

Состав узлов и особенности их изготовления
- Сварной станины рамного типа, которая, в свою очередь, состоит из двух опорных стоек, связанных для повышения жесткости крест–накрест профильными трубами или квадратными стальными стержнями. Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
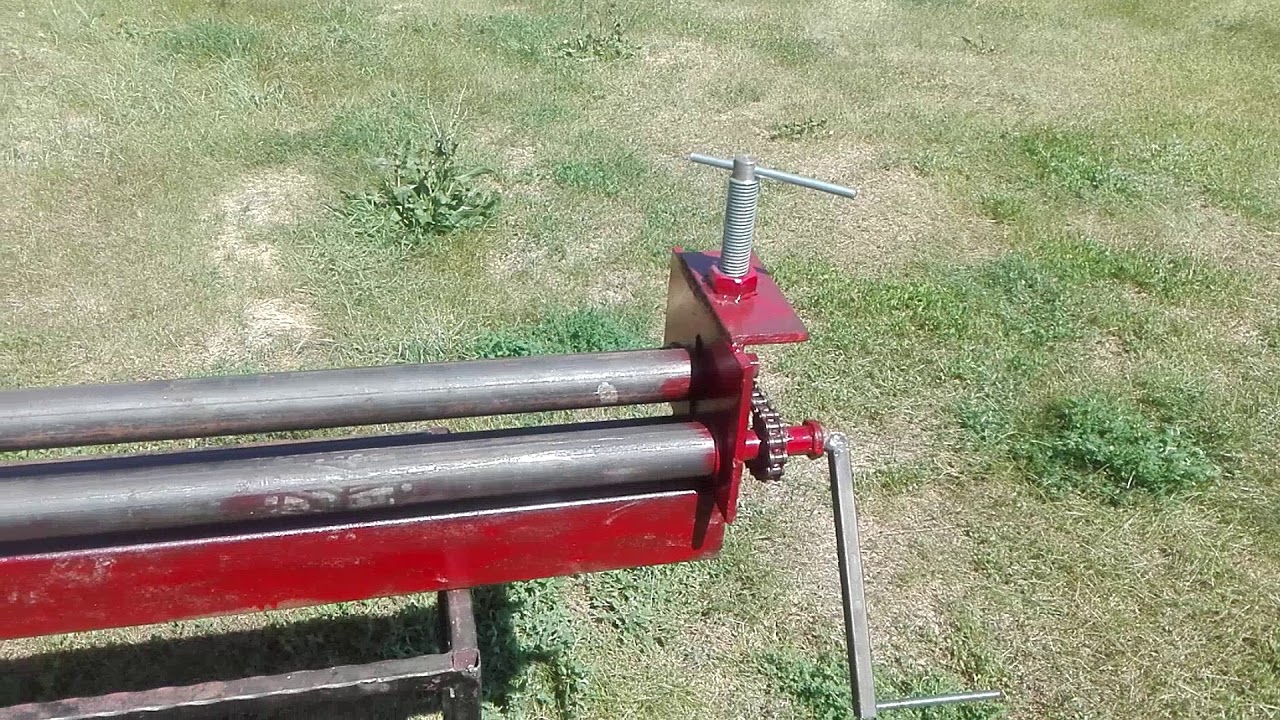
- Узла регулировки расстояния между подвижным и неподвижным валками.
- Рукоятки вращения верхнего валка (для увеличения скорости вращения валков можно предусмотреть повышающую передачу, для чего следует снабдить вал рукоятки зубчатым колесом, а на одном из валков установить соответствующую шестерню).
- Рычажных устройств для осевого перемещения верхнего валка (при установке исходной заготовки в зазор между валками).
- Собственно валков, два из которых — нижние, устанавливаются в подшипники опорных стоек, а верхний, нажимной — в оси поворотного рычага.
- Фиксатора положения нажимного валка, который учитывает толщину обрабатываемого металла.
- Опорной трубы, на которую укладывается исходная заготовка (вместо трубы можно смонтировать небольшой приемный столик из холоднокатаной стали толщиной 6 мм).
Многие детали для конструкции можно позаимствовать от списанных рольгангов, предназначенных для подачи листа, например, к листовым ножницам.
Порядок изготовления и сборки в условиях домашней мастерской вальцев ручных с тремя валками заключается в следующем.
Рабочие валки
Материалом стоек можно принять профильную квадратную трубу из стали типа Ст.3, которая хорошо поддается сварке. Вначале привариваются распорки жесткости, а затем к ним — трубчатые или сплошные профили. Сварку необходимо проводить в кондукторах, чтобы исключить коробление конструкции и обеспечить строгую параллельность полученной рамы. Небольшие погрешности для уже сделанных стоек легко исправить подваркой опорных подпятников, имеющих разную высоту.
Далее изготавливают рабочие валки. Для этого используют толстостенные трубы, причем они должны быть либо холоднокатаными, либо изготовленными из нержавеющей стали: таким образом можно обеспечить нужную шероховатость рабочей поверхности. Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Подбирают под свои потребности нужный типоразмер подшипникового узла. Для подшипников скольжения лучше принимать стандартные узлы, изготовленные по ГОСТ 27672. Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Следующий этап изготовления вальцев — монтаж валков. Его надо выполнять, используя лазерный уровень, чтобы исключить перекос инструмента, и с учетом зазора между нижними валками. Отверстия под крепеж корпусов подшипников к стойкам стоит выполнять овальными, для последующей регулировки.
Последний этап перед опробованием станка — монтаж опорного стола или трубы. Для удобства на ней стоит предусмотреть подвижные ограничители ширины заготовки.
Самодельные вальцы можно устанавливать и вне помещений, тогда придется дополнительно изготовить защитный кожух. Часто его делают откидным, используя при работе вальцев в качестве задней опоры деформируемому металлическому листу.
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий. Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.




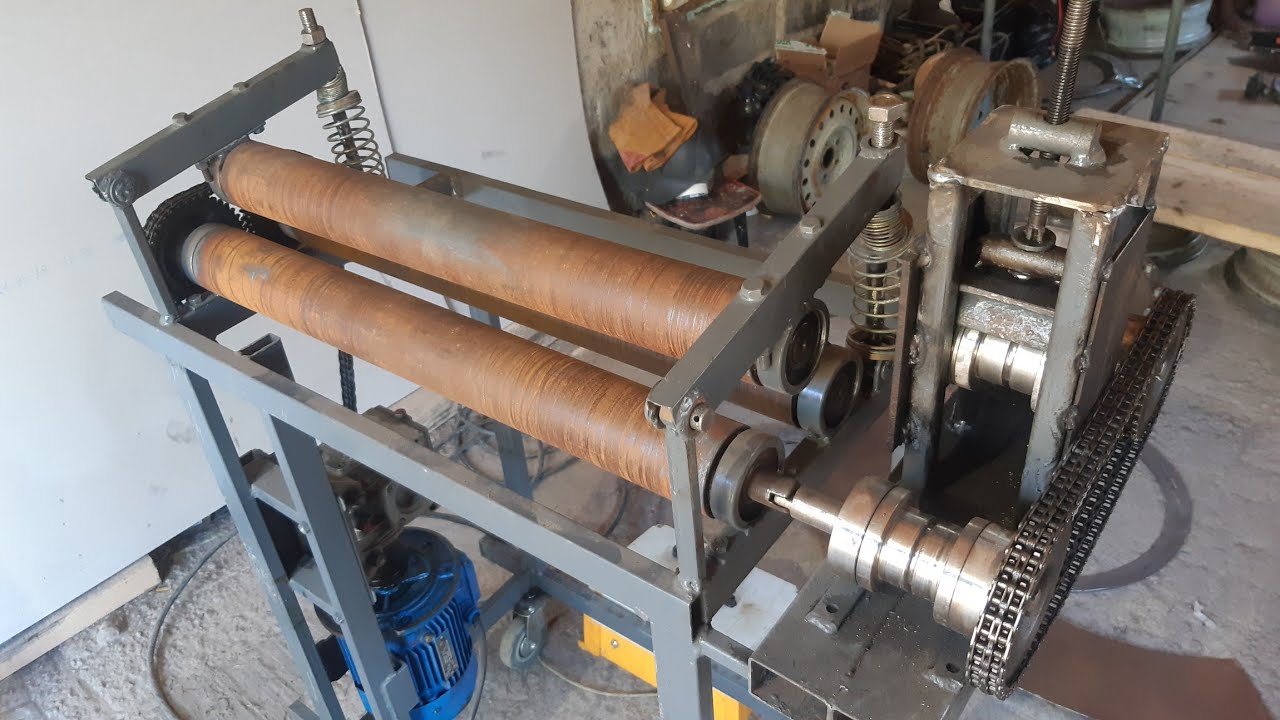




Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Основные виды вальцов и их назначение
Вальцовочные станки в современном мире очень часто встречаются на многих предприятиях по производству металлоизделий. Такое устройство без проблем можно смастерить в домашних условиях своими руками. Используя данный механизм, специалисту под силу изготовить из металлического листа детали различных форм – цилиндрической, овальной или конической.
Данную задачу исполняют с помощью валов, через которые проходит лист металла. Вальцевание – термин, обозначающий наименование операции, которая решает эти задания. С помощью валковых машин происходит процесс изготовления труб, дугообразных устройств, дымоходных труб, водостоков и многое другое.
Вальцовочные устройства, которые сейчас выпускают в промышленных масштабах, способны обрабатывать листы из различных видов стали, а также меди, алюминия, латуни, чугуна.
- Ручной станок для вальцовки листового металла. Устройство данного типа изготовляется в двух вариантах: напольный (когда развальцовочный станок устанавливается на стойке), и настольный (когда агрегат монтируется на верстаке). Для работы на данном типе вальцовочного ручного станка придется приложить немало физических усилий, хотя несомненным плюсом является легкость в эксплуатации и очень простая конструкция, позволяющая сберечь надежность устройства на длительный период времени.
- Станок вальцовочный электромеханический. Устройство данного типа имеет в своих составляющих редуктор. Он позволяет заметно повысить эффективность такого агрегата. Электромеханический станок используется в промышленном производстве для обрабатывания металлических листов и для того, чтобы немного изменить конфигурацию трубного проката.
- Вальцевой станок с гидравлическим приводом. Данный тип машины относится к наиболее мощным и очень часто эксплуатируется на предприятиях различных направлений. По сравнению с ручным и электромеханическим станками он имеет в своей конструкции в разы больше рабочих механизмов. Эти приспособления и делают устройство более мощным. На данном типе оборудования без проблем гнутся даже самые толстые металлические листы (до 8мм).
Преимущества ручных вальцов:
- компактность устройства;
- невысокая масса;
- хорошая мобильность;
- электроэкономичность;
- сравнительно небольшая стоимость.
Как изогнуть профильную трубу простым способом
Самое примитивное приспособление для изменения очертаний профильной трубы — использование деревянного шаблона. Применить его можно в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и выпиливают шаблон.
 Шаблон лучше делать съемным, тогда можно изготовить их несколько с разными радиусами. Его не обязательно делать из дерева, заменить эту деталь можно и металлическими крючками, расположив их по прорисованному контуру
Шаблон лучше делать съемным, тогда можно изготовить их несколько с разными радиусами. Его не обязательно делать из дерева, заменить эту деталь можно и металлическими крючками, расположив их по прорисованному контуру
В месте соприкосновения с трубой толщина шаблона должна быть больше, чем высота сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с наклоном, иначе труба может соскользнуть.
Конструкцию снабжают упором и крепят к какому-нибудь устойчивому основанию. Трубу помещают между плоскостью шаблона и упором и начинают гнуть материал, начиная с края трубки. Если начать процесс изгиба с центра, то тонкостенная труба может сплющиться.
В трубу можно вставить металлический стержень диаметром равным проходному сечению трубы, а можно просто взять отрезок трубы и надеть его на коне заготовки. В любом случае так будет удобней.
По такому же принципу изготавливают более мощные станки. В этом случае усилие создают при помощи лебедки, а трубу закрепляют покрепче, чтобы не сорвалась.
Рекомендации по изготовлению вальцовочного станка
После того как чертежи ваших будущих вальцов разработаны, а материалы подготовлены, можно приступать к изготовлению станка. Перед его сборкой вам надо изготовить следующие элементы.
На ней будут установлены нижние валки оборудования. Изготовить такую раму можно из двух листов толстого металла, которые соединяются между собой ребрами жесткости (можно использовать для этого несколько труб). К боковой поверхности листов, из которых будет изготовлена рама, для придания им дополнительной жесткости необходимо приварить стальные уголки. Опорные валы на элементы такой рамы устанавливаются в специальные пазы, которые следует предварительно разметить и вырезать.
Самодельная рама в сборе с валками
На них будет располагаться верхний валок. Для изготовления таких стоек лучше использовать не трубы, а массивный П-образный профиль из стали. Для обеспечения вертикального перемещения верхнего валка подойдет червячная передача.
Он будет состоять из трех звездочек, цепи и механизма ее натяжения.
Вид станка с торца до закрепления деталей приводного механизма
Самодельный привод станка можно собрать и на основе шестереночной передачи
Сами валки, которые и будут выполнять основную работу по деформированию листового металла, лучше приобрести в заводском исполнении, а не использовать для этого трубы или не пытаться выточить их на токарном станке самостоятельно.
Вам также потребуются болгарка, сварочный аппарат, дрель и набор слесарных инструментов. Порядок действий по изготовлению вальцов своими руками выглядит следующим образом.
- Предварительно подготовленные узлы станка, размеры которых должны точно соответствовать чертежу, соединяются между собой при помощи сварки.
- Верхний и нижние валки устанавливаются в предварительно подготовленные для них места на станине и опорных стойках.
- Собирается приводной механизм вальцов.
- После сборки оборудования проводится тестирование работоспособности его составных элементов и корректность их взаимодействия друг с другом.
Источник
Конструкция и принцип действия
Вальцовый станок состоит из нескольких ключевых элементов, после изучения которых станет понятен его принцип действия. К ним относятся:
- Несущий элемент или как его еще называют — станина. Может изготавливаться из листовой стали или чугуна.
- Валки, которых может быть от двух до 4. Во время самостоятельного изготовления, мастера рекомендуют устанавливать 3 валка.
- Привод — электрический или гидравлический (на ручных моделях устанавливается ручка для управления валками).
- Панель управления. На системах ЧПУ устанавливаются разные датчики, монитор.
Принцип работы поэтапно:
- Изначально подготавливается лист металла, который будут подвергать вальцовке. Он должен быть ровным, без трещин, выемок. Его располагают на двух нижних валках. Заранее их разводят в разные стороны.
- После этого мастер опускает третий вал к листу, чтобы надежно зажать его между рабочими частями.
- Нижние валки начинают вращаться под действием привода или ручной силы человека. Лист перемещается. С началом движения он начинает огибать валки.
Постепенно металлическая заготовка проходит через все рабочие части по заданным конфигурациям до получения изделия требуемой формы.

Вальцы с ЧПУ на производстве
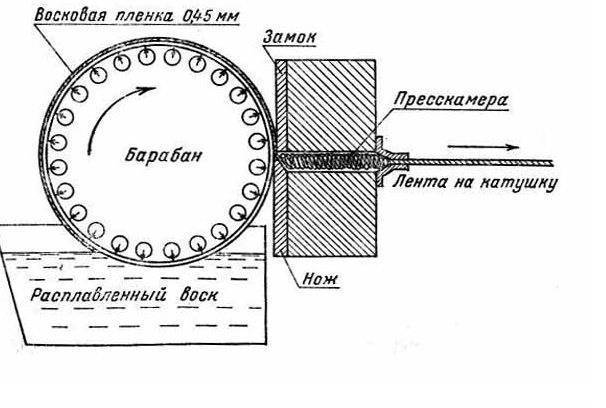
Как сделать вальцы для изготовления вощины
Цена вальцов в торговой сети высокая. Самостоятельное изготовление станка для производства вощины достаточно трудоемкий процесс. Но учитывая стоимость готового оборудования, освоить его желательно.
Инструменты и материалы
Необходимо заготовить основные компоненты:
- два вала;
- две шестерни;
- болты для регулировки;
- основание для крепежа готового станка;
- рабочий инструмент.
Сборка аппарата

Работа осуществляется в несколько этапов:
- установить станину;
- для вертикальной основы подойдет П-профиль;
- использовать придаточную цепь для механизма;
- установить цепь на звездочки;
- изготовить вальцы, используя закаленную сталь или цилиндры из пищевого алюминия;
- покрыть силиконовой матрицей, которую можно изготовить самостоятельно;
- отрегулировать величину зазора;
- закрепить на подготовленной основе.
Некоторые владельцы предпочитают заказать изготовление валиков у фрезеровщика, имеющего достаточный опыт Каждая ячейка должна идеально одинаковой. Нижний вал должен быть закреплен на подшипниках, верхний перемещается по инерции первого. На готовых вальцах производят не менее 10 кг. вощины за час.










Наличие ванночки, отмеченной на чертеже, не обязательно. Но с ее присутствием работать намного проще. В ней находится жидкость для обработки валиков или расплавленный воск. С ее присутствием отпадает необходимость постоянно вручную смазывать валики. Эта же ванночка используется для изготовления вощинных листов.
Ее наполняют чистым воском. Лист фанеры или стекла обильно смачивают водой. Несколько раз опускают в расплавленный воск. После застывания он легко отстает и пластина готова для прокручивания. Расплавленный воск можно вылить в формы, которые немного похожи на противне. Застывший в них материал используют также.
Но многие пасечники отмечают, что подготовка листов полуфабриката – дело, кропотливое и отнимающее много времени. Поэтому, если нет гладких вальцов, а опыт с гравированным есть, то лучше сделать и второй станок.
Ошибки при изготовлении

Во время изготовления домашнего станка, возникают некоторые ошибки
Их важно учесть, приступая к самостоятельной работе;
- трещины на валах;
- уменьшение зазора из-за неправильной регулировки;
- сжатие основных деталей, механизмов.
Эти показания учесть, чтобы исключить плохую работу станка.
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.
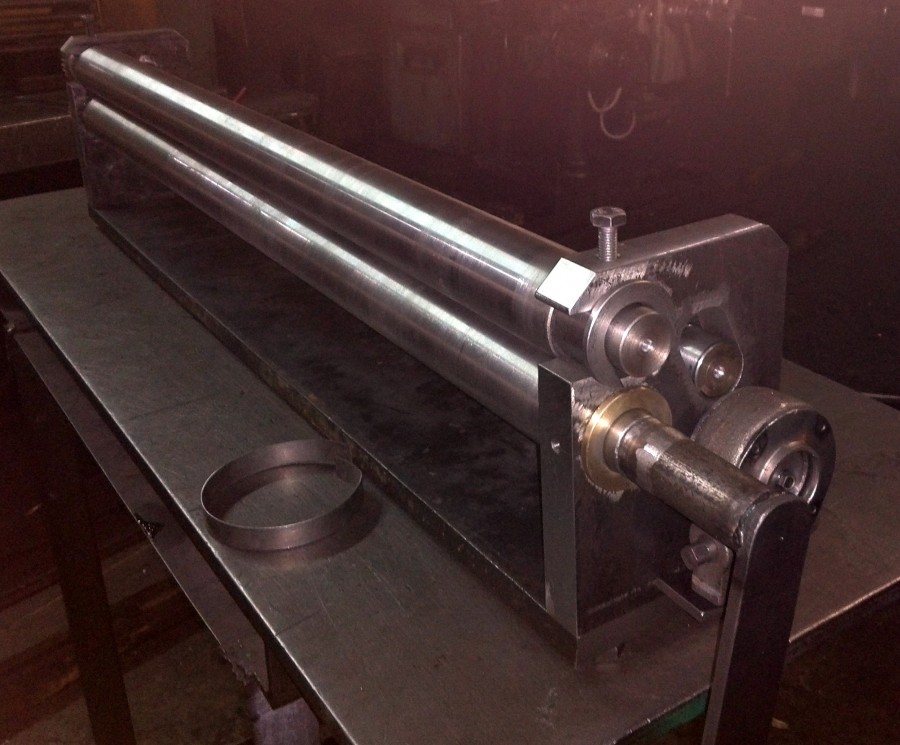
Компактные самодельные вальцы для обработки узких заготовок
Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.
Вариант листогибочных вальцов, изготовленных своими руками
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
- Лист металла, который должен быть подвергнуть обработке, укладывается на два нижних валка.
- При помощи верхнего валка, оснащенного нажимным узлом, лист прижимается к нижним рабочим органам.
- За счет вращения рукоятки станка начинает выполняться вальцевание.
ИБ2222 Машина листогибочная трехвалковая для гибки листового металла. Вальцы. Паспорт, схемы, характеристики, описание
Изготовитель трехвалковой листогибочной машины ИБ2222 – Славгородский завод кузнечно-прессового оборудования КПО имени 8-летия Октября.
Разработчик листогибочной машины ИБ2222 — Азовское специальное конструкторское бюро кузнечно-прессового оборудования и автоматических линий, СКБ Ко.
ИБ2222 Общий вид машины листогибочной трехвалковой
Фото машины листогибочной трехвалковой ИБ2222
Фото машины листогибочной трехвалковой ИБ2222
Фото машины листогибочной трехвалковой ИБ2222
ИБ2222 Расположение составных частей трехвалковой листогибочной машины
Расположение составных частей машины листогибочной ИБ2222
Расположение составных частей машины листогибочной ИБ2222
ИБ2222 Перечень составных частей трехвалковой листогибочной машины
- Рама – ИБ2222-11-001
- Стойки – ИБ2222-12-001
- Опора откидная – ИБ2222-14-001
- Приспособление для гибки конических обечаек – ИБ2222-15-001
- Привод главный – ИБ2222-21-001
- Привод регулировки высоты боковых валков – ИБ2222-22-001
- Механизм наклона откидной опоры – ИБ2222-23-001
- Валок верхний – ИБ2222-31-001
- Валки боковые – ИБ2222-32-001
- Ограждение – ИБ2222-71-001
- Смазка – ИБ2222-82-001
- Электрооборудование – ИБ2222-91-001
- Электрошкаф – ИБ2222-92-001
- Пульт управления – ИБ2222-93-001
- * Стол передний – СШ6
- * Стол приемный – СП20
- * Механизм съема изделия – МСИ8
- * Механизм поддержки обечайки – МП01
- * Инструмент для гибки уголков, полос, квадратов, труб, швеллеров – ИБ2222-64-001
- Выключатель коленный – ИБ2222-65-001
* Для машин со средствами механизации
ИБ2222 Перечень органов управления вальцами
- Общий стоп
- Переключатель цепи управления
- Переключатель направления вращения главного привода
- * Кнопка включения механизма съема – вперед
- * Кнопка включения механизма съема – назад
- Кнопка включения подъема откидной опоры
- Кнопки опускания откидной опоры
- Кнопка переключения механизма поддержки обечайки вверх
- Кнопка переключения механизма поддержи обечайки вниз
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Лампа сигнальная “Сеть”
- Лампа сигнальная “Главный привод включен”
* Для машин со средствами механизации
Примечание: На листогибочных машинах пульт управления может быть встроенным в ограждение главного привода (машины ИБ2213, ИБ2216) или быть выносным – крепиться к кронштейнам коленного выключателя (машины ИБ2219, ИБ2220, ИБ2222).
Кинематическая схема листогибочной машины ИБ2222
ИБ2222 Кинематическая схема трехвалковой листогибочной машины. Смотреть в увеличенном масштабе
- Электродвигатель привода боковых валков (М1) (главный привод) – 12 кВт
- Шкив – Ø200
- Шкив – Ø400
- Редуктор – Ц2У-315Н-40-21
- Шестерня – m=16, z=18
- Шестерня – m=16, z=21, 2шт
- Валок боковой – Ø260, 2шт
- Реле контроля скорости – нет
- Электродвигатель регулировки высоты боковых валков (М2,3) – 5,5 кВт, 2шт
- Муфта, 2шт
- Шкив – Ø140, 2шт
- Шкив – Ø180, 2шт
- Редуктор – 4-125-31,5-56-3ц-У4, 4шт
- Муфта, 2шт
- Винтовая пара подъема бокового валка – Tr86 х 10, 4шт
- Рычаг, 4шт
- Валок верхний – Ø270
- Винт – Tr60 х 9
- Винт подъема верхнего валка
- Откидная опора верхнего валка
- Электродвигатель механизма наклона откидной опоры верхнего валка (М4) – 1,1 кВт
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.







Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий. Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Ювелирные вальцы своими руками
Вальцы для ювелирных работ выполняются таким образом:
- При помощи токарного станка выточите два вала. Для этого лучше подойдет легированная сталь Шх15.
- Обработайте на фрезерном станке держатели для вальцов, они могут быть из не каленной стали. Внутрь вставьте прокладки из латуни или бронзы для хорошего скольжения валков.
- Токарный и зубофрезерный станки помогут вам выточить и закалить шестеренки, которые необходимы для передачи вращения от рукоятки к вальцам. Для шестеренок подойдет углеродистая сталь Х12.
- Комплект ювелирных вальцов готов. В конце необходимо зачистить все детали, отполировать их и собрать.

Общие сведения
 листогибочный станок Энкор Корвет-503
листогибочный станок Энкор Корвет-503
Первое оборудование для гибки металла было разработано в Соединенных Штатах Америки более двухсот лет назад. Оно, как и коленогибочный станок, работало на ручной тяге и не нашло широкого применения, так как качество продукции было достаточно низким, а эксплуатация опасной. На смену ручному устройству пришло пневматическое. Функционировало оборудование на сжатом воздухе медленно и не отличалось высокой производительностью. Во второй половине прошлого столетия появились гидравлическая листогибочная машина — надежная, производительная и безопасная.
Принцип работы всех листогибов схож, различаются они типом тяги: лист металла фиксируется прижимной балкой и придавливается гибочной траверсы. Рабочий контролирует ее работу с помощью системы датчиков. Нередко станок дополняется задним упором, положение которого выставляется в зависимости от ширины отгибаемой полосы. На обработку листы металла подаются вручную или автоматически.





