

Необходимый инструмент
Развальцовку медных труб можно сделать различными по устройству, сложности конструкции, стоимости инструментами.
Проще всего вручную натянуть трубку из меди на болванку подходящего размера. Эффект будет достигнут, но получить таким образом ровный, геометрически правильный раструб с одинаковыми по толщине стенками, ровным растяжением металла по всей поверхности сложно. Давление со стороны рук тоже может меняться, что чревато искривлением самой трубки, перекосами и плохим конечным результатом.
Выполнить развальцовку точно, правильно помогут более сложные, совершенные инструменты, коэффициент полезного действия которых выше.
Экспандер
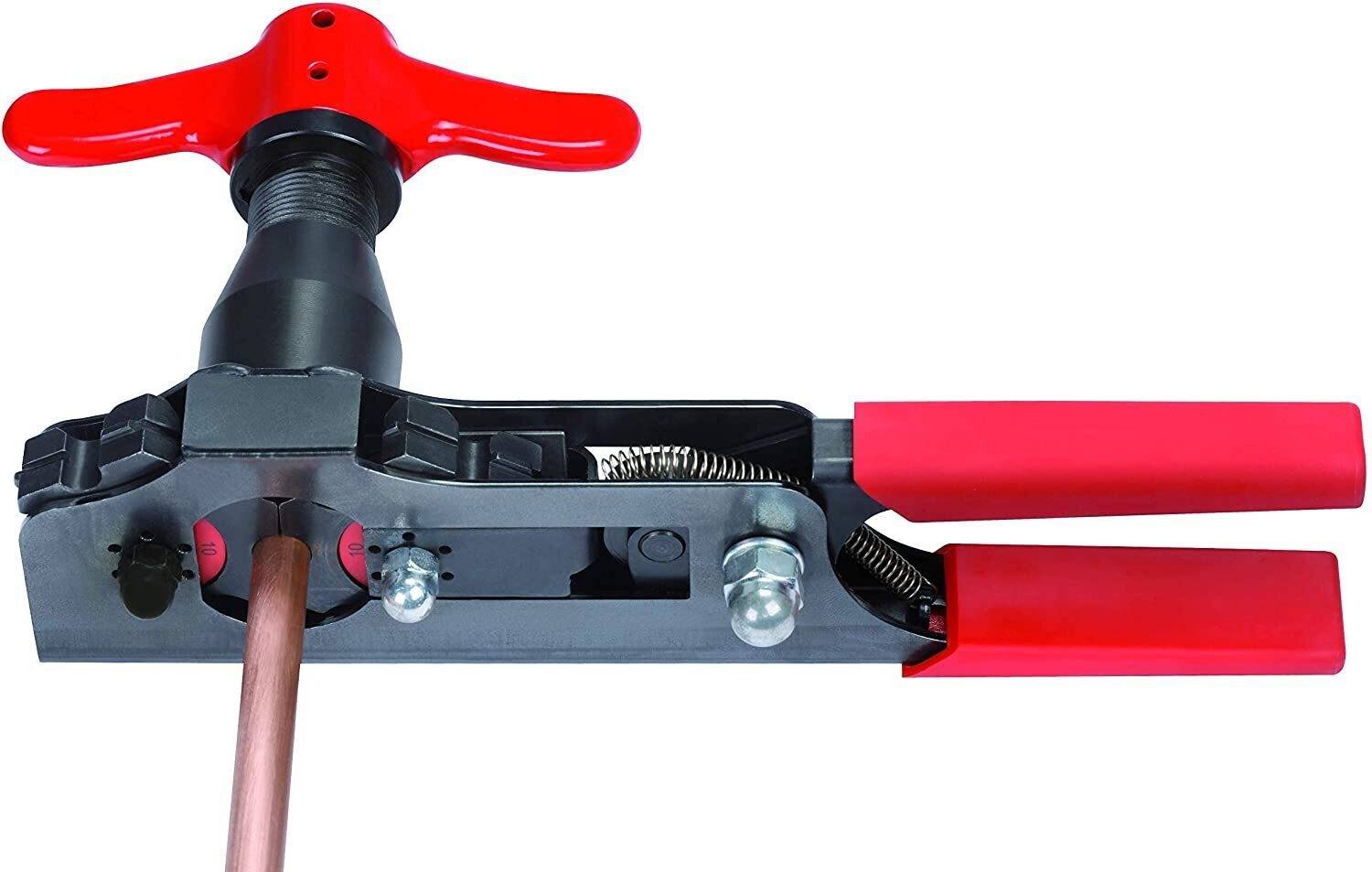
В данном случае также используется простая человеческая сила. Инструмент выполнен как расширитель с двумя ручками. Расширитель представляет собой элемент в виде конуса, помещаемый в трубу. Давление на рычаги обеспечивает расхождение частей расширителя, благодаря чему труба растягивается.
Преимущества экспандера в том, что он недорогой, а работа с ним простая и быстрая. Минус – невысокое качество результатов, поскольку стенки трубы деформируются по-разному, а тонкие места могут вовсе порваться.
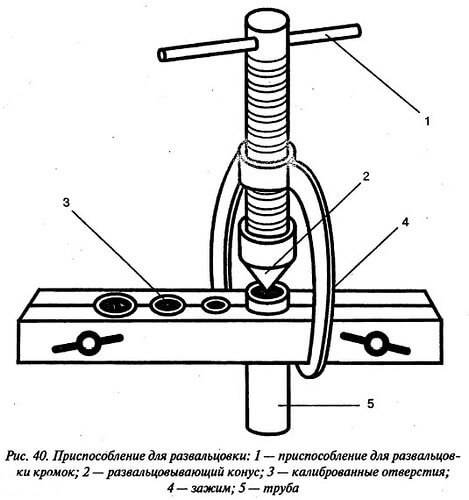
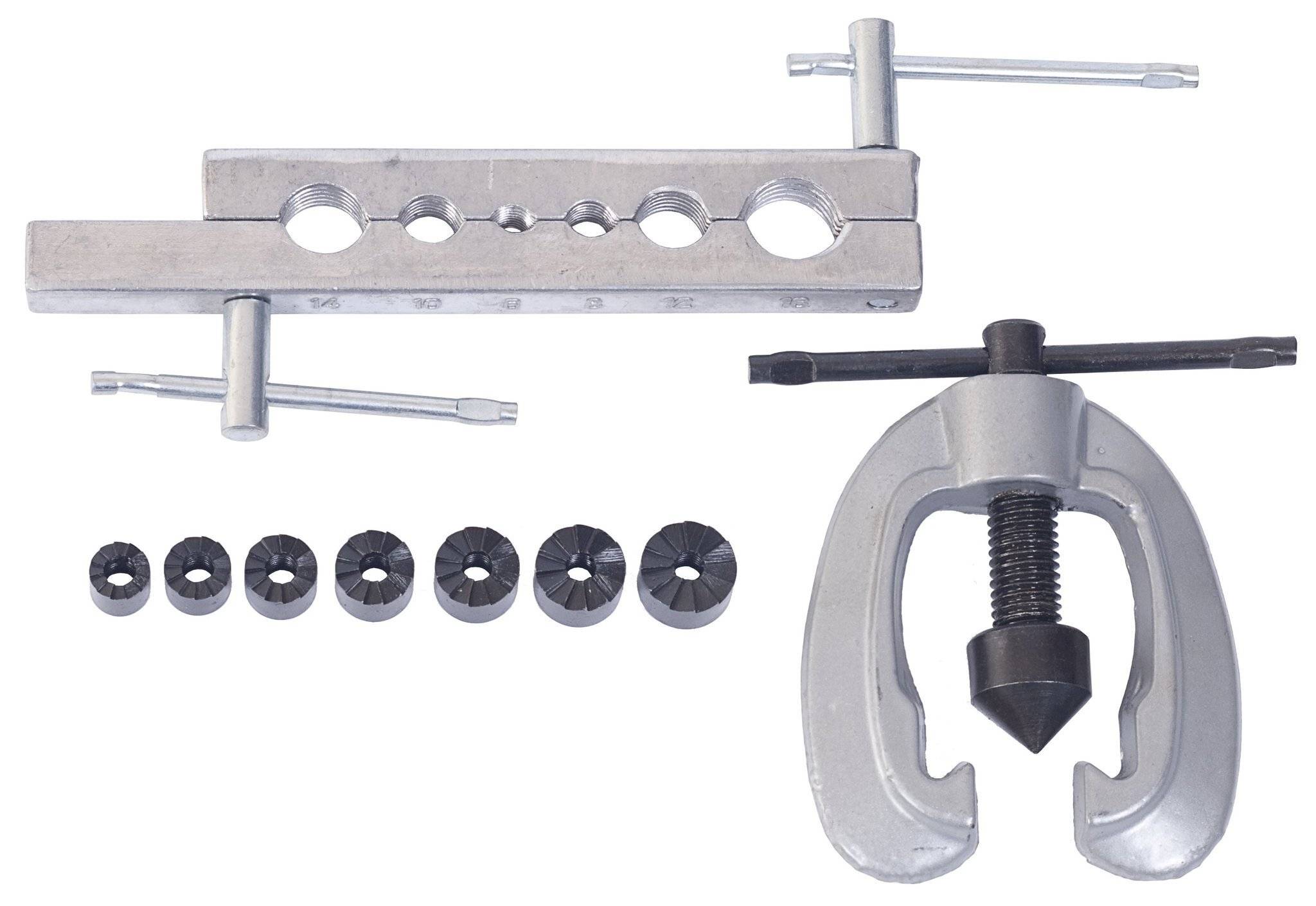
Конусный развальцовщик
Состоит из двух частей: матрицы и собственно развальцовщика. В матрице сделаны отверстия, соответствующие типовым размерам труб.
Развальцовщик работает следующим образом: вращается силовой винт, расширитель ввинчивается внутрь трубы, постепенно увеличивая ее размер. При этом взаиморасположение трубы и расширителя не меняется, что достигается за счет специальных направляющих, так удается избежать перекосов — раструб получается правильным.
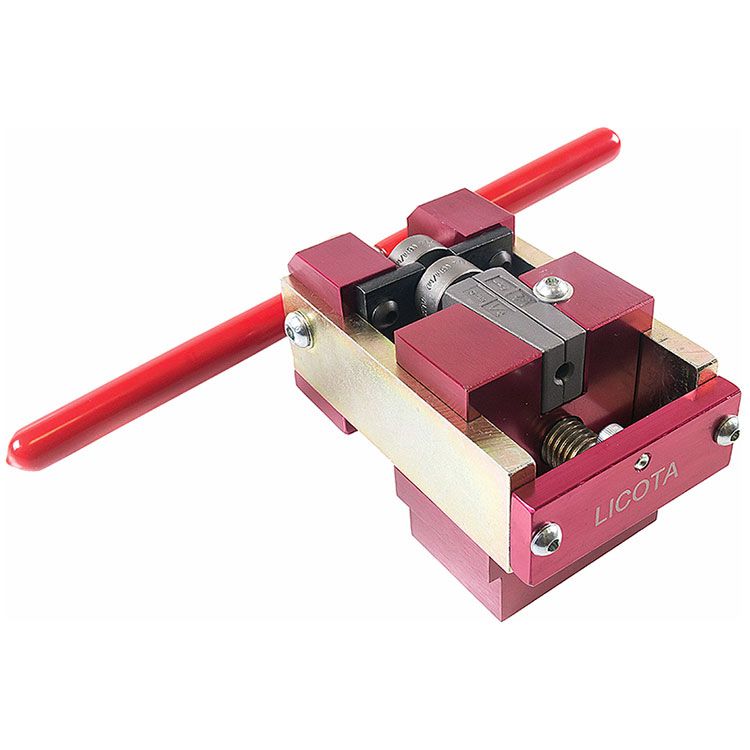
Механический развальцовщик
Инструмент похож на предыдущий, только рабочая часть у него выполнена не конусом, а вальцами. Вальцы не растягивают, а раскатывают стенки. Расширение происходит плавно, симметрично, металл сохраняет одну толщину по всей обрабатываемой площади, раструб выходит правильной формы.
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
 Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.
Нужна ли ловушка для масла

Для начала нужно определиться, в каких случаях необходим монтаж такого элемента трассы. Нужно внимательно прочитать инструкцию по монтажу прилагаемую к Вашей модели кондиционера. Чаще всего рекомендуют, установить ловушку для масла , если:
- уровень внутреннего и внешнего блоков отличаются на 5 и более метров;
- трасса сконструирована таким образом, что имеется много вертикальных участков;
- общая длина коммуникаций между блоками составляет 30 и более метров.
Ловушка для масла, также называемая маслоподъемной петлей, нужна, чтобы облегчить подъем масла, если трубка для кондиционера расположена вертикально. Дело в том, что некоторая часть смазочного материала из компрессора попадает в магистраль в составе жидкого хладагента. По сути, масло проходит через все трубки, возвращаясь в картер наружного блока. Соответственно, чем больше вертикальных участков и чем они выше, тем чаще масло под влиянием силы тяжести не добирается до верха. Это грозит отсутствием смазки компрессора, что неизбежно приведет к его заклиниванию. Маслоподъемная петля позволяет накапливать масло в одном месте, тем самым сужая проход для хладагента, и увеличивая скорость последнего, а значит, и давление, т.е. фактически фреон, проходя через ловушку, аккумулирует частицы масла, поднимая его на верх .
Сама же маслоподъемная петля делается из труб – вы должны согнуть их в форму колена. Устанавливается такое приспособление на вертикальных участках трассы, длина которых превышает пять метров. Первая ловушка ставится непосредственно перед вертикальным отрезком. Если Вам все таки необходимо будет устанавливать ловушки, то конкретный размеры Вы сможете найти в инструкции..
Рекомендуем товар
Кондиционер сплит-система Cooper&Hunter Winner CH-S07FTX5 3 отзыва
Заканчивается
Тип фреона: R-410A | Мощность обогрева, кВт: 2.30 | Мощность охлаждения, кВт: 2.20 | Мин. температура на обогрев, °C: -15 | Тип внутреннего блока: настенный | Тип компрессора: инверторный | Площадь, м²: до 20 |
Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.
Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.







Экспандер
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
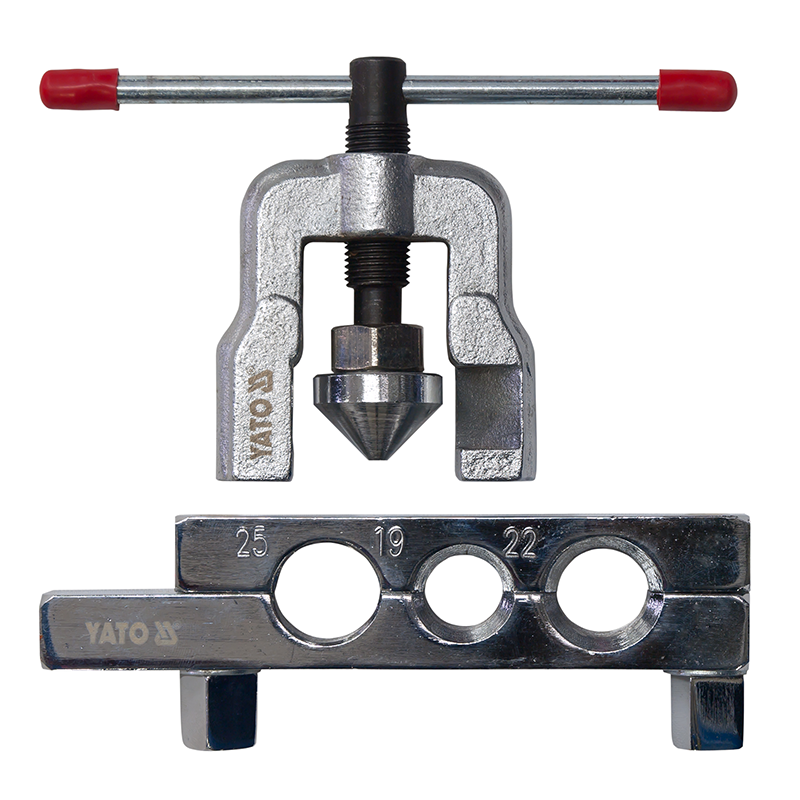
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.
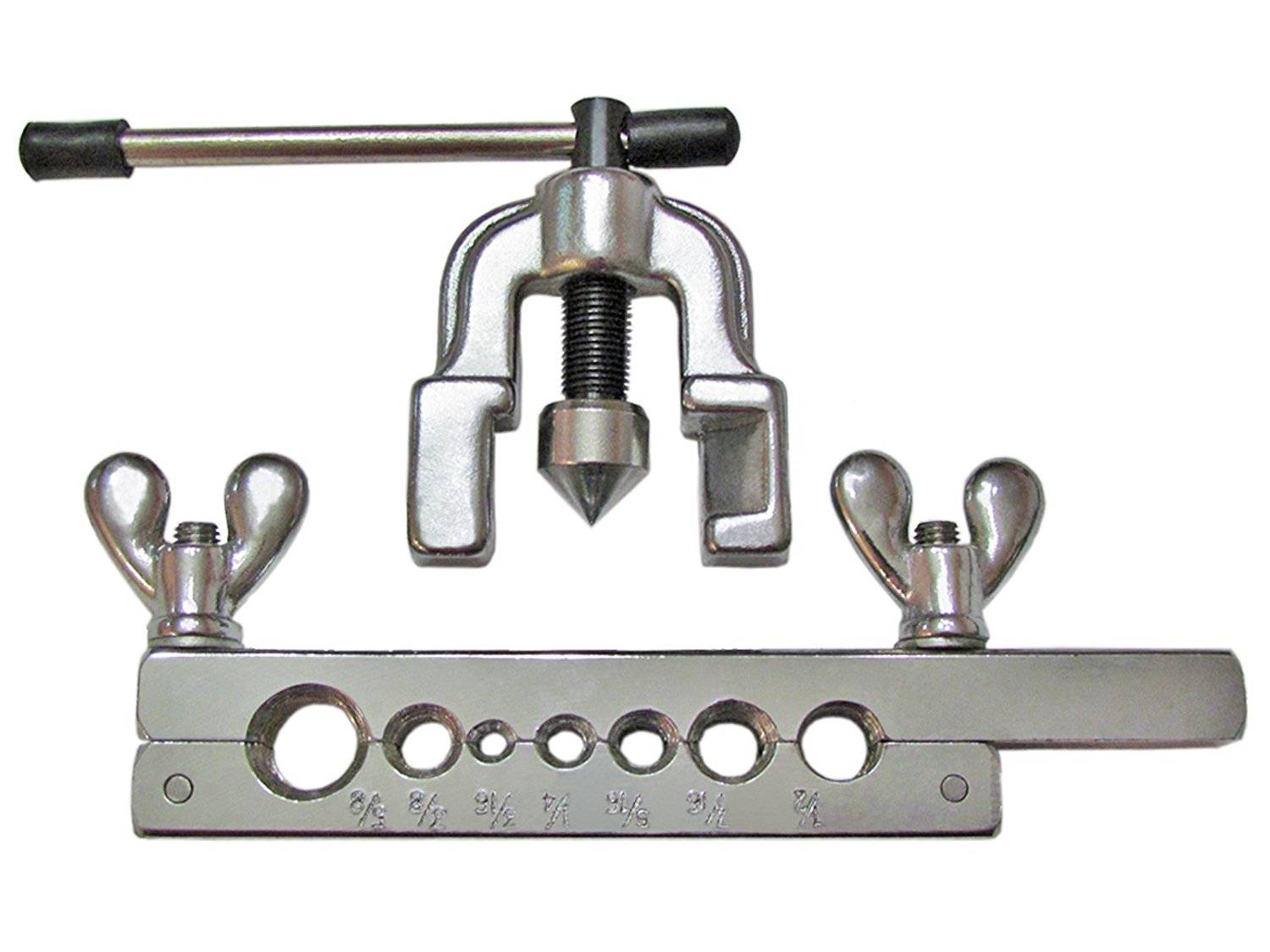
 Вальцовка для медных труб
Вальцовка для медных труб
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
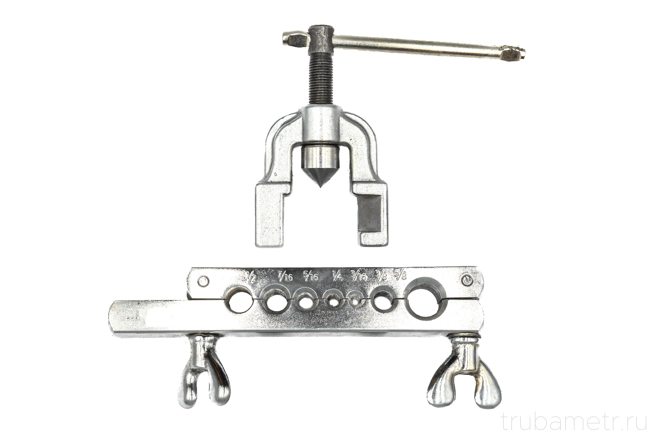
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.
 Набор вальцовок для медных труб.
Набор вальцовок для медных труб.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.
Разбортовка — конец — труба
Разбортовка конца трубы у тонкостенных стальных, медных и латунных труб делается в горячем состоянии. После разогрева конца трубы до 800 — 900, ее зажимают в приспособлении, и с помощью гладилок производится отбортовка первого конца трубы. Перед отбортовкой второго конца надевают окончательно обработанные фланцы, после чего производят дальнейшую отбортовку. По толщине стенка должна быть одинаковой, не иметь трещин, надрывов, больших забоин и морщин. Разбортовка конца трубы производится горячей штамповкой в специальном приспособлении. Соединение применяется при изготовлении аппаратов и арматуры из винипласта; в монтаже санитарно-технических устройств оно имеет ограниченное применение.
Разбортовку концов труб выполняют горячей штамповкой в специальном приспособлении.
Разбортовку конца трубы ( раздачу конца трубы на конус) выполняют с целью увеличить главным образом прочность соединения, хотя при разбортовке в какой-то степени повышается и его плотность. Разбортованный участок трубы должен начинаться сразу же у наружной кромки гнезда ( рис. 8.8), тогда его сопротивление вырыванию будет суммироваться с сопротивлением развальцовки. Разбортовку следует выполнять одновременно с развальцовкой, так как специальная разбортовка приводит к ухудшению качества вальцованного соединения, потому что после этого требуется вторичная подвальцовка, которая в свою очередь может привести к ухудшению качества разбортовки. На практике стараются максимально раздать конец трубы без образования трещин. Длинарыступающего из гнезда конца трубы обычно не более 10 мм.
Разбортовку конца трубы ( раздачу конца трубы на конус) выполняют с целью увеличить главным образом прочность соединения, хотя при разбортовке в какой-то степени повышается и его плотность. Разбортованный участок трубы должен начинаться сразу же у наружной кромки гнезда ( рис. 8.8), тогда его сопротивление вырыванию будет суммироваться с сопротивлением развальцовки. Разбортовку следует выполнять одновременно с развальцовкой, так как специальная разбортовка приводит к ухудшению качества вальцованного соединения, потому что после этого требуется вторичная подвальцовка, которая в свою очередь может привести к ухудшению качества разбортовки. На практике стараются максимально раздать конец трубы без образования трещин. Длина выступающего из гнезда конца трубы обычно не более 10 мм.
Разбортовку конца трубы ( раздачу конца трубы на конус) выполняют с целью увеличить главным образом прочность соединения, хотя при разбортовке в какой-то степени увеличивается и его плотность.
Как было сказано, разбортовка конца трубы делается с целью повышения прочности вальцовочного соединения.
Развальцовку труб проводят с разбортовкой конца трубы .
Для повышения прочности, а также плотности развальцовка выполняется с разбортовкой конца трубы . Длина разбортованного конца трубы примерно равняется толщине стенки трубы. Колокольчик разбортовки должен начинаться сразу же у кромки отверстия, иначе разбортовка не будет иметь эффекта. Чтобы основание колокольчика не повреждалось острым углом кромки отверстия, в отверстии снимается фаска размером 1 — 2 мм.
Развальцовка — это процесс по частичному изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра путем заданной деформации металла.
Суть процесса
Развальцовка медных трубок – процесс деформации изделий различного типа, которые могут применяться при создании различных механизмов. Подобная технология применяется при закреплении деталей в котлах, конденсаторах или других теплообменниках. Среди особенностей проводимой работы отметим следующие моменты:









- Толщина стенок может быть самой различной. За счет этого и изменяется наружный или внутренний диаметр.
- Развальцовке подвергаются медные трубки, которые изготавливают из металла с различной степенью обработки.
 Как правило, диаметр изменяется за счет растяжения изделия. При применении современного оборудования можно получить качественную поверхность, которая идеально подойдет для создания герметичных соединений.
Как правило, диаметр изменяется за счет растяжения изделия. При применении современного оборудования можно получить качественную поверхность, которая идеально подойдет для создания герметичных соединений.
Когда может понадобиться развальцовка?
Сегодня вальцовка медных трубок проводится крайне часто. Подобная технология применяется в нижеприведенных случаях:
- Нужно изменить форму трубы. Примером можно назвать получение овальной формы поперечного сечения.
- Чаше всего развальцовка проводится для изменения наружного и внутреннего диаметра. При соединении медных труб нужно обеспечить идеальную герметичность, которая достигается путем подгонки поверхностей друг к другу.
- В продаже не встречаются медные трубки нужной формы.
- Нужно изменить размер и форму трубок под конкретные условия.
 Развальцовка выполняется также в случае изготовления ювелирных изделий, различных механизмов. Для работы могут использоваться различные специальные инструменты, к примеру, конусный развальцовщик.
Развальцовка выполняется также в случае изготовления ювелирных изделий, различных механизмов. Для работы могут использоваться различные специальные инструменты, к примеру, конусный развальцовщик.
Способы увеличения диаметра труб
Некоторые материалы характеризуются высокой пластичностью. Именно поэтому можно попробовать натянуть медную заготовку на специальный конический шаблон. Этот метод применяется крайне редко, так как получить качественную деталь сложно. Есть вероятность появления разрыва в местах, на которые оказывается максимальная нагрузка. Провести растяжение металла можно экспандером. Развальцованная труба в этом случае характеризуется большим качеством. Подобное устройство поставляется со сменными насадками, которыми можно регулировать диаметр.
Можно провести рассматриваемую работу при использовании конуса. Процесс предусматривает вдавливание конуса в поверхность зафиксированной заготовки в тисках, после чего изделие извлекается. Полученный результат намного хуже, нежели при применении экспандера, но технология применяется крайне часто.
Технология и этапы развальцовки
Трубопрокат из меди соединяется с помощью пайки или муфт. Используемый вариант влияет на особенности проведения развальцовки.
Перед пайкой торец трубы расширяется, пока в него не войдет другая деталь. Разница между внутренним диаметром трубки и размером сечения вставляемого элемента должна составлять 0,1-0,2 мм. Этот зазор заполняется припоем во время пайки. Поэтому образуется герметичное и прочное соединение.
Герметичность стыка также обеспечивает природная пластичность цветного металла. При затягивании муфты мягкая медь плотно обхватывает фитинг, что позволяет устранить все зазоры.

Процесс развальцовки для медных труб.
Процесс правильной и качественной развальцовки трубок из меди для кондиционеров, отопительных теплообменников и различных инженерных систем выполняется в следующей последовательности:
- Трубопрокат обрезается строго перпендикулярно относительно своей оси.
- Зачищается срез и внешняя поверхность рядом с торцом трубки.
- При необходимости обязательно восстанавливается круглая форма сечения, если произошла деформация детали во время ее отрезания.
- На трубу надевается обжимная гайка, если соединение будет выполнено с помощью фитинга.
- Медный трубный элемент закрепляется в вальцовочном инструменте. Край детали длиною 5-6 мм должен оставаться свободным.
- В отверстия трубки вставляется штамп требующегося размера. Он постепенно вкручивается в изделие, что приводит к размягчению и растягиванию металла. В результате край трубопроката принимает вид конуса.
- Расширитель со штампом и держатель снимается с проката.
В конце операции проводится осмотр торца изделия на предмет наличия заусенцев. При их обнаружении они обязательно зачищаются. На развальцованном крае также не должны присутствовать трещины.

Завершение развальцовки трубок.
Кромки созданного раструба обязаны быть параллельны друг другу. При обнаружении таких дефектов необходимо расширенный торец обрезать и заново провести весь процесс.
Сферы применения
Применение на практике развальцовки труб имеет несколько специфичное положение. Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
- В энергетической промышленности при изготовлении решеток водотрубных теплообменников с целью создания прочного герметичного соединения между медными или латунными трубами и цилиндрическими отверстиями стальной трубной решетки. А также на предприятиях жилищно-коммунального хозяйства для уже соответственно ремонта этих водотрубных теплообменников. Развальцовку все реже используют для закрепления труб в различном котельном оборудовании как конденсаторы, парогенераторы, экономайзеры и маслоохладители.
- В сфере бытового хозяйства для создания разъемных соединений из медных трубок, при монтаже систем кондиционирования. С помощью медных трубок и соединяют внешние и внутренние блоки сплит-системы, по которым и циркулирует хладагент.
- В пищевой отрасли при изготовлении промышленных холодильных камер для создания надежных разъемных соединений медных и латунных трубок непосредственно на месте монтажа оборудования, позволяя со стандартным оборудованием вписываться в любую конфигурацию помещений.
- В альтернативной энергетики при монтаже тепловых насосов, для соединения медных трубок по полной аналогии со сплит-системами.
- На предприятиях автопрома при изготовлении быстроразъемных соединений стальных трубок для гидравлической тормозной системы или медных трубок для гидравлической системы сцепления автомобиля. А также развальцовку методом штамповки применяют при изготовлении различных радиаторов охлаждения для двигателей внутреннего сгорания.
Как выбрать инструмент для развальцовки?
Для того чтобы достигнуть высокого качества при развальцовке следует правильно выбрать более подходящий инструмент. При применении простейших приспособлений могут проявляться негативные последствия:
- В стенках медных трубок возникают серьезные разрывы, которые существенно снижают прочность и длительность эксплуатации.
- Небольшие трещины могут привести к тому, что стенки заминаются.
- Сложно добиться равномерной толщины. Даже незначительное отклонение приводит к снижению прочности формирующегося соединения.
 Выбрать инструмент для развальцовки медных трубок можно при учете следующей информации:
Выбрать инструмент для развальцовки медных трубок можно при учете следующей информации:
- Глубина развальцовки.
- Внутренний диаметр изделия.
- Определенные характеристики материала: твердость и степень пластичности.
- Наружный диаметр.
- Толщина стенок. Этот параметр определяет то, как сложно провести обработку заготовки.
- Расстояние, на которое изделие может выступать за границы фиксирующего механизма.
- Расстояние между центрами внутренних отверстий.
- Наличие и особенности соединительных швов. Некоторые заготовки получаются путем сваривания концов. Получаемый шов может по-разному реагировать на пластическую деформацию.
- Необходимость в образовании канавок на поверхности. Развальцовка также может привести к образованию требуемых канавок на медной трубке.
Большинство применяемых устройств характеризуется универсальностью. Все механизмы также могут отличаться друг от друга. Инструменты, предназначенные для проведения рассматриваемой работы, позволяют:
- Исключить вероятность появления сильных разрезов. Это достигается за счет постепенного оказания давления, которое распределяется равномерно.
- Достигнуть равномерной толщины стенок. При этом подобный результат можно достигнуть даже в случае, если изначально заготовка имела неравномерные стенки.
- Отверстие внутри изделия становится гладки и ровным.
Большей производительностью характеризуются устройства с электрическим приводом. Он сегодня широко распространены, незаменимы в случае, когда нужно деформировать изделие с большой толщиной стенок.
Как развальцевать медную трубку?
Благодаря высокой пластичности меди обрабатывать медные трубки из этого сплава достаточно просто. Развальцовка медных трубок своими руками проводится следующим образом:
Заготовка зажимается в державке так, чтобы она выходила за края на 5-6 мм.
Вместо конуса устанавливается специальная насадка, которая подходит под диаметр заготовки.
Надевается штуцер, уделяется внимание направлению резьбы.
Штамп должен изготавливаться из материала, твердость которого намного больше твердости заготовки. Он вдавливается, за счет чего край торца деформируется.
Вместо штампа устанавливается конус
Он вдавливается постепенно. Только при равномерном воздействии можно обеспечить требуемое качество получаемого изделия.
После обработки происходит осмотр заготовки. При появлении незначительных дефектов их можно зачистить.
Некоторые заготовки подвержены в меньшей степени обработке рассматриваемым методом. Примером можно назвать хрупкие сплавы, в структуре которых при деформации могут появится трещины и другие дефекты.








В заключение
Еще несколько правил для развальцовки:
- работы следует начинать после внимательного осмотра трубы – необходимо очистить поверхность, кромку от грязи, неровностей, вмятин, загибов;
- в процессе развальцовки нужно постоянно контролировать, чтобы наконечник не перекосило, так как раструб тогда не получится ровным, не сможет выполнять качественное соединение;
- если расширение осуществляется вручную, то конусную болванку необходимо вкручивать, а не вдавливать – так получится равномерно распределить усилия и не допустить повреждения трубки;
- разбартовка трубы экспандером за 2-3 этапа (не за раз!) позволит выполнить операцию более эффективно; сначала следует чуть увеличить размер кромки, потом повернуть расширитель и уже тогда вытягивать до нужного диаметра;
- при размещении трубы в станке, чтобы добиться надежной фиксации, необходимо использовать отверстие строго в размер;
- трубку перед работой зачищают абразивным инструментом, чтобы также добиться плотной фиксации внутри держателя, иначе она будет болтаться и проскальзывать.
Справиться с развальцовкой трубок из меди своими силами, чтобы добиться высокой надежности соединений, вполне возможно, если есть соответствующая практика. Получить ее поможет работа на различных трубках до выполнения задуманных операций на конкретном трубопроводе, приборе.
Важно понять, какой для планируемых задач подойдет инструмент, например, насколько целесообразно приобретать дорогой, если использовать его предполагается однажды. Для этого сгодится недорогой развальцовщик, небольшое количество насадок
Профессионалу, который постоянно занимается ремонтом, монтажом, обслуживанием трубопроводов, специального оборудования, конечно, понадобятся серьезные инструменты, среди которых могут быть, например, риммер, устройства для гибки и резки труб.
Специальные наборы, часто представленные вместительным кейсом с инструментами, применяются для односторонней/двусторонней развальцовки дюймовых/метрических трубок, например, тормозных трубок автомобиля, кондиционера.
Конфигурация вальцовщика обычно включает распространенные метрические (4,75, 5, 6, 8, 10 миллиметров), дюймовые размеры (1/4, ½), в комплектацию входят также зажимная планка и штампы (пуансоны) грибки с размерами.
Подписывайтесь так же на наш Youtube, группу , . Там много полезного и интересного контента!





