

Инструмент для сборки изделий
Сборочные операции являются основным и самым важным классом и видом слесарных работ. Кратко их назначение можно охарактеризовать следующим образом: получение из разрозненных деталей изделия, готового к применению по назначению, или же получение узла механизма.
Даже простой обыватель, далекий от техники, знает, что сборка осуществляется при помощи гаечных ключей и отверток. В некоторых случаях (при сборке очень точных и ответственных узлов и механизмов) предъявляются требования к моменту затягивания гаек. В таких обстоятельствах используется динамометрический ключ либо ключ с трещоткой, рассчитанный на определенное усилие затягивания.
Измерительные приспособления
Незаменимые вещи в мастерской — линейка и рулетка. Некоторые рулетки имеют прочный корпус для установки запасных лент. Целесообразно также приобрести линейку длиной 1 м, сделанную из твердого дерева. Хорошо, если на концах у нее будут защитные латунные накладки. Для нанесения разметки на заготовки используют строительные карандаши. Они оставляют чёткие линии на дереве, бетоне, металле и других материалах. Пригодятся также перманентные промышленные маркеры и разметочный мел. Штангенциркуль— универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий. Благодаря его простой конструкции со штангенциркулем легко и удобно работать. Во время строительства и ремонтных работ необходим уровень — прибор, с помощью которого определяется отклонение поверхности от горизонтальной или вертикальной плоскости. Самым распространенным типом уровня является пузырьковый уровень с двумя глазками: вертикальным (90 градусов) и горизонтальным (180 градусов). При более сложных работах используется инструмент стремя глазками: третья колба фиксировано измеряет 45 градусов от горизонтальной плоскости или является поворотной для измерения любого угла поверхности. Лазерный уровень гораздо дороже пузырькового. Сего помощью можно значительно ускорить процесс измерения плоскостей. Однако для домашней мастерской приобретение такого дорогостоящего инструмента зачастую не оправдано.
Особенности инструментов по металлу
В работе с металлическими заготовками требуется особый инструмент, которым можно будет выполнять углубленные разметки и проводить контуры на твердотельной поверхности. Обычная маркировка не всегда себя оправдывает, поэтому та же чертилка для работы с металлом или угольник слесарный выполняются из высокопрочных марок стали. Это же относится и к штангенциркулям. Присутствие в их составе стойких к износу рабочих наконечников обусловлено не только обеспечением возможности выполнения углубленной в основу разметки. Мягкие металлы подвержены деформации, из-за которой утрачивается нормативная точность. По этой причине изготовители инструмента применяют победитовые напайки и делают основу из сталей специальных марок.
В плане технологических приемов измерения данный инструмент в целом соответствует аналогам, предназначенным для дерева
В конструкционном отношении разметочный инструмент по металлу практически идентичен тем же циркулям и рейсмусам, но важно учитывать и другую особенность. Корпусная основа в части рукоятки, к примеру, может быть универсальной
Используя разные насадки, мастер применяет ее и в операциях с древесными материалами, и в работе с металлом
Например, рейсмусы во многих моделях допускают оснащение металлическими износостойкими кернами
Используя разные насадки, мастер применяет ее и в операциях с древесными материалами, и в работе с металлом. Например, рейсмусы во многих моделях допускают оснащение металлическими износостойкими кернами.
Приспособления для разметки
Исходя из сложностей выполнения пространственной разметки, разработано множество инструментов и приспособлений для ее нанесения. Причем большая часть такого инструмента подходит для нанесения и плоскостной разметки.
Среди наиболее распространенных приспособлений для пространственной разметки выделяют:
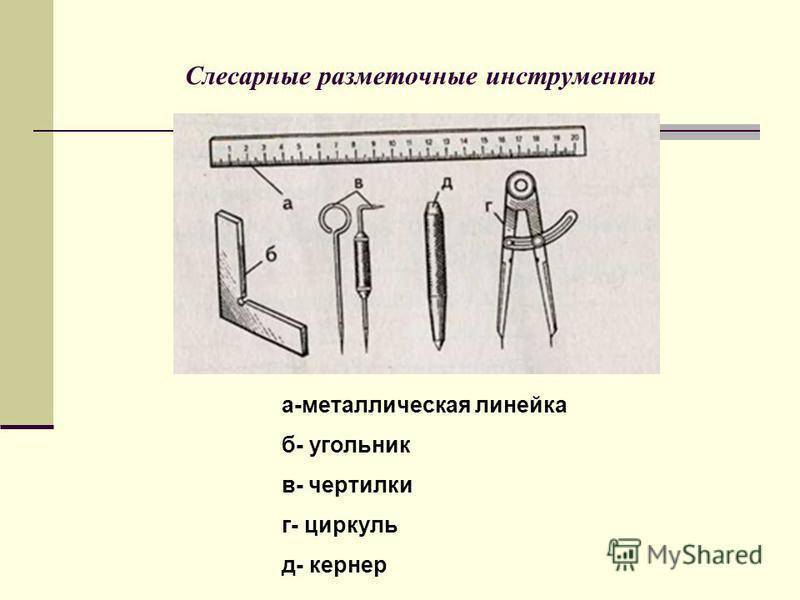
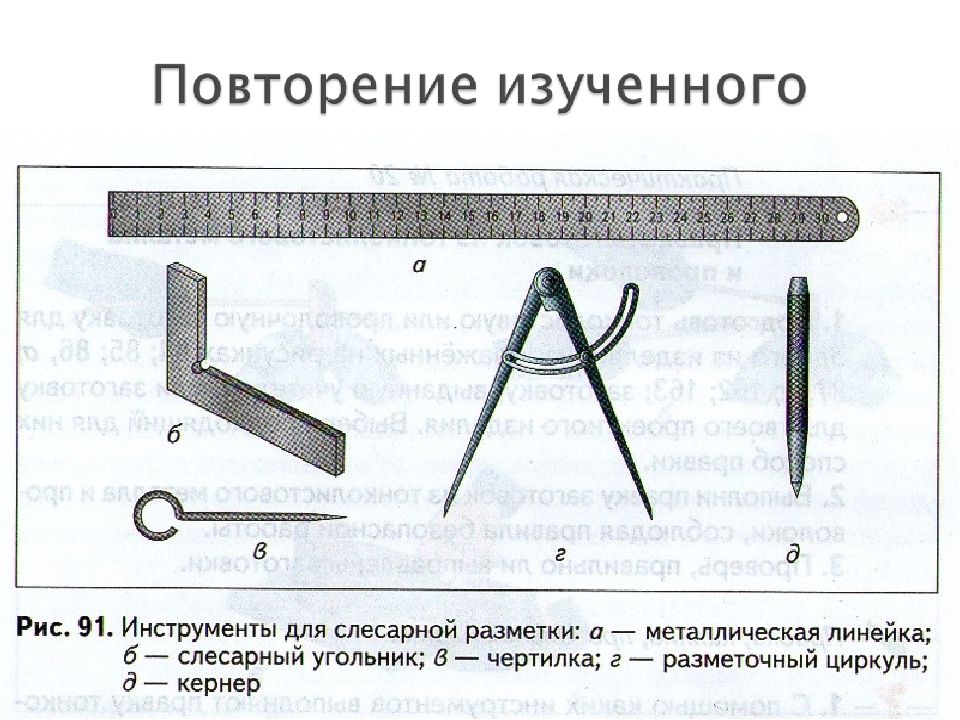
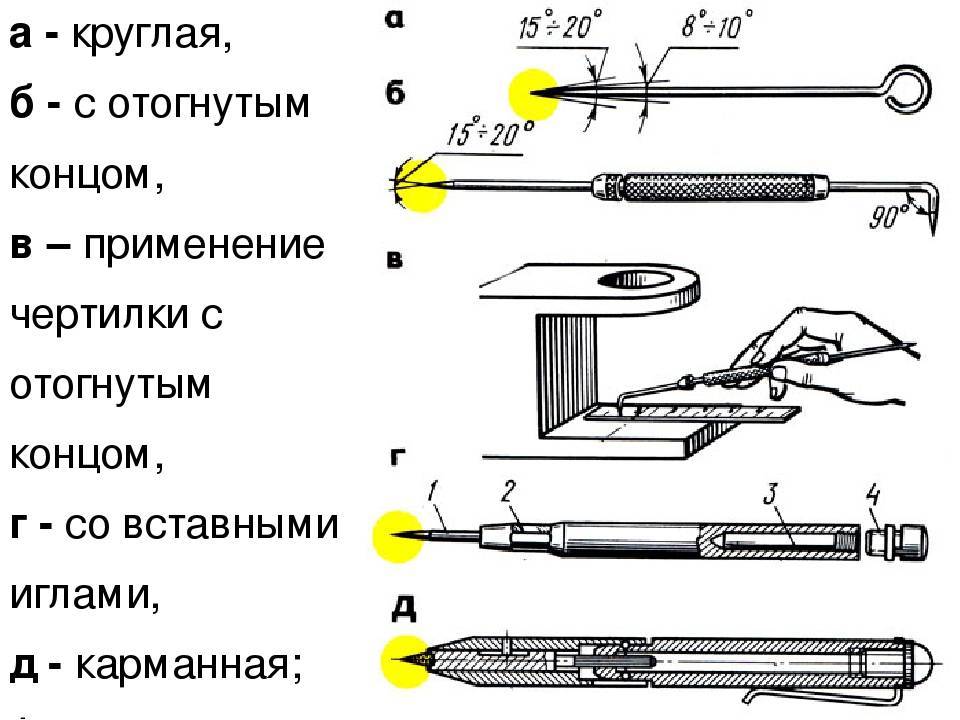
- Чертилка – наиболее простой и универсальный инструмент, который не требует особой подготовки и позволяет наносить разметку в полевых условиях. Чаще всего, она представляет собой металлический стержень, один конец которого заострен. Обычно для их изготовления применятся углеродистые стали различных марок. Заострятся может как один конец, так и два, в зависимости от предназначения инструмента. Их длина обычно составляет около 10 см. Часто для того, чтобы конец не тупился, его могут дополнительно закалять. Используют чертилки обычно с линейками или шаблонами.
- Рейсмас – в основу рейсмаса взята чертика, но он имеет более сложную конструкцию, так как применяется для нанесения штрихов на вертикальной поверхности. Он обычно состоит из вертикальной стойки, с нанесенной метрической разметкой, и параллельной стойки с закрепленной чертилкой. Такой инструмент применяется при необходимости нанесения высокоточной разметки.
- Циркуль – незаменимый инструмент, необходимый для начертания окружностей, дуг, а также деления отрезков на отдельные равные части. Бывает двух видов: простой и пружинный. Простой позволят фиксировать ножки в определенном положении, отмеряя и выделяя отрезки нужной длины. Пружинный циркуль менее распространенный, но более точный. Также выделить такую разновидность как разметочный штангенциркуль.
- Кернер – слесарный инструмент в виде стержня. Он применяется для нанесения керновых углублений, необходимых для деления окружностей на равные части. Одна его сторона заострена, именное ей проделываются отверстие, а другая плоская, по которой выполняется удар молотком. Полученное отверстие делает работу со сверлом проще, оно не скользит и находиться точно в центре.
Кернер обычно изготавливается из частично закаленной высокопрочной стали. Закалки подвергается заостренный стержень. Такой инструмент обычно имеет размер от 10 до 18 см.
Также существует автоматическая модель подобного инструмента, которая значительно упрощает работу с ним.
Для проделывания отверстия не нужно наносить удар молотком. Наиболее распространенным из таких является электрический. В его основе установлена катушка со стержнем внутри. При нажатии на острие, происходит замыкание цепи, в катушке возникает магнитное поле, под воздействием которых стержень ударяет по поверхности, создавая углубление.
- Разметочная плита – чугунная поверхность, на которой устанавливаются детали и инструменты для разметки. Она не должна терять форму, прогибаться и наклоняться в процессе работы. На плите могут проделываться канавки, образующие равные квадраты. Такие канавки упрощают установку инструментов. Может производиться вместе с подставкой или устанавливаться на рабочем столе.
- Призма – представляет собой подставка с призматической выемкой. Она состоит из двух щечек, в форме призмы, между которыми устанавливается заготовка. Может устанавливается на винтовую опору. С ее помощью можно регулируется положение щечек, увеличивая или уменьшая расстояние между ними.
- Угольник с полкой – чаще всего применяется для плоскостной разметки, но также может применяться и пространственной. Он используется в случаях, когда есть необходимость выверенного расположения заготовки в разметочном приспособлении.
- Разметочные клинья – используются для регулировки высоты установки объекта с минимальными отклонениями.
- Домкраты – являются аналогами клиньев, и также позволяют точно регулировать высоту. Домкрат необходимо использовать в тех случаях, когда работа связанна с массивными заготовками.
Как дополнительное приспособление для разметочных работ применяется краска. Ее покрывается поверхность, чтобы разметочные штрихи были хорошо видны. Она подбирается таким образом, чтобы хорошо контрастировала с естественной поверхностью, даже при тусклом освещении.
Столярный верстак
Столярный верстак – это прочный стол с рабочей поверхностью, на которой закрепляются столярные тиски (2 штуки), фиксаторы для закрепления заготовки при строгании рубанком, предусматриваются места для установки фрезера и иных ручных станков.
Высота должна обеспечивать удобство проведения работ с учетом фактического роста мастера. Длина должна составлять не менее 1 м (обычно 1,7-2 м), а ширина – 70-80 см.

Инструкция по изготовлению столярного верстака:
- Рабочая поверхность изготавливается в виде щита с плотно подогнанными досками толщиной не менее 55 мм. Лучше всего подходит бук, дуб, граб. Предварительно их следует пропитать олифой. Упрочнение достигается брусом размером 4-5 см, который крепится по всему периметру щита.
- Вертикальные опоры стола можно сделать из сосны или липы. Обычно используется брус размером 12х12 или 15х15 см длиной порядка 120-135 см. Опорные элементы соединяются горизонтальными перемычками из широкой доски, закрепляемой на высоте 20-30 см от пола.
- Хранение инструмента и приспособлений производится на полках, которые располагаются под крышкой. Лучше их изготавливать в виде тумбы с дверцей. Щиты-полки можно расположить на стене над верстаком.
- На рабочей поверхности крепится пара самодельных или заводских столярных тисков.
Тиски
 Для самодельных тисков потребуется длинный винтовой стержень диаметром не менее 20 мм с длиной резьбовой части не менее 14-16 см, металлические шпильки и деревянные бруски. Изготовление осуществляется в следующем порядке:
Для самодельных тисков потребуется длинный винтовой стержень диаметром не менее 20 мм с длиной резьбовой части не менее 14-16 см, металлические шпильки и деревянные бруски. Изготовление осуществляется в следующем порядке:
- Вырезается деревянный брусок (можно из сосны) размером порядка 20х30 см и толщиной не менее 5 см, в котором сверлится по центру отверстие для винта, а внизу 2 отверстия для направляющих шпилек. Эта первая губка тисков стационарно закрепляется на рабочей поверхности.
- Вторая губка выпиливается из аналогичной доски и имеет размеры 20х18 см. Это будет передвижной элемент.
- Через губки пропускается винтовой штырь. Для исключения смещения элементов закрепляются шпильки диаметром порядка 8-10 мм. На винтовой стержень устанавливается ручка.
Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:









- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.
Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).
Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной»
Разметка наносится разметочными рисками
Они представляют собой линии со специальными углублениями, выполненными методом накернивания
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.

Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Винтонарезная доска и плашки
Для нарезания наружной резьбы (болты, винты) употребляют винтонарезные доски и плашки.

Винтонарезные доски изготовляют, из инструментальной стали. Доска служит для нарезания мелких винтов и болтов диаметром до 1/4 дюйма, для чего в ней имеется ряд резьбовых отверстий разного диаметра. В каждом отверстии делают две канавки для получения режущих зубьев.








Плашки бывают цельные (лерки) и разрезные, состоящие из двух половинок. Цельную плашку устанавливают в прямой клупп и получают полную нарезку за один проход. Разрезные плашки устанавливают в косой клупп, и резьбу этими плашками нарезают за несколько проходов, причем с каждым проходом плашки сближаются путем подвертывания упорного винта.
Общие положения
Основные задачи, которые решает слесарь, состоят в сборке и ремонте узлов, а также в выполнении базовых видов металлообработки. Помощь специалиста требуется в самых различных сферах, начиная от промышленности (например, создание частей машин и станков), заканчивая бытом (например, ремонтом соединений, замков и так далее).
Все слесарные операции по обработке деталей можно разделить по степени сложности. Соответственно, базовые задачи может выполнить любой, даже начинающий специалист. Более серьезные виды слесарных работ проводятся сотрудниками с необходимой квалификацией и разрешениями.
Для выполнения различных операций специалисту требуются инструменты и оборудованное пространство. Основным элементом рабочего места слесаря является верстак. Он может располагаться непосредственно в цеху или в любом отведенном для этого помещении. По сути верстак представляет собой стол, на котором расположены все инструменты для проведения определенного набора слесарных операций по обработке деталей, а также устройство для закрепления чертежей. Обычно он создается из прочных сортов древесины, а сверху покрывается листовой сталью толщиной около миллиметра. Важным элементом верстака является защитный металлический экран, который необходимо использовать при проведении работ. Его отсутствие считается нарушением техники безопасности. В столе верстака обычно устанавливаются ящики, предназначенные для хранения инструмента.
Основное преимущество такого подхода состоит в том, что рабочее место можно оборудовать где угодно.
Одним из главных рабочих инструментов слесаря являются тиски. Они применяются при выполнении практически всех видов работ, начиная от незначительной обработки металла до изготовления и подгонки сложных деталей. Существует несколько видов тисков, различающихся по сложности и сфере применения: ручные, стуловые, параллельные. Последние пользуются наибольшей популярностью в силу простоты конструкции и универсальности. Как и следует из названия, их губки остаются параллельными в разжатом состоянии.
Для управления в таких тисках обычно используется поворотный механизм. Он позволяет упростить и ускорить работу слесаря и оперативно адаптировать инструмент для выполнения тех или иных задач. В большинстве случаев поворотной является верхняя часть механизма. К нижней она крепится одним болтом в центре или несколькими по бокам
Важно и то, что из подвижных тисков легко сделать неподвижные. Такой инструмент обеспечивает бОльшую жесткость и лучше гасит вибрации, что является обязательным условием при проведении различных видов слесарных работ при производстве деталей. Что касается стуловых тисков, то они используются реже других моделей
Дело в том, что сфера их применения существенно меньше и включает в себя исключительно операции, предполагающие циклические ударные воздействия на заготовку
Что касается стуловых тисков, то они используются реже других моделей. Дело в том, что сфера их применения существенно меньше и включает в себя исключительно операции, предполагающие циклические ударные воздействия на заготовку.
Тиски, как и сам верстак, необходимо подогнать под рост слесаря. Это позволит работать в удобной позе, меньше уставать и правильнее применять силу. Чтобы определить оптимальную высоту, необходимо, чтобы рабочий согнул руку в локте и коснулся им губок тисков, а пальцами притронулся к подбородку.
Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.
Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).
Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.








Вспомогательные инструменты
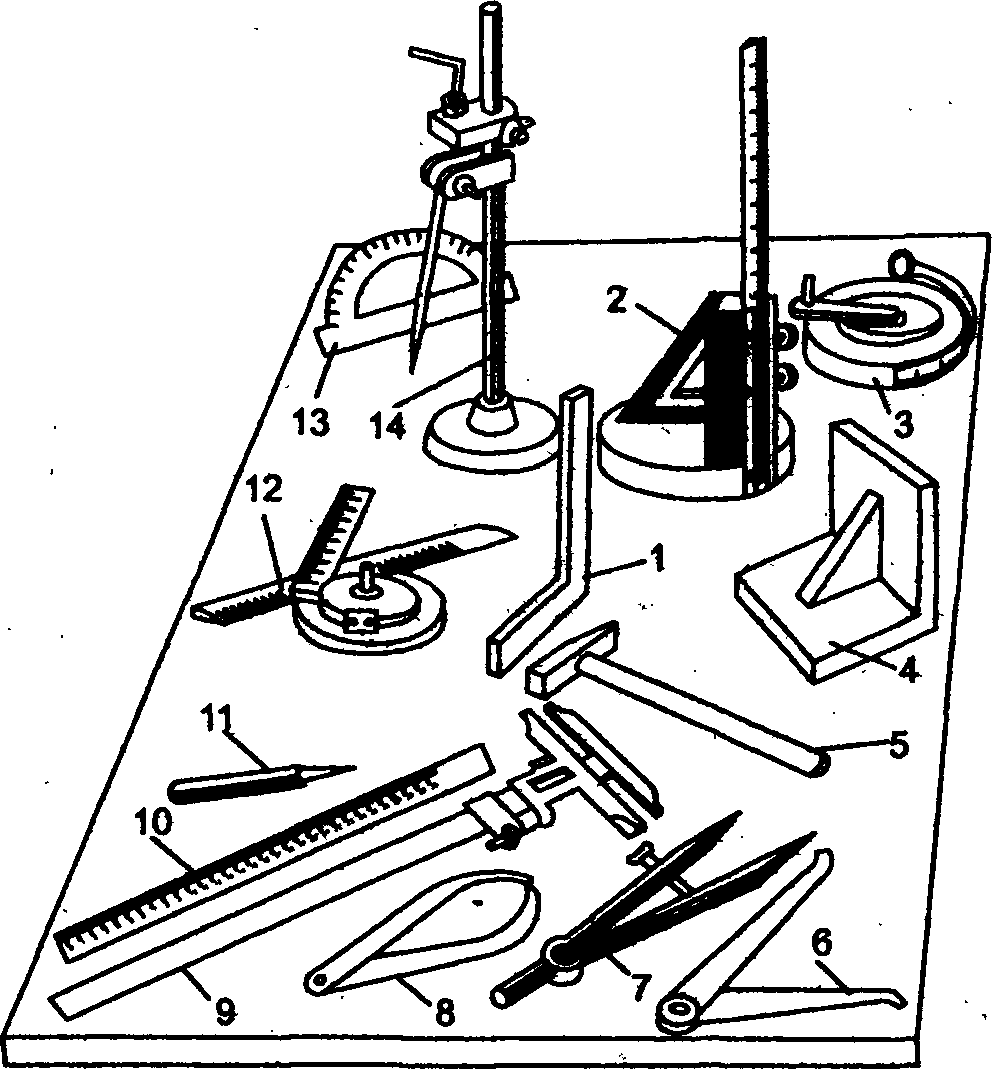
При нанесении разметки используется множество дополнительных инструментов вроде линеек, шаблонов, угольников и т. д.
Разметочные угольники рассчитаны на оба типа разметки, выравнивание заготовки, работы с листовым и полосовым материалом. Такой инструмент представлен бруском 20х30 мм с линейкой 5х30 мм, встроенной под прямым углом в торец. Существуют угольники-центроискатели, нацеленные на разметку торцов круглых заготовок. Они включают две соединенные под углом планки, линейку, проходящую рабочим ребром через его середину, и соединительную планку.
Аналогичным приспособлением является центроискатель-транспортир. Он имеет близкую конструкцию, включающую линейку и перемещаемый по ней угольник. Как и угольник-центроискатель, данное приспособление предназначено для нахождения центров торцов цилиндрических деталей. К тому же оно обеспечивает возможность нанесения отверстия вне центра либо под углом.
Малка представлена шаблоном с переменным углом измерения. Выполнена в виде бруска прямоугольного сечения. На одном из его концов через прорезь закреплена линейка, а другой скошен под углом 45°.
Ерунок аналогичен малке, но отличается установленной на колодке под углом 45° линейкой. Подходит для разметки 135 и 45° углов.

Нутромер рассчитан на измерение пазов, внутренних поверхностей, отверстий. Данные инструменты, функционирующие по принципу радиусометра, представлены в нескольких вариантах конструкции. Так, индикаторные модели включают измерительное устройство и индикаторную головку, представленную обычно индикатором часового типа с двумя шкалами. Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок.
Складной метр, представленный набором шарнирно сочлененных линеек, используется для измерения. Метр-рулетка отличается от рулетки наличием миллиметровых делений. Может быть размещена в глухой либо открытой коробке. Лента представлена желобчатой линейкой, сохраняющей при разворачивании прямолинейность.
Масштабный высотомер применяется для измерения высоты плоскостей и отверстий. Включает стойку с неподвижной шкалой, оснащенной подвижной рамкой, и подвижной шкалой. Он значительно упрощает разметку, сокращая объем расчетов.
Для построения и измерения углов применяют транспортир, представленный металлическим кругом с градусными метками и рычагом с нониусом, соединенным с его центром.





