная резьба (это одна выступающая линия на поверхности цилиндра), многозаходная (это несколько параллельных линий с одинаковыми параметрами).
- Способ изготовления резьбы на изделии – резание лезвием, резание абразивом, накатка, прессование, литьё, электрохимические технологии.
В каждой из обозначенных классификационных групп существуют более конкретные признаки, описывающие особенности резьбы. По этим признакам осуществляется более подробная классификация резьбы.
Дюймовая резьба
Геометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней. Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2. Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1. Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия. Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P. Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью
Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот. Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот. Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724 Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).






ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Классность по точности и маркировочные правила
В соответствии с регламентацией государственных стандартов, дюймовая резьба может иметь три класса точности – от первого до третьего. Рядом с соответствующей цифрой производится литерная маркировка в биде букв «А» или «В», которые означают «внутреннюю» и «наружную» резьбы, соответственно. Отсюда понятно, что 1-ый класс будет соответствовать самому грубому качеству, а 3-ий класс будет являться самым точным и к нему применяются очень жесткие требования.
Международные маркировочные стандарты
Для того, чтобы разобраться каким характеристикам соответствует тот или иной резьбовой компонент, следует лишь верно понять нанесенную на него маркировку. Большинство зарубежных и отечественных производителей используют единые стандарты. Таким образом, если правильно понять нанесенную информацию, то и не придется использовать резьбомер.
Традиционный набор информации включает в себя:
- Наружный диаметр (т.е. номинальный размер) – первое число;
- Количество нитей на дюйм расстояния;
- Групповая принадлежность;
- Классная точность.
Также, на деталях иностранного производства необходимо обращать внимание на следующие моменты:
- Выделение определенным цветом существует только для деталей с дюймовой резьбой;
- В единицах «tpi» (threads per inch) рядом с дюймовым значением может указываться размер шага в миллиметрах;
- Обычно, зарезьбовая канавка отсутствует на сочленениях, имеющих коническую резьбу.
Кроме того, нужно упомянуть, что иностранные фитинги конического типа NPT и BSPT визуально очень похожи, но у последних на шестиграннике присутствует метка в виде насечки-риски. Отсюда, часто можно спутать стандарты, которые используют американские предприятия – UTS UNF (дюймы) и UNC UNF (метры) на данных фитингах. Так вот, насечка-риска будет обозначать использование метрической системы. В любом случае, при чрезвычайных сомнениях всегда возможно промерить деталь соответствующим резьбомером.
Устройство и принцип функционирования
Нутромеры – это инструменты для нахождения внутренних размеров (диаметров отверстий, пазов и т. д.). Они рассчитаны на случаи, когда недоступно применение других инструментов в виде рулетки либо линейки или они недостаточно точны. Рассматриваемые приборы применяют в автосервисах, механосборочных цехах, слесарных мастерских, например, для замера цилиндров двигателя.
Общепринятой классификации данных устройств не создано, однако нутромеры дифференцируют на основе различных параметров. Так, по конструкции их подразделяют на шариковые, цанговые и др., по варианту отсчетного устройства – на индикаторные и др., по контакту с определяемой поверхностью – на кромочные и др. Наиболее известна и обширно распространена классификация, основанная на совокупности конструктивных особенностей нутромеров и их назначении:
- Конструкция микрометрических моделей, включает соединенные колпачком микрометрический винт и барабан, стебель со сферическим наконечником, предохранительный колпачок, стопор. К тому же их комплектуют несколькими удлинителями и мерой. Головку вариантов с верхним значением измерений более 1250 мм оснащают индикатором часовой конструкции с интервалами делений в 0,01 мм. Рассматриваемые приборы производят на основе ГОСТ 17215. Встречается пять типоразмеров таких моделей с различными рабочими диапазонами: от 50 до 2500 мм. Варианты с часовым индикатором представлены еще в трех типоразмерах с диапазоном от 1250 до 10000 мм. Устройства данного типа ввиду хороших метрологических параметров (точность и погрешность равны около 0,01 и 0,006 мм соответственно) обычно применяют для точной проверки размеров.
- Индикаторные нутромеры включают два основных узла: индикатор с часовым циферблатом и измерительную часть, представленную двумя стержнями (подвижным, служащим для монтажа сменных вставок, и находящимся в корпусе неподвижным). Кроме того, в корпусе размещена система подвижных рычагов. Индикаторные приборы подходят для отверстий диаметром от 6 мм и имеют погрешность в 0,025-0,15 мм. Движение стержня и цена деления составляют 1-10 и 0,001-0,01 мм соответственно.
Первые простейшие модели нутромеров появились около XVII в. Данные инструменты были выполнены в виде циркулей с отогнутыми наружу концами ножек. Современные начальные модели, называемые штихмассами, представлены трубками либо стержнями с наконечниками сферической формы. Они рассчитаны на крупные отверстия диаметром 100-2500 мм.
Принцип их функционирования состоит в передаче величины перемещения подвижного стержня на отсчетное устройство посредством передаточного механизма. Нутромеры оснащают передаточными механизмами различного типа, что также определяет сферу применения. Так, варианты с рычажными, конусными и клиновыми передачами рассчитаны на небольшие отверстия. Конусные модели (кромочные со стрелочной головкой либо шкалой с нониусом, цанговые, шариковые в трех типоразмерах) применяют для малых отверстий (от 0,2, от 0,95, 3-18 мм соответственно). Большинство индикаторных нутромеров оснащают передаточными устройствами рычажного либо клинового типа. Рабочий диапазон для них составляет от 3 до 1000 и от 18 до 50 мм соответственно.
Еще одним классификационным признаком для нутромеров является количество точек соприкосновения с поверхностью.
Только пассиметры имеют три наконечника, один из которых подвижен. Такие устройства имеют рабочий диапазон от 19 до 120 мм. Кроме того, для дифференциации нутромеров используют форму контактной поверхности (плоская, кромочная и др.).
Отдельно следует отметить электронные модели. Они представлены модификациями микрометрических нутромеров, оснащенными электронной головкой с цифровым отсчетом. Как и для механических аналогов, принцип измерения такими приборами основан на сравнении с мерой, в качестве которой в данном случае применяется высокоточное кольцо.
Расчет объема воды в трубе и радиаторах
В таблице сведены данные мощности, тока и сечения кабельно-проводниковых материалов, для расчетов и выбора защитных средств, кабельно-проводниковых материалов и электрооборудования.
Медные жилы, проводов и кабелей
| Сечение токопро водящей жилы, мм | Медные жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 1,5 | 19 | 4,1 | 16 | 10,5 |
| 2,5 | 27 | 5,9 | 25 | 16,5 |
| 4 | 38 | 8,3 | 30 | 19,8 |
| 6 | 46 | 10,1 | 40 | 26,4 |
| 10 | 70 | 15,4 | 50 | 33,0 |
| 16 | 85 | 18,7 | 75 | 49,5 |
| 25 | 115 | 25,3 | 90 | 59,4 |
| 35 | 135 | 29,7 | 115 | 75,9 |
| 50 | 175 | 38,5 | 145 | 95,7 |
| 70 | 215 | 47,3 | 180 | 118,8 |
| 95 | 260 | 57,2 | 220 | 145,2 |
| 120 | 300 | 66,0 | 260 | 171,6 |
Алюминиевые жилы, проводов и кабелей
| Сечение токопро водящей жилы, мм | Алюминиевые жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 2,5 | 20 | 4,4 | 19 | 12,5 |
| 4 | 28 | 6,1 | 23 | 15,1 |
| 6 | 36 | 7,9 | 30 | 19,8 |
| 10 | 50 | 11,0 | 39 | 25,7 |
| 16 | 60 | 13,2 | 55 | 36,3 |
| 25 | 85 | 18,7 | 70 | 46,2 |
| 35 | 100 | 22,0 | 85 | 56,1 |
| 50 | 135 | 29,7 | 110 | 72,6 |
| 70 | 165 | 36,3 | 140 | 92,4 |
| 95 | 200 | 44,0 | 170 | 112,2 |
| 120 | 230 | 50,6 | 200 | 132,0 |
Особенности измерительного процесса
Для измерения шага дюймовой резьбы в трубе следует применять следующий алгоритм:
- Для роли классического шаблона возможно применить штуцер или муфту, чьи характеристики внутренней нарезки полностью соответствуют государственному стандарту;
- Болт, чьи свойства резьбы подлежат проверке, вкручивается в штуцер либо муфту;
- В случае, когда болт образовал со штуцером/муфтой полную резьбовую сцепку, то это означает, что шаг/диаметр нанесенной на его поверхность нарезки, полностью совпадают с нужным шаблоном;
- В противном случае, если болт не может быть вкручен либо же вкручивается, но имеет место быть неплотная сцепка, то стоит поменять в качестве измерительных приспособлений штуцер/муфту. По такой же методе можно промерить и внутреннюю резьбу трубную, но тогда следует использовать заготовку с наружной резьбой.
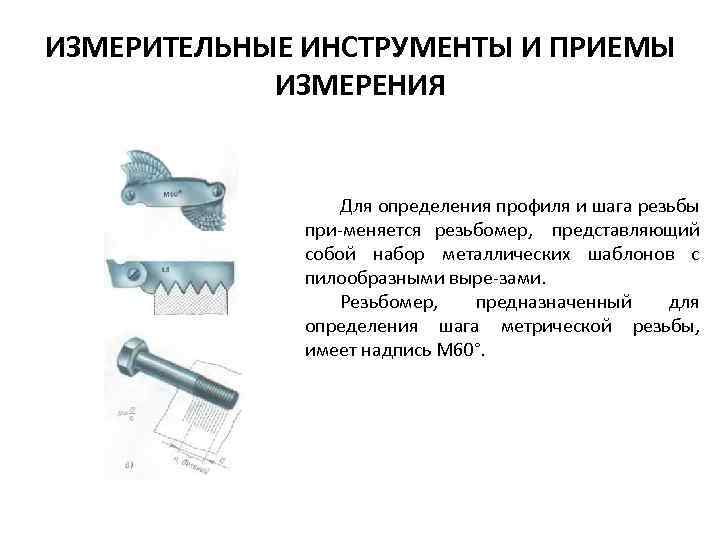
Применение же резьбомера вообще не создает никаких проблем:
- Перво-наперво устанавливается тип нанесенной резьбы – метрическая, дюймовая, трубная;
- Далее, путем простого перебора к нарезке поочередно прикладываются различные шаблоны соответствующего инструмента;
- При обнаружении плотно прилегающего шаблона – с него списывается идентификационная маркировка, которая и будет означать требующийся к определению шаг;
- Для замеров наружного диаметра вкупе с резьбометром используют дополнительно микрометр или штангенциркуль.
Математический (безинструментальный) способ
Возможно и вообще обойтись без резьбомера-шаблона. Для этого попросту на чистом листе бумаги оставляется (обрисовывается тонким карандашом) отпечаток резьбы исследуемой детали, а далее производится расчет по формуле P=L/N, где:
- P – резьбовой шаг;
- L – длина, вычисляемая с помощью обыкновенной линейки;
- N – количество отпечатавшихся витков.
Сфера применения

Любой болт предполагает наличие гайки. Чтобы получился идеальный комплект, необходимо правильно определить диаметр болта. Речь идет о наружном размере, который и будет исходным значением при подборе соединительного элемента. Некоторые мастера для определения диаметра используют штангенциркуль.
Мало определить правильный диаметр. Нужно еще и выяснить точный тип резьбы. Она может быть как дюймовая, так и метрическая. Мастера, которые постоянно сталкиваются с такими деталями, определяют все безошибочно. Визуальные отличия ярко выражены. Однако, сложнее обстоят дела с размером шага резьбы. Точно установить его не под силу даже профессиональному слесарю. Чтобы не угадывать, а определить значение, необходимо прибегнуть к помощи инструмента.
Шаг нарезки нужно установить в таких ситуациях:
- Чтобы понять, можно ли увеличить длину свинчивания.
- При проведении поверхностной обработки гайки и болта.
- Установления возможности среза нескольких витков нарезки.
- Выявление показателя устойчивости используемых соединений, исходя из эксплуатационных условий.
Инструмент помогает определить тип нарезки, с которой будет сталкиваться пользователь. Инструмент пользуется повышенным спросом у профессиональных строителей и изготовителей всевозможных заготовок, где присутствует резьба. Помогает данное приспособление мастерам по ремонту разнообразной техники. Оно дает возможность определить качество сборки.
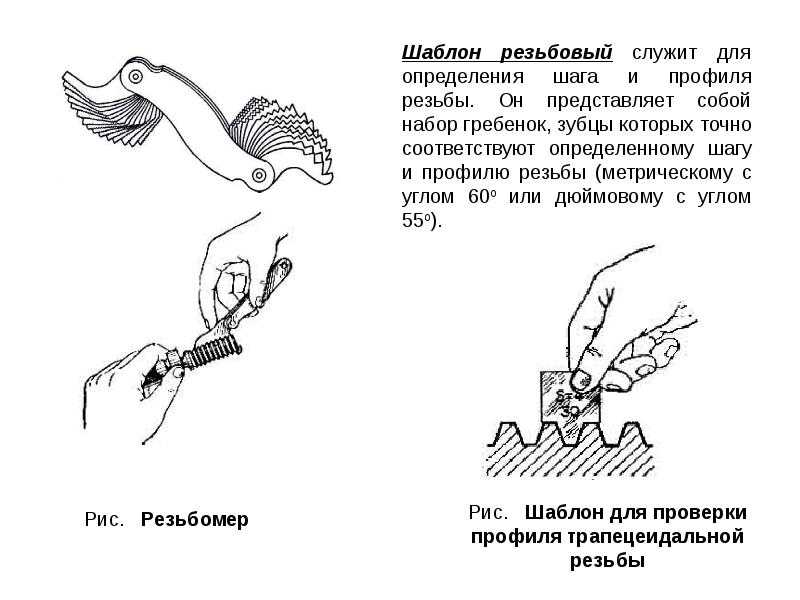
Правила пользования прибором

До момента определения шага резьбы, измеряют ее диаметр. Это – необходимое условие, так как не все нарезки обладают полным диапазоном шагов. Больше всего это касается небольших (до 5 мм) и больших (свыше 120 мм) нарезок. Без штангенциркуля невозможно определить наружный диаметр. Как только показатель установлен, стоит заняться выяснением шага. В этом деле незаменимым помощником будет резьбомер. Измерительная система не вызывает особых сложностей. Правила пользования им выглядят следующим образом:
- Берется в руки прибор и выбирается подходящая пластина с зубчиками. Она прикладывается к резьбе болта, гайки или винта.
- Пластинка подбирается до тех пор, пока не будет установлено полное совпадение.
- Как только грани гребенки совпадут с нарезкой на заготовке, устанавливается значение шага.
- Величина указана на боковушке гребенки.
Легче всего производить замеры наружной нарезки. Для измерения внутреннего шага нужно освещать участок замера. Таким же образом осуществляются замеры дюймовой и метрической разметки на заготовках. Если при замерах метрической нарезки получается показатель 1,75 мм, это свидетельствует о том, что между вершинами спирали расстояние 1,75 мм. При получении значения 28 при дюймовой нарезке говорит о том, что в одном дюйме имеется 28 витков.
Кляймеры для вагонки: почему они лучше гвоздей
Достраивал баню и вместе с древесиной приобрел кляймеры для крепления вагонки. Мне их посоветовал продавец, когда узнал, что обшивать парилку я буду своими руками. А все потому, что у новичков при монтаже неизбежны ошибки, а кляймер позволит сохранить деревянные ламели неповрежденными.
Цена вопроса
Насколько оправдана переплата в сравнении с финишными гвоздями? Ответ в таблице ниже.
Как видите, по стоимости кляммеры дороже финишных гвоздей в 2-3 раза.
А стоит ли переплачивать? Ведь многие самостоятельно берутся за обшивку бань и балконов только лишь потому, что хотят сэкономить на работе.
Переплатить все же стоит, по нескольким причинам.
Плюсы и минусы кляймеров
Достаточно выкрутить саморез и сдвинуть кляймер — вагонка останется целой и невредимойОсновное преимущество кляймера перед гвоздями — полное отсутствие повреждений древесины.
Если вам нужно заменить поврежденную ламель или сдвинуть ее при неправильном монтаже, то кляймер легко демонтировать. Вагонка останется целой.
Гвоздь не удастся демонтировать без повреждений лицевой поверхности вагонки
Подытожим:
- Кляймер более выгоден при обшивке вагонкой, т.к. сохраняет ее целой и невредимой.
- Дает возможность исправить недочеты при монтаже.
Технология монтажа
Давайте поговорим про крепление вагонки на кляймеры и разберем процесс пошагово.
Инструкция по установке:
ЭТАП 1: подготовка материала
· Закупаем вагонку класса А – если обшиваем стены внутри помещений;
· Закупаем вагонку класса В — если обшиваем балкон или гараж;
· Извлекаем из упаковки и оставляем в помещении на 2-3 дня, чтобы выровнять влажность древесины
ЭТАП 2: закупка крепежа
· Выбираем в магазине кляймеры для крепления вагонки с саморезами в комплекте;
· Отдаем предпочтение моделям толщиной 3 мм – они более надежные
ЭТАП 3: монтаж обрешетки
· На стенах обшиваемого помещения по маячкам набиваем обрешетку из соснового бруса с шагом 50 см;
· Каждую ламель будем крепить на кляймеры крепления для вагонки в 3 местах
ЭТАП 4: подрезка ламелей
· Вымеряем длину ламели и обрезаем лишнее;
· Используя ее как шаблон, нарезаем еще несколько ламелей;
ЭТАП 5: установка первой вагонки
· Прикладываем ламель на обрешетку;
· Фиксируем ее на кляммеры для вагонки при помощи самореза;
ЭТАП 6: монтаж вагонки на кляймеры
· Приставляем следующую ламель к обрешетке;
· При помощи киянки соединяем с первой ламелью в шип-паз;
· Фиксируем ее на кляймер для вагонки;
· Проделываем те же действия с другими ламелями, полностью зашивая стену.
Если остались вопросы по подготовке стен к обшивке, см. статью как сделать обрешетку под вагонку.








Советы мастеров
Несколько полезных советов и рекомендаций от практикующих мастеров:
- Покрытие крепежа. Лучше всего использовать крепление для вагонки из оцинкованной стали.
- Тип саморезов. Предпочтение отдавайте латунным или оцинкованным саморезам.
Кляймеры для евровагонки содержат выемку под саморез
- Форма крепежа и конструктивные особенности. Крепеж для вагонки кляймер должен иметь выемку под головку самореза, чтобы не мешать установке следующей планки. При толщине 2-3 мм самого кляймера выступающая шляпка самореза будет выдавливать вагонку наружу.
- Толщина кляймера. Напрямую зависит от толщины вагонки, причем, для одной и той же ламели могут отличаться. Определять нужный размер можно только опытным путем, прикладывая кляймер к купленной вагонке.
- Установка 1 ламели. Как крепить вагонку кляймерами от угла или от стены — нужно установить ее на половинку кляймера, чтобы не заваливало. Для этого отрезается выступающий язычок и к обрешетке прикручивается крепежная планка. А уже на нее прикладывается ламель и фиксируется с другой стороны кляймером.
На видео автор ролика разбирает ошибки монтажа при обшивке мансарды
Акцентирует внимание на качестве кляймеров, сравнивая между собой 2 варианта
Что нужно запомнить
- Кляймер лучше гвоздей и саморезов, потому что сохраняет вагонку целой и невредимой.
- Использовать оцинкованные модели и крепить к вагонке саморезами по той же причине.
- Самостоятельно проверять качество и толщину кляймера при покупке в магазине вагонки.
Полезные советы
Соблюдение этих рекомендаций поможет продлить эксплуатационный срок вагонки и сохранить ее внешний вид панелей в первоначальном состоянии на долгий срок:
Покупать кляймеры для вагонки рекомендуется в проверенных строительных магазинах. Это исключает вероятность получить подделку, вместо качественного материала, что приведет к быстрому выходу кляймеров из строя.
Также не рекомендуется использовать жидкий герметик для формирования стыков, это может повлиять на состояние крепежных элементов и спровоцировать коррозию.
Важно контролировать температуру в помещении во время монтажных работ Разница с температурой на улице не должна быть более 10 градусов. При работе с деревянными материалами температура на улице должна быть плюсовой. Для защиты и самих панелей вагонки, и крепежных элементов, после завершения работы нужно обязательно покрыть ламели лаком, воском или морилкой
Для защиты и самих панелей вагонки, и крепежных элементов, после завершения работы нужно обязательно покрыть ламели лаком, воском или морилкой.
Монтаж панелей горизонтальным способом начинается с верхнего угла. Это поможет сохранить эстетику последней планки, а если при установке крайней ламели ее необходимо будет укоротить, этот изъян можно закрыть плинтусом.
Отверстия для розеток и выключателей делаются перед тем, как покрыть вагонку лаком.
Для отделки помещения деревянной вагонкой, перед началом работы саму стену тоже необходимо обработать грунтовкой.
Купленный материал (вагонка) перед началом монтажа должен пролежать в помещении минимум сутки. Это поможет избежать проблем после расширения или сжатия материала в результате смены температуры и влажности.
Панели вагонки не должны прилегать к стене, полу или потолку. Это плохо скажется на вентиляции. Это приведет к образованию грибка, плесени и коррозии крепежных элементов.
Для того чтобы скрыть пространство между первой планкой вагонки и полом, необходимо использовать специально предусмотренный для этого плинтус.
При покупке кляймеров важно обратить внимание на материал, из которого они изготовлены. Это особенно актуально во время покупки креплений для уличной облицовки
Порядок работы с резьбомером
Перед процедурой определения шага необходимо оценить состояние инструмента и проверить его на предмет износа. Все щупы должны быть очищены от масла и иных разновидностей грязи, способной повлиять на точность измерений. Если на них присутствуют внешние дефекты (заусенцы), то их нужно устранить.
После завершения процесса приготовления инструмента необходимо подобрать щуп с подходящими параметрами для определенного вида резьбы, воспользовавшись таблицей с резьбовыми шаблонами M60 и Д55. Путем последовательного прикладывания щупов к резьбе выбирается пластина, способная проникнуть во впадины нарезки максимально глубоко
Важно, чтобы она совпадала с профилем измеряемого отверстия и входило в нее без образования просветов. После проведения измерений необходимо зафиксировать числовое значение, указанное на подходящем щупе
Во время эксплуатации резьбомера необходимо соблюдать основные положения техники безопасности:
- Мастер должен следить за чистотой метрического или дюймового инструмента, чтобы снизить риск поломки. Для этого нужно его хранить в плотной и прочной емкости с твердой поверхностью: в ящиках или контейнерах.
- Нельзя заменять резьбомер иными инструментами, не предназначенными для выполнения измерительных работ.
- Заготовка, в которой была проделана резьба, должна находиться в неподвижном состоянии. В противном случае может возникнуть большая погрешность измерения.
- Мастер должен надеть спецодежду для снижения риска получения ранений из-за ненадлежащих условий пользования резьбомером.
- Нельзя использовать неисправный инструмент. На его щупах не должны присутствовать внешние дефекты (царапины или вмятины), способные повлиять на точность расчетов. Чаще всего неисправности возникают при использовании устройства с пластмассовым корпусом, что связано с низкой прочностью материала.
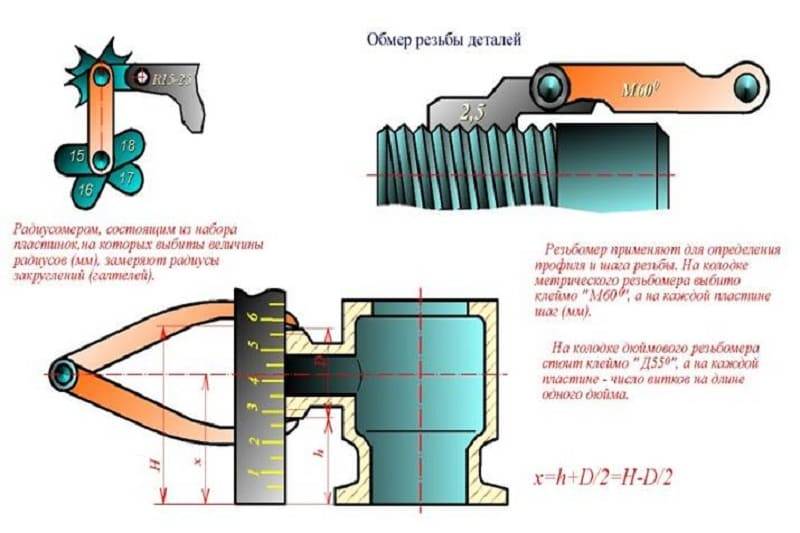
Проверить результаты измерений можно с помощью применения математических формул и бумажных листов. Для этого нужно взять лист бумаги и приложить к нему поверхность измеряемой резьбы. Шаг определяется по формуле: P=l/n, где P – величина шага, l – длина нарезки, n – число оставленных отпечатков на листе бумаги. Длина отверстия замеряется при помощи линейки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
- Производители Измерон (ЛИЗ)
- Модель: М60
- Наличие: Есть в наличии
Шаблоны резьбовые (резьбомер) М60 ГОСТ 519-66 (519-77)
Предназначены для определения: • номинального шага метрической резьбы.
Шаблоны резьбовые предназначены для определения номинального шага метрической резьбы (набор М 60°) и числа ниток (витков резьбы) на один дюйм (набор Д 55°). Изготавливаются три набора резьбовых шаблонов. Конструкция обоймы набора обеспечивает возможность свободной замены любого шаблона, а также регулирование плавности вращения их на оси.