

Кантователи
 Для поворота крупногабаритных конструкций применяют так называемые кантователи. Они бывают роликового и цевочного типа, рычажные, центровые и цепные.
Для поворота крупногабаритных конструкций применяют так называемые кантователи. Они бывают роликового и цевочного типа, рычажные, центровые и цепные.
Роликовые приспособления используют для поворота больших цилиндрических конструкций. Они полезны при производстве круговых соединений, имеют несколько роликов: один ведущий, остальные используются без привода.
Во избежание проскальзывания ведущий ролик обеспечивается резиновым бандажом. Для кантования конических деталей применяются соответствующие механизмы. Они имеют несколько пар роликов расположенных под углом друг к другу.
Рычажные кантователи используют при поворотах плоских деталей. Центровые приспособления применяют, когда требуется повернуть изделие на 360 °. Цепные устройства используют при сварке крупных деталей большой длины.
Фиксаторы
 К фиксаторам относятся устройства, обеспечивающие устойчивое положение свариваемого изделия. Они выполняются в виде карманов, упоров, установочных пальцев, призм и шаблонов.
К фиксаторам относятся устройства, обеспечивающие устойчивое положение свариваемого изделия. Они выполняются в виде карманов, упоров, установочных пальцев, призм и шаблонов.
Съемные упоры используют в универсальных стендах, когда необходимо настроится под конкретное изделие, или невозможно снять изделие без его деформации.
Пальцы позволяют точно установить заготовку, их обычно применяют при работе с изделиями, имеющими обработанные плоскости. Призмы используют при сварке различных труб.
Шаблоны представляют собой конструкцию, которая повторяет контур свариваемого изделия. Детали устанавливают в шаблон, сваривают, в результате получаются одинаковые изделия при повторении процесса сварки. Несущим элементом становится сама деталь, а шаблон задает форму.
При единичном изготовлении того или иного изделия, иногда требуется фиксация нестандартным способом. Бывает также, что нет под рукой необходимого приспособления.
В этом случае сварщик сам мастерит его из подручных материалов. Для изготовления самодельных приспособлений для сварки достаточно нескольких обрезков уголков и пары струбцин.
С их помощью можно получить простой и надежный фиксатор. Если нужно получить фиксатор для соединения под прямым углом достаточно приварить уголки перпендикулярно друг к другу, и прихватить их третьим уголком.
Приварив в нужных местах струбцины, получают фиксатор для перпендикулярного соединения изделий. То есть при необходимости сварщик сам может себя обеспечить требуемыми приспособлениями.
Оборудование для укладки и кантовки свариваемых изделий
Стенды не обеспечивают кантовку и поворот изделий в процессе работы, что затрудняет сварку громоздких и тяжелых узлов, поэтому в состав сварочных установок входит специальное оборудование, а именно: кантователи, вращатели, роликовые стенды, манипуляторы и позиционеры.
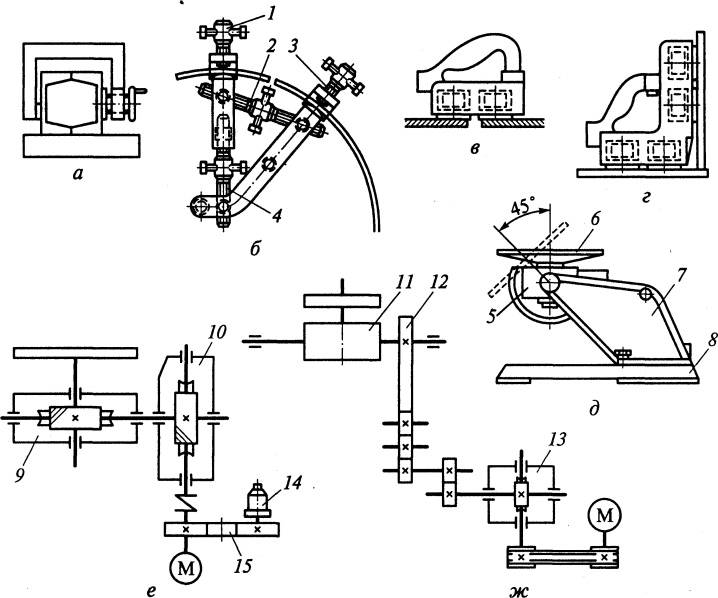
Кантователи представляют собой стационарные приспособления, в которых свариваемые элементы не только закрепляют, но и поворачивают вокруг горизонтальной или наклонной оси с целью установки их в удобное для сварки положение, а иногда и для перемещения во время сварки. Кантователи обеспечивают маршевое вращение изделия вокруг неизменно расположенной оси либо вокруг ряда осей, лежащих в одной плоскости. Кантователи имеют ручной или механический привод. В зависимости от типа поворотного устройства различают кантователи роликовые, цевочные, цапфовые (центровые) и цепные.
Вращатели — это устройства для вращения свариваемого изделия с рабочей или с маршевой и рабочей скоростью вокруг оси, не изменяющей своего положения в пространстве. Различают вращатели с вертикальной, наклонной или горизонтальной осью вращения. Вращатели с вертикальной или наклонной осью вращения ВВ (вращатель вертикальный) иногда называют карусельными по аналогии с токарными карусельными станками.
Сварочный вращатель с вертикальной осью вращения:
1 – планшайба; 2 – станина с механизмом вращения.
Роликовые стенды или, иначе, роликовые вращатели или роликовые постели предназначены для поворота и установки изделия в удобное для сварки положение и для вращения изделия с рабочей скоростью. Вращение изделия производится приводными, обычно обрезиненными роликами, сцепленными с изделием. Существенное преимущество роликовых стендов в том, что скорость вращения изделия, независимо от его диаметра, равна окружной скорости вращения роликов. Обычный роликовый стенд состоит из системы холостых и приводных роликоопор, смонтированных на общей фундаментной плите. оликовые стенды применяются не только для сварки, но и для сборки.
Манипуляторами называют универсальные, обычно стационарные приспособления, предназначенные для вращения изделия вокруг оси в процессе сварки при различных углах наклона оси вращения.
Универсальный сварочный манипулятор:
1 – основная станина; 2 – поворотная станина; 3 – планшайба; 4 – механизм поворота планшайбы; 5 – механизм наклона планшайбы; 6 – опорные лапы.
Манипулятор состоит из следующих основных узлов: станины, поворотного стола, приводов вращения и наклона планшайбы и блока управления. В большинстве манипуляторов все движения механизированы. В некоторых конструкциях наклон и подъем стола могут осуществляться вручную. В некоторых из них может отсутствовать механизм подъема стола.
Позиционеры в отличие от манипуляторов не рассчитаны на сварочное вращение изделия и служат только для установки и поворота (кантовки) изделия в удобную для сварки позицию. Позиционеры или установочные манипуляторы служат как для закрепления изделия, так и для установки в удобное для сварки положение. Все позиционеры сходны по конструкции. Они имеют две или три взаимно перпендикулярные оси, вокруг которых планшайба с изделием может поворачиваться или наклоняться.
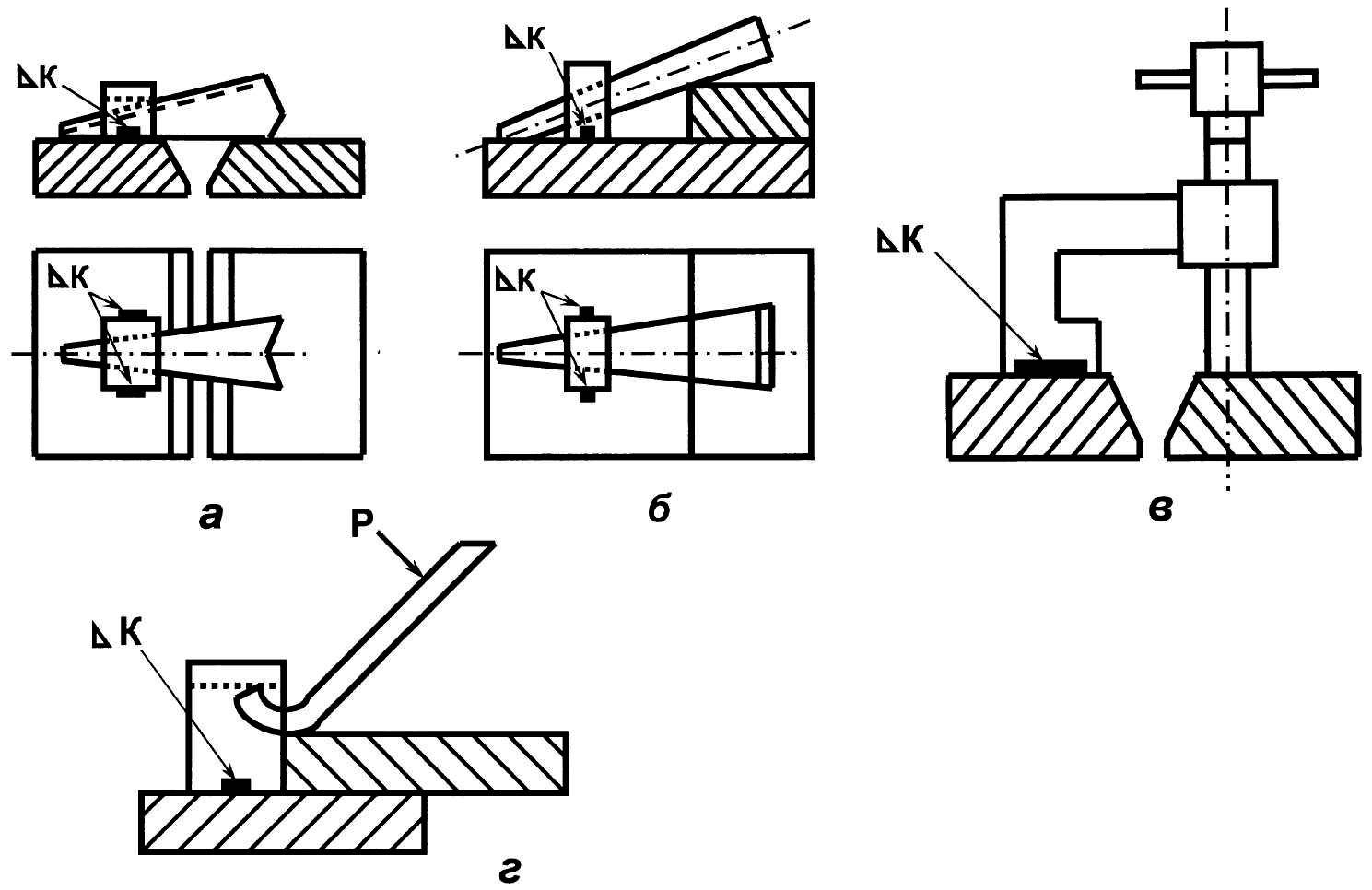
Схемы настройки позиционеров
Стол позиционера вращается и наклоняется при помощи ручного или электрического привода, он имеет только маршевую скорость перемещения. Позиционеры для изделий массой более 1,5 т обычно имеют электрический привод.
Самодельное устройство на магнитах
Все чаще в домашних условиях собирается приспособление для сварки труб, которая работает на магнитах. Процесс изготовления характеризуется следующими особенностями:
- Основной материал – пластина с длинной каждой стороны 25 см.
- Потребуется трубы с поперечным сечением в виде квадрата, ребра которого обеспечивают более высокую жесткость.
- Конструктивные особенности механизма предусматривают наличие трех болтов и гаек небольшого размера.
- Стальной цилиндр с диаметром 4,5 мм.

Сборку можно провести при наличии сварочного аппарата и дрели со сменными сверлами по металлу. Конструкция создается следующим образом:
- С обоих сторон квадратной пластины привариваются трубы, длина которых 15 и 20 см.
- Следующий шаг предусматривает создание двух вспомогательных деталей: одна п-образной формы, вторая имеет форму трапеции с одинаковыми сторонами.
Подобные варианты исполнения встречаются крайне часто по причине универсальности, самодельные механизмы рассчитаны на высокую нагрузку.
Универсальные варианты исполнения фиксаторов с магнитами очень удобны в применении. Именно поэтому они получили широкое распространение, используются мастерами различного уровня.
Классическое устройство характеризуется следующими особенностями:
- Механизм представлен сочетанием двух пластин, которые имеют встроенные магниты. Они принимают основную нагрузку, рассчитаны на воздействие самого различного давления.
- Положение двух плоскостей может меняться для регулирования угла, который подбирается под форму соединяемых изделий.
- Конструкция также имеет еще две дополнительные плоскости, которые существенно повышают точность сопряжения двух поверхностей относительно друг друга.
За счет использования универсального механизма можно точно и быстро сварить между собой несколько изделий. Сила постоянного или электрического магнита может быть достаточно высокой, обеспечить требуемую надежность фиксации.
Электрододержатели
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель. Он предназначен для крепления электрода и подвода к нему сварочного тока. Электрододержатели применяются для проведения ручной электродуговой сварки и строжки всеми типами покрытых электродов. Они должны выдерживать 8 – 10 тыс. зажимов, быть легкими (масса не более 0,5 кг), также должны обеспечивать надежное закрепление электрода в необходимом для сварки положении, обладать надежной электроизоляцией, не нагреваться при работе, время замены электрода должно составлять не более 4 с.
Существуют два основных типа электрододержателей:
– электрододержатели винтового типа (рисунок 40) состоят из удобного держателя, исключающего проскальзывание в руке, и верхней поворотной части при помощи которой надежно удерживается электрод. Электрод вставляется в специальное отверстие в верхней поворотной части держателя;
– электрододержатели с зажимом (рисунок 41) имеют зажимную часть, также надежно удерживающую электрод. Электрод вставляется в этот зажим.

Рисунок 40 – Электрододержатель винтового типа

Рисунок 41 – Электрододержатель пассатижного типа
а – схема; б – общий вид 1 – защитный колпачок пружины; 2 – пружина; 3 – рычаг с верхней губкой; 4 – теплоизоляция; 5 – нижняя губка; 6 – конус резьбовой втулки
Другие внешние отличные электрододержатели являются модификациями вышеописанных конструкций.
Условное обозначение электрододержателя по ГОСТ 14651 состоит из типа электрододержателя, номера модификации электрододержателя, вида климатического исполнения, категории размещения по ГОСТ 15150-69 и обозначения настоящего стандарта.
Номер модификации электрододержателю присваивает Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования (ВНИИ- ЭСО) Министерства электротехнической промышленности.
Пример условного обозначения электрододержателя на номинальный сварочный ток 250 А, модификации 17, вида климатического исполнения У1 по ГОСТ 15150-69: электрододержатель ЭД-2517 У1 ГОСТ 14651-78.
Конструкция электрододержателей сочетает в себе удобство использования, долговечность и надежную фиксацию электродов любых диаметров. Варианты исполнения электрододержателя предназначены для использования при сварке с силой тока до 200 А и 300 А соответственно.
Согласно ГОСТ 14651-78 электрододержатели выпускаются трёх типов в зависимости от силы сварочного тока: 1 типа – для тока 125 А; 2 типа – 125 – 315 А; 3 типа – 315 – 500 А.
По электробезопасности электрододержатели должны соответствовать требованиям ГОСТ 12.2.007.8-75.
Существуют специальные электрододержатели – например, для безогарковой сварки, для подводной сварки (на них ГОСТ 14651 не распространяется).
Технические характеристики некоторых электрододержателей приведены в таблице 5.
Параметр | Тип электрододержателя | ||||||
ЭП-2 | ЭП-3 | ЭД-125-1 | ЭД-300-1 | ЭД-500-1 | ЭУ-300 | ЭУ-500 | |
Допустимая сила сварочного тока | 250 | 500 | 125 | 300 | 500 | 315 | 500 |
Диаметр металлического стержня, мм | 6 – 8 | 1,6 – 3 | 2 – 6 | 4 – 10 | 3 – 6 | 5 – 8 | |
Сечение подсоединяемого кабеля, мм2 | 50 | 70 | 25 | 50 | 70 | 50 | 70 |
Оборудование, инструменты, материалы
Прежде чем начинать изготавливать поделки из металла с помощью сварки, необходимо сделать предварительный эскиз изделия. Для этого понадобятся бумага и карандаш. Ну и конечно фантазия автора, которая является самым главным инструментом. Также можно выбрать один из эскизов, имеющихся в изобилии в интернете.








В качестве основного оборудования необходимо иметь сварочный аппарат и расходные материалы. Также для этого вида искусства понадобятся такие прозаичные вещи:
- Листовое железо необходимого размера.
- Болгарка, чтобы делать из листа железа необходимые выкройки.
- Дрель для сверления отверстий.
- Молоток для сбивания окалин.
- Зубило.
- Плоскогубцы.
- Ножницы по металлу.
- Стальные прутья различной длины.
- Шлифовальный круг для зачистки металла.
- Наждачная бумага.
- Рулетка.
Листовое железо должно быть тонким, чтобы его можно было с легкостью резать и гнуть. В качестве сварочного аппарата можно порекомендовать инвертор, работать с которым легко и приятно. Для декора могут понадобиться шайбы и болтики, а для соединения деталей гвоздики. Конкретный набор инструментов и деталей зависит от вида выполняемого изделия. Многое можно найти у себя в хозяйстве, недостающее нетрудно прикупить в магазине.
Для предварительной очистки поверхности металла необходимо средство, с помощью которого будет легко удалить ржавчину. Не следует забывать об экипировке сварщика. Требования безопасной работы являются одинаковыми, как для профессиональных работ, так и в том случае, когда предстоит изготовить небольшие поделки сваркой.
Покупать специальный костюм, называемый робой, для таких целей наверно будет излишним, но одежда умельца должна быть плотной, максимально закрывающей все участки тела. На голове должна быть шапочка, на руках брезентовые рукавицы, а на ногах — крепкая обувь на толстой подошве. Главный элемент грамотной экипировки — защитная маска. Наиболее удачно себя проявила маска под названием «Хамелеон».
Сварка неплавящимся электродом для скруток
Как известно, сварка труб не является единственным видом сварочных работ, ее нередко выполняют для соединения металлических проводов в местах соединения, выполнения скрутки и для ремонта или изготовления самодельных термопар. Чтобы изготовить это приспособление, может понадобиться понимание того, что же такое сварка и как именно работает закон электромагнитной индукции.
Схема сварки неплавящимся электродом.
Поэтому приспособление для сварки часто собирается своими руками. Здесь есть маленькое «но», желая, сделать подобное устройство, следует иметь в виду, что стоимость готового изделия ниже, чем итоговая сумма за приобретение всех компонентов. Но если для создания приспособления будут использоваться старые трансформаторы, переключатели с других устройств, к примеру, ненужные уже пассатижи, тогда действительно стоит попробовать сделать приспособления для выполнения пайки или соединения.
Используемый способ соединения относят к видам сварки неплавящимся электродом. В качестве электрода можно использовать графит, который легко извлекается из простого карандаша, жидкий флюс продается в магазинах радиоэлектроники. Самодельный флюс можно сделать из смеси борной кислоты и воды, доведенной до состояния кашицы.
Для изготовления приспособления понадобится трансформатор на 20-50 В, один соединительный провод для выхода в сеть, два – для подсоединения, один – для подведения электрода. В качестве держателя электрода можно использовать любые подручные средства, это зависит от возможностей и наличия предметов, имеющихся в арсенале, к примеру, шприц аптекарский, штатив школьный, цилиндры или болты.
В процессе изготовления сварки неплавящимся электродом для скруток понадобится трансформаторная катушка.
Трансформаторную катушку на 20-20 В можно без труда купить в магазине, как и каркас для сварочного аппарата. Но зная устройство трансформаторной катушки, имея в наличии лишний, уже непригодный трансформатор, его всегда можно исправить, дополнив необходимым количеством витков. Используя стандартную схему сварочного аппарата, подсоединить по инструкции все провода. Если приспособление будет использоваться электриком для сварки скруток, рекомендуют использовать рабочие провода длиной не меньше 3 м, чтобы была свобода доступа к работам на потолке.
Стоит упомянуть о соблюдении мер безопасности. Существуют некоторые способы защиты лица, особенно глаз от сварки. Конечно, такой способ изготовления сварочной маски весьма примитивный, и ни в коем случае нельзя его использовать во время сварки труб, а только для тоненьких проводов. Взять темную пластиковую бутылку от любого напитка, вырезать из нее очки с очень длинными дужками и соединить сзади на затылке клеммой или зажимом. Для недолгой случайной работы подойдет. Но все же стоит напомнить, ведется защита глаз не только от яркого свечения, но и от случайного попадания раскаленных кусочков металла. Поэтому, заменяя маску картонками и газетками, человек сильно рискует.
Пошаговая инструкция по проведению сварочных работ
Перед началом сваривания необходимо проверить место проведения работ на соответствие технике безопасности. На участке не должно быть лишних предметов, особенно легковоспламеняющихся, луж с водой, разлитого масла.
Следует проверить на исправность и подключить оборудование. Плита должна быть заземлена. На деталь цепляется зажим с соответствующим значением тока. Заготовка подготовлена к сварке, если выполнены следующие действия:
- места соединений зачищены;
- заготовка установлена на сборочную плиту или стеллаж и закреплена;
- детали соединены между собой прихватами или зажаты в специальном устройстве.
Начинать варить следует после полной подготовки места, оборудования и инструмента.
Инструменты и средства защиты
Кроме зажима для электродов у сварщика всегда должен быть с собой тонкий металлический молоток, чтобы отбивать шлак. Шов проверяется на наличие непроваров, подрезов, волчков. При необходимости режим работы можно изменить.
Сварка относится к числу вредных и опасных работ
Соблюдение техники безопасности особенно важно для начинающих работников, которые еще не имеют практических навыков. При проведении сварочных работ можно получить повреждения разного типа: поражение током, ожоги, поражение глаз, отравление парами при сгорании флюса. Обязательные средствами защиты для сварщика при работе являются:
Обязательные средствами защиты для сварщика при работе являются:
- маска;
- рукавицы или перчатки;
- штаны и куртка;
- рабочие ботинки;
- брезент.
Маска с темным стеклом защищает глаза от слепящего света, возникающего при сваривании. Рукавицы и костюм из негорючих материалов закрывают кожу от брызг металла и искр.
 Инструменты и средства защиты
Инструменты и средства защиты
Какие электроды использовать
Толщина металла и количество накладываемых швов определяют диаметр электрода. При сварке деталей большой толщины корневой шов прокладывается тонким электродом 2–3 мм. В дальнейшем используют четверку. При толщине листа более 20 возможно применение электрода диаметром 6 мм.
Для сваривания конструкций из низколегированных сталей, применяют электроды с обмазкой марок: УОНИ, ОЗС, АНО. Они широко используются в создании строительных конструкций, при прокладке трубопроводов и сварке других деталей, к которым предъявляются высокие требования в прочности соединений.
При сварке высоколегированных и углеродистых старей специалисты рекомендуют использовать хромоникелевые электроды марки ЭА 395.
Качественную сварку цветных металлов производят с помощью рутиловых электродов серии МР 3С. Вольфрамовые неплавящиеся марки WC 20 подходят для соединения деталей из сплавов цветных металлов.
Хромоникелевые и рутиловые электроды рекомендуют для обучения процессу сварки. Они легко зажигаются, хорошо держат дугу.
Подготовка
Перед началом работы следует провести подготовку металла под сварку. Поверхность заготовки должна быть очищена от грязи, масел, ржавчины. Пленки окислов удаляются химическим путем непосредственно перед сваркой.
Если толщина шва превышает 3–5 мм, следует разделать кромки на станке, сняв их под углом 45⁰.
Свариваемые детали соединяются прихватами. При массовом производстве могут использоваться специальные приспособления.
 Зачистка места соединения
Зачистка места соединения
Подключение
Перед работой проверяется состояние оборудования и заземление. Затем к детали подключается 0 или минус, в зависимости от типа применяемого тока. Оборудование включается в сеть и производится настройка режимов. После этого вставляется электрод, включается сварочный аппарат.
Сварочный процесс
Перед тем как варить аппарат настраивается на нужный режим работы в соответствии с толщиной, материалом детали и рекомендованными для электродов токами. После этого можно приступить непосредственно к сварке.
- Зажечь дугу.
- Нагреть сварочную ванну.
- Электродом перемещать расплавленный металл вдоль шва, обеспечивая соединение кромок.
Во время проведения работ следует следить, чтобы флюс не оставался в шве, а расплавлялся и всплывал.
Полезное приспособление для сварки своими руками
Сегодня в нашем обзоре довольна интересная задумка, которая поможет большинству наших подписчиков в гараже. В процессе написании этого обзора, желание сделать такую вещь у меня увеличивалось и увеличивалось. По итогам написания обзора, дал себе слово, обязательно сделать это.
Наш ждет обзор на полезный инструмент-помощник для сварки, а как он работает, я покажу и расскажу Вам в самом конце.
Магнитный уголок для сварки всего за 435 рублей — смотреть

Думаю, большинство из нас, кто сталкивался когда-либо со сваркой, знает, что довольно проблематично сварить между собой две металлические труба.
Трубы круглые, и их весьма проблематично зафиксировать, для этого необходимо какое-то дополнительное приспособление.

Приспособление для сварки от автора MrSyny, которое мы сегодня обозреваем, как раз решает, на мой взгляд, эту проблему на отлично.
Используя эту самоделку мы без проблем можем соединить две трубы, так чтобы они не двигались, и начать сварочные работы.
Думаю, вы согласитесь со мной, что идея правильная, и не будете против, если автору поставим 5 баллов.
Конструкция приспособления для сварки труб
Для создание этого инструмента своими руками, автор использует профильную трубу с квадратным резом и металлический уголок.

Конструкция на первый взгляд выглядит довольно крепко, однако я не совсем согласен с выбранными размерами труб. Чтобы изобретение было более универсальным, на месте автора, я бы использовал сечения в 2-3 раза больше, чем сейчас.

Остальные конструктивные решения у автора верные, и с ними я соглашусь. Это конструкция позволит осуществить заявленный функционал.








Внешний вид приспособления для сварки
Кто нас давно читает, вероятно удивился, как и я. Несмотря, на то что автор MrSyny, как правило, не придает какой-либо дизайн к своим изобретениям. Это приспособление для сварки стало исключение. Это мы обязательно оценим в этом разделе максимальным количеством баллов.

На месте автора, я бы не остановился только на покраске изделия, а сделал бы еще прорезиненные ручки для затяжки крепления труб. Так как это изделие мы используем при проведении сварочных работ, думаю, это необходимо!
Аналоги приспособлений для сварки труб
Существуют ли аналогичные подставки для сварки труб? К сожалению, заводских приспособлений для сварки металлических труб, мы не смогли найти при подготовке этого обзора, что несомненно является плюсом для создателя.
Итог о приспособлении
Оценка 20 из 20
Изделие для сварки, собранное своими руками набирает максимально количество баллов в нашем обзоре, это 20 из 20 баллов. Такого у нас еще не было. Кто уже начал делать такую подставку для себя?

Магнитный уголок для сварки под любым углом всего за 435 рублей — смотреть
Кондукторы
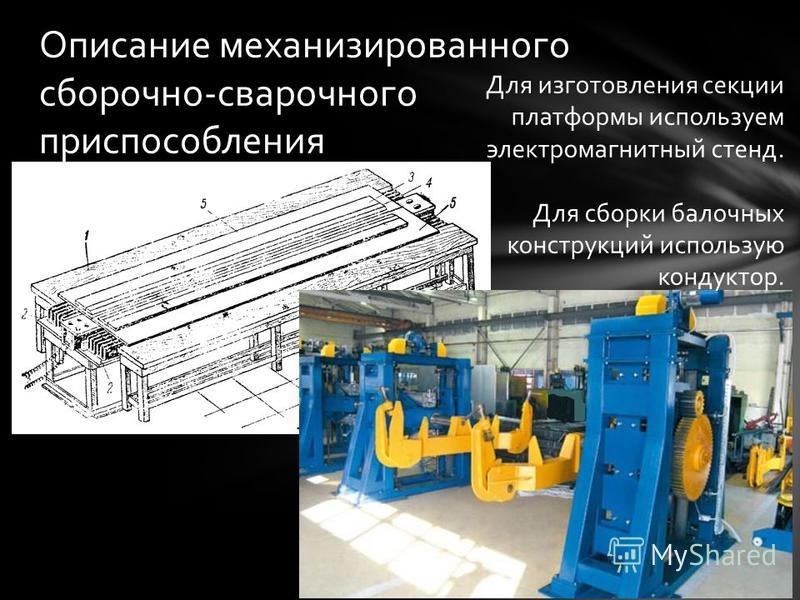
Кондукторы — это приспособления для сборки и сварки, которые используются в производстве полотенцесущителей, сложных узоров из кованных элементов, и рамок с дверями от промышленных сейфов.
Металлоконструкция имеет две конусообразные опоры по бокам, между которыми фиксируется крутящаяся плоскость. На последней имеются регулирующиеся продольные балки, с рядом винтовых прижимов. Благодаря многочисленным отверстиям в балках, прижимы можно устанавливать по всей длине, в зависимости от размера изделия. Благодаря разводу или сведению самих балок регулируется ширина собираемой конструкции.

Благодаря кондукторам для сварочных работ выставляется и удерживается сразу расстояние между сторонами изделия, его продольная и поперечная плоскость. Сварщиком проверяется только диагональ, и можно приступать к работе. Устройство вращается, поэтому есть легкий доступ к обварке как наружных, так и внутренних швов. Для фиксирования наклона при вращении используется круг с многочисленными отверстиями на одной из сторон плоскости. В него вставляется упор. Более сложные механизмы содержат электромотор и редуктор.
Раздвижные механизмы кондуктора позволяют использовать его как универсальное средство для сварки больших и малых изделий. При работе с нержавеющими сталями, чтобы предотвратить появление царапин от винтовых прижимов, последние снабжаются войлочными наклейками на «губы», а масса вещается непосредственно на изделие. Такой аппарат-кондуктор можно собрать самому из профильной трубы. Понадобятся подшипники и длинные болты для крепления передвижных частей.
Процесс изготовления своими руками
Провести создание требуемой конструкции можно при использовании подручных инструментов. Среди особенностей проводимой работы отметим следующие моменты:
- Из приобретенных листов вырезаются прямоугольники шириной 4 см различной длины. После этого подготавливается две прямоугольные пластины. Первые элементы используются для создания основной части корпуса, другие для фиксации подвижной части. Металл предварительно очищается от ржавчины и других загрязняющих веществ.
- К основной струбцине приваривается специальный вспомогательный элемент, изготавливаемые из металлических пластин и уголков.
- Еще один лист из стали приваривается к меньшей стороне. Шайбы подобранного диаметра сваривают в одну болванку.
- Гайки нужно укладывать на ребро. За счет этого подвижный стержень располагается параллельно струбцине.

Изготовление самодельной струбцины
Сварочный шов должен идти снаружи. Подобная конструкция позволяет зафиксировать соединяемые элементы и обеспечить их неподвижность при проведении сварки.
Самодельные приспособления для сварки практически ни в чем не уступает покупным вариантам исполнения. Перед тем как приступить к выполнению работы по сборке прижимного или фиксирующего механизма нужно учесть то, каким образом оно будет использоваться и какими свойствами должно обладать.
Что такое сварщик?
Сварщик — это опытный профессионал, который соединяет материалы с помощью высокой температуры, расплавляя материал и заставляя его оставаться расплавленным при охлаждении. Сварка в основном используется для соединения металлов, но также применима к пластику и дереву. Этот процесс полезен для изготовления материалов, но он также может устранять дефекты или повреждения в продуктах и конструкциях. Сварка является важным процессом во многих отраслях промышленности, но основным работодателем сварщиков является производственный сектор.
Существует также множество типов сварочных процессов. Наиболее распространенными являются:
Программы для Windows, мобильные приложения, игры – ВСЁ БЕСПЛАТНО, в нашем закрытом телеграмм канале – Подписывайтесь:)
Газовая дуговая сварка металлическим электродом (GMAW): Также известная как сварка металлическим инертным газом (MIG), GMAW включает в себя сварочный пистолет, который использует защитный газ вокруг дугового электрода, последний из которых производит сильное тепло, которое приводит к плавлению плавких материалов. точки.
Дуговая сварка вольфрамовым электродом (GTAW): Также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), в GTAW используется вольфрамовый электрод для создания расплавленной сварочной ванны.
Дуговая сварка защищенным металлом (SMAW). Также известная как сварка стержнем, SMAW использует защищенный электрод, называемый стержнем, который создает ток, который может размягчить металл и придать ему форму.
Дуговая сварка с флюсовой проволокой (FCAW): в этом типе сварки используется электрод с полой трубкой, заполненный флюсом, текучим агентом. Сварка часто выполняется быстрее, хотя при этом может образовываться большее количество дыма и дыма.
Универсальные приспособления для сборки под сварку
Универсальные приспособления для сборки, как правило, просты и выполняются переносными. Они не всегда обеспечивают необходимую точность и рассчитаны на проверку правильности сборки и установочных размеров.
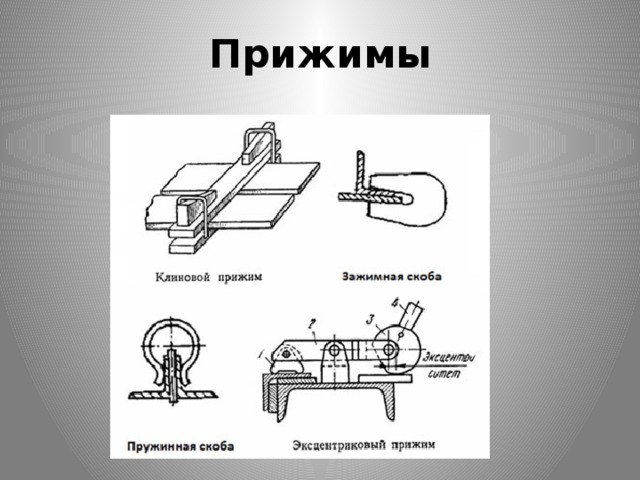
Переносные зажимы предназначены для фиксации взаимного положения свариваемых деталей. Зажимные приспособления могут использоваться при сварке определенных деталей, а также при изготовлении узлов и конструкций. В этом случае ими оснащаются стенды, стеллажи и другое вспомогательное оборудование. Их изготовляют в виде струбцин и болтовых зажимов, позволяющих собирать детали любого профиля.
Для сборки под сварку изделий из листового проката применяют клиновые и зажимные скобы. Для фиксации тонких листов и коротких деталей из профильного проката служат пружинные зажимы.
| клиновая скоба | зажимная скоба | пружинная скоба |
Прихваты используют в основном при монтаже крупных конструкций. Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки удаляют. Прихваты бывают жесткие и регулируемые.
Стяжки применяют для сближения кромок свариваемых деталей до заданных размеров. Наибольшее распространение нашли винтовые стяжки.
Стяжка с болтом и приваренными угольниками для сварки крупных конструкций из листового проката.
Стяжное приспособление с приваренными временными угольниками для сборки труб. Оно применяется ограниченно и только на трубах из углеродистых сталей.
Стяжка винтовая для сборки конструкций и деталей из листового, полосового и профильного проката.
Рычажно-винтовая стяжка.
Для сборки стыков труб наибольшее применение находят стяжные винтовые приспособления хомутного типа, которые не создают жесткого закрепления стыкуемых элементов.
Распорки и домкраты служат для фиксации изнутри изделий с замкнутым профилем, для выравнивания кромок цилиндрических изделий, для удаления вмятина др. При сварке цилиндрических изделий распорки применяют в сочетании со стяжными кольцами. Если диаметр обечаек невелик, применяют распорные кольца, а при больших диаметрах – винтовые распоры или домкраты. Усилия в распорках и домкратах создаются механическим, гидравлическим или пневматическим приводами.
Центраторы предназначаются для закрепления отдельных труб или подобных изделий, так чтобы они не имели сдвига и поворота в направлениях трех координатных осей. Они позволяют совместить цилиндрические поверхности стыкуемых изделий (труб, секций из труб и др.) для выполнения сварочных работ. В зависимости от положения центраторов относительно установочных поверхностей, центраторы подразделяются на наружные (схватывающие) и внутренние (распорные). Наружные центраторы применяют при сборке труб в секции для сварки на заготовительных базах или в зоне строительных площадок. Хотя конструкторское исполнение наружных центраторов различно, они выполняют одну операцию по обеспечению соосности и совмещению торцевых кромок труб (см. рисунок ниже).
| Клещи для труб диаметром до 40 мм | Приспособление с винтовым зажимом для труб диаметром до 60 мм |
Центраторы для сборки труб большого диаметра могут быть оснащены в месте стяжного винта силовым гидравлическим цилиндром. Центратор наружный гидравлический представляет собой пластинчатую двухрядную цепь, стягиваемую на концах стыкуемых труб домкратом, размещенным внутри скобы. Привод домкрата осуществляется от гидравлической насосной станции.
Наружный гидравлический центратор ЦНГ-1220
1 – цепь; 2 – упорный ролик; 3 – скобы; 4 – концевое звено; 5 – домкрат; 6 – винт.
Внутренние центраторы обеспечивают наиболее качественную сборку труб благодаря более точному совпадению их кромок. При центровке стык открыт снаружи, что обеспечивает свободный доступ к месту сварки. Применение внутренних центраторов позволяет повысить производительность и степень механизации сборки для сварки как поворотных, так и неповоротных стыков трубопроводов.
Чем занимаются сварщики?
Основная обязанность сварщика заключается в нагревании металлических, пластиковых или деревянных материалов с помощью инструментов, называемых сварочными аппаратами, которые расплавляют целевые участки материала и позволяют им сплавляться с другими. Дополнительные обязанности сварщика могут различаться в зависимости от отрасли или работодателя, но обычно включают:
Просмотр и изучение технических чертежей, таких как чертежи
Осмотр свариваемых материалов, в частности, для определения размеров или обнаружения дефектов
Инициирование подачи питания и зажигание их сварочной горелки
Контроль источника питания и сварочного пламени для обеспечения безопасности и достижения желаемых результатов.
Мониторинг процесса сварки для предотвращения перегрева материалов или инструментов
Обслуживание своих инструментов, машин и оборудования по мере необходимости
Рабочее место электросварщика
Производительность труда электросварщика и повышение качества сварки зависят от условий, в которых производятся сварочные работы, т. е. от правильности организации рабочего места сварщика (сварочного поста). Рабочее место сварщика может быть расположено непосредственно у свариваемого изделия (больших размеров) или в специальной кабине. Непосредственно у свариваемого изделия организуют, как правило, передвижное рабочее место (сварочный пост), огражденное переносными рабочими щитами. Специальные кабины оборудуют на постоянных местах при сварке изделий небольших габаритов. Переносные рабочие щиты и кабины служат защитой всех работающих от излучения электрической дуги.
Кабина для одного сварщика имеет размеры 2 х 2 или 2 х 2,5 м и высоту не менее 2 м. Для улучшения вентиляции в кабине стены ее не доводят до пола на 200…250 мм. Каркас кабины металлический, а стены изготовляют из огнестойкого материала, а иногда из фанеры. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах. Пол в кабине выполняют из огнеупорного материала: кирпича, бетона и др. Окрашивают кабины в светлые тона.
В кабине устанавливают следующее оборудование: источник питания (при отсутствии централизованной разводки тока); металлический рабочий стол сварщика; стул для сварщика с подъемным винтовым сиденьем; ящик для электродов; ящик для инструмента; стеллажи для деталей и готовых изделий; электропечь для прокалки электродов (при отсутствии электродного цеха); сетевой закрытый рубильник. При источниках питания от генератора постоянного тока, а также при питании постов от многопостовой машины или нескольких параллельно соединенных генераторов источники питания желательно устанавливать за пределами кабин, в специальном помещении.








Эффективность местного отсоса вредных примесей, которые выделяются в процессе сварки, из зоны дыхания сварщика в большой мере зависит от максимального приближения вытяжных заборников к месту горения дуги. С этой точки зрения лучшими рабочими столами сварщика являются столы с вытяжкой газов и пыли в сторону или вниз. Можно рекомендовать столы сварщика моделей С10020 и С10040 (рис. 1.2). На столы устанавливают свариваемые изделия при ручной и механизированной сварке. Применение столов значительно улучшает условия труда сварщика. В конструкции стола сварщика мод. С10020 предусмотрено приточно-вытяжное устройство, обеспечивающее одновременно эффективное удаление вредных веществ и подачу чистого воздуха в зону дыхания сварщика.
Характеристика серийно изготовляемых неповоротных столов сварщика приведена в табл. 1.11.





