

Популярные марки
Новичкам непросто разобраться в ассортименте существующих на рынке видов сварочных проволок. Ведь их общее число превышая 70 вариантов. Для начала неплохо будет знать хотя бы наиболее популярные, которые чаще всего используются и в профессиональной и любительской среде.
Одна из часто применяемых марок – Св-10Г1СН. Предназначена для работы в защитной среде с заготовками из низколегированной стали. Три следующие марки – Св-10ГА, Св08 и Св08А лучше всего подходят для аргонодуговой сварки при соединении низкоуглеродистых металлов. Перечисленные марки проволоки хорошо показали себя в газовой сварке. Особенно, если речь идет о соединении водопроводных труб.
Если присадочный материал обозначен аббревиатурами Св08ХН2М, Св08ХМФА и Св08ГС или Св-06Х19Н9Т, то его можно смело использовать для сваривания низколегированной стали. Несмотря на бюджетную стоимость, они выдают очень хороший конечный результат. Для работы с высоколегированной сталью специалисты чаще всего выбирают марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Сварочная проволока – один из основных сварочных материалов, применяющийся в высокотехнологичной полуавтоматической дуговой сварке в среде защитных газов MIG/MAG. Также он используется как присадочный пруток с применением неплавящегося электрода TIG, а также как основной материал для изготовления покрытых штучных электродов, для ручной электродуговой сварки MMA.
Звук правильной сварки полуавтоматом
При обучении сварки MIG/MAG, важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Cварка самозащитной проволокой без газа
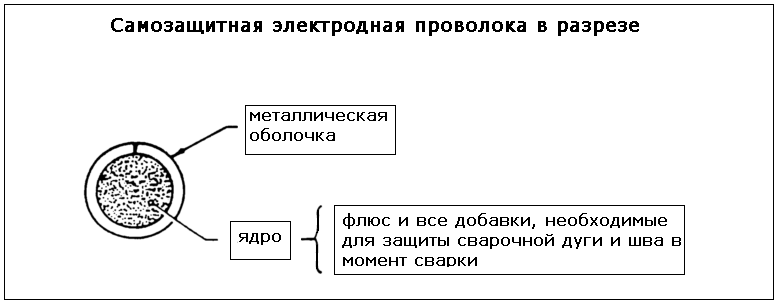
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Принцип действия

Сварка MIG/MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
При MIG/MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить
Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.
Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Теория:
Как стало понятно из наглядной схемы приведённой выше, флюсовая проволока представляет из себя трубку с рёбрами жёсткости, заполненную специальным порошком — флюсом .
Флюс при расплавлении создаёт защитную газовую и шлаковую среду , которая защищает сварочную ванну и расплавленный металл от вредоносного действия кислорода. Фактически, флюс заменяет защитный газ из балона классического «полуавтомата»или обмазку плавящегося электрода ручной дуговой сварки. Проще говоря, самозащитная проволока — это что-то вроде электрода вывернутого наизнанку.
Флюс внутри проволоки может иметь различный состав, варьируя который, возможно сваривать углеродистую сталь, нержавейку и оцинковку . Состав и назначение моделей проволоки указывается на упаковке и регламентируется ГОСТом.
Настройка оборудования
Качественная подготовка к процессу сварки без газа предполагает специальную настройку оборудования. Согласно требованиям нормативной документации для этого необходимо будет установить на полуавтомате значение сварочного тока, соответствующее толщине сплавляемых металлических заготовок.
В прилагаемой к полуавтомату инструкции должны указываться рабочие соотношения этих величин
Важно их учитывать, поскольку при заниженном значении тока качество обработки заготовок может ухудшиться, а при завышенном можно прожечь деталь
Затем надо настроить т-режим подачи проволоки (скорость её перемещения устанавливается комплектом из нескольких сменных шестерён).
Для сварки надо установить ручку переключателя подачи в позицию «Вперед», а затем заполнить флюсовую воронку.
Надо выставить вылет держателя с таким расчётом, чтобы наконечник располагался в зоне сварки. Затем перевести заслонку воронки с флюсом в открытое положение и нажать «Пуск», одновременно с этим кратковременно проводя электродом по свариваемому месту.
После того, как появится устойчивая дуга, можно будет переходить непосредственно к процессу сварки. Настроенный согласно рекомендациям полуавтомат обеспечит устойчивую электрическую дугу без защиты газа и подачу в зону горения необходимой порции флюса.
Флюсовая проволока: стоит ли покупать❓ Раскрываю нюансы сварки без баллона
С подачи читателей канала и многочисленным просьбам, наконец-таки добрался до важной и интересной темы о самозащитной или флюсовой (порошковой) проволоке , при сваривании которой не требуется какой-бы то ни было защитный газ. Сам лично не являюсь ярым сторонником и частым пользователем данной проволоки по ряду объективных причин
Однако в некоторых случаях данная проволока может послужить крайне эффективным «боезапасом» в арсенале сварщика. О всех минусах и полезных плюсах сваривания данной проволокой Вы узнаете прямо сейчас. Предлагаю начать с небольшой теории, а затем преступить к практической части с примерами. Поехали;)
Сам лично не являюсь ярым сторонником и частым пользователем данной проволоки по ряду объективных причин. Однако в некоторых случаях данная проволока может послужить крайне эффективным «боезапасом» в арсенале сварщика. О всех минусах и полезных плюсах сваривания данной проволокой Вы узнаете прямо сейчас. Предлагаю начать с небольшой теории, а затем преступить к практической части с примерами. Поехали;)
Особенности техники сварки
Принципиально сварка с ее использованием не отличается от сварки с помощью широко используемых плавящихся электродов. Формируемый сварной шов отлично виден все время работы, что облегчает наложение в несколько этапов.
Особенностью порошковой проволоки является интенсивное образование шлака, покрывающего шов. Рекомендуется незамедлительно его очищать после сформирования подходящим для этого инструментом (например металлической щеткой). Иначе есть риск попадания шлака в рабочую зону и, как следствие, появление дефектов, снижение механической прочности
Из-за особенности технологии формируемый шов уступает по прочности созданному с помощью плавящихся электродов. Поэтому, для предупреждения еще большего снижения качественных показателей, нужно тщательно настраивать до начала работ подающие ролики. Это стабилизирует подачу и устранит случайные ее деформации, замятия и обрывы.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали. Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем: Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам; Т — титан; Ю — алюминий; Ф — ванадий; Б — ниобий; Д — медь; М — молибден; С — кремний; Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».
Виды порошковой проволоки
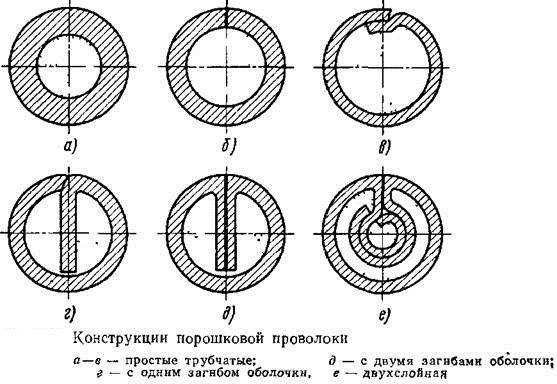
Порошковая проволока для полуавтомата делится на четыре вида по характеру своей конструкции:
- простой трубчатой формы;
- с одним загибом оболочки;
- с двумя загибами оболочки;
- двухслойная.
Ее габаритные размеры варьируются в широком диапазоне диаметров — от 0.8 мм до 2.5 мм.
Простая трубчатая может иметь небольшие нюансы в своей конструкции — она может быть либо цельнотянутой из одного куска металла, либо согнутой из листа металла в цилиндр соединением встык. Также может быть соединение заготовки для оболочки внахлест.
Внутрь проволоки равномерно помещается особый порошок. Его состав может варьироваться в зависимости от назначения свариваемых деталей, особенностей их дальнейшей эксплуатации.
В общем случае порошок состоит из ферросплавов, минералов и других химических веществ сложного состава. В любой их пропорции они создают защитный слой нейтрального газа, отделяющий расплав от кислорода воздуха. Кроме этого выделяемый порошком газ:
- легирует;
- раскисляет;
- стабилизирует электрическую дугу;
- упрощает формирование однородного шва.
В зависимости от состава порошка самозащитная проволока для полуавтомата делится на типы:
- Флюоритная;
- Флюоритно-карбонатная;
- Рутиловая;
- Рутил-флюоритная;
- Рутил-органическая.
Все вышеперечисленные типы обладают самозащитными свойствами. Для сварки ими нет необходимости в дополнительном баллоне с углекислым газом.
Теория сварочных работ полуавтоматом
Профессия сварщика, как и любая другая, требует определенного обучения, ведь работать придется с электрическим прибором, у которого несколько режимов. Даже если за обучение возьмется опытный сварщик непосредственно по месту работы, он в любом случае перед тем, как дать возможность ученику сделать первый шов, преподаст ему ряд теоретических уроков.
Общее устройство сварочного полуавтомата

Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщиныИсточник svarkagid.ru
У каждого сварочного полуавтомата есть инвертор, где предусмотрено место для установки катушки с проволокой, которая подается автоматически. Эта проволока, по сути, является ничем иным, как плавящимся электродом. На аппаратах такого типа предусмотрена возможность самостоятельной регулировки скорости подачи проволоки и силы тока, руководствуясь производственной необходимостью.
В зависимости от модификации аппарата у него имеется тот или иной набор функций, следовательно, каждый агрегат может использоваться для выполнения разных работ на рабочих процессах. Безусловно, для начинающих сварщиков нужны наиболее простые аппараты, где управление ограничено несколькими функциями либо имеющим синергетическое управление, значительно облегчающее его настройку. Профессионалы зачастую предпочитают трехфазные полуавтоматы, если, конечно, есть возможность их подключения к сети 380 V.
В целом рабочая комплектация сварочного аппарата состоит из:
- сварочного агрегата;
- горелки для полуавтомата;
- баллона с редуктором;
- шланга для подачи газа;
- кабеля с зажимом (крокодилом) для заземления изделия при работе.
Выбор нужного газа по отношению к металлу

Комплектующие к баллонам: клапаны, наконечники, регуляторы расхода, редукторы подачи и т.д. покупаются отдельноИсточник lagma.ua
В полуавтомате любой газ выполняет защитную функцию – он изолирует место сварки (ванну, электрод) от контакта с воздухом, но в зависимости от металла или его толщины, требования могут меняться – газ может быть активным, инертным или, же это их смесь. Если говорить о наиболее распространенных, то это углекислый газ (CO2) и аргон (Ar), который значительно понижает разбрызгивание металла, следовательно, повышает прочностные и эстетические качества сварочного шва.
| Сталь | Газ |
| Structural | CO2 |
| Structural | CO2+Ar |
| Stainless | CO2+Ar |
| Alloyed | CO2+Ar |
| Duralumin | Ar |
Металлы и сварочная проволока
Рынок сварочных материалов изобилует наличием самой разной проволоки для полуавтоматов
Как бы там ни было, при выборе сварочной проволоки в первую очередь обращают внимание на ее состав, который должен соответствовать металлу или сплаву, с которым предстоит работать. Если учесть, что такие работы чаще всего проводятся с углеродистыми и низкоуглеродистыми сталями, то наиболее популярной можно назвать марку СВ08Г2С
Состав проволоки должен соответствовать составу свариваемого материалаИсточник prom.ua
Таблица по соотношению толщины металла к сварочной проволоке:
| Толщина обрабатываемого металла, мм | Сечение проволоки, мм |
| 1,0-3,0 | 0,8 |
| 4,0-5,0 | 1,0 |
| 6,0-8,0 | 1,2 |
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.

При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Лучшая порошковая сварочная проволока
Проволока отличается трубчатой формой, внутри которой находится флюс и металлический порошок. Это позволяет еще лучше защищать сварочную ванну от включения внешней среды при использовании инертного газа или вообще варить без баллона.
Такая технология нашла применение в сварке емкостей для химической промышленности, монтаже удаленных конструкций, куда нет возможности доставить баллон с газом, или подводной сварке.
Но у шва образуется шлаковая корка, которая требует очистки. Стоит такая проволока гораздо дороже, поэтому оправдана только в вышеуказанных случаях.
| Elitech 0606.016000 (0.8 мм; 1 кг) | E71T-GS (5 кг; 0.8 мм) Кедр | QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм) | |
| Вес, кг | 1 | 5 | 0,45 |
| Диаметр, мм | 0,8 | 0,8 | 0,8 |
| Еврокатушка | D100 | D200 | D100 |
| Родина бренда | Россия | Россия | Россия |
Elitech 0606.016000 (0.8 мм; 1 кг)
Присадочный материал от российского производителя. Отличается ровной укладкой на катушку и полностью рассчитан на сварку без газа.
+ Плюсы Elitech 0606.016000
- Отлично держит дугу и защищает сварочную ванну от включений.
- Шов гладкий, почти без чешуи.
- Присадочный металл хорошо растекается.
- Большое количество флюса внутри.
— Минусы Elitech 0606.016000
- Каждый килограмм проволоки стоит свыше 1000 рублей.
- Все пользователи отмечают повышенное количество брызг, что требует более длительной последующей обработки.
- Нуждается в долгой регулировке скорости и вольтажа, поскольку может сгорать не доходя до свариваемого металла.
Вывод. Эта присадка вошла в рейтинг сварочной проволоки благодаря глубокому провару даже при узкой разделке кромок. Она подойдет для сварки ответственных соединений, где в приоритете прочность, а не эстетическая красота шва.
E71T-GS (5 кг; 0.8 мм) Кедр
Еще один российский продукт. Выпускается в крупных бабинах по 5 кг с диаметром 0.8 мм. Кроме соединения сторон способен незначительно легировать шов за счет имеющихся присадок.

+ Плюсы E71T-GS (5 кг; 0.8 мм) Кедр
- Цена гораздо меньше, чем у других проволок с порошком.
- Поставляется в надежной упаковке, препятствующей отсыреванию флюса.
- Легко плавится и течет.
- Получаются прочные и красивые широкие швы.
— Минусы E71T-GS (5 кг; 0.8 мм) Кедр
- Совместима только с инертными газами.
- Намотка не всегда ровная.
- Может немного оставлять поры в структуре шва.
Вывод. Это отличная сварочная проволока для наплавки металла в специфичных условиях. При правильной регулировке можно добиться более толстого шва, чем у других версий присадки, что сокращает число проходов для достижения нужной высоты.
QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
Итальянская сварочная проволока в еврокатушке с весом 450 г и диаметром 0.8 мм. Подходит как для сварки со всеми видами защитного газа, так и без них.

+ Плюсы QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
- При правильной настройке можно сварить даже тонкую жесть с сечением 0.3 мм.
- Присадочный металл ложится легко — особенно удобно заваривать отверстия.
- Глубокий провар.
- Почти нет пор.
- Не прожигает металл и не выдавливается с обратной стороны.
— Минусы QUATTRO ELEMENTI 770-384 (0.45 кг; 0.8 мм)
- Присадочный металл ложится легко — особенно удобно заваривать отверстия.
- Глубокий провар.
- Почти нет пор.
- Не прожигает металл и не выдавливается с обратной стороны.
Вывод. Неплохая проволока для полуавтомата и ремонта авто в полевых условиях. Она подойдет как для сварки тонкого корпуса, так и толстой рамы, лонжеронов. Хорошо держит дугу и поможет наложить прочный шов за короткое время.





