

Виды техпроцессов [ править | править код ]
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками .
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов».
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Принципы организации
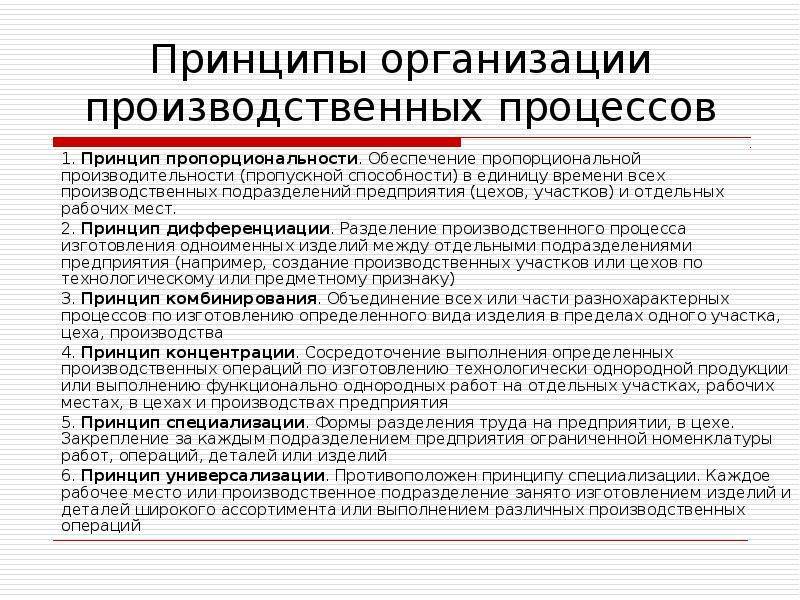
Организация производственного процесса на предприятии основывается на различных принципах. Основные принципы организации ПП следующие:
- Дифференциация.
Применяется на крупных предприятиях и предусматривает разделение всего процесса на операции, переходы и приемы. С помощью таких методов можно оптимизировать процесс, с учетом характеристик и особенностей оборудования, инструментов и трудовых ресурсов
Исходя из этого, работники концентрируются на отдельной операции, выполняя ее качественнее, быстрее, не распыляя внимание на выполнение других работ. Постепенный переход продукта от одной операции к другой, позволяет выполнять весь процесс производства, от начала до конца, без сложного обучения сотрудников
- Специализация.
Предусматривает закрепление за производственным участком отдельной ограниченной группы продуктов, производство которых предусматривает выполнение однородных работ, незначительно отличающихся друг от друга.
С помощью принципа специализации можно повысить эффективность производства, уменьшить количество производственных участков, объединяя похожие операции на одном. Также можно эффективнее использовать территорию предприятия, уменьшить затраты на оборудование и заработную плату работников. Также работников легче обучить выполнять новые операции, так как они похожи на те, которые выполнялись ими ранее. За счет этого себестоимость и производительность труда значительно растет.
- Параллельность.
Принцип параллельности предусматривает изготовление отдельных элементов готового продукта одновременно в разных цехах или отделах производственной линии. Это позволяет сократить время от начала обработки сырья до получения готового товара.
- Пропорциональность.
Предусматривает расчет ПП таким образом, чтобы пропускная способность различных элементов предприятия была на одном уровне. Это позволяет различным линиям работать в нормальном режиме, без простоев и переработок. Если это принцип не соблюдается, главная линия может простаивать из-за недостатка вспомогательных компонентов.
- Непрерывность.
Принцип непрерывности основывается на сведении к минимуму технологические остановки и паузы производственного процесса. Это позволяет значительно снизить время производства единицы продукции, а также повышение производительности труда и эффективности использования финансовых ресурсов. Данный принцип применяется на предприятиях массового производства, где объем заказов позволяет сохранять производственную норму на протяжении длительного периода. На некоторых предприятиях, где изготавливается товар сезонного характера, непрерывность производства может применяться в определенные периоды по определенной формуле.
- Ритмичность.
Этот принцип основан на принципе непрерывности, но предусматривает паузы. Применяется на предприятиях, объем производства которых сильно зависит от заказчиков. Позволяет быстро и эффективно увеличивать уровень выпуска и также быстро его снижать
Это очень важно, когда требуется удовлетворить требования заказчика к объему и качеству товара. Соблюдения этого принципа обеспечивает рациональность использования ресурсов и эксплуатации трудовых ресурсов
- Прямоточность.
Заключается в особой организации ПП и территории предприятия. Согласно этому принципу, предметы труда должны проходить минимальное расстояние за кратчайшее время между этапами обработки, и не должны возвращается на уже пройденный этап. Это достигается на этапе планирования помещений предприятия.
- Автоматичность.
Основывается на автоматизации ПП, когда за счет автоматического оборудования снижаются затраты на оплату труда. Ручная работа заменяется специальным оборудованием и интеллектуальной работой операторов, следящими за системой показателей.
- Гибкость.
Этот принцип предусматривает возможность быстрого приспособления предприятия к изменениям экономической, политической и конкурентной ситуации. Обеспечивает быстрый, без значительных затрат, переход на изготовление похожей или кардинально другой продукции. Схема производственного процесса предусматривает то, что оборудование, в таком случае, легко переналадить, изменить его характеристики, убрать или добавить некоторые компоненты.
- Гомеостатичность.
Предусматривает организации ПП таким образом, чтобы в случае возникновения форс-мажорных или дестабилизирующих ситуации, система саморегулировалась и возвращалась в норму без значительного управленческого вмешательства.
https://youtube.com/watch?v=yXjmxPn_nsc
Это достигается за счет постоянного оперативного контроля и планирования, а также создания резервных запасов.
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества
Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.









Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Единичное производство
Для единичного типа производства свойственна изменчивость номенклатуры и небольшой объём выпуска продукции. Одновременно с этим, достаточно большой удельный вес оригинальных не унифицированных деталей. Особенности единичного типа производства следующие:
- Превалирование технологической специализации цехов, участков, рабочих мест и отсутствие перманентно закреплённого за ними конкретных частей изделия.
- Применение унифицированного оборудования и оснащения, а также размещение его по однотипным группам.
- Большой удельный вес операций, связанных с применением ручного труда, а также достаточно продолжительный производственный цикл.
- Наличие у рабочих универсальной квалификации.
К недостаткам единичного типа производства можно отнести ограничение возможностей применения стандартизированных конструкторско-технологических решений.
Нужна помощь преподавателя? Опиши задание — и наши эксперты тебе помогут!
Описать задание
В качестве примера продукции единичного типа производства можно привести уникальные останки, турбины, прокатные станки, атомные реакторы, в том числе строительство крупных объектов за исключением стандартного домостроения.
Оптимальная организация производственного процесса на предприятии
Производственный процесс на предприятии может быть оптимально организован только в том случае, если он будет рационально распределен по рабочим местам и во времени
В данном случае необходимо обратить внимание на то, что предмет труда проходит все операции по превращению в готовую продукцию в течение определенного календарного периода, который характеризуется таким понятием, как производственный цикл
Производственный цикл на предприятии измеряется в минутах, часах, днях. Структура производственного цикла определяется в результате формирования его состава и определения соотношения по времени отдельных элементов. Следовательно, у различной продукции – различная структура производственного цикла.
Оптимально организованный производственный процесс на предприятии предполагает сокращение длительности производственного цикла. Это может быть сделано несколькими путями. Во-первых, в настоящее время большое распространение получают комплексные механизация и автоматизация производственных процессов. Во-вторых, предприятия стремятся минимизировать время вспомогательных операций. В-третьих, многими предприятиями практикуется совмещение операций и применение других методов рационального использования внутрисменных перерывов. И наконец, в-четвертых, рабочие места должны быть централизовано обеспечены материалами и инструментами.
Организация производственного процесса на предприятии может быть оптимизирована за счет выбора наиболее подходящего типа производства. Речь идет про концентрированное выражение уровня специализации производства, про состав и номенклатуру производимой продукции, про масштаб и повторяемости изделий в производстве.
Выделяют следующие типы производства:
- Массовое производство – изготовление в течение относительно длительного периода времени большого объема однородной продукции при узкой специализации рабочих мест;
- Серийное производство – предметы труда поступают к рабочему месту сериями, т.е. периодическими конструктивно одинаковыми партиями;
- Единичное производство – объем выпуска продукции небольшой, номенклатура изменчива, детали не унифицированы и оригинальны.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Классификация производственных процессов.
Определение 2
Производственный процесс – это ряд действия сотрудников и средств труда, в процессе которых материалы, сырье, комплектующие и полуфабрикаты становятся готовым товаром или услугой.
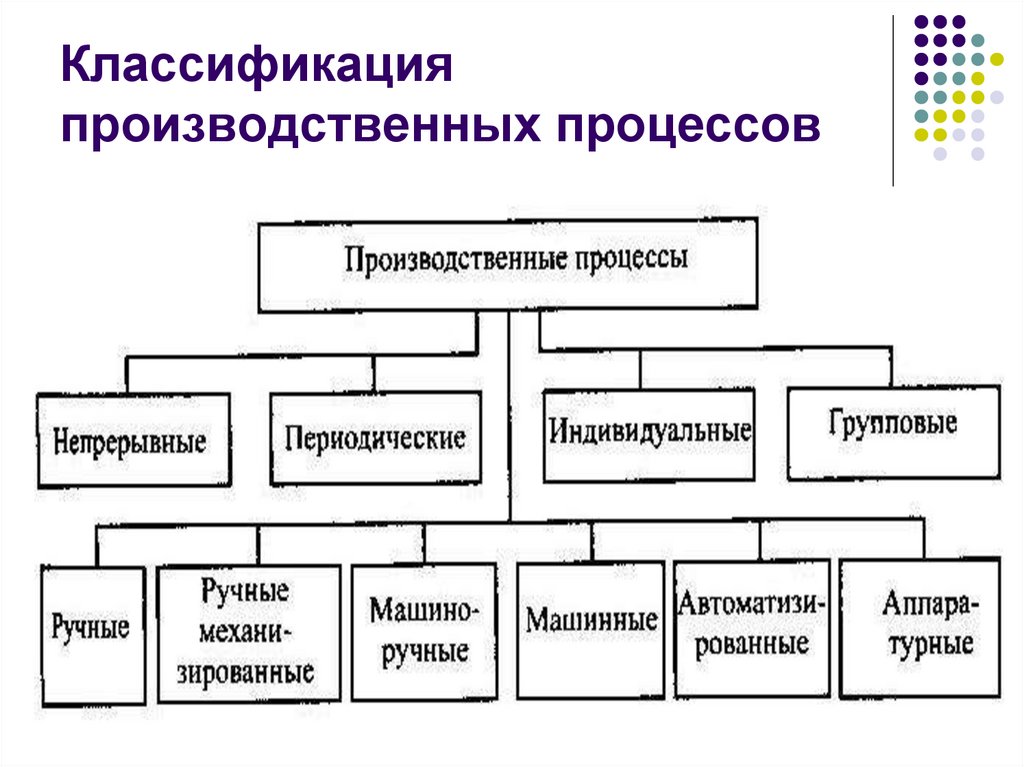
Классифицировать производственные процессы можно в зависимости от степени сложности организации производства, от степени технического оснащения, а также от роли процесса в изготовлении готового товара.
В зависимости от роли в изготовлении готового продукта, производственные процессы делят на:
- основные,
- вспомогательные,
- обслуживающие.
Цель основного процесса изготовление товара, он представляет собой совокупность различных действий, результатом которых становится превращение сырья, материалов или комплектующих в готовый продукт. Основной производственный процесс состоит из частичных процесс, каждый из которых состоит из определенных операций. Между частичными процессами всегда есть технологическая и организационные взаимосвязи. Например, в машиностроительном производстве можно выделить следующие взаимосвязанные частичные производственные процессы: процесс заготовки (закупка сырья), процесс обработки (превращение заготовок в детали) и процесс сборки (сборка готовой машины из деталей).
Цель вспомогательного процесса заключается в обеспечении бесперебойности основного процесса. К таким процессам могут относиться: производство приспособлений для внутреннего пользования, ремонт оборудования, изготовления деталей для ремонта, наладка оборудования.
Цель обслуживающих процессов заключается в обслуживании вспомогательных и основных производственных процессов. В результате обслуживающего процесса не изготавливается какой-либо продукт. К таким процессам можно отнести складирование продукции, ее транспортировка, контроль основных и производственных процессов, процессы по техническому обеспечению производства. Например, к обслуживающему процессу можно отнести лабораторные тесы в отношении готового продукта.



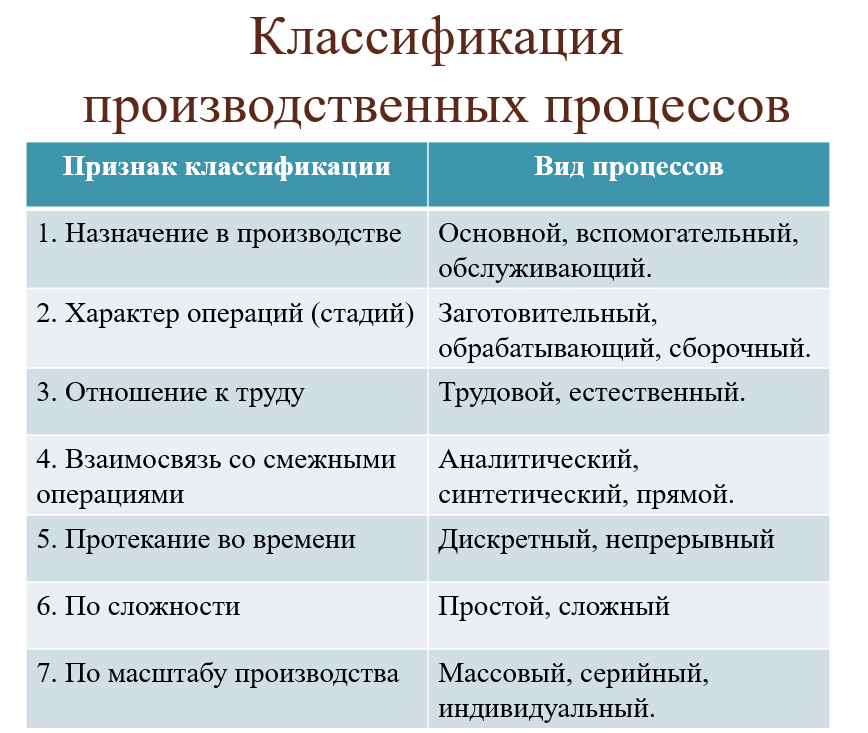




По степени сложности организации производства процессы могут быть:
- простыми,
- сложными.
Простой производственный процесс представляет собой простые действия в отношении простых предметов трудового процесса. В таком процессе отсутствуют операции сборки. Примером простого процесса является изготовление одинаковых деталей.
Сложный производственный процесс состоит из нескольких простых процессов по изготовлению составляющих конечной продукции. В отличии от простого производственного процесса, сложный может состоять из нескольких сборочных операций.
В зависимости от технического оснащения различают производственные процессы:
- аппаратурные,
- машинные,
- ручные,
- машинно-ручные,
- автоматические
Отличительной чертой ручных производственных процессов является отсутствие какого-либо оборудования в процессе работы. Такой процесс полностью зависит от навыков, опыта и квалификации сотрудника. Примером данного процесса являются процессы покраски, ручной сборки и упаковки изделия.
Машинно-ручной процесс представляет собой операции, которые выполняются сотрудником при помощи предметов трудового процесса (машины и оборудование). В данном случае такой процесс зависит, как и от квалификации сотрудника, так и от характеристик используемого оборудования или машины. Примером такого процесса служат набор текста на компьютере, транспортировка продукции внутри склада штабелером, процесс доставки готовой продукции до клиента, обслуживание клиента на кассе и т.п.
Машинным производственным процессам свойственно минимальное участие сотрудника в них. Поэтому такой процесс почти полностью зависит от характеристик и состояния оборудования и машин. К таким процессам можно отнести процесс печати на полиграфическом станке, установка и съем деталей и т.п.
Автоматическому производственному процессу присущи только контроль и наблюдение со стороны сотрудника, все операции выполняются автоматически (роботами). Такой процесс почти полностью зависит от характеристик оборудования. К таким процессам можно отнести конвейерную транспортировку материалов.
Аппаратурный производственный процесс характеризуется выполнением операций оборудованием, которые зависят от скорости химических, физико-химических и других подобных процессов. Функции сотрудника в таком процессе такие же, как и про автоматическом. Примером такого процесса служит плавление металла в печи.
Качественная организация производственного процесса является гарантией безопасности труда и успешной экономической деятельности.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
https://youtube.com/watch?v=BT7ULCo6ACo
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Непрерывный круглосуточный производственный процесс в условиях коронавируса
Ввиду сложной эпидемиологической ситуации, Президент РФ опубликовал Приказ № 206 от 25.03.2020г. в соответствии с которым был объявлен режим нерабочих дней и всеобщей самоизоляции. В соответствии с отмеченным нормативом, наниматели должны были перевести всех своих сотрудников либо на режим дистанционной работы, либо обеспечить нерабочий период. Также приводится список компаний, которым обеспечивается право работать на протяжении нерабочего времени вплоть до 30.04.2020. К подобным предприятиям относятся:
организации, осуществляющие свою деятельность круглосуточно, которые не могут прерывать производственный процесс ввиду его особой важности для большого количества людей. Например, предприятия, обеспечивающие населению подачу электричества, воды, работу канализации, вывоза мусора и проч.; медицинские организации (больницы и поликлиники), аптеки, а также производства, занимающиеся изготовлением первичных медицинских средств защиты (маски, перчатки, антисептики и т.д.); предприятия, предоставляющие населению товары первой необходимости и продукты питания; фирмы, которые предоставляют срочные услуги, например, ремонтные работы или погрузочно-разгрузочные работы
На основании ст
113 ТК РФ, к непрерывно функционирующим предприятиям, которые не могут остановить производственный процесс ввиду технических причин, принято относить следующие:
На основании ст. 113 ТК РФ, к непрерывно функционирующим предприятиям, которые не могут остановить производственный процесс ввиду технических причин, принято относить следующие:
- предприятия, занимающиеся нефтеперерабатывающей деятельностью;
- металлургические компании;
- производства атомной промышленности;
- целлюлозно-бумажные компании;
- строительные фирмы, чья остановка деятельности может спровоцировать угрозу здоровью и жизни большого количества людей.
Все отмеченные компании обязаны обеспечить своих сотрудников, продолжающих вести профессиональную деятельность, справками с работы. Это обеспечивает персоналу право свободного передвижения по городу к месту работы и до дома.
Таким образом, непрерывно работающие компании регламентируются ТК РФ. В современных условиях к перечню из трудового кодекса добавляется еще несколько видов организаций медицинского профиля.
Формы организации производства
Выше мы говорили о формах организации производственного процесса и соответствующих им методах передачи предметов труда с операции на операцию. Таким образом, форма организации процесса производства представляет собой определенное сочетание во времени и в пространстве элементов этого процесса — предметов труда.
Напомним, что единичному производству соответствует технологическая форма организации с последовательной передачей предметов труда с операции на операцию; серийному производству — предметная, групповая или гибкая предметная форма с параллельно-последовательным методом движения предметов труда; и наконец, массовому типу производства свойственна прямолинейная форма с параллельной передачей деталей с операции на операцию.
Рассмотрим эти формы организации производства более подробно.
Организация производства с последовательной передачей предметов труда представляет собой процесс, в ходе которого предметы труда передаются на каждую последующую операцию лишь после окончания обработки всей партии деталей на предшествующей операции. Эта форма наименее производительна, производственный цикл здесь затягивается, так как детали, прошедшие обработку, пролеживают в ожидании окончания обработки всей партии. Вместе с тем преимуществом данной формы служит ее гибкость по отношению к изменениям производственной программы, что нередко является объективной необходимостью.









Параллельная организация производства позволяет запускать в обработку и передавать на следующую операцию предметы труда без какой-либо задержки, поштучно, по мере окончания обработки данной детали на данном станке. Таким образом, детали не пролеживают в ожидании обработки всей партии, что сокращает длительность производственного цикла, уменьшает объем незавершенного производства. Однако различия в длительности отдельных операций могут приводить к простою оборудования и рабочих.
Наиболее прогрессивная, оптимальная форма организации производства — параллельно-последовательная. Она содержит в себе преимущества и параллельной, и последовательной форм организации производства. Так, предметы труда с операции на операцию передаются так называемыми транспортными партиями. Партии деталей проходят по операциям параллельно. Оборудование здесь расположено по направлению движения обрабатываемых деталей, его количество определяет величину необходимой производственной площади. В результате обеспечивается максимальная непрерывность использования оборудования и рабочей силы, что позволяет достигнуть относительно высокого уровня производительности труда и низкого уровня себестоимости изготовляемой продукции.
В современных условиях на машиностроительных предприятиях все большее распространение получают такие формы организации производства, как гибкие и блочно-модульные. Гибкие формы позволяют быстро переналаживать производство на изготовление других деталей и изделий. Блочно-модульная форма позволяет сконцентрировать на отдельном производственном участке весь комплекс технологического оборудования, необходимого для непрерывного производства ограниченной номенклатуры деталей и изделий.
На основе расчетов рациональной потребности в ресурсах, с поставкой их в определенные сроки, достигается непрерывность процесса производства. Рассчитывается и обеспечивается сопряженность по мощности и загрузке между заготовительными, металлообрабатывающими и сборочными производствами. В условиях блочно-модульной формы организации производства возрастают роль и ответственность коллектива работников за результаты своего труда, комплексно реализуются вопросы организации производства, труда и управления. При этом достигается наивысший уровень производительности труда, эффективности всего производства.
Финансовый итог производственного процесса
Если уменьшить выручку, полученную от реализации товара, на себестоимость, в результате останется валовая прибыль, ясно отражающая эффективность работы предприятия.
Счет 90 «Продажи» отражает этот итог: если кредит больше дебета, имеем прибыль, дебет превышает кредит – налицо убытки. Сальдо выводится следующим образом:
- Отражение по кредиту суммы выручки от продажи товаров (с учетом или без учета НДС – какая методика принята в организации). Для этого потребуются проводки:
- дебет 62, кредит 90.3 – учет стоимости без НДС;
- дебет 90.3, кредит 68 – с налогом на добавленную стоимость.
- Вычисление себестоимости товаров и списывание ее с соответствующих счетов. Проводки:
- дебет 90.2, кредит 20;
- дебет 90.2, кредит 23.
- Вывод получившегося на счете 90 и 91 сальдо на счет 99 «Прибыли и убытки» – финальная проводка года, которая будет отражена в годовом бухгалтерском балансе.
ВАЖНО! Если на 99 счете сальдо образовалось по кредиту, значит, результат положительный, в распоряжении компании остается нераспределенная прибыль. При дебетовом сальдо необходимо пересмотреть политику управления производством и сбытом. Таким образом, данные бухучета становятся основой для принятия жизненно важных для предприятия решений
Таким образом, данные бухучета становятся основой для принятия жизненно важных для предприятия решений.
Выводы
Описав бизнес-процесс основного производства, вы сможете проанализировать все этапы функционирования предприятия.
Для анализа результатов основного производства предприятия необходимо изучить структуру себестоимости продукции (или партии), сравнить себестоимости с выручкой и прибылью, рассчитать показатели рентабельности.
Чтобы увеличить прибыль, необходимо детально рассмотреть каждый этап бизнес-процесса и принять оптимальное решение, например: сократить закупочную стоимость сырья и материалов, оптимизировать технологический процесс, сократить себестоимость продукции, нарастить объемы производства или увеличить стоимость единицы продукции.
Выводы
Описав бизнес-процесс основного производства, вы сможете проанализировать все этапы функционирования предприятия.
Для анализа результатов основного производства предприятия необходимо изучить структуру себестоимости продукции (или партии), сравнить себестоимости с выручкой и прибылью, рассчитать показатели рентабельности.
Чтобы увеличить прибыль, необходимо детально рассмотреть каждый этап бизнес-процесса и принять оптимальное решение, например: сократить закупочную стоимость сырья и материалов, оптимизировать технологический процесс, сократить себестоимость продукции, нарастить объемы производства или увеличить стоимость единицы продукции.





