

Радиально-сверлильный станок 2К522-03
Мы доставим оборудование в любую точку Москвы и МО на своих машинах.
Для доставки заказов во все регионы нашей страны, мы сотрудничаем с транспортными компаниями: Деловые Линии, Автотрейдинг, ПЭК
Московская обл., г.Одинцово, Транспортный проезд, дом 9.
- Описание
- Характеристики
- Отзывы / Комментарии
Ни одно металлообрабатывающее предприятие не сможет обойтись без промышленного радиально-сверлильного станка 2К522-03. Используется оборудование для работы с металлическими изделиями мелких, средних и крупных размеров. Основные функции 2К522-03: буквально все резные и сверлильные работы, формирование резьбы в отверстиях под любым углом и в различных плоскостях.
Оборудование отлично подходит для работы в несколько смен подряд, за счет чего, техника по праву считается промышленной. В сравнении с предыдущей моделью 2К522, станок радиально-сверлильный 2К522-03 позволяет производить глухие и сквозные отверстия в чугунных и стальных заготовках.
Чтобы расширить возможности, механизм оснащается дополнительным оборудованием:
- резьбонарезным или сверлильным патроном;
- поворотными тисками;
- столом коробчатой формы;
- дополнительные режущие инструменты в виде сверл, метчиков, зенкеров;
- предохранительными головками к резьбонарезному патрону.
С завода-производителя станочное оборудование поставляется со встроенной системой охлаждения и светильником.
2К522-03 относится к типу переносимых станков. Техника выставляется с помощью винтовых опор таким образом, что сверлильные и резные работы проводятся относительно поверхности, которая обрабатывается, а не наоборот. Данное техническое преимущество позволяет работать с заготовками, которые обладают нестандартными размерами и формой.
Рабочие узлы могут проворачиваться на 360 градусов вокруг своей оси, что значительно расширяет функциональные операции станка. Помимо этого, оператор за счет 2К522-03 может проводить обработку деталей ниже уровня плиты, на котором расположен станок.
2К522-03 оснащен мощным электродвигателем и 12-ступенчатой коробкой передач, что позволяет менять частоту шпинделя с 45 до 2000 оборотов в минуту. Такой широкий диапазон скоростей способствует подбору эффективного режима работы. Агрегат можно использовать в условиях ограниченного пространства, что никак не влияет на высокую производительность.
Обратите внимание! Станок имеет 4 автоматические передачи, которые способны вести работу в полуавтоматическом режиме
- Промышленная техника имеет следующие узлы;
- электрооборудование, электропроводка, что пролегает в корпусе и электрошкаф;
- прочная фундаментальная плита, придающая жесткость и устойчивость в процессе работы;
- литой корпус;
- поворотный рукав, на котором крепится бабка;
- сверлильная головка, в которой закрепляется инструмент для обработки заготовок;
- механизм, подающий смазочно-охлаждающую жидкость.
В конструкции 2К522-03 имеется встроенное устройство, которое контролирует глубину сверления отверстий. Для обеспечения защиты от перегрузок по крутящему моменту и электросети, в станке монтированы специальные предохранители.
Особенности рабочего процесса.
Обработка крупных и габаритных деталей проводится вне поверхности плиты, а станок устанавливается на винтовые опоры. Работая с изделиями меньших габаритов, оператор должен использовать коробчатый стол, который крепится на плиту.
Качественный и проверенная временем станок 2К522-03 прослужит более 10 лет без нареканий. Чтобы продлить срок эксплуатации, рекомендуется регулярно проводить очистку от остатков материала, грязи и пыли. 2К522-03, цена на который приемлема буквально для любого металлообрабатывающего предприятия, обернется выгодным капиталовложением. Механизм быстро окупается и мало потребляет электроэнергии.
Бочка и плита для базирования заготовки
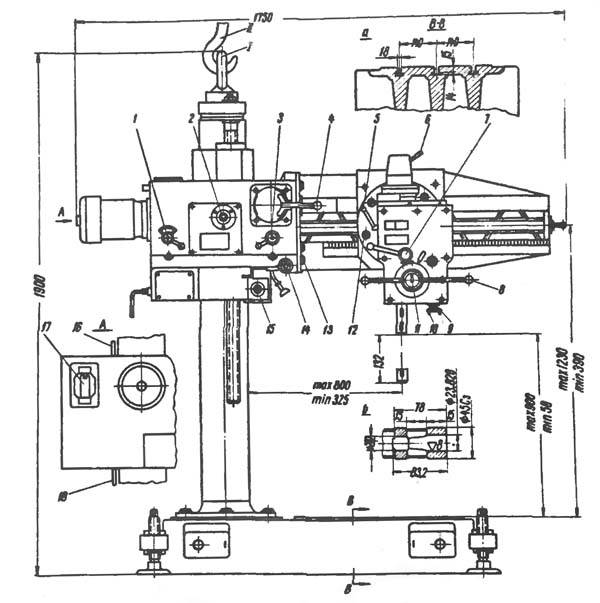
Радиально сверлильный уменьшенный станок 2л53у имеет следующие основные элементы:
- Плита для базирования заготовки и рукав. Паспорт содержит следующую информацию о данных конструктивных элементах: при изготовлении плиты изготавливают чугун, на поверхности расположены Т-образные пазы. Конструкция также имеет вертикальную колону, на которой сверху расположен рукав. На рукаве есть направляющими, по которыми движется сверлильная головка. Ограничителем служат упоры. Кроме этого по колоне двигается бочка при помощи винта. Технические характеристики определяют высокую устойчивость к износу по причине установка резервуара для жидкости, а также насоса для создания требуемого давления. Подача смазки может контролироваться через установленный электрический шкаф на торце.
- Бочка. Инструкция по эксплуатации определяет возможность расположения шпинделя на различной высоте относительно плиты. Корпус изготавливается из чугуна путем отливки. Зажим конструкции проводится при помощи рукоятки вручную. Есть и контактный блокирующий выключатель, который исключает вероятность случайного перемещения бочки.
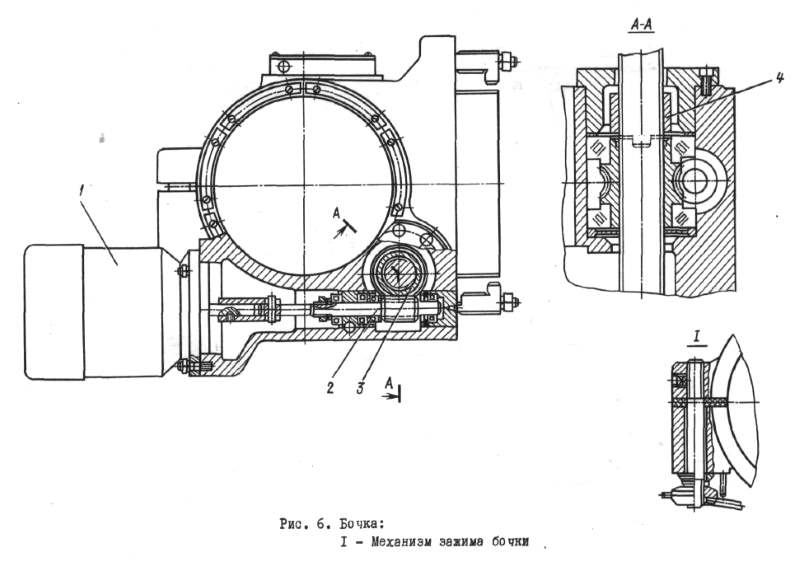 Бочка станка 2Л53У
Бочка станка 2Л53У
 Плита станка 2Л53У
Плита станка 2Л53У
Проводя обзор этой модели отметим, что сверлильная головка может выходить за пределы плиты. Основной электродвигатель устанавливается сверху на стойке и расположен вертикально.
Сверлильный станок с ЧПУ 2р135ф2: характеристика
- Максимальный диаметр деталей, подвергающихся обработке не должен превышать 35 мм.
- Максимальный размер не превышает 24 мм.
- Максимальная фрезировальная ширина не превышает 60 мм.
- В процессе обработки участвует 6 инструментов.
- Частота оборотов шпинделя 12.
- Рабочая поверхность имеет следующие размеры – 710х400 мм.
- Частота оборотов шпинделя находится в пределах от 35 до 1600 за минуту.
- Количество подач по Z оси достигает 18.
- Рабочие подачи по Z оси находятся в пределах от 10 до 500 мм за минуту.
- Стол и салазки перемещаются со скоростью до 7000 мм за минуту, а в процессе фрезерования 2200 мм за минуту.
- Частота движения суппорта достигает 4000 мм за минуту.
- По габаритам станок обладает следующими параметрами 1800 мм на 2400 мм на 2700 мм.
Конструкция радиальных сверлильных станков
Каждый станок радиально-сверлильной группы состоит из:
- жесткого основания,
- цилиндрических колонн (внутренней и внешней),
- траверсы (хобота),
- сверлильной головки (шпиндельной бабки),
- электрического и гидравлического оборудования управления.
Основные узлы 1 Основание 2 тумба 3 э/д насоса гидравлики 4 колонна 5 резервуар подъема опускания руки и зажима колонны 6 э/д шпинделя 7 э/д подъема/опускания руки 8 винт подъема/опускания руки 9 Шпиндельная бабка 10 рука
Кинематика
Главные движения при сверлильных операциях — вращение и перемещение пиноли шпинделя станка. Кинематические цепочки, выполняющие эти движения, снабжены элементами управления, позволяющими задавать инструменту необходимую скорость вращения и подачу.
- поворот подвижной колонны радиально-сверлильного станка,
- вертикальное перемещение консоли (траверсы),
- фиксация траверсы на колонне на операционной высоте,
- фиксация шпиндельной головки на траверсе,
- переключение скоростей шпинделя и подач пиноли.
При обработке деталей на радиальных сверлильных станках координаты центра отверстия и оси инструмента совмещаются передвижением сверлильной головки относительно неподвижной заготовки в полярной системе координат. Эта система характеризуется двумя параметрами: углом поворота траверсы и радиусом положения на ней шпиндельной головки.
Обработка отверстий под углом возможна только при установке под углом самой заготовки с помощью специальной оснастки и приспособлений.
Радиально-сверлильный станок Z30132
Станина с рабочим столом
Станина станка, совмещенная с рабочим основанием (столом), как правило, отлита из серого чугуна. Она предназначена для фиксации всего станка на фундаменте, установки цоколя колонны с траверсой и шпиндельной бабкой, а также крепления оснастки и детали с помощью Т-образных пазов рабочего основания.
Заготовку небольших габаритов можно устанавливать на приставном коробчатом столе, либо непосредственно закреплять на специально обработанной поверхности основания (рабочем столе). Крепление заготовки вне рабочей поверхности стола применяется редко, т.к. вносит дополнительную погрешность в точность обработки изделия.
Поворотная колонна
Колонна установлена вертикально на станине станка и поворачивается вокруг своей оси относительно неподвижной внутренней стойки на роликовых подшипниках. Траверса закреплена на колонне.
В верхней части колонны монтируется механизм подъема/опускания траверсы, приводимый в движение от электродвигателя.
Траверса (консоль)
Консоль (рука или хобот) радиально-сверлильного станка смонтирована непосредственно на колонне; она имеет отдельный электропривод, перемещается вверх-вниз, а также вращается вокруг вертикальной оси вместе с опорной колонной. Вращение, в зависимости от модели станка, может происходить как вручную, так и с помощью электрического привода.
На направляющие консольной траверсы устанавливается сверлильная бабка с рабочим шпинделем. В соответствии с высотой заготовки траверса может быть опущена или поднята. В нише, расположенной с обратной стороны рукава, монтируется электрооборудование, элементы гидравлики.
Шпиндельная головка
Сверлильная головка (шпиндельная бабка), смонтированная на траверсе, конструктивно представляет собой отдельный силовой агрегат, имеющий коробки подач, скоростей, а также механизмы установки глубины сверления.
В радиально-сверлильных станках шпиндель служит для фиксации обрабатывающего инструмента и передачи ему вращающего момента и линейной подачи.
Инструмент вставляется во внутренний конус пиноли (конус Морзе № 4-6 или метрический конус, в зависимости от модели), а затем координатно ориентируется относительно обрабатываемой детали путем поворота консоли и перемещения вдоль нее шпиндельной бабки.
Для удобства оператора все управление станка расположено на сверлильной головке:
- многофункциональный штурвал перемещения шпиндельной бабки и пиноли шпинделя;
- кнопки управления зажимом/разжимом узлов, включением/выключением вращения шпинделя, аварийного останова, включения освещения рабочей зоны;
- рукоятки выбора скорости вращения, подачи шпинделя, направления вращения шпинделя, переключения ручной и автоматической подачи.
| Радиально-сверлильный станок z3050 |
Коробка подач располагается между шпинделем и электродвигателем шпинделя; вращение от электродвигателя передается через зубчатые зацепления и фрикционные соединительные муфты. Фрикционная муфта позволяет выполнить быстрый реверс при нарезании резьбы, отключение подачи при достижении необходимой глубины сверления и предохранить коробку скоростей от перегрузок.










Технические характеристики
- Диаметр сверления в стали 45 по ГОСТ 1050-38 , мм 32
- Диаметр сверления в чугуне СЧ по ГОСТ 1412-89, мм 40
- Расстояние от оси шпинделя до направляющей колонны (вылет), мм 1000
- Масса 2Л53У инструмента, кг, max 5
- Перемещение шпинделя, мм max 325
- Перемещение сверлильной головки по рукаву, мм, max 710
- Max вертикальное перемещение рукава по колонне, мм 6251
- Угол max поворота рукава вокруг оси колонны, град. 330
- Пределы частоты вращения шпинделя, мин-1 35,5 — 1400
- Число ступеней вращения шпинделя 8
- Число ступеней рабочих подач 6
- Габаритные размеры, мм ДхШхВ, мм 2500x1070x2840
- Вес, кг 3500
Облегченный радиально-сверлильный станок 2Л53У используется при единичном, мелкосерийном и серийном производстве. Оборудование активно применяют на небольших заготовительных предприятиях, цехах и заводах. Механизм способен выполнять такие технологические операции, как:
- зенкование;
- сверление;
- рассверливание;
- нарезание резьбы;
- развертывания;
- подрезка плоскостей резцом.
Перед тем, как приобретать станок 2Л53У, стоит подготовить бетонную основу под установку оборудования. Высота слоя должна быть не менее 40 см.
Основные части и узлы станка:
- чугунный рабочий стол, обладающий поворотной конструкцией, который может проворачиваться вокруг оси на +90 и -80 градусов вручную;
- система подачи охлаждающей жидкости (СОЖ);
- устройство переключения подач;
- сверлильная головка, в корпусе которой, имеется коробка скоростей и коробка подач, устройство для переключения подачи и органы управления;
- электрооборудование, проводка и электрошкаф;
- бочка на которой крепится поворотный стол, осуществляющий движение по вертикали и вокруг колонны на 360 градусов;
- элементы управления;
- механизм перемещения и зажима сверлильной головки.
- рукав, на котором находится механизм сверлильной головки;
- фундаментная плита, на которой расположена вертикальная чугунная колонна.
Чтобы предотвратить обрыв электропроводов, поворот рукава относительно колонны притеснен жесткими упорами. Передвижение бочки по колонне возможно за счет надежного соединения винта с кронштейном. Для предотвращения перегрева рабочего инструмента и быстрого износа оснастки, в конструкцию 2Л53У вмонтирована СОЖ, которая подает жидкость с помощью насоса охлаждения.
Чтобы переключить скорость и подачу, оператору необходимо воздействовать на рукоятку, которая находится справа на сверлильной головке. Предохранительная муфта расположена таким образом, что специалист может без демонтажа узлов произвести нужную регулировку.
Промышленное станочное устройство 2Л53У оборудовано тремя электродвигателями, а именно:
- для подачи охладительной жидкости в рабочую зону – 0,125 кВт;
- привод стола – 0,56 кВт;
- привод шпинделя – 2,2 кВт.
Станок 2Л53У надежно защищен от перегрузок и коротких замыканий с помощью предохранителя и теплового реле. Самовольное передвижение стола не допускается блокированной рукояткой отжима и конечным выключателем. Помимо этого, имеется специальное устройство торможения, которое управляется электромагнитом. Чтобы сработал пружинный тормоз, следует установить рукоятку в нейтральное положение, что приводит к автоматическому отключению электромагнита. Срабатывание тормозной системы в автоматическом режиме также происходит при умышленных или случайных отключениях электросети.
Радиально-сверлильный станок 2Л53У позволяет оператору выполнять обработку разного уровня сложности. Это возможно за счет широкого диапазона чисел оборотов и подач шпинделя. Большим преимуществом является то, что специалист, работая за станком, прилагает минимум физических усилий при меньших радиусах сверления, что позволяет увеличить эффективность рабочего процесса. Все виды технологических операций выполняются строго с международными стандартами качества.
Для усовершенствования механизма, в конструкцию монтируется:
- защитный экран для области сверления и резания;
- система воздушного охлаждения рабочей оснастки;
- поворотная или стандартная тумба.
Данная модель станка считается незаменимой, если на предприятии постоянно требуется обрабатывать металлические детали. Оборудование довольно простое в использовании и вполне может выступать самостоятельной производственной единицей.
голоса
Рейтинг статьи
Работа и эксплуатация
В устройствах этого типа коробки скоростей и рабочих передач находятся в сверлильной бабке.
Соответственно и все основные органы в агрегатах 2м55, 2к52, 2а554, а также ас2532, 2н55 и 2532л располагаются непосредственно на ее лицевой поверхности.
Основным движением, при котором осуществляется резания в устройствах данного класса, принято считать вращение используемого рабочего инструмента.
Необходимое вращательное движение он получает через передачу непосредственно от электродвигателя, который также обеспечивает при необходимости вспомогательное движение используемого рабочего инструмента.
Параметры заданной обработки перед началом работ выставляются с помощью специальных рукояток, расположенных на коробке передач.
Точно таким же образом происходит управление подачей. Основные рабочие характеристики агрегата описываются несколькими показателями.
Также учитывается основной номер присоединенного конуса, который располагается внутри шпинделя.
Берется во внимание и наибольшее перемещение самого шпинделя. В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель. В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель
В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель.
При эксплуатации станков сверлильного типа данного класса обязательно учитывается количество ступеней, отвечающих за рабочее вращение в шпинделе.
На функциональные возможности станка оказывает большое влияние и мощность используемого электрического двигателя.
Стоит отметить и то, что на стоимость устройств из этой категории влияет, в первую очередь, функциональный набор, все его технологические возможности, а также техническое состояние.
Ремонт сверлильного станка должен проводиться профессиональными мастерами, которые хорошо разбираются в устройстве и принципе действия агрегатов этого класса.
Это поможет продлить срок службы устройства и сделает его эксплуатацию безопасной.
Обязательным условием работы на устройствах этого класса является строгое соблюдение правил по технике безопасности, которые должен соблюдать каждый оператор.
В любом случае, настольный сверлильный станок этого класса считается надежным и достаточно функциональным оборудованием, при помощи которого можно производить качественную обработку различных металлических поверхностей.
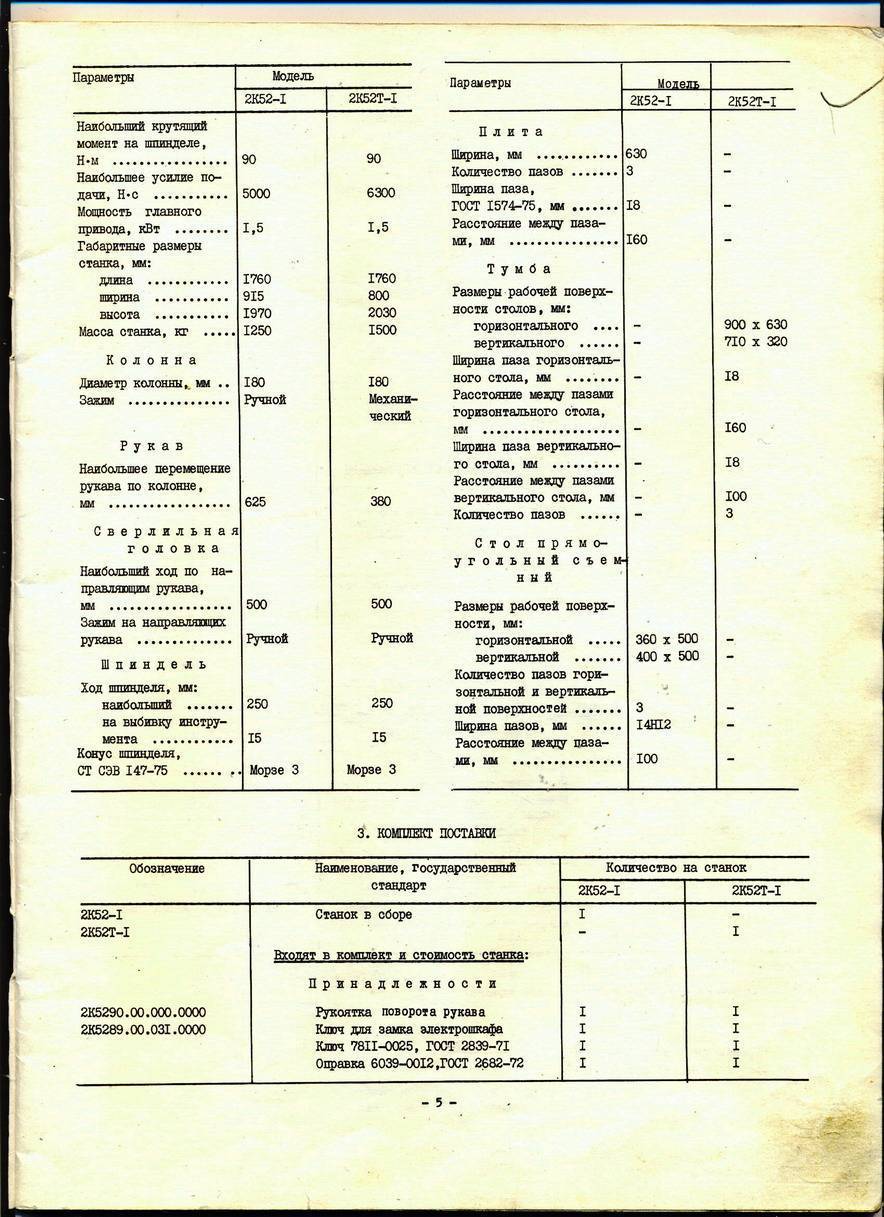
Порядок работы на станке 2К52-I
Настройка, наладка и режим работы
После установки станка обратите внимание на его устойчивость и при необходимости закрепите основание (при работе на тяжелых режимах). Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим
Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим.
В связи с конструктивными особенностями станка 2К52-I (переносного типа), устанавливаемого обычно без жесткого крепления, режимы резания на нем назначаются более низкими по сравнению со станками стационарного типа.
Выбор режимов резания производится в зависимости от обрабатываемого материала и диаметра режущего инструмента. Рукоятка коробки подач устанавливается в положение, соответствующее выбранной механической подаче. Требуемую частоту вращения выбирайте двумя рукоятками, находящимися на лицевой стороне бочки, в соответствии с табличкой.







ВНИМАНИЕ! Переключать частоту вращения и подач можно только при остановленном шпинделе. При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя
При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя. Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток
Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток.
Регулирование
В процессе эксплуатации станка возникает необходимость в регулировании отдельных его составных частей для восстановления их нормальной работы. Конструкция станка предусматривает возможность регулирования отдельных элементов, детали которых изнашиваются в процессе эксплуатации.
Регулировка зажима бочки на колонне производится поворотом гайки 1(см.рис.12) на угол, соответствующий износу резьбы, и затем блокировкой гайки 2.
Зажим считается достаточным, если бочка не поворачивается на колонне под действием усилия 1000 Н на конце рукава.
Зажим каретки на направляющих рукава можно отрегулировать поворотом эксцентрикового вала, воздействующего на втулку 3 (см.рис. 14), тягу в и прижим 7. Зажим каретки считается достаточный, если ее нельзя сдвинуть с места под действием усилия 2500 Н.
При необходимости отрегулировать зазор между призматическими направляющими рукава и каретки освободите зажимы эксцентриковых осей I и II и поворотом этих осей установите необходимый зазор (до 0,05 мм). При этом не должна нарушаться легкость перемещения каретки с головкой по рукаву. После окончания регулировки затяните зажимы эксцентриковых осей винтами.
Для облегчения усилия перемещения каретки по направляющим рукава на ней установлены подшипники, с помощью которых каретка находится во взвешенном состоянии по отношению к направляющим рукава. Регулировка осуществляется поворотом торсионного эксцентрика до начала появления зазора между передней направляющей рукава и кареткой.
Повышенный осевой люфт шпинделя устраняется подтяжкой гайки, доступ к которой возможен после извлечения шпинделя из корпуса сверлильной головки.
Регулировка предохранительной муфты от перегрузок по осевой силе производится двумя гайками 5 (см.рис. 17),которыми затягивают пружину 4. Номинальное осевое усилие достигается настройкой на режимы, причем при режимах, указанных в разделе 10.3, муфта обеспечивает передачу осевого усилия 7500±1000 Н ( срабатывания – проскакивания кулачков полумуфты 2 относительно кулачков полумуфты I – не происходит).
Предельные допускаемые режимы работы
Материал – сталь 45, ГОСТ 1050-74 Диаметр обработки – 25 мм Инструмент – сверло 25 мм Инструмент – сверло 25-3, ГОСТ 10903-77
Частота вращения шпинделя – 160 об/мин Подача – 0,125 мм/об Скорость резания – 14,2 м/мин Крутящий момент на шпинделе – 110±10 Н·м Осевая сила резания – 7500±1000 Н
Особенности конструкции
Какими конкретными характеристиками отличаются станки 2М55, рассмотрим чуть ниже. Для начала же давайте разберемся с тем, что представляют собой радиально-сверлильные агрегаты. Относятся такие станки к группе машин универсального типа. Основными их конструктивными особенностями являются:
- большой диапазон оборотов шпинделя;
- наличие механизма автоматического выключения при достижении заданной глубины сверления.

Некоторые разновидности радиально-сверлильного оборудования могут иметь и другие конструктивные особенности, повышающие удобство в использовании. В любом случае коробка скоростей и рабочих передач в таких станках находится в сверлильной бабке. Соответственно и все основные узлы в оборудовании этого типа расположены здесь же.
Производитель
С советских времен модель 2М55 выпускается предприятием «Одесский завод радиально-сверлильных станков». Основано это предприятие было еще в позапрошлом веке — в 1884 году. В советские времена оно называлось Машиностроительным заводом имени Ленина. Станки это предприятие начало выпускать еще в 1928 году.
Первый радиально-сверлильный агрегат, рассчитанный на выполнение отверстий диаметром до 50 мм, заводом был изготовлен в 1946 году — сразу после войны. Помимо популярной модели 2М55, это предприятие поставляет на российский и украинский рынки такие качественные, хорошо известные многим производственникам агрегаты, как 2А55, 2Н55, 2А554 и т. д. Некоторые станки этого производителя рассчитаны на сверление отверстий до 75 или даже 100 мм в диаметре. Любые станки одесского завода считаются у потребителей продукцией очень качественной и надежной. Касается это, разумеется, и модели 2М55.

Как устроен станок?
Вот основные детали станка:
- основание;
- колонна;
- корпус;
- бочка рукав;
- головка для сверления;
- электрическое оборудование;
- каретка.

Каретка станка
На основание крепится корпус и рукав, а на торцевой части прикрепляется емкость для жидкости охлаждения.
Колонна являет собой большую трубу из стали, которая установлена в цоколе и прикреплена двумя подшипниками. Там же расположено электрооборудование и механизмы для зажима, стоит знать, что зажимы не входят в комплект с первоначальным оборудованием, их надо заказывать отдельно.
Отливка из чугуна плотной формы – это корпус, который является основной деталью для коробки скоростей. В нем также есть место для электрического оборудования.
Рукав прикрепляется к корпусной части посредством четырех прихватов. По направлению данной детали ходит каретка вместе с головкой для сверления.
Сама головка состоит из шпинделя, устройство для управления и короб для подач.
Шпиндель состоит из чугуна. Имеет большой диапазон для частоты сверления.
Описание электросхемы радиально-сверлильного станка 2Е52
Напряжение к силовой цепи и к цепи управления подается при включении рычага автоматического выключателя А (рис.10). При этом включается трансформатор управления и освещения ТУ0.
Переключатель управления двигателем находится в нейтральном положении, т.е. все контакты КПС, КПВ, КПН разомкнуты.
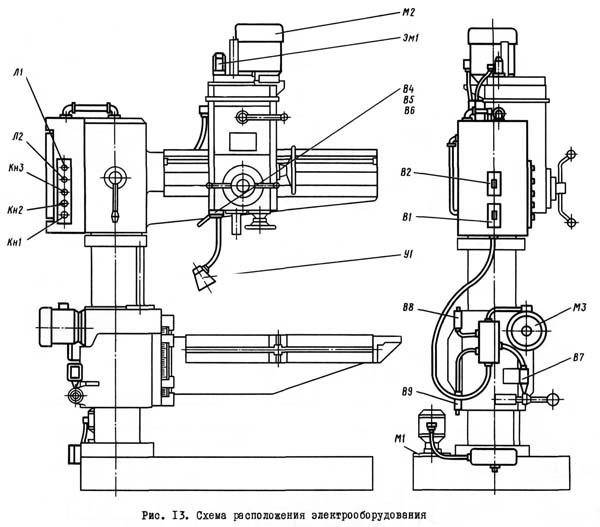





Траверса зажата и находится на средней высоте колонны. В этом положении НЗ контакты ПВВ и ПВН путевых выключателей замкнуты.
При повороте рукоятки управления 4 (си. рис.3) по пазу I вверх замыкается контакт КПС (2-11), а переходный контакт КПВ (2-1) включается и отключается. В это время включается катушка KB реверсивного пускателя НО блок-контактом KB (2-1) переходит на самопитание и главными НО контактами KB включает электродвигатель.
Отключение двигателя производится переводом рукоятки в нейтральное положение.
Реверсирование двигателя осуществляется поворотом рукоятки вниз. В этом случае замыкается контакт переключателя КПН и включается катушка пускателя КН.
Быстрое перемещение траверсы производится поворотом рукоятки управления по пазу II при разжатом положении рукава на колонне.
Перемещение траверсы вверх и вниз ограничивается путевыми выключателями ПВВ и ПВН, которые при размыкании HЗ контактов в цепи катушек пускателя отключают двигатель.
Лампа местного освещения включается выключателем ВО.
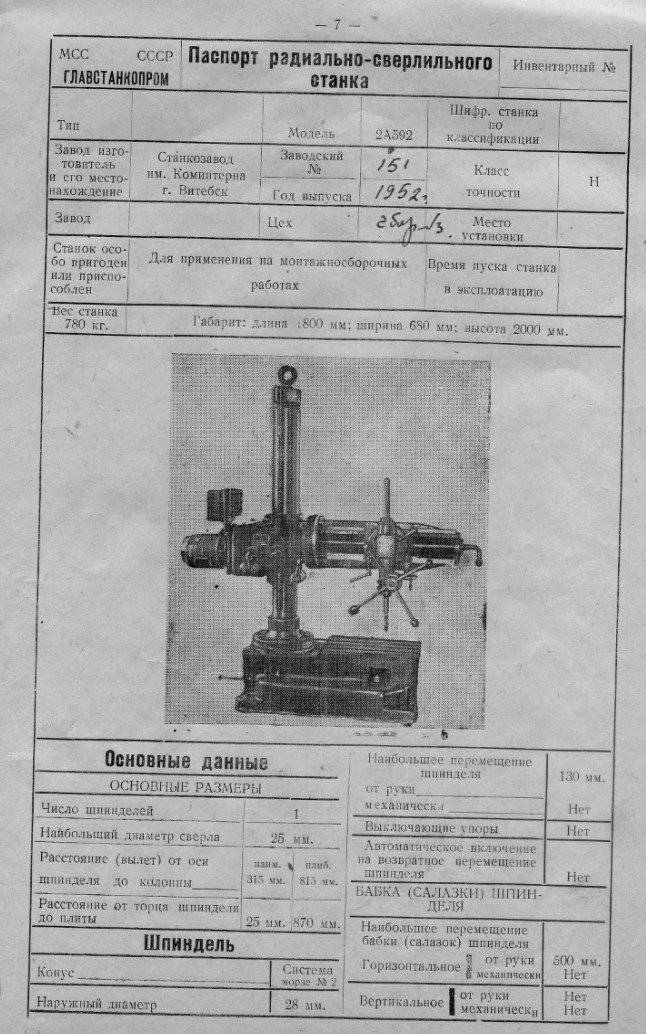
Паспорт 2К522 (Ø 32 мм) Станок радиально-сверлильный (Гомель)
Наименование издания: Руководство по эксплуатации (007.0000.000 РЭ) Выпуск издания: Гомельский завод станочных узлов Год выпуска издания: — Кол-во книг (папок): 1 Кол-во страниц: 42 Стоимость: Договорная Описание: Полный комплект документации
Описание станка:Весьма известный и почитаемый Гомельский завод станочного оборудования и узлов производит весьма привлекательную по своим характеристикам и качеству модель оборудования под названием 2к522 станок радиально сверлильный паспорт которого по стечению обстоятельств появился в нашем архиве. Это техническое издание было переведено нами в электронный формат и реализовано в наиболее приемлемом качестве. Что безусловно позволит прочесть и распечатать документацию для работы и эксплуатации на станке данной модели. Непосредственно документация представлена в виде полноценного издания под названием руководство по эксплуатации. Вместе с этим паспорт станка 2к522 в достаточном объёме содержит в себе как теоретическую часть, обозначенную в виде текста, что удобно для ознакомления, но так же и практическую в виде всех необходимых чертежей и схем. При этом раздел связанный с электрооборудованием станка здесь подаётся в не менее расширенном варианте, включая электрические схемы, что будет, конечно, весьма значимым, а так же важным подспорьем в вопросах эксплуатации станочной единицы сверлильного типа. Как известно, наличие как раз электрики всё же придаёт больший вес, а так же ценность любому промышленному документу.
Ну и конечно, сверлильный станок 2к522 паспорт которого обладает достаточным и полным объёмом станет замечательным подспорьем даже в вопросах некоторого ремонта сверлилки. Ведь, работа с радиально-сверлильными станками подразумевает не только моменты обслуживания, но и устранение тех или иных недочётов, сбоев в работе. Хотя, этот момент конечно же должны реализовывать и устранять специалисты, хорошо разбирающиеся в данном вопросе. Опять же, объём представленных документов обладает весьма привлекательным количеством страниц, что отображаются в издании. Речь идёт о не менее чем сорока двух страницах, поданных в довольно известном формате А2, что, конечно, задаёт наиболее компактный размер документу и возможность весьма рациональным способом хранить распечатанную версию в условиях промышленного производства. При этом, в том случае, даже если документация будет утеряна в процессе работы с ней или эксплуатации станка на основании документации. То, в этом случае, всегда можно будет распечатать документы по новой на основании переданной в пользование заказчику электронной копии из нашего архива. Иными словами, наличие отсканированного технического экземпляра документов всегда будет хорошим плюсом для проработки его вариантов в тех или иных условиях.
Описание и особенности конструкции
Агрегат снабжен двумя механическими подачами: продольной и вертикальной, а поперечная подача ручная. Вертикальная подача контролирует движение суппорта по направляющим станины. Продольная подача осуществляет движение стола по направляющим суппорта.
Универсальная модификация станка позволяет задавать обрабатываемой поверхности необходимый угол. Широкоуниверсальный станок имеет две шпиндельные головки, которые способны поворачиваться под разными углами. Вертикальный фрезерный станок снабжен валом вертикального типа.
Для работы с крупными конструкциями используется бесконсольная вертикальная конструкция. Бесконсольная горизонтальная конструкция снабжена столом, который двигается по направляющим станины.





