

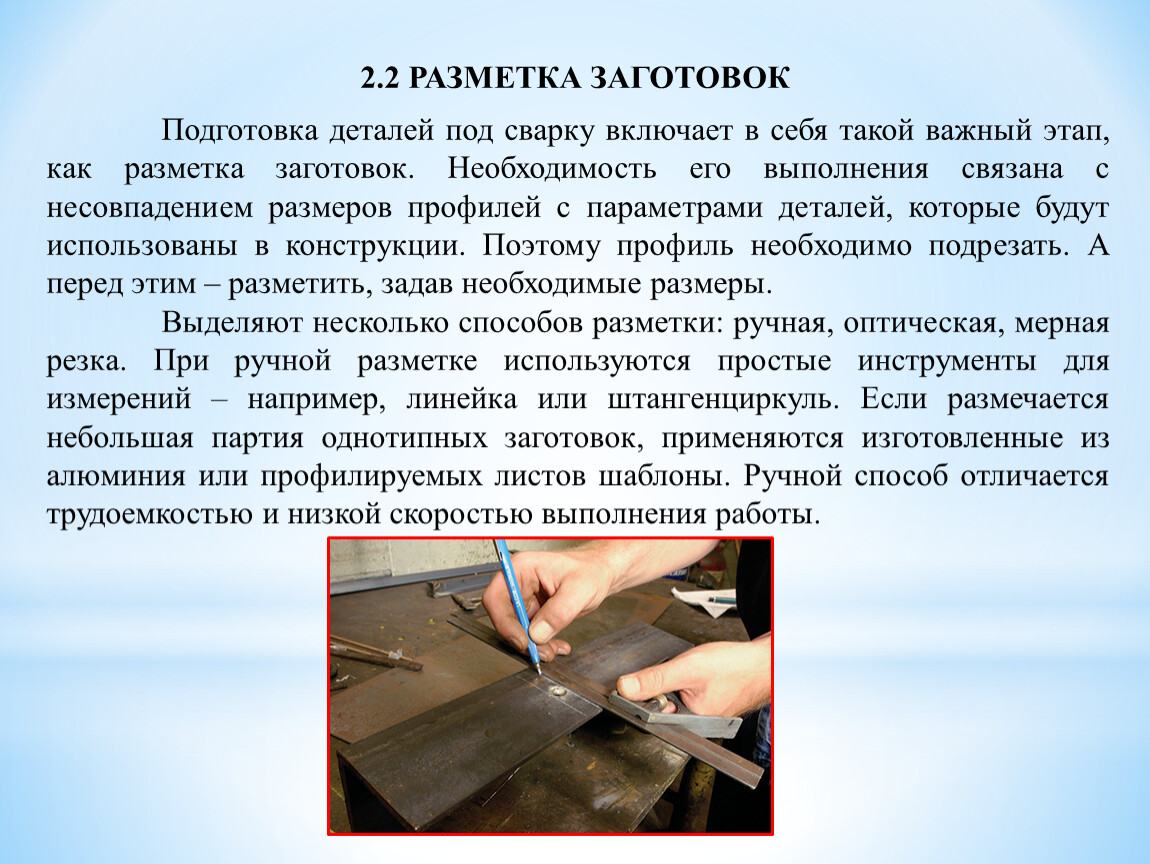
Разметка. Нанесение разметки на заготовку или деталь
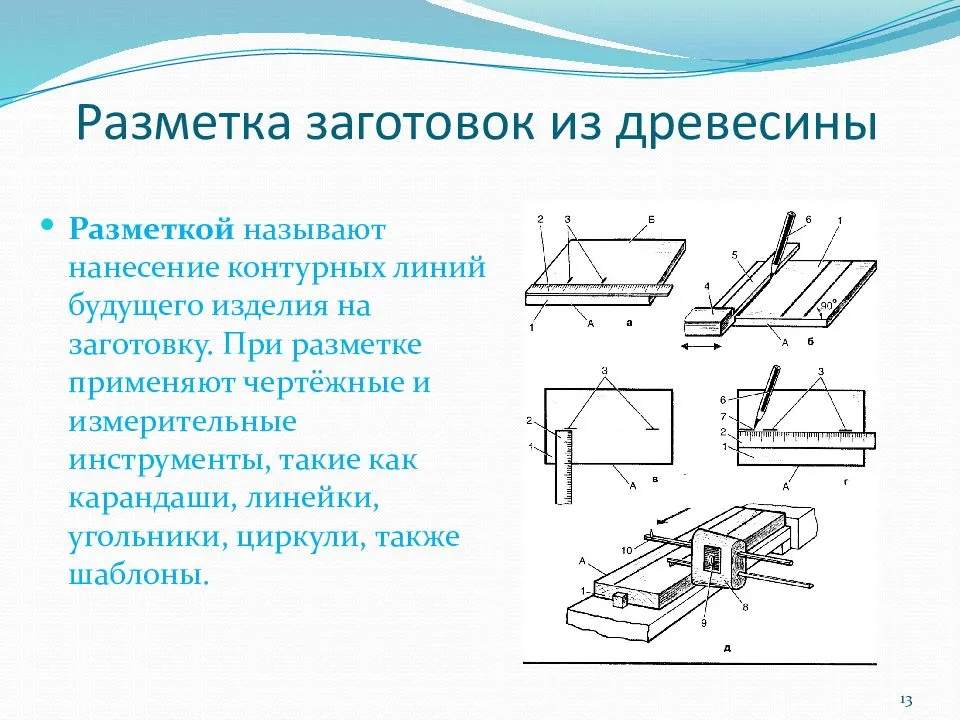
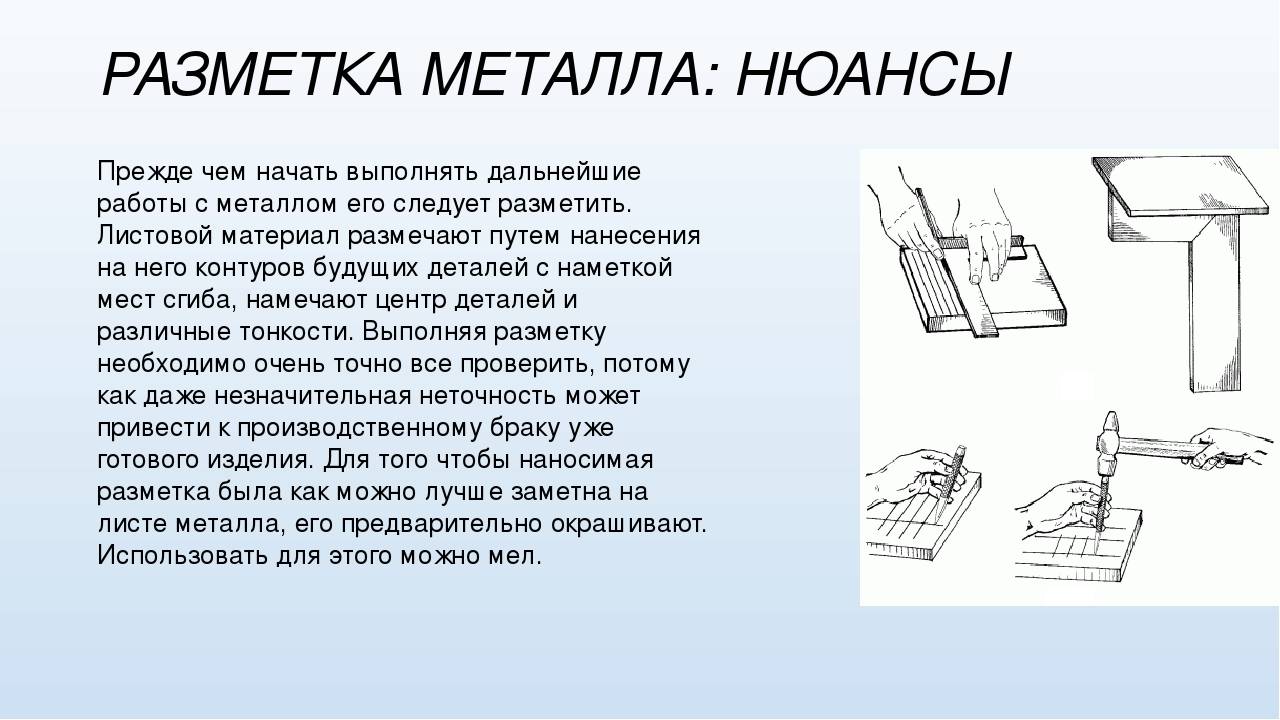
Разметкой называют операцию нанесения на обрабатываемую заготовку или ремонтируемую деталь линий (так называемых разметочных рисок), определяющих контуры детали или места, подлежащие обработке.
Разметку деталей применяют преимущественно в мелкосерийном производстве деталей и при проведении слесарных ремонтных работ.
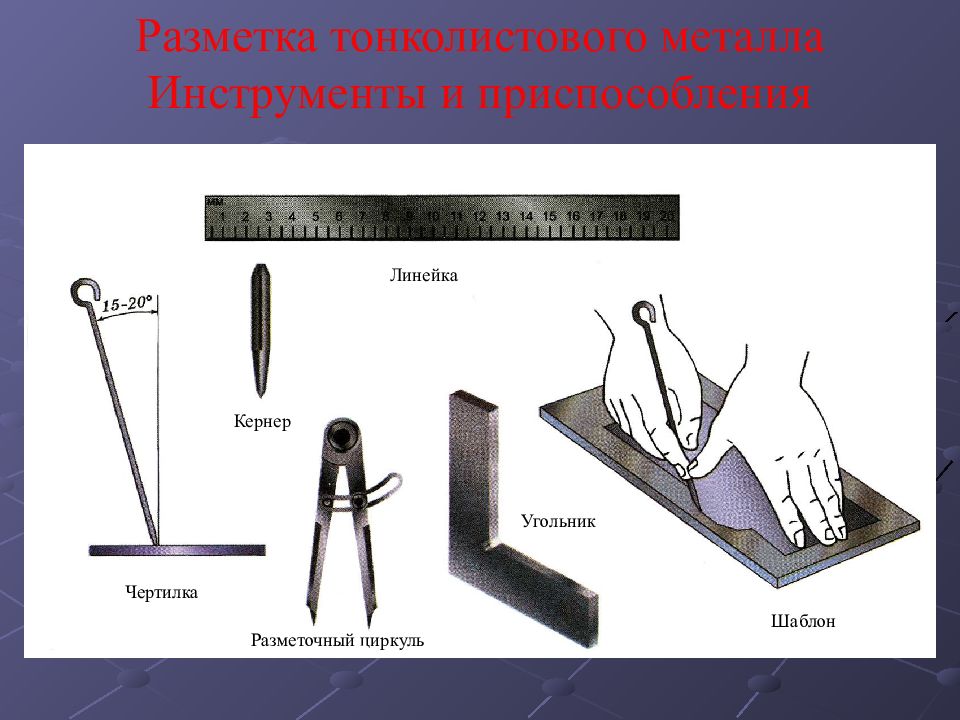
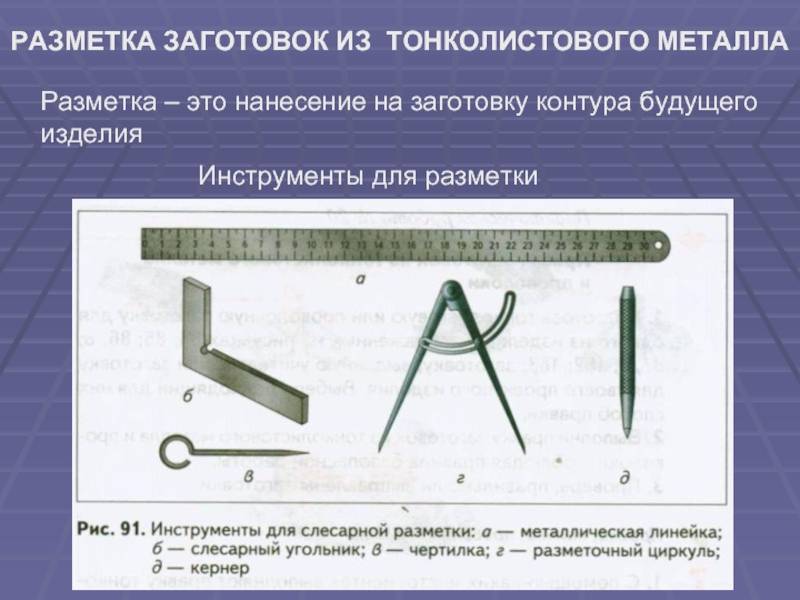
Для производства разнообразных разметочных работ слесарь должен располагать специальными измерительными и разметочными инструментами (линейки, рейсмасы, чертилки, кернеры и др.).
Для установки, выверки и закрепления размечаемых деталей используют набор специальных приспособлений ( подкладки, призмы, угольники и пр.).
Разметку производят на разметочных плитах, на которых и располагают все приспособления и инструмент.
Разметочные плиты
Разметочные плиты имеют ребристую конструкцию, что придает им жесткость при сравнительно небольшом весе.
Рабочие поверхности разметочных плит должны быть точно обработаны. Во избежание деформаций плит в процессе их эксплуатации отливки между черновой и чистовой обработкой подвергают старению (выдержке на воздухе длительное время).
На верхней поверхности разметочной плиты (рис. 1, а), при отсутствии станочных пазов, прострагивают продольные и поперечные канавки глубиной и шириной 1-2 мм так, чтобы вся поверхность плиты оказалась разделенной на квадратные участки.
Большие разметочные плиты устанавливают на специальных подставках (тумбах) с выдвижными ящиками для хранения инструмента. Разметочные плиты малых размеров помещаются на деревянных подставках и устанавливают непосредственно на верстаках.
Высота от пола до рабочей поверхности разметочной плиты малых или средних размеров составляет 800–900 мм, а плиты больших размеров – 700 мм.
Разметочная плита должна иметь свободное пространство для обхода и для возможности работать с любой стороны.
Проверку плоскостности разметочных плит осуществляют с помощью точной проверочной линейки и щупа. Для этого линейку накладывают своей рабочей поверхностью на рабочую поверхность разметочной плиты. Зазоры между этими поверхностями контролируют щупом. Толщина щупа, который проходит в щель между линейкой и разметочной плитой, не должна превышать 0,03–0,05 мм.
Правильность рабочих поверхностей шабреных разметочных плит (рис. 1, б), предназначенных для точной разметки и поверочных работ, проверяют на краску поверочной линейкой. Число пятен в квадрате 25х25 мм должно быть не меньше 12.
Рис. 1. Разметочные плиты
Сборка деталей под сварку
Сборка деталей производится с целью обеспечения необходимого взаимного пространственного расположения деталей, а также, для обеспечения требуемых зазоров под сварку.
Для увеличения производительности сборочных работ и для обеспечения точности сборки, используют различные приспособления (механические, пневматические или гидравлические прижимные механизмы, кондукторы, стенды и др.).
Сварные металлоконструкции часто собирают с помощью сварочных прихваток. Прихватки — короткие сварные швы, длиной 10-50мм. Прихватки позволяют зафиксировать свариваемые детали в нужном положении. При этом, сечение прихваточного шва составляет, примерно 1/3 от сечения основного шва. Прихватки выполняют на расстоянии 0,1-1м друг от друга.
Сварка металлических заготовок – это не только работа с электродом или газовой горелкой. Это несколько позиций, которые влияют на качество конечного результата. А именно: подготовка металла к сварке, настройка сварочного аппарата с и, конечно, техника проведения самого процесса. Есть еще несколько моментов, но они менее значительны.
Итак, что входит в понятие – подготовка деталей к сварке. Здесь достаточно большой список операций, с помощью которых облегчается сам процесс и увеличивается качественная характеристика сварного шва. В подготовительный процесс перед соединением металлических заготовок входит:
- правка;
- разметка;
- при необходимости гибка заготовок;
- разделка и чистка кромок свариваемых деталей;
- сборка конструкций перед началом соединения.
Все операции значимые, поэтому надо более детально разобрать их.
Нередко металлические профили разного типа поступают на объекты или в цеха в деформированном виде. Подчас это случается при их транспортировке или при проведении погрузо-разгрузочных работ. Стыковать в плоскости сваривания их очень сложно. А это снижает качество сварного шва и конфигурацию сваренной конструкции. Поэтому правка таких профилей – важнейшая операция.
Ее делать можно на холодном металле или с подогревом (газосваркой). Все зависит от сложности деформированных частей и их размеров. Есть два вида правки: ручная и при помощи специальных приспособлений. В первом случае для этого используются кувалда, молоток или специальный ручной пресс. Кувалдой или молотком можно править, используя чугунные или стальные плиты, на которых и проводится сам процесс. Ручной пресс представляет собой винтовое устройство с двумя плитами, между которыми и укладывается деформированная часть профиля. Зажимая винтом плиты между собой, создается давление, которое и выправляет заготовку под сварку.
В качестве специальных приспособлений необходимо отметить листоплавильные валки или пресса разного вида. Все они воздействуют на металлические изделия при помощи электродвигателей, мощность которых передается через редукторы, что увеличивает давление на деформированную часть заготовок.
Ручка для разметки металла

Разметка детали — это одна из важнейших операций во всем технологическом процессе. В зависимости от тех требований по точности, которые ставит перед собой мастер, по четкости линий на поверхности детали, выбирается и способ нанесения разметки. Это могут быть и карандаш, и мел, и маркер. При работе с этими предметами линии выходят четкими, к инструменту не нужно прилагать больших усилий. Все делается легко и аккуратно. Но есть несколько больших минусов. Это либо очень толстые линии разметки, что будет отрицательно сказываться на точности полученной детали, либо разметка очень легко удаляется с поверхности обрабатываемого материала, что вообще не приемлемо во время работы. Самый популярный инструмент для разметки металла — это чертилка, самый простой и надежный инструмент для нанесения разметки на металл. Изготавливаются они из инструментальных углеродистых марок стали. Но все же, каждый мастер, если у него есть возможность, изготавливает данный инструмент для себя самостоятельно и по своему варианту. В данной статье я расскажу вам как изготавливал свой вариант разметочного инструмента по металлу — ручки,- автор Ютуб-канала Electronics and Kо. Схемы и устройства.Шаг 1. Для основы своего разметочного инструмента автор использовал болт диаметром 12 мм. Прежде всего он высверлил отверстие по центру болта в 12 мм. Глубина отверстия не превышает 20 мм. После того как на одном конце отверстие высверлено, он отрезает головку болта. С этой стороны так же высверливается аналогичное отверстие. Проще говоря, должна получиться шпилька с двумя отверстиями на концах.

Шаг 2. Так как данный разметочный инструмент в конечном итоге должен напоминать ручку, то соответственно ей нужно придать именно такую форму. Поэтому одному концу заготовки придается форма конуса. Это делается с помощью напильника, который зажат в тиски рабочей поверхностью наверх. Заготовка вставляется в патрон дрели. Для того чтобы металлические опилки не разлетались по рабочему месту, прикрепляется магнит, который сразу же собирает эти опилки. Окончательную, чистовую шлифовку проводит на наждачной бумаге. Так как по всей поверхности болта нарезана резьба, автор ее сводит напильником, предварительно зажав заготовку в тиски. Это делается для более удобной работы с готовым инструментом, предупреждая травмирование пальцев.
Шаг 3.
Кроме этого, Electronics and Kо делает еще несколько неглубоких отверстий по бокам заготовки. Никакой практичной нагрузки они нести не будут. Просто автору не чуждо чувство прекрасного и он так решает декорировать свой инструмент. В отверстия заливается краска, на которую после ее полного высыхания сверху наносится эпоксидная смола для большей износоустойчивости.
Шаг 4.
Шаг 5.
Шаг 6.
Вот и все. Чертилка-ручка готова и успешно прошла профессиональные испытания
Как видно на фото, линия получается достаточно четкая и легкочитаемая, что немаловажно при работе с любым материалом. А как сточится стержень, его легко вынуть и заново придать ему тонкую пишущую часть
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.



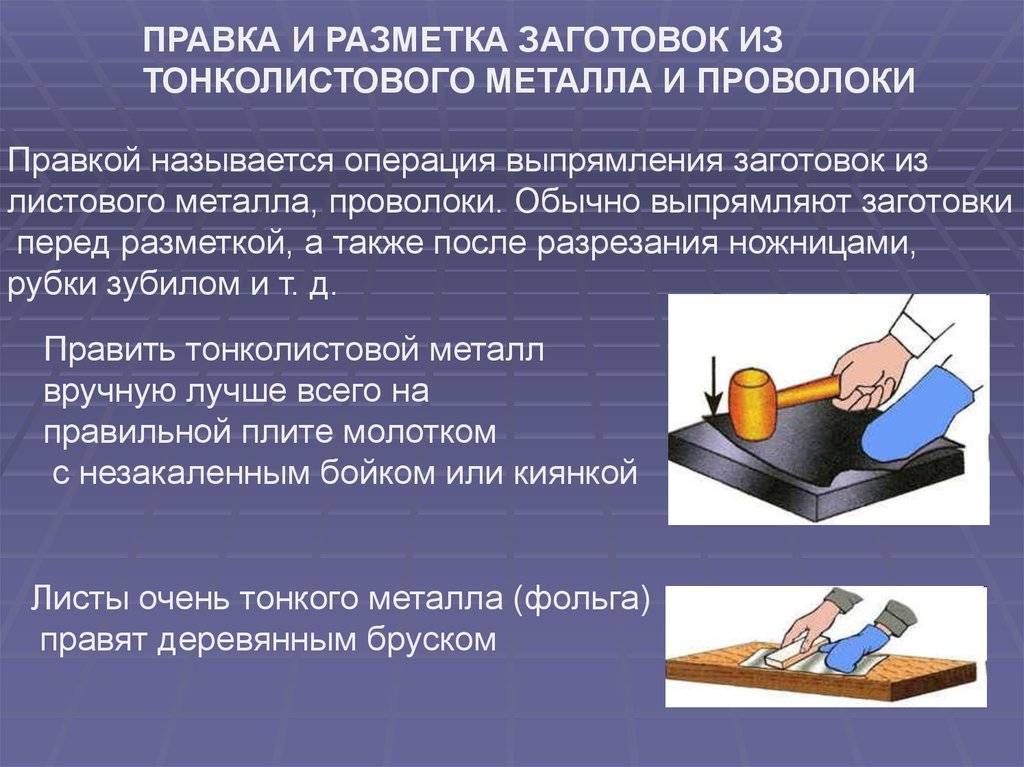
Правка металла
Правка – это исправление геометрических дефектов листового материала, сортового проката, а также полученных из них заготовок и формы готовых изделий. Металлические листы могут иметь довольно значительные отклонения от правильной формы: волнистость в продольном и поперечном направлениях, серповидность, местные выпуклости и впадины и др. Сортовой прокат (уголок, швеллер, двутавр и т.д) может быть искривлен по длине или по винтовой линии. Причин такого рода дефектов много: — нарушения технологии на листопрокатных заводах; — неправильное хранение; — небрежно выполненные погрузочно-разгрузочные и транспортные операции.
Однако не зависимо от причин, вызвавших образование дефекта формы, листы и сортовой прокат не должны запускаться в производство, если они не отвечают требованиям, предъявляемым к форме заготовок. Отклонения от требований больше допустимых затрудняют обеспечение требуемого уровня качества при выполнении последующих технологических операций и поэтому должны быть устранены правкой.
Различают правку: — ручную; — машинную.
Ручную правку в современном котельном производстве практически не применяют.
Машинную правку производят на правильных машинах.
 Принцип многовалковой правильной машины показан на рисунке. Верхние и нижние валки машины расположены в шахматном порядке и настроены таким образом, что лист при движении между ними испытывает многократный заранее установленный изгиб в ту или иную сторону. Первый и последний ролики являются направляющими и имеют индивидуальную настройку. Скорость холодной правки стальных листов (скорость продвижения листа между валками правильной машины) зависит от толщины и ширины листа.
Принцип многовалковой правильной машины показан на рисунке. Верхние и нижние валки машины расположены в шахматном порядке и настроены таким образом, что лист при движении между ними испытывает многократный заранее установленный изгиб в ту или иную сторону. Первый и последний ролики являются направляющими и имеют индивидуальную настройку. Скорость холодной правки стальных листов (скорость продвижения листа между валками правильной машины) зависит от толщины и ширины листа.
 Для листов с пределом прочности 400-600 МПа она соответствует данным, приведенным в таблице.
Для листов с пределом прочности 400-600 МПа она соответствует данным, приведенным в таблице.
Скорость правки в зависимости от размеров листов
| Размер листа, мм | Скорость правки, м/с | |
| толщина | ширина | |
| 1-4 | 500-2000 | 0,3-1,5 |
| 4-10 | 500-1500 | 0,15-0,3 |
| 10-20 | 1500-2500 | 0,1-0,15 |
| 20-50 | 2000-4000 | 0,06-0,1 |
Правка на листоправильной машине происходит следующим образом: конец листа заводят между валками, после чего весь верхний ряд валков опускают в рабочее положение, включают привод вращения и пропускают лист через валки, затем меняют направление вращения валков на обратное (включают реверс) и пропускают лист между валками в другую сторону. Такое возвратно-поступательное перемещение обычно повторяют 5-6 раз. Лучшим режимом правки является такой, при котором эффект достигается при минимальном числе пропусков.
Для сравнительно толстого металла правка осуществляется на правильно-гибочных прессах. Выправляемый профиль располагают на две опоры (ролики) и деформируют его пуансоном пресса. Расстояние между опорами, ход и давление пуансона регулируют в зависимости от толщины и свойств материала листа и размеров исправляемого дефекта. Для проката относительно больших толщин, а также для изготовленного из углеродистых и легированных сталей с повышенной упругостью применяют правку с нагревом с целью повышения пластичности металла в процессе правки. Правку начинают при температуре 900-1000°С и прекращают при температуре не ниже 700°С. Нагрев обычно осуществляют в нагревательных печах. Следует обеспечивать медленное охлаждение, позволяющее надежно выправить заготовку, избежать закалки, коробления и образования трещин в металле.
Контролируется правка по стреле прогиба, которая не должна превышать 1-2 мм на 1 м листа. На листе замеряют зазор между поставленной на ребро металлической метровой линейкой и контролируемой поверхностью.
Трубы, предназначенные для изготовления поверхностей нагрева и коллекторов, практически не подвергаются правке, так как в этом нет необходимости.
Разметка под ковку
Это, в большинстве своем, засечки и зарубки, которые делаются на заготовках в разогретом их состоянии, что, соответственно, не делает края точными. Вся разметка «на горячую» делается с припусками по 2-3 мм на сторону, чтобы оставить возможность, в дальнейшем, доработать кромки до требуемых стандартов. Вырубка тонких листов на холодную возможна без последующей обработки, если она выполняется соответствующим инструментом и кузнецом, имеющим достаточную квалификацию. Принципиальная разница между разметкой под вырубку и разметкой под гибку — точность линии производимого изменения формы.
Кернер
Ошибается тот, кто думает, что достаточно поставить кернер и ударить по нему, чтобы выбить разметочную лунку.
Сначала на гладкой поверхности металла нужно найти для кернера опору. После этого остро заточенный и закаленный конец инструмента под небольшим наклоном устанавливают вблизи намеченной точки. Легким ударом кернер подгоняют к точке, при этом его твердый конец образует перед собой «волну», которая вместе с крошечной ложбинкой образует достаточно надежную опору. Затем кернер ставят вертикально и наносят окончательный удар: на толстой заготовке сильнее, на тонкой — слабее, иначе кернер пройдет насквозь. Кернером намечают центр отверстия и точку опоры для ножки измерительного циркуля.
Силу удара по кернеру следует соразмерять с толщиной листа. Вы ведь хотите только наметить, а не пробить отверстие!
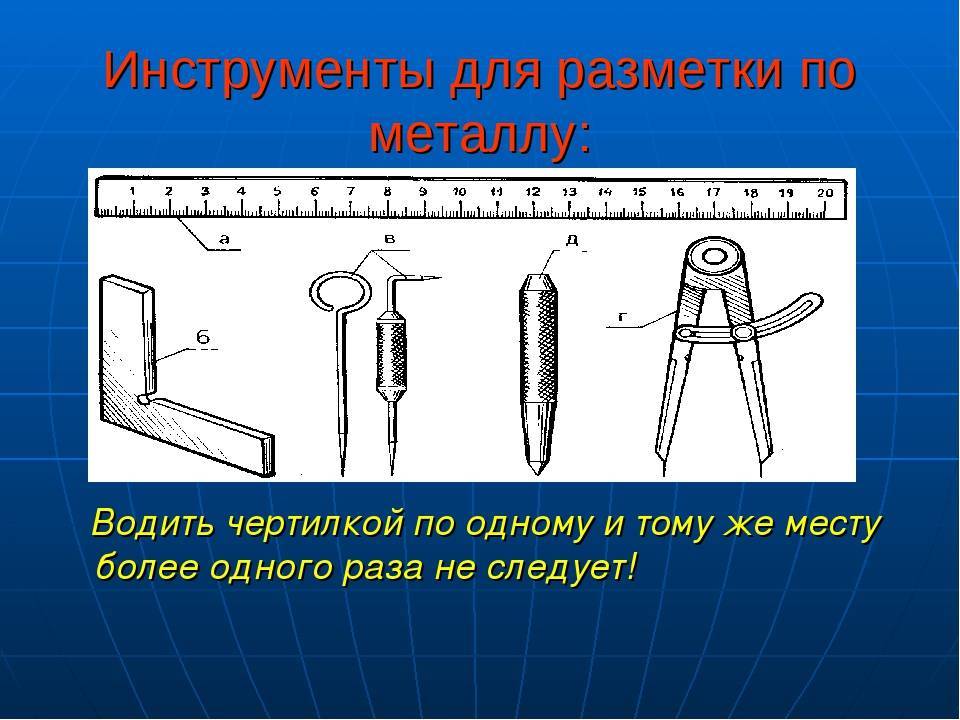
Инструменты для плоскостной разметки
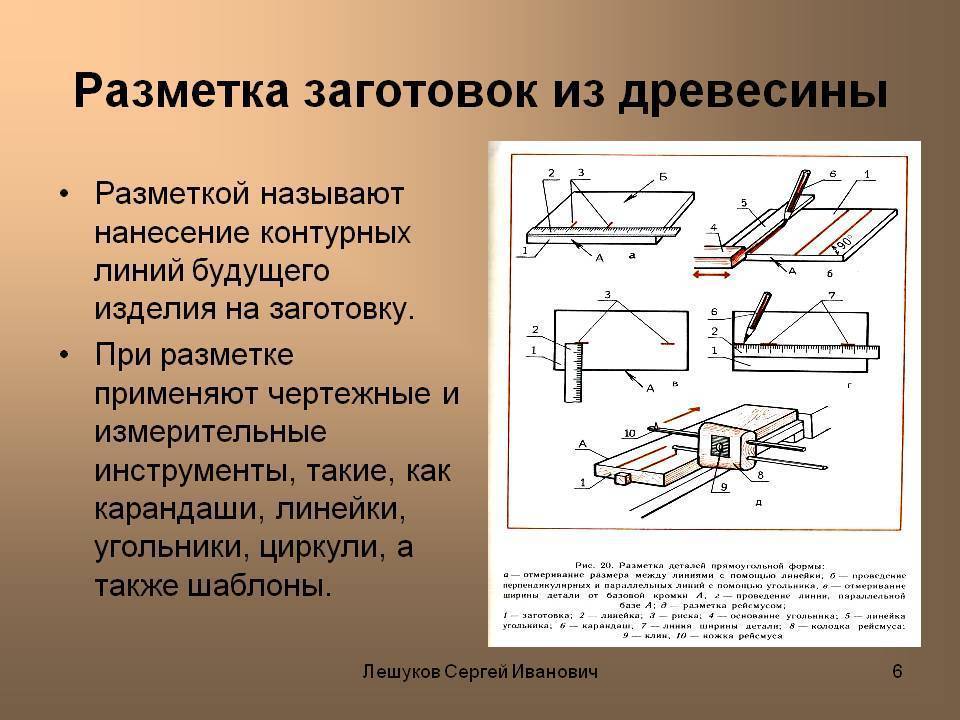
Разметка деталей и заготовок
Разметка – это операция нанесения рисок (меток) керном, рейсмасом, карандашом, маркером или мелом на поверхность заготовки, которые определяют центры отверстий посадочных мест или контуры деталей. Ее выполняют в основном при единичном или мелкосерийном их производстве. Разметку в сварных конструкциях выполняют только после сварки всех элементов конструкций и окончательной их обработки. Наиболее распространенными являются:
- Линейная. Применяется перед выполнением порезки резьбовых шпилек, фасонного проката, труб, проволоки, катанки и других материалов.
- Плоскостна я. Используется при обработке листов металла, дерева и полимерных материалов, при переносе размеров с шаблона на основную заготовку детали или с одной детали на другую. Подготовку листов осуществляют по развертке, либо по геометрическим построениям. При такой операции используются обычные приемы черчения с использованием разметочного инструмента.
- Пространственная. Размечают не только отдельные поверхности заготовок, находящихся в разных плоскостях, но и выполняют взаимную увязку таких поверхностей между собой.
- Разметка деталей по месту , которая заключается в нанесении центров отверстий для болтов, шпилек или других видов крепежа через отверстия в одной детали на поверхность другой. К примеру, через опорную часть корпуса детали размечают отверстия в базовом материале оснований под анкерные болты.
Перед выполнением разметки осуществляют тщательную проверку заготовки на предмет отсутствия недопустимых дефектов поверхности и формы (раковин, трещин, закатов и других). Затем анализируют возможность оптимального изготовления из этой заготовки детали с требуемыми размерами и расположения посадочных мест под крепежные изделия. После этого поверхности заготовки, при необходимости, полностью очищают, обезжиривают, а затем окрашивают для того, чтобы риски были хорошо заметны.
Отливки и поковки очищают стальными скребками, металлическими щетками (мелкие детали) или ротационными машинами (крупные детали), и после этого окрашивают разведенным в воде мелом или столярным клеем. Обработанные мелкие детали из стали и чугуна обезжиривают в растворе едкого натра и окрашивают нитроэмалью или нитрокраской.
Для безукоризненного выполнения пространственной разметки подготовленную заготовку устанавливают на специально предназначенную для такой цели чугунную разметочную плиту.
Товары каталога:
| Шайба кровельная с EPDM-прокладкой |
| Шайба А4 ГОСТ 11371-78, DIN 125 |
| Шуруп ГОСТ 1144 |
| Шуруп глухарь DIN 571 |
| Заклепка ГОСТ 10299, ГОСТ 10300, ГОСТ 10301 |
| Твитнуть |
comments powered by Disqus
Советы мастеру
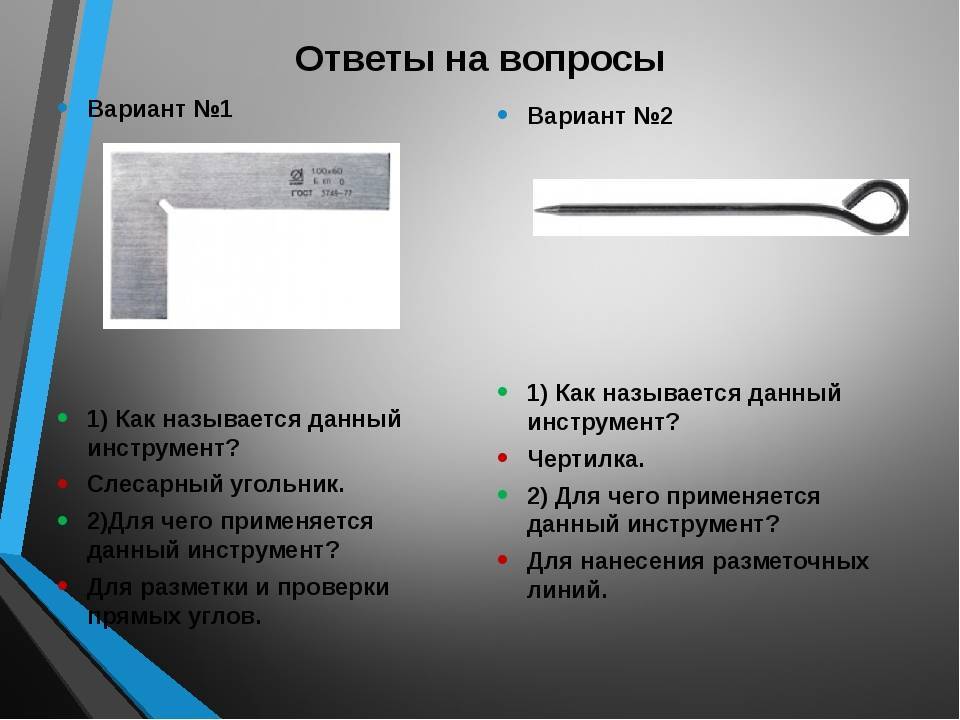
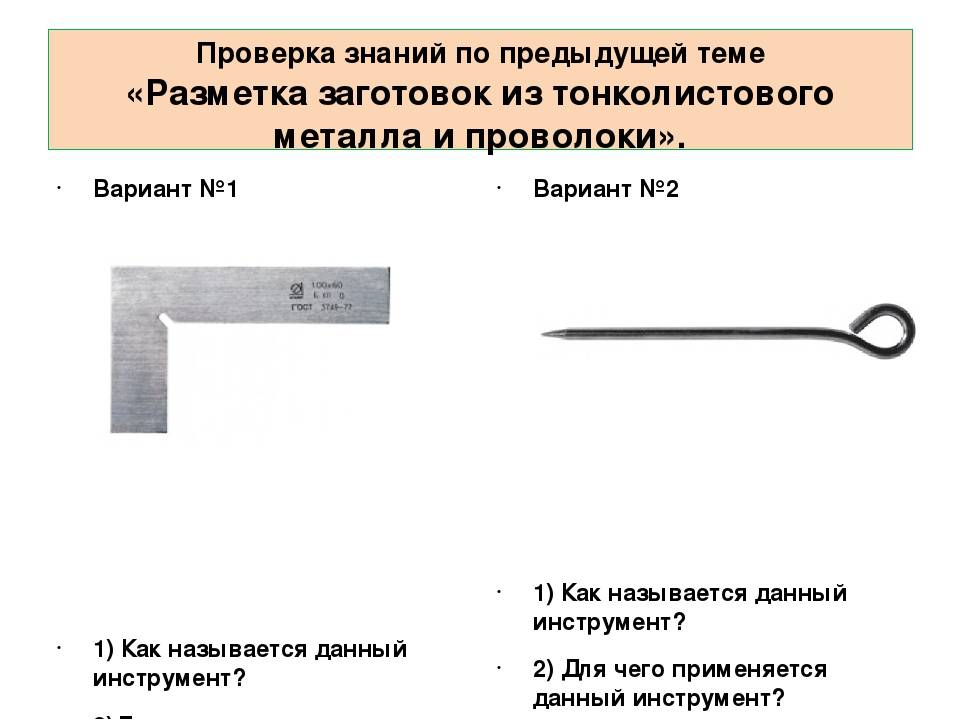
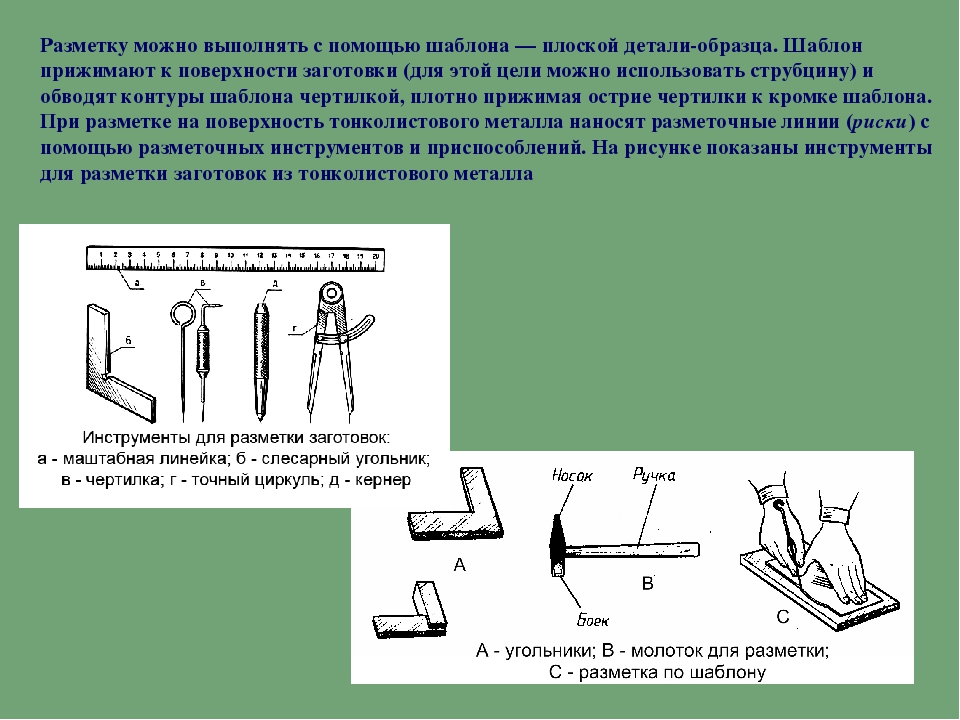
Разметка металла — операция нанесения на заготовку линий (рисок), определяющих согласно чертежу контуры детали и места, подлежащие обработке. Разметка бывает плоскостная и пространственная. Плоскостную разметку применяют в том случае, когда контуры детали лежат в одной плоскости; при пространственной разметке линии наносят в нескольких плоскостях или на нескольких поверхностях. Линии при плоскостной разметке наносят чертилкой (рис. 117, а), при пространственной — чертилкой, закрепленной в хомутике рейсмуса (рис. 117, б). Чертилки изготавливают из стали марок У10 и У12, рабочие концы их закаливают и остро затачивают. Кернер (рис. 117, в) предназначен для нанесения углублений (кернов) на предварительно размеченных линиях. Изготавливают кернеры из сталей марок У7, У8. Рабочий конец кернера закаливают и затачивают под углом 60°. Ударная часть (боек) инструмента для центрирования удара имеет сферическую форму и тоже закалена. Для особо точного кернения применяют пружинный и электрокернер.
Рис. 117. Инструменты для разметки металла: а — чертилка; б — чертилка, закрепленная в хомутике рейсмуса; в — кернер; г — разметочный циркуль
Разметочный циркуль (рис. 117, г) служит для проведения окружностей, деления углов и нанесения линейных размеров на заготовку. Детали размечают по чертежу, шаблону, образцу. При разметке по чертежу сначала наносят осевые линии, затем — горизонтальные и вертикальные, а в последнюю очередь — наклонные линии, окружности и дуги. После этого контуры детали накернивают. Разметку по шаблону применяют при изготовлении большого количества одинаковых по форме и размерам деталей. Центры на торцах цилиндрических деталей находят при помощи центроискателей и циркулей. Центроиска-тель представляет собой угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Угольник устанавливают на торец и чертилкой проводят линию, которая пройдет через центр окружности, затем поворачивают угольник на угол около 90° и проводят вторую линию. На пересечении линий и находится центр. Кернер-центроискатель используют при малом диаметре изделий. Центр накернивают, прижимая колокол к торцу изделия и ударяя молотком по головке. Поверхности, подлежащие разметке, часто бывает целесообразно предварительно окрасить, чтобы на них лучше были видны разметочные линии. Для окраски применяют следующие средства: для необработанных поверхностей отливок из черных и цветных металлов — мел, разведенный в воде до состояния молока, и 50 г столярного клея на 1 л воды (клей разводят отдельно, затем его кипятят с мелом); для обработанных поверхностей стали и чугуна — медный купорос (2—3 чайные ложки на стакан горячей воды) или натирание смоченной поверхности порошком медного купороса. Цветной и стальной прокат, а также драгоценные металлы не окрашивают, так как разметочные линии хорошо видны. В отдельных случаях для более четкого нанесения рисунка разметочные линии окрашивают белой акварельной краской. Разметку начинают с выбора базы, то есть линии или плоскости, от которых будут откладываться размеры. Если на заготовке есть обработанные поверхности, за базы принимают их; у симметричных деталей за базы удобно принимать оси симметрии, центровые линии. Для повышения качества разметки производят дополнительное накернивание разметочных линий на концах и в местах пересечения с другими разметочными линиями
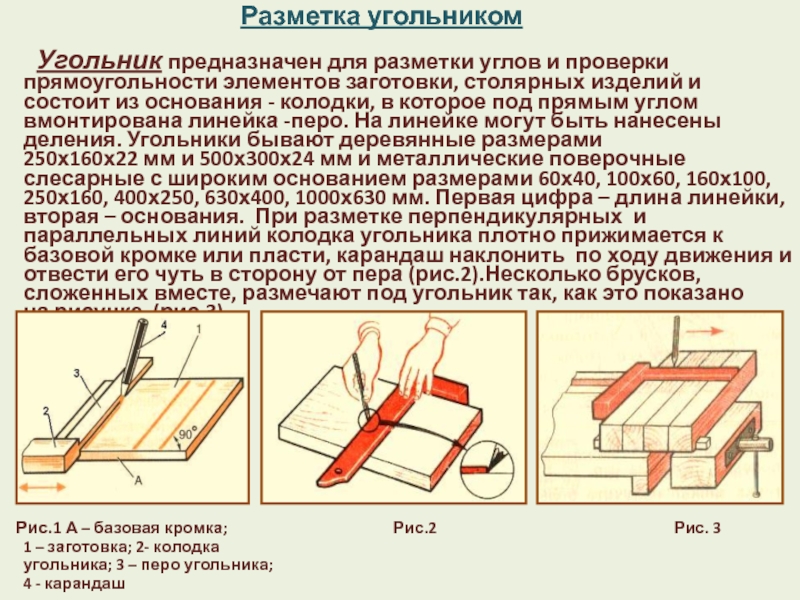
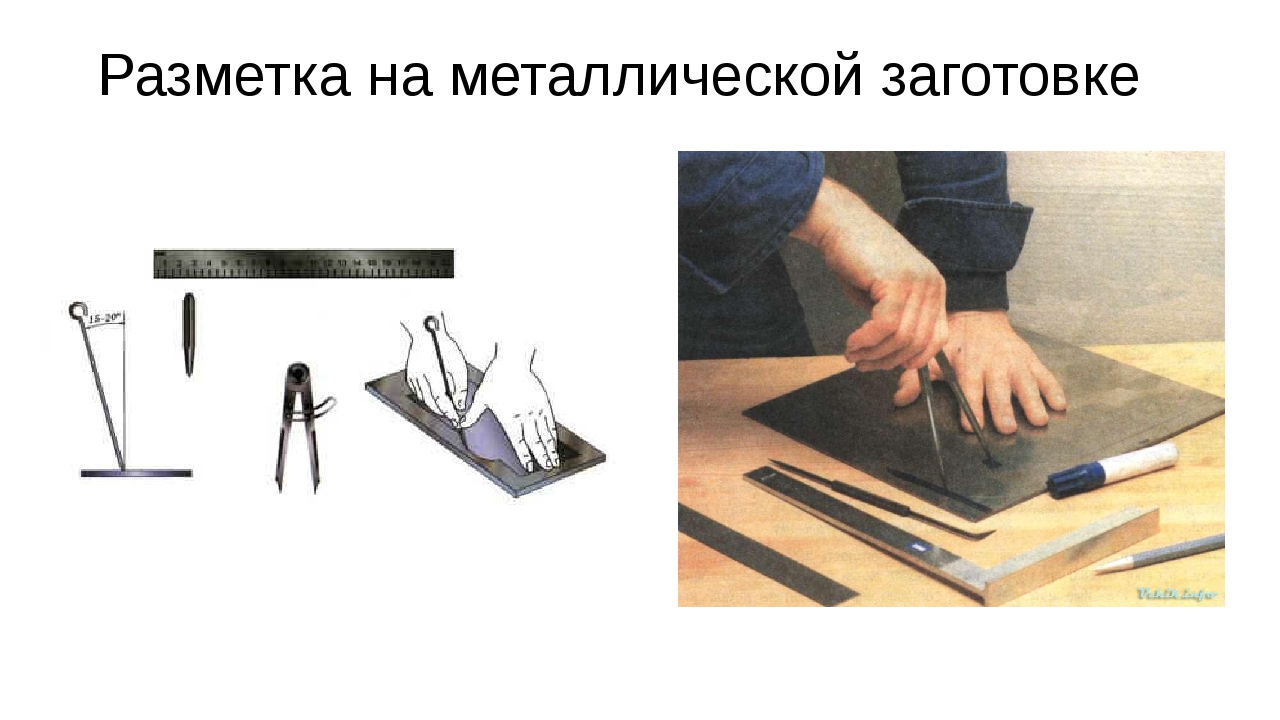
При пространственной разметке очень важно правильно выдержать взаимное расположение плоскостей, на которых ведут разметку. При разметке чертилку ведут вдоль линейки, плотно прижимая ее к ней. Чтобы чертилка примыкала к линейке, ее наклоняют под углом 75—80° к размечаемой поверхности (рис
118); кроме того, она должна быть наклонена под тем же углом по направлению движения. В процессе проведения риски наклон чертилки не должен изменяться; линию проводят только один раз; если линия проведена неправильно, ее следует закрасить и провести вновь
Чтобы чертилка примыкала к линейке, ее наклоняют под углом 75—80° к размечаемой поверхности (рис. 118); кроме того, она должна быть наклонена под тем же углом по направлению движения. В процессе проведения риски наклон чертилки не должен изменяться; линию проводят только один раз; если линия проведена неправильно, ее следует закрасить и провести вновь.
Рис. 118. Разметка металла чертилкой
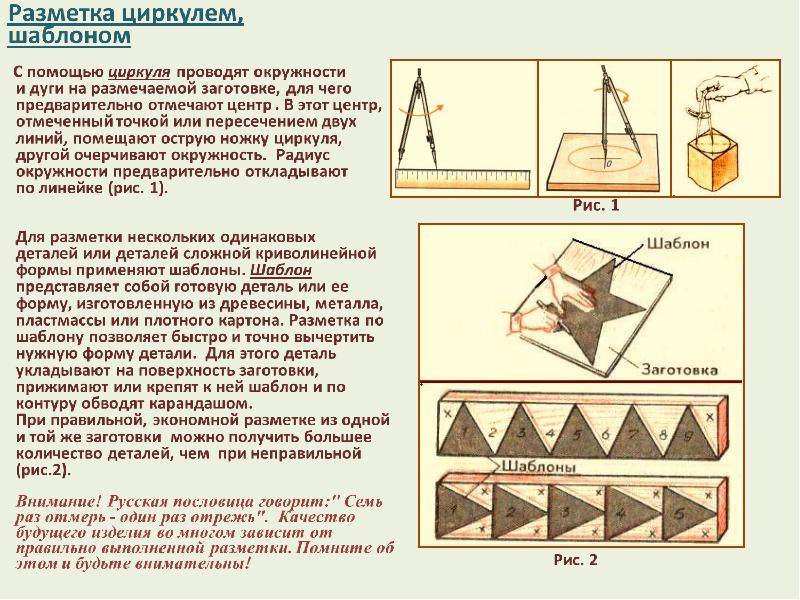
При вычерчивании окружностей циркулем усилие нужно прилагать к той ножке циркуля, которая вставлена в центр. Если же приложить усилие к ножке, очерчивающей окружность, циркуль легко может сместиться и окружность не получится.


Tags: Металл, Обработка, Разметка
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Источник
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
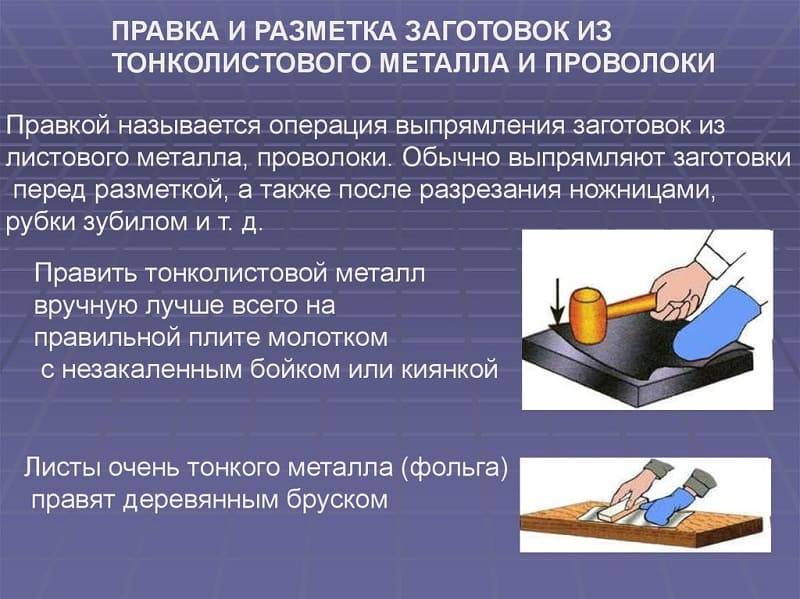
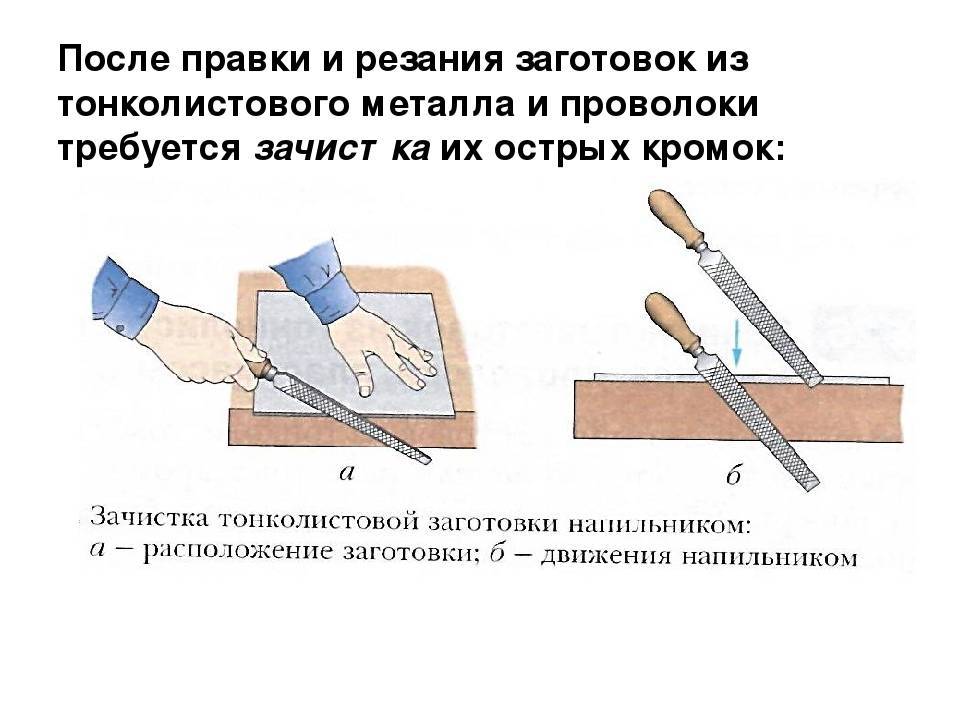
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
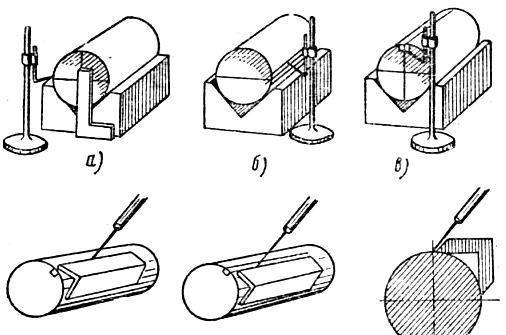
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Описание инструмента
Отечественные производители долгие годы опирались в производстве на строгие правила, регламентируемые в законодательных актах. Так чертилка по металлу разметочная ГОСТ 24473-80 должна соответствовать указанным в документе размерам и характеристикам. Допускались до производства следующие виды инструмента:
- односторонняя;
- двусторонняя;
- односторонняя с рукояткой;
- двусторонняя с рукояткой.
Оговаривался и материал изготовления. Чертилка могла быть цельной из углеродистой стали, либо с твердосплавной напайкой. В качестве режущего элемента иногда применялись сменные иглы. Изготавливают инструмент из стали марок У10, У12. У таких моделей есть свои плюсы и минусы. К недостаткам можно отнести быстрый износ острия. Преимуществом является возможность заточить приспособление на любом абразивном оборудовании. К тому же стальной образец дешев. Дороже обойдется слесарная чертилка по металлу с победитовым наконечником.

Срок ее службы многократно дольше, она не боится окалины, пыли, грязи на поверхности. Для заточки необходим специальный алмазный круг.
Брак при разметке
Фиксация
Подготовка деталей под сварку включает их надежную фиксацию друг с другом. Это обеспечит правильное положение при сварке и убережет от их сдвига. Методом, гарантирующим надежную фиксацию, служит выполнение прихваток. Под этим понимаются небольшие швы, выполненные поперек соединения деталей.
Размер их сечения имеет ограничение – оно не должно превышать половины ширины шва. Длина каждой прихватки не более 2 см. Сборка трубопроводов предполагает выполнение более длинных прихваток. Расстояние между ними составляет от 10 до 80 см в зависимости от длины шва. Величина шага зависит также от толщины материалов. Для коротких швов применятся точечное соединение на их краях. Высота прихваток не должна быть слишком большой.
Маленькие швы предотвращают смещение деталей в соединениях, сохраняют постоянство величины зазора между ними и придают конструкции дополнительную жесткость
Особенно это важно для крупных соединений. Прихватки выполняются за один проход. Прихватки делятся на временные, которые после выполнения сварочного шва удаляют, и те, которые остаются
Выполняют их на оборотной стороне соединения. Перед началом процесса необходимо сделать такую же очистку поверхностей, как и для выполнения основного шва
Прихватки делятся на временные, которые после выполнения сварочного шва удаляют, и те, которые остаются. Выполняют их на оборотной стороне соединения. Перед началом процесса необходимо сделать такую же очистку поверхностей, как и для выполнения основного шва.
Основные требования
Качественно выполнить соединение удастся только при соблюдении определенных требований:
- Сочленения заготовок выполняют исключительно в местах, к которым обеспечен свободный доступ. Требование актуально, даже если соединения выполняются при использовании дополнительных приспособлений.
- Заготовки закрепляются только жестко, точно и в положении, предусмотренном проектом. Это предотвратит появление деформаций.
- Исключаются изменения положений изделий для предотвращения образования перекосов.
- Любой процесс заранее планируется, чтобы каждая последующая операция осуществлялась без затруднений.
Обязательно также соблюдается техника безопасности при подготовке металла к сварке, так как во время такой работы нередко применяется опасный инструмент, включая болгарку (углошлифовальная электрическая машинка).
В процессе подготовки к сварке необходимо выполнить следующие мероприятия:
- проверить, что электрическая сеть позволяет подключить сварочный аппарат и способна выдержать его нагрузку;
- убедиться, что силовой кабель имеет исправную изоляцию;
- проверить полную исправность всего вспомогательного оборудования, часть из которого является особо опасным (болгарка).
Необходимо также позаботиться о защите глаз от излучения электрической дуги. Для этого используются специальные маски, очки и щитки сварщика. Органы дыхания тоже подлежат защите. Это особенно актуально, если работы осуществляются в закрытых помещениях. Для защиты органов дыхания от вредных газов применяются маски со специальными фильтрами. Необходимо также не забыть про спецодежду, включая, краги, ботинки, огнезащитные куртки, комбинезоны, брюки и другие подобные вещи.






Абсолютно все подготовительные операции, предшествующие свариванию деталей, проводятся в соответствии с техническими условиями, определенными технологией.
Точное измерение с помощью штангенциркуля
Штангенциркуль — это универсальный прецизионный измерительный инструмент. При выборе штангенциркуля не стоит экономить — затраты на добротный инструмент так или иначе окупаются. У большинства стандартных штангенциркулей диапазон измерения равен 140 мм, а предельная точность измерений — 0,05 мм.
Инструмент должен быть выполнен из нержавеющего материала, так он не подвергается порче и дольше служит. Матовые хромированные шкалы не дают отражения, и с них легко считывать показания. Желательно на обратной стороне инструмента наличие выгравированной таблицы размеров винтовой резьбы. Чтобы миллиметровая и нониус-ная шкалы точно совпадали, они должны находиться в одной плоскости.
На штанге помимо миллиметровой шкалы может быть и шкала в дюймах (английская система мер), что позволяет делать измерения одновременно в дюймах и в миллиметрах. Значение отсчета по нониусу (с подвижной шкалой) у обычного штангенциркуля равно 0,1 мм, у более совершенного -0,05мм.
При перемещении рамки на конце штангенциркуля выдвигается язычок, с помощью которого измеряют глубину.
Так измеряют диаметр наружного контура трубы. Штангенциркуль следует держать перпендикулярно оси трубы.
Измерение диаметра полости трубы: ножки штангенциркуля раздвигают до упора в стенки трубы, затем инструмент осторожно поворачивают сначала в одну, потом в другую сторону. Измерение глубины: штангенциркуль ставят под прямым углом к поверхности детали, в противном случае измерение не будет точным. Измерение глубины: штангенциркуль ставят под прямым углом к поверхности детали, в противном случае измерение не будет точным
Измерение глубины: штангенциркуль ставят под прямым углом к поверхности детали, в противном случае измерение не будет точным.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.





