

Бочка и плита для базирования заготовки
Радиально сверлильный уменьшенный станок 2л53у имеет следующие основные элементы:
- Плита для базирования заготовки и рукав. Паспорт содержит следующую информацию о данных конструктивных элементах: при изготовлении плиты изготавливают чугун, на поверхности расположены Т-образные пазы. Конструкция также имеет вертикальную колону, на которой сверху расположен рукав. На рукаве есть направляющими, по которыми движется сверлильная головка. Ограничителем служат упоры. Кроме этого по колоне двигается бочка при помощи винта. Технические характеристики определяют высокую устойчивость к износу по причине установка резервуара для жидкости, а также насоса для создания требуемого давления. Подача смазки может контролироваться через установленный электрический шкаф на торце.
- Бочка. Инструкция по эксплуатации определяет возможность расположения шпинделя на различной высоте относительно плиты. Корпус изготавливается из чугуна путем отливки. Зажим конструкции проводится при помощи рукоятки вручную. Есть и контактный блокирующий выключатель, который исключает вероятность случайного перемещения бочки.

Бочка станка 2Л53У

Плита станка 2Л53У
Проводя обзор этой модели отметим, что сверлильная головка может выходить за пределы плиты. Основной электродвигатель устанавливается сверху на стойке и расположен вертикально.
Радиально-сверлильный станок с ЧПУ: типы и характеристики
Радиально-сверлильный станок представляет собой самый распространенный инструмент в металлургической области. Эти приборы отличаются удобством и простотой в эксплуатации, они дают возможность обработать элементы под различными углами.
С помощью повышенного функционала станок обладает более широкой сферой использования, применяются для обработок деталей разнообразных конфигураций из самых разных материалов.

Для чего требуются радиально сверлильные станки с ЧПУ?
Радиально сверлильный станок с ЧПУ незаменим для того, чтобы обрабатывать единичные отверстия либо отверстия, находящиеся группами, на заготовке с огромными размерами и весом.
Операции, которые выполняются на радиально-сверлильном станке с ЧПУ:
- Сверлить сквозные и глухие отверстия.
- Рассверливания и растачивания (при применении расточных головок) дырок.
- Нарезание резьбой с помощью метчика.
- Зенкерование дырок, чтобы получить более высокую категорию чистот и точности обработок области дырок.
- Зенкование, которые нужно, чтобы формировать конические и цилиндрические технологические углубления под головку болта, винта и так далее.
- Развертывание конического или цилиндрического отверстия, нужное для того, чтобы получить необходимую точность и шероховатость области.
- Раскатка и хонингования областей дырки (благодаря раскатным и хонинговальным головкам).
- Подрезание торца бобышки, чтобы обеспечить поверхность, перпендикулярную оси дырок.
Типы и достоинства радиально сверлильных станков с ЧПУ
Этот тип техники осуществляет такие же операции, что и вертикально-сверлильный станок.
Вертикально-сверлильный станок может сверлить дырки в сплошных материалах, зенковать уже доступные дырки, зенковать торцовые области, делать дырки и нарезать большие резьбы. Однако главным предназначением станков считается обрабатывание дырок больших элементов.

Сверлильно-радиальный станок принципиально отличается от вертикально-сверлильного агрегата – во время работы на такой технике деталь располагается в неподвижном виде, а шпиндель можно переместить. Это связано с тем, что во время работы с тяжелой и крупногабаритной деталью переместить их очень сложно.
Шпиндель в такой технике обычно двигается и радиально и по кругу. Таким образом можно сделать дырку в любых участках детали, ограниченный сектором круга.
Различают следующие виды станков:
- Общего предназначения. Во время работы на подобном станке обрабатываемую область устанавливают на столик, а шпиндельная головка обычно перемещается в 3 направлениях около элементов.
- Станок с колонной, перемещающейся в направляющих станинах. Эта техника применяется для обработки тяжелой детали огромных габаритов.
- Станки на самоходное тележке. Тележку можно переместить по специальным железнодорожным колеям. Применяются для работ с большой деталью.
- Переносной станок. Дает возможность выполнять дырки в корпусе чугунной или стальной отливки. Это промышленный станок, который применяется в тяжелых машиностроениях, и в судостроении.
Особенности работы агрегата
Функциональные возможности радиально-сверлильных станков зависят от качества его любого составляющего. К примеру, работа данной техники нуждается в установке в сверлильных бабках коробок переключения скорости и регулировок рабочей передачи.
Любые виды манипуляций, которые связаны с обрабатыванием металлического элемента, осуществляются с помощью точного и ритмичного вращения режущих инструментов.

На лицевой области находится центр управления станков и все выполняемые операции. От качества и важных моментов электрического мотора, оснащенные радиально-сверлильные станки, основана и его мощность.
Но характеристики выполняемой обработки основаны от разнообразных моментов, среди которых:
- диаметр создаваемых дырок;
- самое большое расстояние, на которое может переместиться шпиндель;
- номер конуса, располагающегося во внутренней области шпинделя и объединенный со станком;
- число ступеней, благодаря которым вы можете отрегулировать частоту вращения шпинделей;
- число оборота шпинделя.
- Радиально-сверлильный станок является сложным, но высокоэффективным и многофункциональным оборудованием.
- Многие такие станки применяются на любом крупном предприятии, а количественное программное управление намного может упростить выполняемые работы для создания различных диаметров дырок в элементах трудного вида.
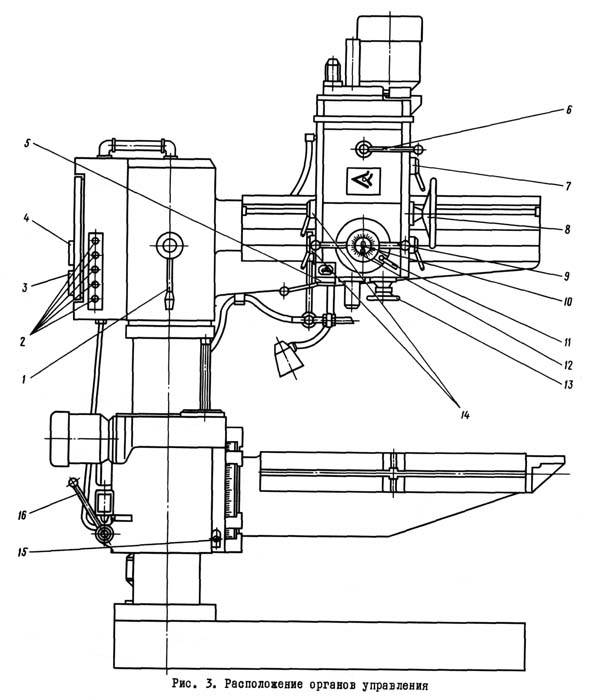
Органы управления
На станок 2М55 руководство по эксплуатации приводит описание управления станком.
Органы управления станком 2М55
На рисунке представлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины сверления – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны вместе с сверлильной головкой – 10;
- зажим колонны вместе с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- точная настройка лимба -13;
- амперметр (индикатор нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- индикатор преднабора – 16;
- подъем рукава – 17;
- отключение шпинделя – 18;
- рукоятка преднабора – 19;
- пуск главного двигателя – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- местное освещение – 26;
- включение механической подачи – 29;
- точная подача вручную – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.
Сферы применения оборудования
Основная сфера применения сверлильных станков – операции по металлообработке. Закрепление инструментов в шпинделях – вертикальное, а заготовки, подлежащие обработке, закрепляют на рабочем столе. Весьма сложно, перемещая детали, на глаз совместить ось её будущего отверстия с осью сверла. Поэтому этот процесс автоматизирован, чтобы ориентировать заготовку, получить отверстие с нужным диаметром.
Каталог оборудования с программным управлением включает следующие позиции востребованных станков:
- настольный – с одним шпинделем, используемый для сверления небольших отверстий – до 12 мм;
- радиально-сверлильный – со своей сферой применения, обрабатывающий крупные тяжёлые заготовки и высверливающий отверстия, которые надо расположить по дуге;
- горизонтально-сверлильный – для выполнения глубоких отверстий в узлах для стрелкового, артиллерийского оружия;
- центровальный – с его участием в торцах заготовок высверливают центровые отверстия;
- многошпиндельный – эффективен, если нужно одновременно просверлить несколько отверстий;
- с поворотным шпинделем – способен работать одновременно в двух плоскостях;
- агрегатный – имеет несколько силовых головок, действующих самостоятельно;
- спецстанок ограничивается набором определенных функций.
Создано оборудование, выполняющее комбинированную обработку заготовок: со сверлильной и расточной функциями одновременно, для сверления и нарезных работ (многошпиндельный вариант) и автоматические центры сверлильного профиля.
Что касается работы с древесиной, то популярны вертикальные, обрабатывающие с одной или двух сторон; выполняющие сверление вместе с фрезерными и долбёжными работами, они же предназначены для изготовления пазов, гнёзд и удаления сучков.
Сверление отверстий
Сверление на токарном станке производится невращающимся сверлом, которое закрепляется в пиноли задней бабки.
Сверла с коническим хвостовиком устанавливают непосредственно в отверстие пиноли, если размеры их совпадают, или при помощи переходной втулки 2 (рис. 54), одетой на хвостовик сверла 1.
Сверла с цилиндрическим хвостовиком закрепляются на станке посредством сверлильных патронов, одна из конструкций которых показана на рис. 55, а. В наклонных отверстиях корпуса 3 установлены кулачки 4 в виде цилиндрических стержней со скосами для закрепления сверла и резьбовой частью на наружной поверхности. Внутри муфты 5 закреплена гайка с конической резьбой, которая соединяется с резьбой кулачков. Если ключом 2 вращать муфту, то кулачки, перемещаясь в наклонных отверстиях будут сжиматься, обеспечивая закрепление и центрирование сверла. Корпус 8 с обратной стороны имеет глухое коническое отверстие, которым он неподвижно насаживается на хвостовик 1. Такие патроны выпускаются трех размеров: ПС-6, ПС-9, ПС-16 (цифры обозначают наибольший диаметр закрепляемого сверла).
Если требуется частая смена инструментов, устанавливаемых в задней бабке, удобно пользоваться быстросменными патронами (рис. 55, б). Патрон состоит из корпуса 2 с коническим хвостовиком 6 и двумя отверстиями, в которых свободно завальцованы шарики 3. В корпус устанавливается переходная втулка 1 с коническим отверстием Морзе. На наружной поверхности втулки выполнены две радиусные канавки, в которые при рабочем положении патрона западают шарики. На корпусе свободно надета муфта 4, продольное положение которой ограничивается пружинными кольцами 7 и 9 и подпружиненным шариком 5, фиксирующим муфту в рабочем состоянии. Отверстие 5 предусмотрено для выхода воздуха при установке переходной втулки в патрон.










Действие патрона следующее, Требуемое сверло вставляется в переходную втулку и вместе с ней устанавливается в патрон. Муфта при этом сдвинута вправо. Затем при перемещении влево муфта нажимает на шарики, которые входят в выемки втулки и закрепляют ее. Чтобы сменить инструмент, достаточно сдвинуть муфту вправо, и втулка со сверлом свободно вынимается из патрона.
Для сверления с механической подачей иногда применяют несложное приспособление в виде втулки с прямоугольным выступом, которым она закрепляется в резцедержателе суппорта.
При глубоком сверлении возникает необходимость частого вывода сверла из отверстия для очистки от стружки. В этом случае значительно сократить время отвода сверла и возвращения его в исходное положение можно, применяя довольно простой патрон (рис 55, в). Он состоит из корпуса 2 с коническим хвостовиком, сверлодержателя 1 с ввернутой в него рукояткой 3. В корпусе имеется продолговатый паз с рядом поперечных канавок. Для отвода сверла достаточно вывести рукоятку из канавки и отвести сверло вправо. Возвращение сверла в рабочее положение выполняется в обратном порядке.
Сверлильный станок. Виды и устройство. Работа и применение
Сверлильный станок – это оборудование, предназначенное для обработки отверстий в металле и прочих материалах.
Устройство имеет схожий принцип действия с ручной дрелью, но обладает более усложненной конструкцией, которая позволяет проводить точную регулировку.
Данное оборудование производится в различных модификациях в зависимости от предназначения. Для обеспечения сверления в станок устанавливаются расходные материалы – сверла, метчики, развертки или фрезы.
Где используется сверлильный станок
Станки для сверления являются распространенными в производстве и бытовом пользовании. Их можно встретить практически везде. Подобные станки часто имеют в своем распоряжении автолюбители, а также профессиональные слесари и столяры. Практически не существует ремонтного предприятия, среди оборудования которого нет сверлильного станка.
Устройство станка
Любой сверлильный станок состоит из электродвигателя, зажимного патрона для фиксации насадок установленного на шпинделе, и механизма регулировки. В зависимости от сложности конструкции возможно проведение разного объема настроек.
Самые простые станки позволяют проводить обработку отверстий в одном положение только вертикально.
Более сложные конструкции имеют регулируемую подставку для крепления заготовок, что позволяет выставлять их под нужным углом, делая отверстия наискось.
У сверлильных станков зачастую передача вращения от двигателя на зажимной патрон происходит не напрямую через вал, а с помощью приводного ремня. Также интересным конструктивным решением является и то, что станина для регулировки глубины сверления производит движение не заготовки к патрону, а патрона с двигателем к обрабатываемой поверхности. Даже самая простая конструкция станка позволяет точно регулировать глубину обработки.
Благодаря жесткой фиксации вала, вращающегося с насадкой, обработка деталей осуществляется с высокой точностью и без образования биения, как это бывает при использовании ручной дрели.
Кроме этого, мощность станков существенно выше, чем ручного инструмента, поэтому они способны работать с более толстыми и тяжелыми насадками. Благодаря этому, обеспечивается ускоренная обработка деталей.
По реализации станки можно разделить на четыре группы:
- Вертикально-сверлильные.
- Радиально-сверлильные.
- Горизонтально-сверлильные.
- Многошпиндельные.
Вертикально-сверлильные являются одними из самых первых, которые начали применяться в производстве. Они бывают в различном исполнении, и обычно способны на обработку отверстий диаметром до 50 мм.
Данное оборудование позволяет проводить регулировку только в вертикальной плоскости. Сама деталь закреплена или уложена неподвижно. Для поднимания или опускания шпинделя с патроном и сверлом используется зубчатая передача. В результате двигается и вертикально установленный двигатель, подсоединенный к шпинделю с помощью ремня.
Электродвигатель обычно защищается кожухом, который блокирует попадание стружки.
Радиально-сверлильные работают практически по такому же принципу, что и вертикальные. Колонна для их крепления сделана из круглого вала, что позволяет проводить регулировку не только вверх и вниз, но и обеспечить движение по горизонтали.
Фактически применяя такое оборудование можно проводить регулировку точки опускания сверла на самом станке, а не передвигать заготовку на столе или плите.
Зачастую радиальная установка весит несколько тонн, и встречается только на крупных предприятиях и мастерских.
Горизонтально-сверлильные обычно используются для проделывания глубоких отверстий. Как правило, это тяжелое оборудование, которое имеет рельсу с площадкой для укладки заготовки.
Конструкция станка позволяет двигать заготовку на сверло или наоборот направлять патрон с двигателем на обрабатываемую деталь. Это позволяет комфортно работать с заготовками различного веса и размера.
Многошпиндельные могут выполнять несколько задач. Каждая операция делается поэтапно. Подобные станки трудно спутать с другими разновидностями. Их особенность заключается в том, что они имеют несколько патронов. Как только один из них проделал требуемый объем работ, проводится быстрое приключение на другой, в котором закреплено нужное сверло, фреза или развертка.
Конструктивные особенности и технические параметры радиально-сверлильных станков
Радиально-сверлильные станки предназначены для обработки заготовок с большими габаритами. Они отличаются от аналогичных моделей оборудования компоновкой и функциональными возможностями. Специфика применения – производственные участки по изготовлению изделий большого размера.
Назначение и конструкция оборудования
Главной особенностью станков этого типа является необязательное перемещение заготовки по рабочему столу для формирования отверстий на ней. Для этого в конструкции станка предусмотрен блок смещения шпиндельной головки в горизонтальной и вертикальной плоскостях.
Этот тип конструкции предназначен для сверления, зенкования и развертывания отверстий в стальных заготовках. Для выполнения этих функций оборудование включает в себя опорную плиту, на которую установлена несущая колонна. Она необходима для фиксации рукава, вдоль которого смещается шпиндельный блок с электродвигателем главного вращательного движения.
Для выполнения своих функций радиально-сверлильный станок должен иметь следующие параметры:
- жесткий зажим рукава на колонне. Это необходимо для снижения вибрации и повышения устойчивости положения сверла во время обработки;
- простой и надежный механизм смещения рукава по высоте колонны. Чаще всего для этого устанавливается гидравлическая система. Дополнительно применяется зажим для фиксации;
- компоненты должны находиться в доступной зоне для рабочего. Учитывая специфику конструкции, а в частности – высоту около 2м, компоновка оборудования должна предусматривать простоту выполнения ремонтных и обслуживающих работ.
Поворот колонны осуществляется за счет небольшого усилия оператора. Это уменьшает трудоемкость работы и увеличивает производительность. Для улучшения этих показателей рекомендуется выбирать модель с преселективным узлом. Благодаря ему можно предварительно настроить смену режимом без остановки оборудования.
Дополнительную жесткость конструкции может обеспечить двухколонная компоновка. Это положительным образом сказывается на точности обработки, но увеличивает массу конструкции.
Перечень основных технических характеристик
Радиально-сверлильные станки относятся к классу профессионального оборудования. Их производительность и точность обработки обусловлены сложной компоновкой, которая влечет за собой большие габариты и вес. Поэтому ознакомление с техническими и эксплуатационными характеристиками является обязательным.
Для крепления заготовки рекомендуется использовать специальные магнитные плиты. Чаще всего они не входят в стандартную комплектацию оборудования. Поэтому их необходимо приобретать отдельно
Важно, чтобы их габариты соответствовали размерам рабочего стола
Анализ возможностей радиально-сверлильного станка следует начать с ознакомления с основными техническими характеристиками:
- максимальный диаметр сверления. Зависит от материала изготовления детали;
- параметры смещения рабочей головки по рукаву;
- максимальная и минимальная высоты рукава;
- угол поворота рукава по оси колонны;
- частота вращения шпиндельной головки;
- количество скоростей и оборотов шпинделя;
- число рабочих подач;
- номинальная мощность электродвигателей – главного привода и для перемещения рукава по колонне.
Дополнительно необходимо учитывать наличие устройств зажима рукава в колонне и рабочей головки. Эти функции повысят надежность работы оборудования.









Наличие противовеса облегчает ручной режим настройки параметров радиально-сверлильного станка. Поэтому за его состоянием необходимо следить наиболее тщательно.
Особенности эксплуатации
Практически все модели радиально-сверлильных станков имеют большую массу – от 3,5 до 6 т. Для их установки необходимо предварительно подготовить устойчивую площадку. Чаще всего это ж/б платформа.
Перед началом работы необходимо проверить состояние всех узлов и агрегатов. В особенности это касается гидравлической системы зажимов и перемещений рукава по колонне. После этого можно приступать к полноценной эксплуатации оборудования.
Правила работы на радиально-сверлильном агрегате:
- ознакомиться с принципом функционирования оборудования, изучить его кинематическую схему;
- применять сверла, рекомендованные производителем агрегата;
- соблюдать меры безопасности, изложенные в инструкции по эксплуатации.
В качестве примера можно ознакомиться с видеоматериалом, в котором показаны способы сверления отверстий в швеллере с помощью этого оборудования:
2Н55 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.
Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
Обозначение

На радиальных сверлильных станках можно выполнять стандартные операции сверления по механической обработке деталей, а оснастив оборудование специальным инструментом и оснасткой — растачивать или притирать отверстия. Они являются универсальными.
По классификации ЭНИМС обозначаются следующим образом: первая цифра в маркировке обозначает группу «Сверлильные и расточные станки», вторая – тип – «Радиально-сверлильные станки», третья и четвертая – максимальный диаметр сверления. Буква – проводилась модернизация станка. Например, 2В56 – радиально-сверлильный станок с максимальным диаметром сверления 60 мм.
Современные импортные образцы станков не имеют стандарта обозначения – каждый производитель обозначает модели по собственному стандарту. Например, Optimum классифицирует свои радиальные станки на легкие (RB) и тяжелые (DR): RB6, RB8, DR5, DR6; Proma обозначает тяжелый станок RV-32; Jet – JRD: JRD-460, JRD-720R, JRD-1100R.
Отсутствие стандарта приводит к путанице и усложняет подбор аналогов.
Компоновка
Оборудование имеет своеобразную компоновку: колонна и стол устанавливаются на плиту. На колонне закреплена траверса, перемещающаяся по колонне в вертикальном положении, а также она имеет возможность осуществлять поворот относительно колонны на 360 градусов.
На траверсе установлена сверлильная (шпиндельная) головка, перемещающаяся относительно траверсы в горизонтальном направлении. Она выполнена в виде отдельного агрегата. Если ее необходимо зафиксировать в определенном положении, то для этих целей имеется механизм зажима.
На рынке можно встретить настольные радиально-сверлильные станки, по компоновке напоминающие вертикально-сверлильные. Основное их отличием от классической компоновки — возможность перемещения стола в вертикальном направлении вместо перемещения траверсы.









В зависимости от условий эксплуатации и специфики производства радиально-сверлильные станки подразделяются на несколько типов:
- общего назначения;
- общего назначения с поворотом сверлильного узла;
- на направляющих станины;
- установленные на рельсы;
- переносные (мобильные);
- настенные.
Станки общего назначения применяются в ремонтных цехах, металлообрабатывающих производствах. Они являются стационарными – один раз устанавливаются на фундамент и больше не переносятся во время эксплуатации. Заготовку устанавливают на стол или на фундаментную плиту.
В фундаментной плите находится бак для СОЖ с насосом для ее подачи в зону резания. Шпиндельная бабка перемещается вдоль траверсы в горизонтальной плоскости, а траверса – в вертикальной и вокруг колонны.
Оборудование с поворотом шпинделя относительно горизонтальной поперечной балке в угловом направлении относится ко второму типу.
На направляющие станины радиальные станки устанавливают для обработки тяжелых у крупногабаритных заготовок. Другой разновидностью данного типа являются станки, установленные на тележку, которая способна перемещаться по рельсам за счет электропривода.
Настенные и переносные радиально-сверлильные станки применяются в судостроении и тяжелом машиностроении, а их основное назначение – обработка труднодоступных деталей, имеющих большие габариты: корпусные и отливки.
Основными характеристиками при выборе подобного оборудования являются:
- максимальный диаметр сверления в стали;
- расстояние от шпинделя до стола;
- возможность реверсивного вращения шпинделя;
- длина перемещения сверлильного узла по горизонтальной поперечной балке;
- возможность подачи смазочно-охлаждающей жидкости.
Кинематика:
- Вращение шпинделя – главное движение станка.
- Передвижение шпинделя в вертикальном направлении – движение подачи.
- Передвижение траверсы в верх и низ вдоль колонны, передвижение в горизонтальном направлении сверлильной головки вдоль траверсы, передвижение траверсы вокруг оси колонны – установочные движения.
Станки имеют широкий диапазон частот вращения, скоростей сверлильной головки и механических подач.
Бренды
На сегодняшний день советское оборудование вытесняется импортными аналогами. Основными импортерами являются Китай, Турция, Италия и Германия.
Хорошую репутацию среди производственников завоевали Optimum, Proma, Jet, Knuth.
Эксплуатация
Чтобы безопасно эксплуатировать металлорежущий станок, нужно соблюдать правила безопасности, учитывать некоторые особенности:
- Работать используя защитную экипировку, очки, наушники, перчатки.
- Проверять целостность оснастки (сверл, фрез, резцов, абразива) перед запуском установки.
- Охлаждать рабочую зону. Для этого может использоваться вода или масло.
- Очищать конструкцию от металлической стружки после проведения работ.
- Смазывать подвижные элементы минимум 2 раза в месяц.
Нельзя работать на машинах, которые издают посторонние шумы, с отсутствующими креплениями, оголенными проводами.
Металлорежущие станки объединяют в себя различные установок, которые используются для обработки металла. Они разделяются по разным факторам, имеют определенную маркировку. Научившись читать цифры с буквами, указанными на корпусе оборудования, можно узнавать много информации без прочтения описания или технического паспорта.





