

В каких сферах применяют левостороннюю резьбу
Для предотвращения раскручивания соединений
Вот простые примеры, когда необходимо применение такого нестандартного крепежа:
- В узлах и деталях, вращающихся в правую сторону, при действии механизма детали могут раскрутиться. Мощная вращательная сила механизма раскручивает гайку, поэтому, чтобы предотвратить раскручивание, применяется левый крепеж в направлении вращения вала.
- Ниппель у радиаторов отопительной системы оснащен разнонаправленной резьбой. Соединительная муфта при скручивании специальным ключом приводит к стягиванию резиновой прокладки в секциях радиаторов.
- В колесах грузовых машин ГАЗ, МАЗ, ЗИЛ используется левостороннее крепление.
- Патрон дрели со сверлом крутится вправо. Чтобы предотвратить расслабление соединения деталей, патрон крепится к валу левой резьбой.
- Лопасти домашнего вентилятора.
- Редуктор передает крутящий момент от двигателя к ножам мотокосы.
- Педали велосипеда.
- Крепление фрезы на вал, диски шлифовальных машин.
- Некоторые детали в торцовках и циркулярных пил.
В стягивающих конструкциях
Представим такую картину: хозяйки вывешивают мокрое белье на веревку на просушку. От постоянного использования веревка начинает провисать. Натяжку для белья приходится частенько регулировать. В таких случаях используют здесь болты с двухсторонней нарезкой. Одна сторона болта направляется вправо, а другая – налево. То есть в данном случае левая резьба используется, чтобы отрегулировать степень натяжки.
Принцип действия можно представить так: на одном конце гайки нарезается правая резьба, а на другом –левая, вкручиваются болты. При вращении гайки в одну сторону получается удлинение, в другую – укорачивание.
Использование левостороннего крепления в стяжных конструкциях является ярким примером. Такое устройство, используемое в такелажных работах, – талреп относится к разновидности винтовой стяжки. В данной конструкции действует пара грузозахватных элементов. На одной из них – стандартная резьба, на другой соответственно – левая. При вращении конструкции во время работы корпус элемента вращается, происходит ослабление стяжки, а изменение направления вращения приводит к нагружению (натяжению). То есть при вращении детали механизма удаляются друг от друга или сближаются. Натягиванием тросов устанавливаются мачты на кораблях.
Для защиты от опасных действий
Для защиты от повышенной опасности при выполнении некоторых операций требуется тщательный контроль рабочего оборудования. В газовом хозяйстве вентиль редуктора баллона со сжатым пропаном оснащен левосторонней резьбой, а кислородный баллон – правой. Следовательно, присоединить к кислородному баллону баллон с пропаном невозможно. Применение такого способа помогает уменьшить вероятность печальных последствий.
Нарезка трубной резьбы своими руками
В промышленной сфере резьбовую насечку получают методами нарезания лезвиями, резцами, накатывания роликами, выдавливания прессами с шаблонами, вырезания абразивными кругами, химическим или электрохимическим вытравливанием.
Понятно, что все перечисленные технологии неприемлемы для использования в бытовых условиях, и единственным эффективным методом нарезания резьб остается использование плашек и метчиков.
В настоящее время для нарезки резьбы на трубах в бытовых условиях широко используют клуппы — ручные или механические приспособления со сменными резьбонарезными головками. По принципу действия они напоминают плашки советских времен, в которых оправку с резьбовой головкой поворачивали двумя ручками.
Современный ручной клупп имеет одну мощную рукоятку с трещоткой, прикрепленную к отправке, и оснащается комплектом сменных головок. Их стандартные дюймовые типоразмеры 1/4”, 3/8”, 1 2”, 3/4”, 1”, 1 1/4”.

Рис. 10 Ручные клуппы и их комплектация
Технически процесс получения резьбовой насечки при помощи ручного клуппа состоит из следующей последовательности операций:
Фиксируют трубный отрезок в тисках или прижимают его к какой-либо поверхности на стене или полу, подкладывая под деталь твердый предмет. Снимают наружную фаску на торце трубы, используя болгарку с кругом по металлу, наждачную бумагу, напильник. Готовят к работе клупп, вставляя в него головку нужного диаметра. Покрывают машинным маслом или иной жидкой смазкой участок трубы в зоне проведения работ, а также резаки. Чтобы исключить налипание стружки во время проведения работ, лучше использовать для этих целей специальный спрей. Приступают к нарезке, прижимая головку клуппа к торцу и стараясь выдержать строго перпендикулярное положение инструмента относительно оси обрабатываемой детали. Медленно вращают головку, совмещая поступательное и возвратное движения, направление вращения задают переключателем на трещотке. Периодически извлекают инструмент и очищают его резцы и трубную оболочку от образовавшейся стружки. По окончании работ чистят и разбирают инструмент, проверяют качество нити накручиванием на нее подходящих фасонных деталей (муфт).
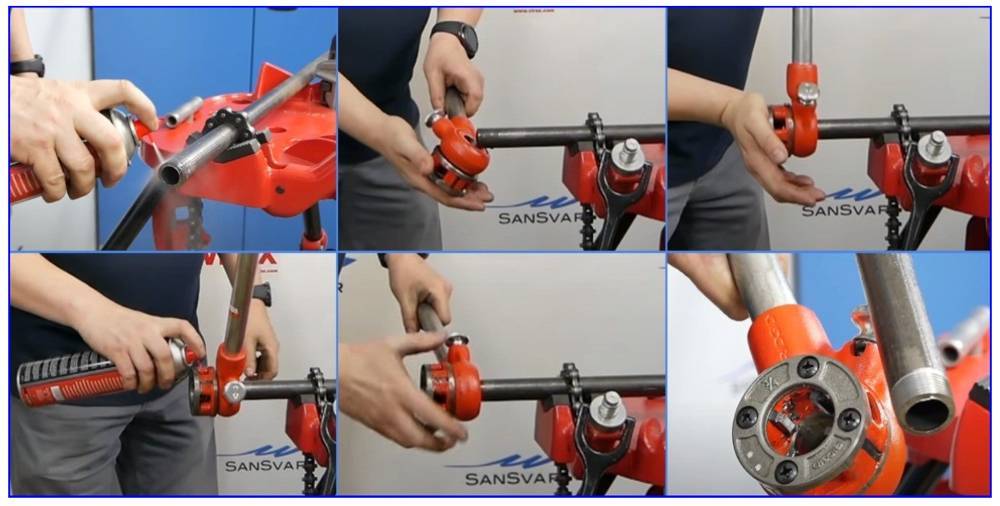
Рис. 11 Основные операции по нанесению резьбовой насечки ручным клуппом
Резьба трубная цилиндрическая находит широкое применение и является основным видом при резьбовых соединениях трубопроводных магистралей, подключения к ним арматуры и различного типа оборудования. Если рядовой потребитель собирает металлический трубопровод или конструкцию из труб для каких-либо целей без сваривания, у него имеется возможность приобрести готовые водогазопроводные трубы с уже нарезанной резьбой или нанести аналогичную резьбовую насечку самостоятельно при помощи клуппа.
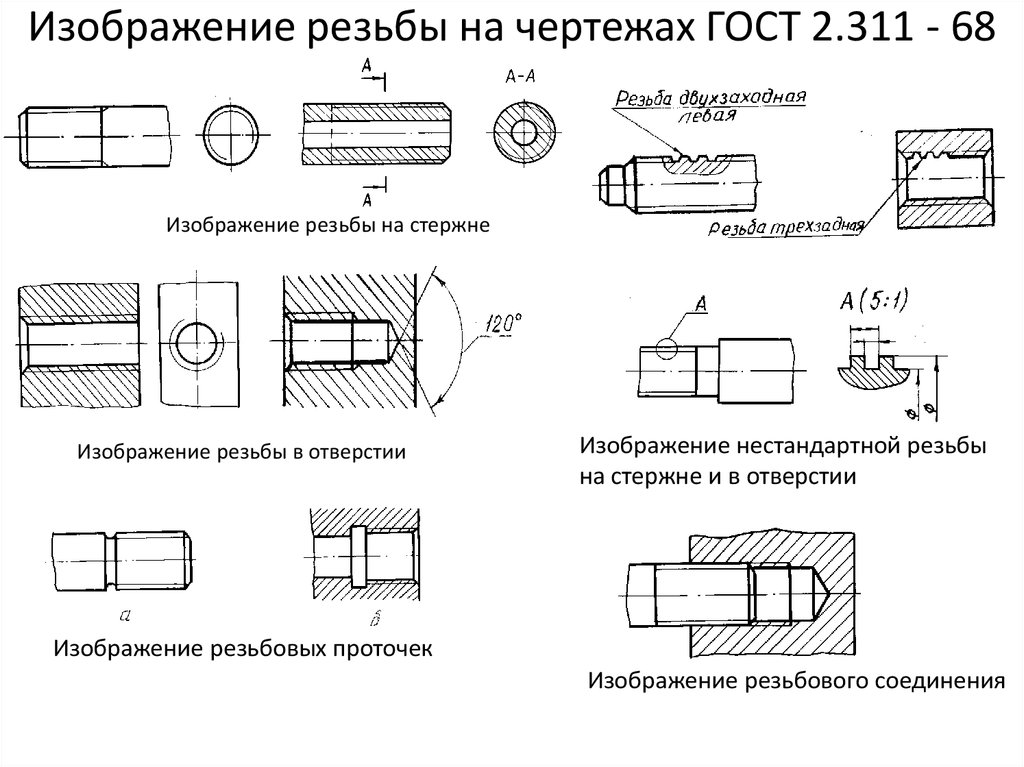
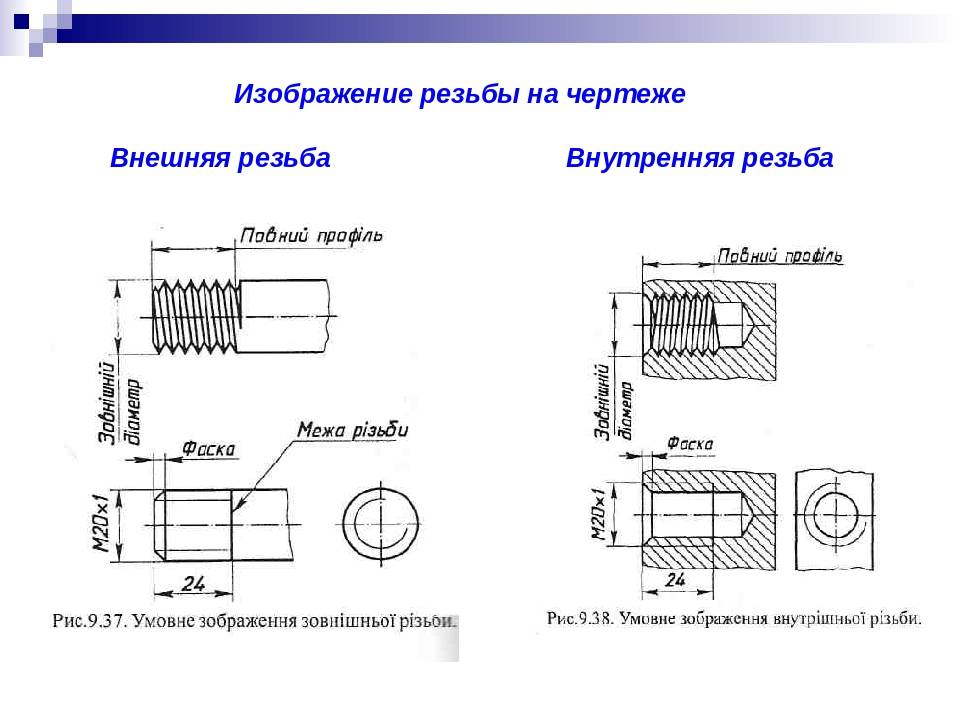
Резьба на стержне
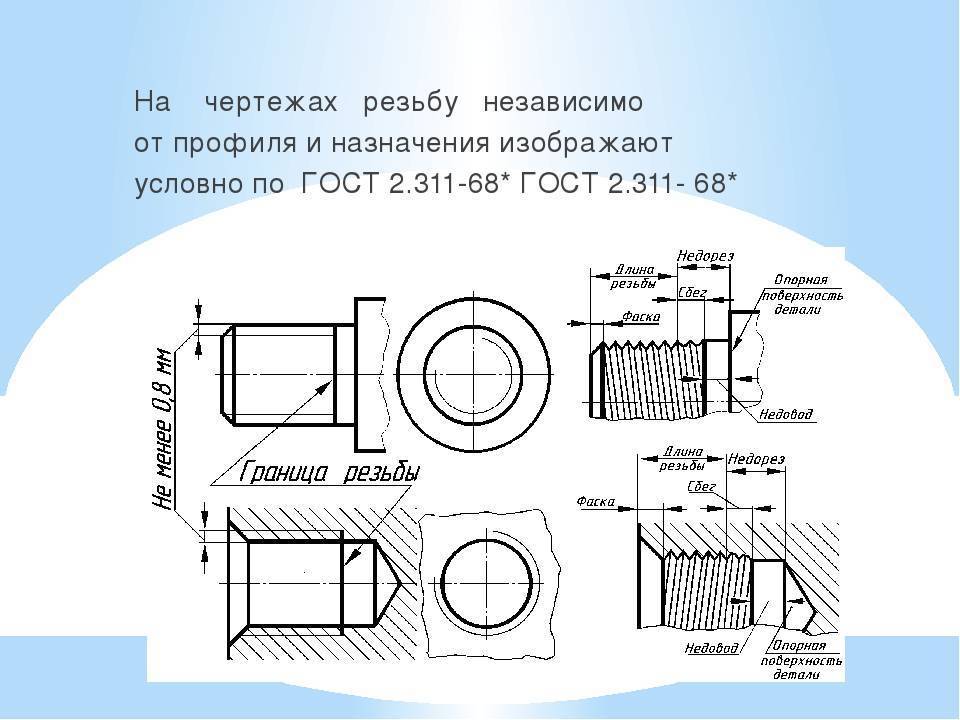
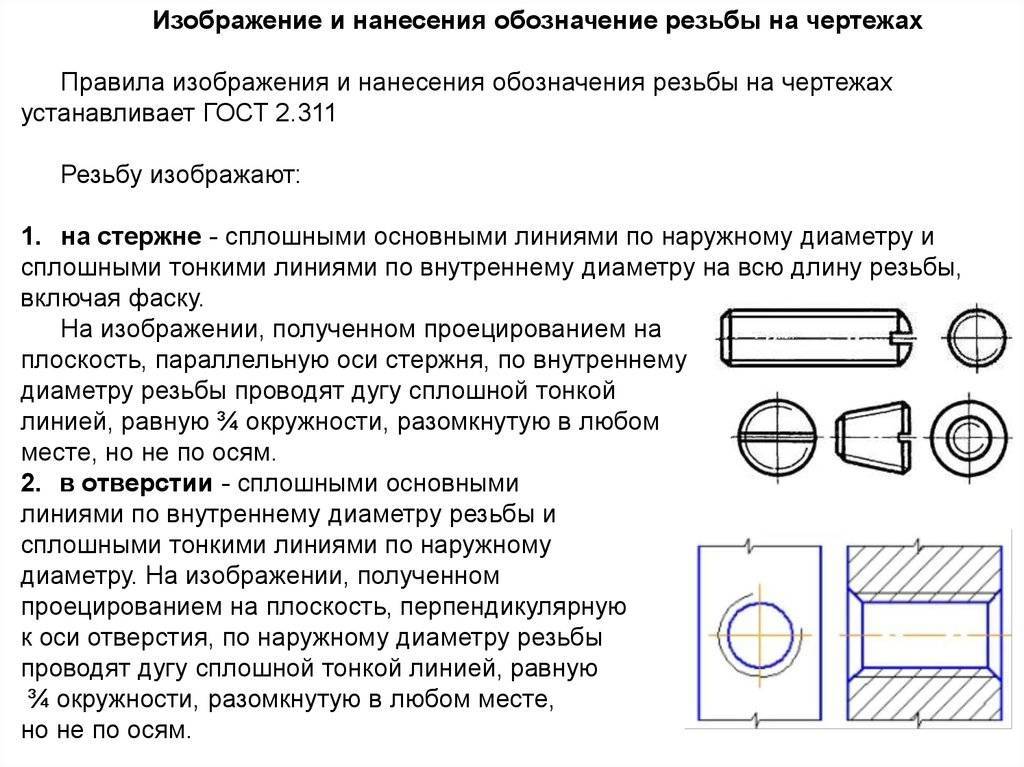
Согласно этим правилам резьбу на стержне (наружную резьбу) независимо от ее профиля изображают сплошными основными
линиями по наружному диаметру исплошными тонкими линиями по внутреннему диаметру резьбы (см. рис. 7.3,б ).
Сплошную тонкую прямую линию по внутреннему диаметру резьбы проводят на всю длину резьбы, включая фаску. На видах, где стержень с резьбой проецируется в виде окружности, контур его очерчивают сплошной основной линией, а внутренний диаметр резьбы изображают дугой окружности, проведенной тонкой линией приблизительно на 3/4 окружности, разомкнутой в любом месте (но только не на центровых линиях) (рис. 7.3, б
и др.).
Сплошную тонкую линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от сплошной основной линии и не более величины шага резьбы.
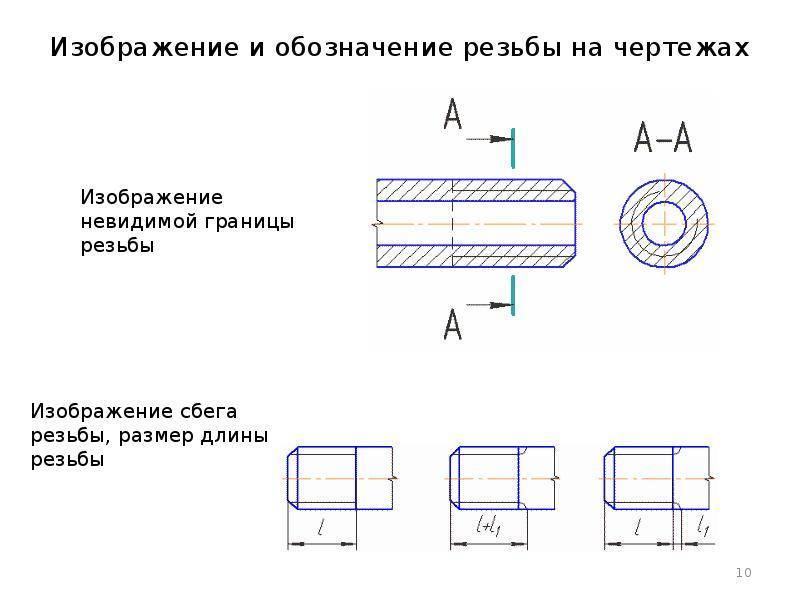
Границу нарезанного участка показывают сплошной основной линией, которую проводят до линии наружного диаметра (рис. 7.4, а). Границей нарезанного участка (конца резьбы) считают конец полного профиля резьбы, т.е. до начала сбега.
Сбег резьбы –
это длина участка неполного профиля в зоне перехода от резьбы к гладкой части детали (рис. 7.4,б ).
Рис. 7.4.Нанесение размеров длины резьбы:а –
без сбега;б, в – со сбегом
Обычно резьбу изображают без сбега (рис. 7.4, а


). Если нужно показать сбег, то его изображают сплошной тонкой линией, наклонной к оси стержня (рис. 7.4,б, в ). Сбег показывают, когда нужно нанести его размер (рис. 7.4, в) или размер длины резьбы со сбегом (рис. 7.4,б ).
Когда резьбу на стержне изображают в разрезе, границу нарезанного участка наносят штриховой линией (рис. 7.5).
Рис. 7.5.Изображение наружной резьбы в разрезе
Применение резьбонарезных головок
При нарезании резьбы с применением токарных станков к специальным головкам обращаются значительно реже, чем к вышеописанным инструментам. Использоваться такие головки могут для нарезания резьбы любого типа. Их рабочими элементами являются гребенки: призматические применяются, когда нужно нарезать внутреннюю резьбу, для нарезания наружной необходимы радиальные, круглые и тангенциальные. Особенность таких головок заключается в том, что их рабочие органы автоматически расходятся при совершении обратного хода, таким образом, они не контактируют с только что нарезанной резьбой.
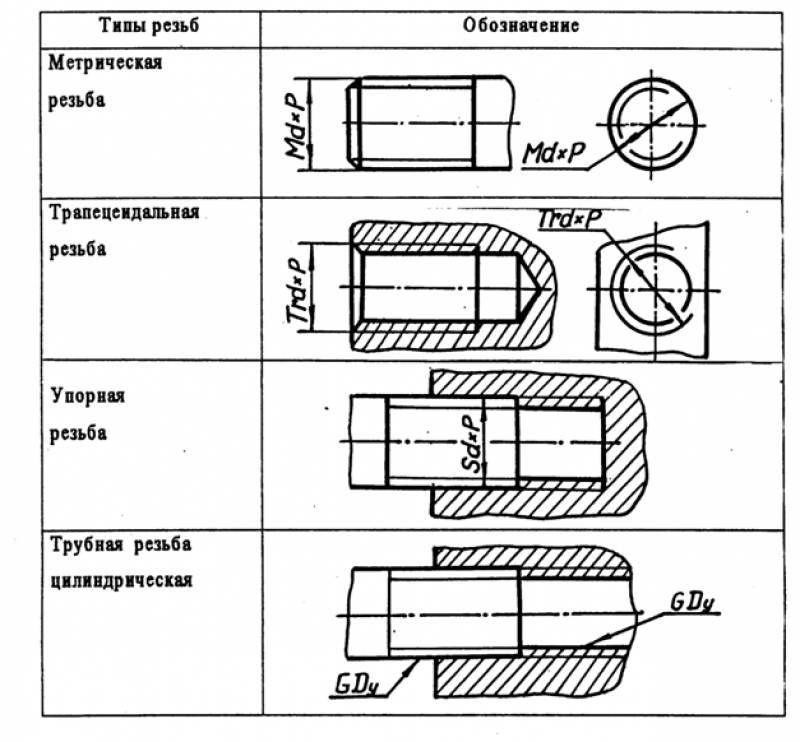
Типы резьбы
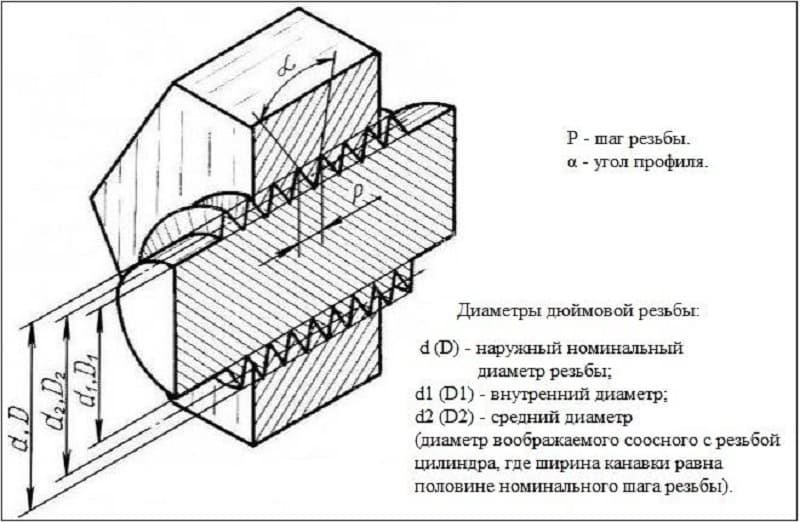
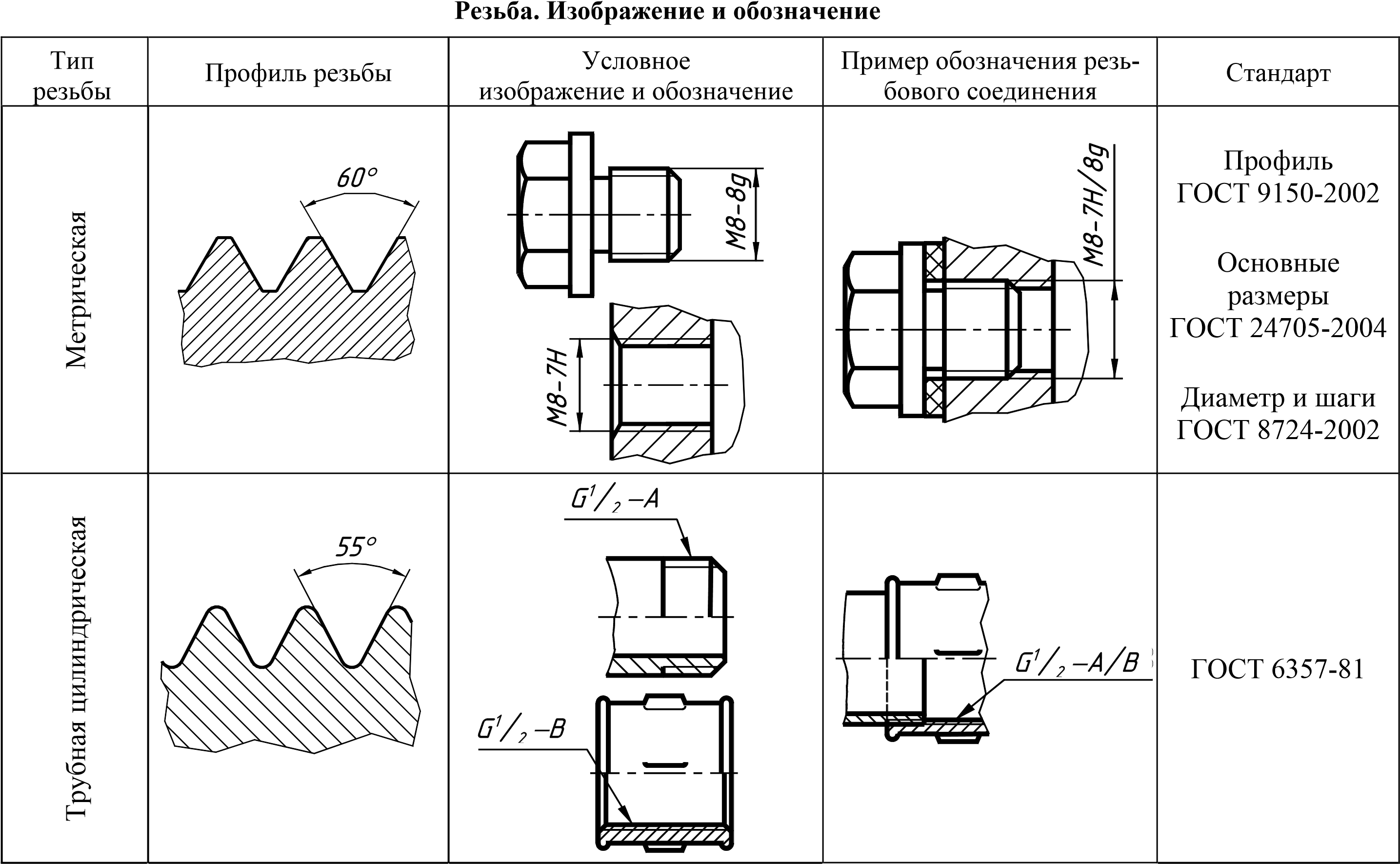
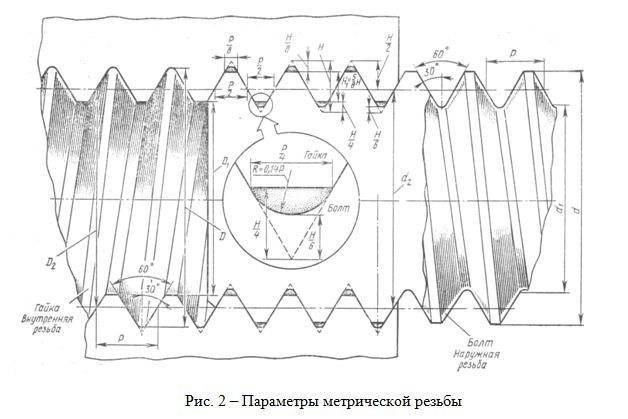
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме. Есть еще один важный момент – т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок. Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра  Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг – расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля. Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55° Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.
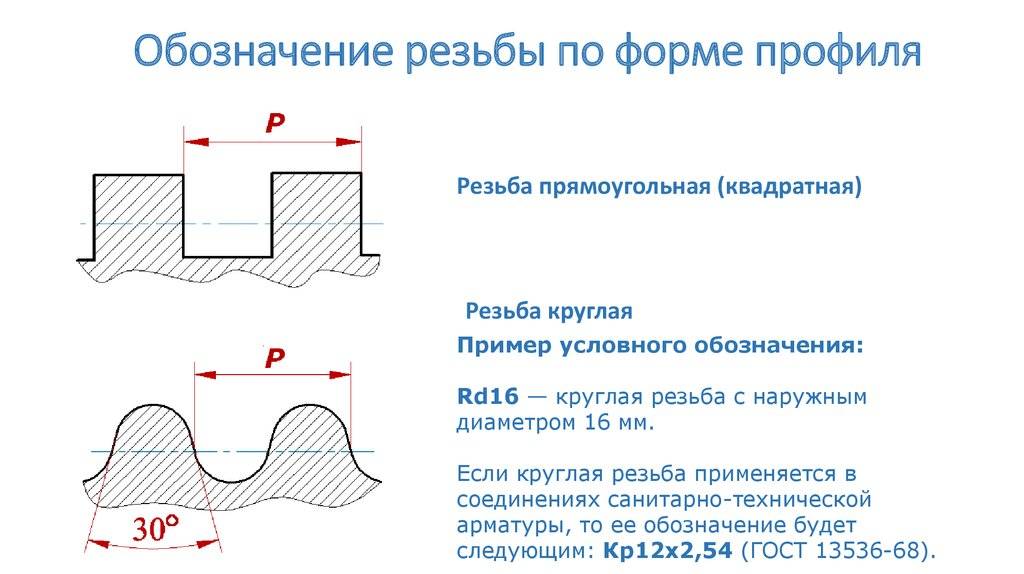
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг – расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля. Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55° Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.  Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать. Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы – ½ “.
Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать. Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы – ½ “.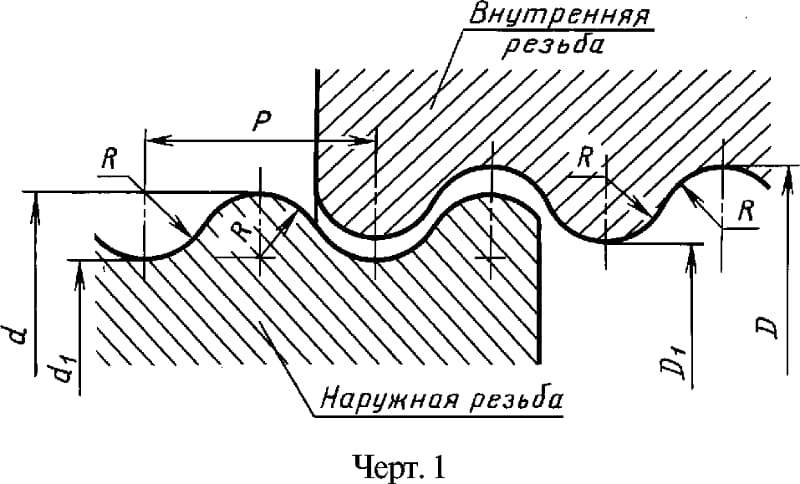 Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.
Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.
Ключевые характеристики нарезок
Основными характеристиками любой резьбы, в том числе и для труб, являются:
- Шаг (P, pitch)- расстояние между соседними витками.
- Внешний диаметр.
- Внутренний диаметр.
- Ход – расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. Для однозаходной накатки ход равен шагу, для многозаходной – шагу, умноженному на число заходов.
 Этих данных достаточно для подбора совместимого фитинга или арматуры в магазине. Для изготовления резьбового соединения на токарно-винторезном или фрезером станке понадобятся и другие характеристики резьбы, такие, как углы наклона профиля и другие.
Этих данных достаточно для подбора совместимого фитинга или арматуры в магазине. Для изготовления резьбового соединения на токарно-винторезном или фрезером станке понадобятся и другие характеристики резьбы, такие, как углы наклона профиля и другие.
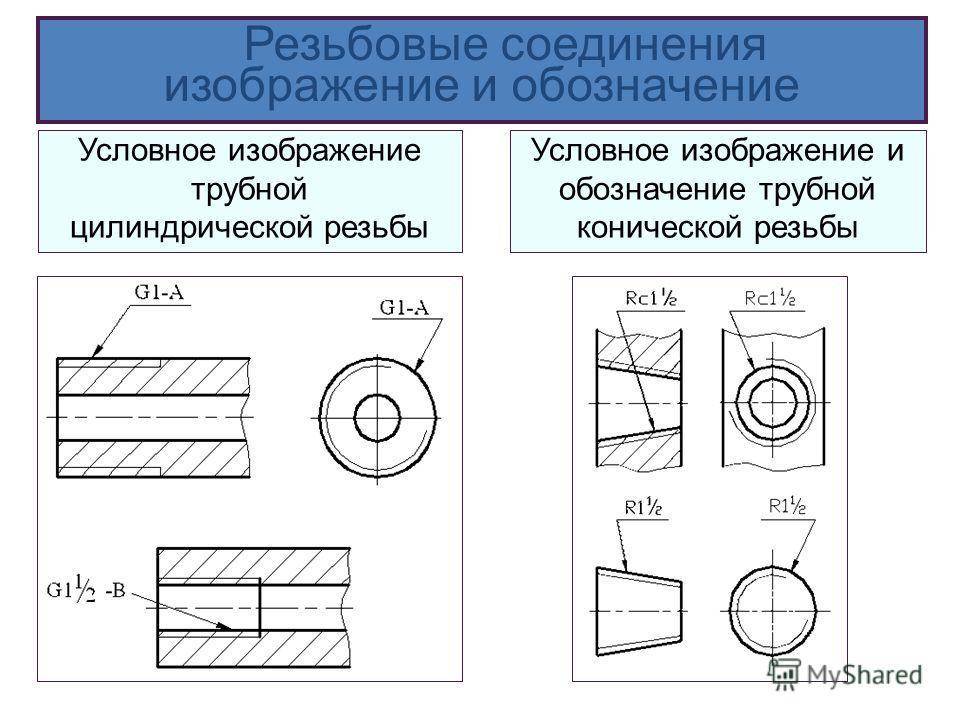
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики. К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Сферы применения
Так как трубную резьбу наносят на водогазопроводные трубы, то и сферы ее применения аналогичны областям использования этих трубопроводов, а именно:
В контурах систем отопления. В трубопроводах подачи горячей и холодной воды. В газоподающих магистралях на поверхности земли и внутри зданий. Для монтажа стальных обсадных колонн скважин. При сборке различных конструкций из труб, к примеру, в качестве сборной колонны из резьбовых штанг для шнекового, гидравлического бурения. Понятно, что все фасонные элементы и фитинги для монтажа трубопроводов, а именно отводы, тройники, крестовины, переходники, муфты, ниппели, водорозетки и прочие тоже имеют трубную резьбу. Также вся сантехническая резьбовая арматура, а именно шаровые и вентильные краны, смесители, клапаны, заглушки, воздухоотводчики, контрольно-измерительные приборы, реле, фильтры, гибкие и жесткие подводки и прочий ряд элементов оснащены трубной резьбовой насечкой. Ее имеют и приборы, подключаемые в трубопровод — скважинные, колодезные, циркуляционные, повысительные электронасосы, компрессоры, опрессовщики, радиаторные теплообменники и элементы их обвязки, переходники с полимерных труб на металл.
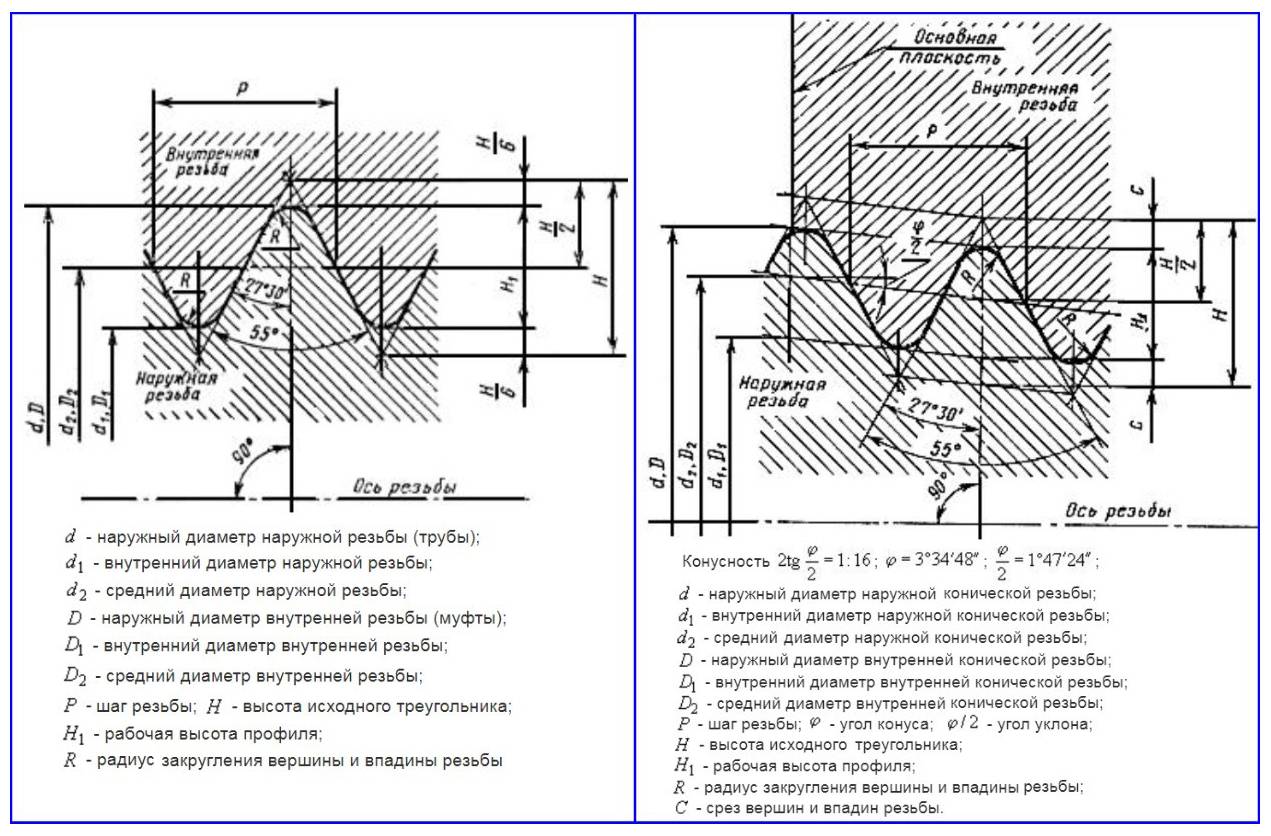
Рис. 4 Профили цилиндрической по ГОСТ 6357-81 и конической по ГОСТ 6211-81 резьб
Классификация резьб, обозначение резьбы на чертеже
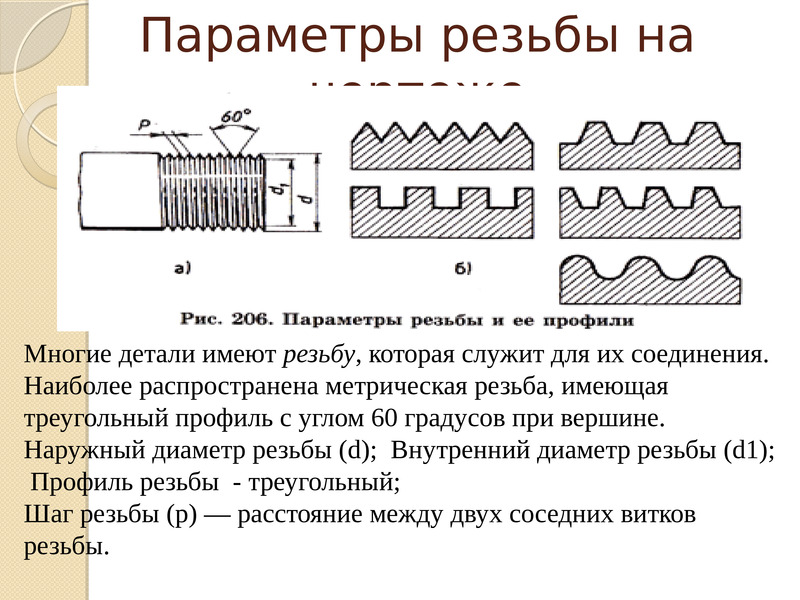
В машиностроении применяются стандартные цилиндрические и конические резьбы разных типов, отличающихся друг от друга назначением и параметрами. Основным элементом резьбы является её профиль (рисунок 14.1).
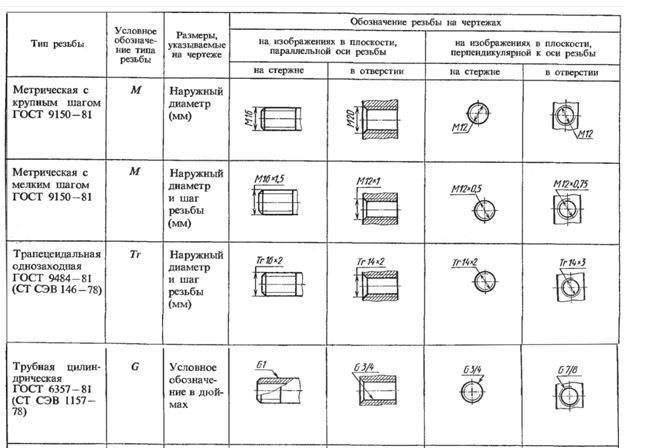
Обозначение резьбы включает в себя буквенное обозначение типа резьбы и параметры резьбы. При обозначении резьбы указывается её наружный диаметр (больший по размеру).
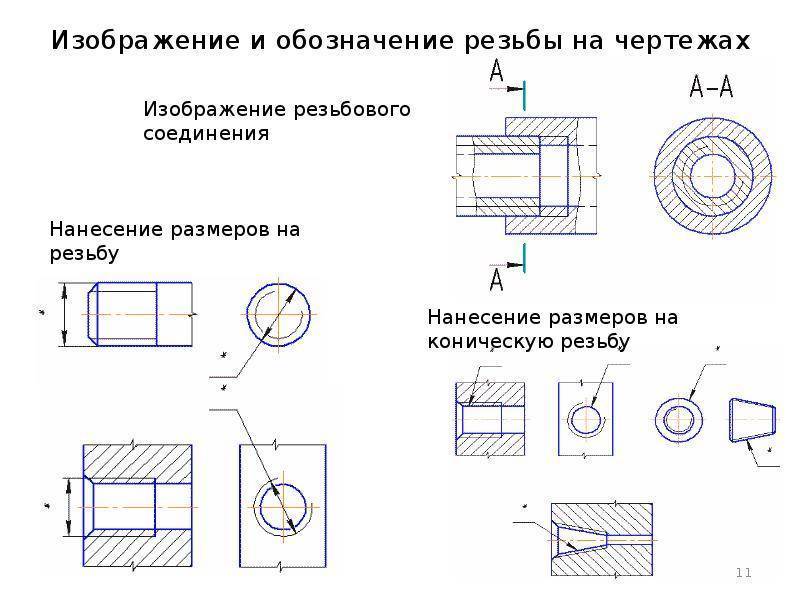
Для всех резьб, кроме конической и трубной цилиндрической, обозначения наносят к наружному (большему) диаметру и проставляют над размерной линией, на ее продолжении или на полке (рисунок 2).
Заказать чертежи
Винтовая линия. Основные параметры резьбы. Изображение резьбы
В технике широко применяются изделия с винтовыми поверхностями. Это крепежные изделия, применяемые для соединения деталей машин и механизмов (болты, гайки, винты, шпильки, детали с резьбой для соединения двух деталей), детали с винтовыми поверхностями, применяемые для преобразования вращательного движения в поступательное (червяк в паре с червячным колесом).
- Винтовую линию получают при помощи резца.
- Резьбу получают при помощи резца или метчика и плашки.
- Резьба характеризуется шагом и ходом .
- Различают правые и левые винтовые поверхности.
- Подъём винтовой линии вправо даёт правую резьбу (рисунок а). б) — левая резьба
В зависимости от числа винтовых линий резьбы делятся на одно — и многозаходные.
На рисунке в) представлена двухзаходная резьба (n = 2)
Шаг резьбы — это расстояние между двумя соседними винтовыми выступами.
Ход резьбы — расстояние между двумя соседними винтовыми выступами одной и той же винтовой линии.
, где — число заходов
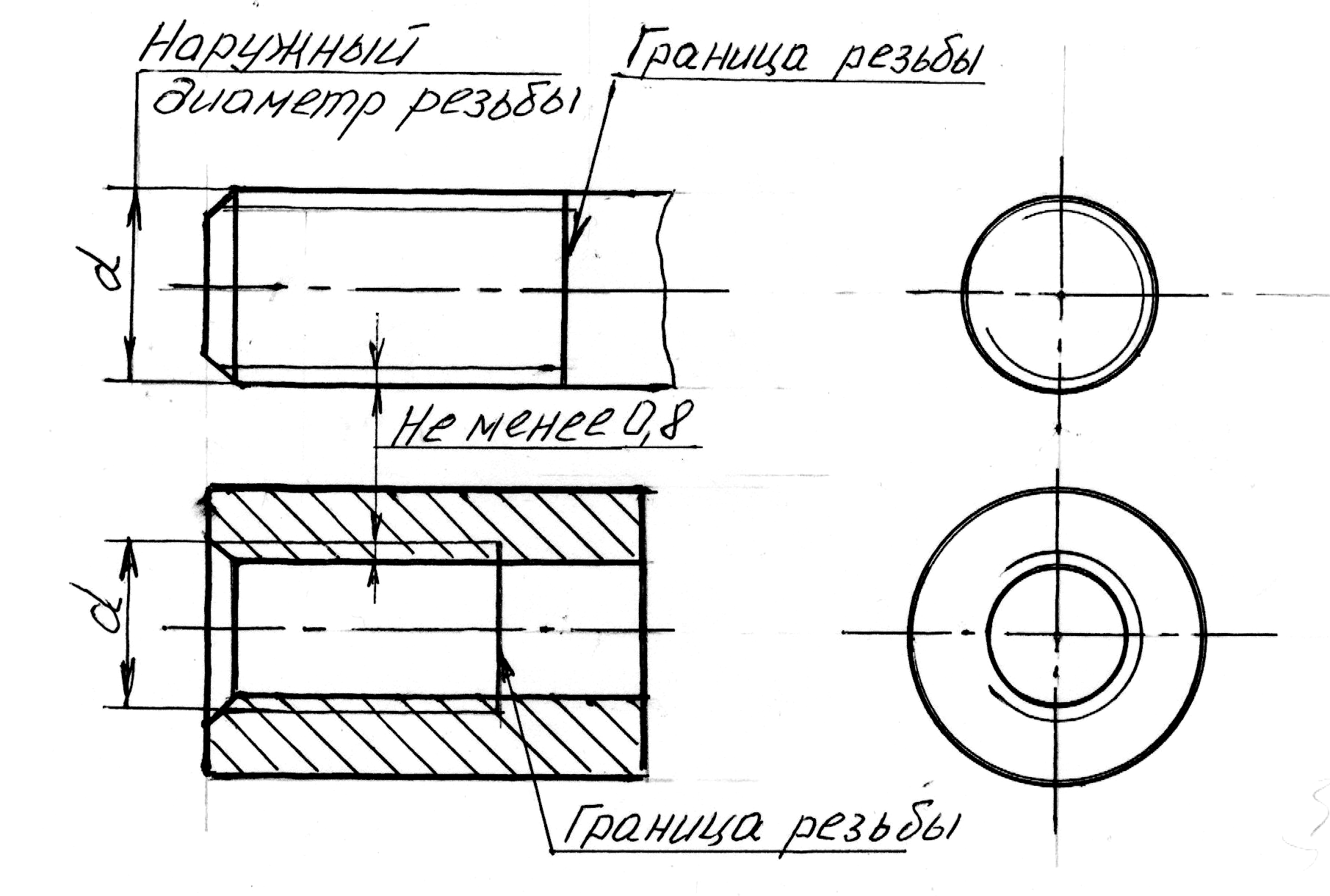
Вычерчивание проекции винтовой поверхности является весьма трудоемким процессом. Поэтому на чертежах резьба изображается условно — сплошной тонкой линией (впадины резьбы), причём на видах, где стержень или отверстие проецируются в виде окружности, резьбу изображают дугой окружности, приблизительно равной окружности, разомкнутой в любом месте, но не на центровых линиях.
Расстояние между сплошными основной и тонкой линиями — не менее 0,8 мм и не более шага резьбы.
Границу резьбы проводят до линии наружного диаметра резьбы сплошной основной толстой линией.
Невидимую резьбу показывают штриховыми линиями одной толщины по наружному и по внутреннему диаметру
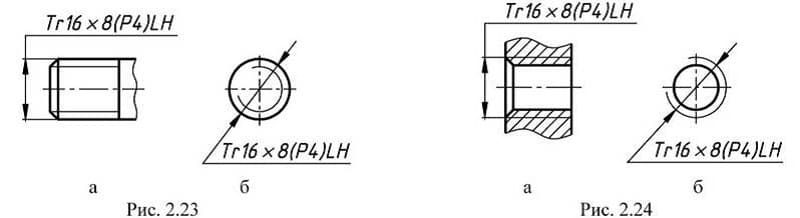
Обозначение конических резьб и трубной цилиндрической относят к контуру резьбы (основная сплошная линия) и наносят только на полке линии-выноски (рисунок 15.3).
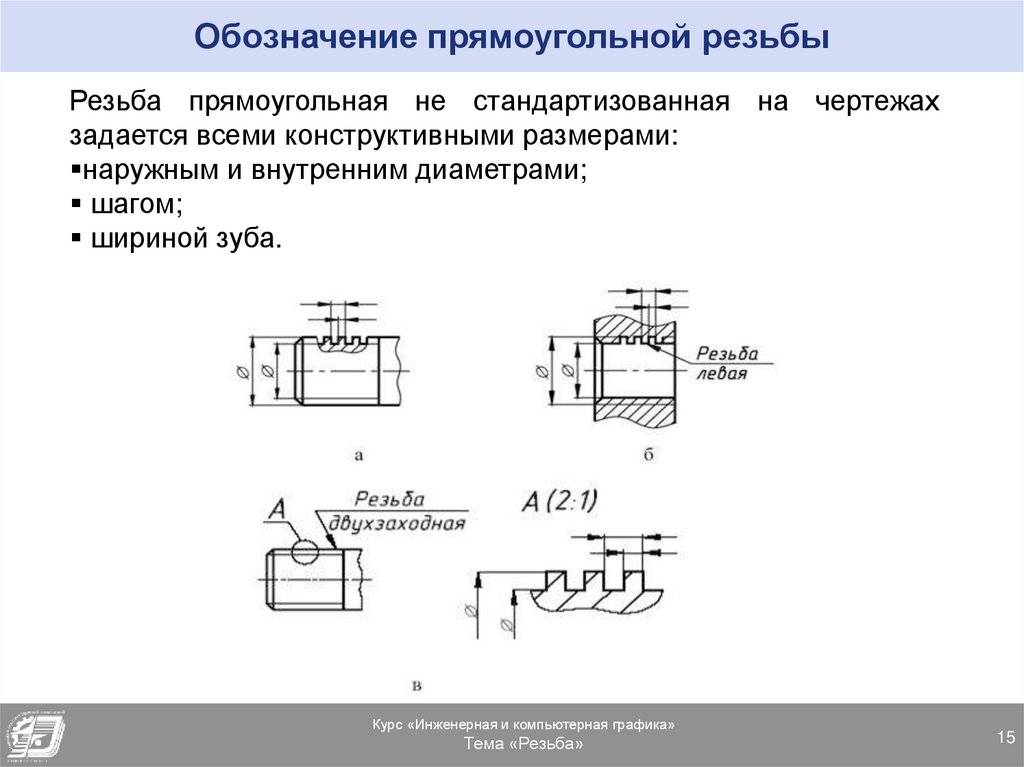
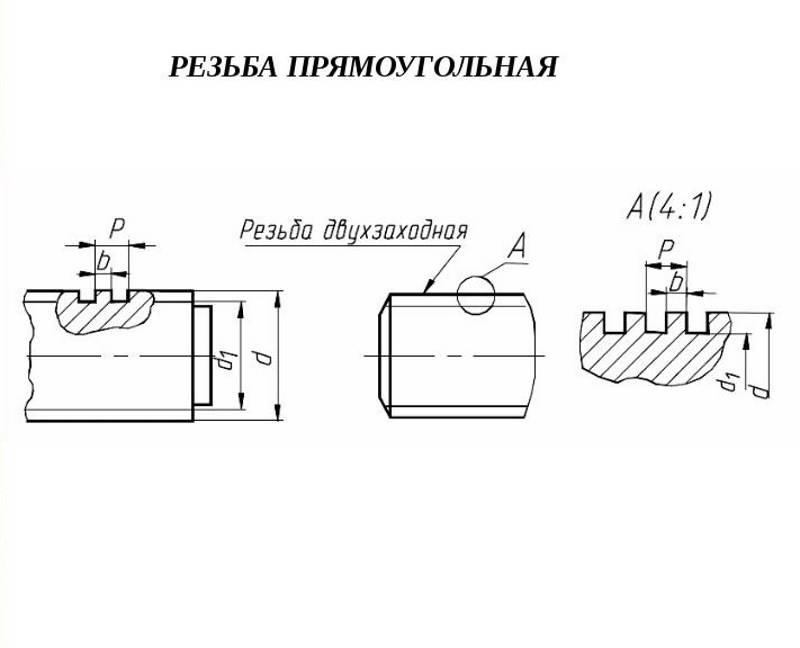
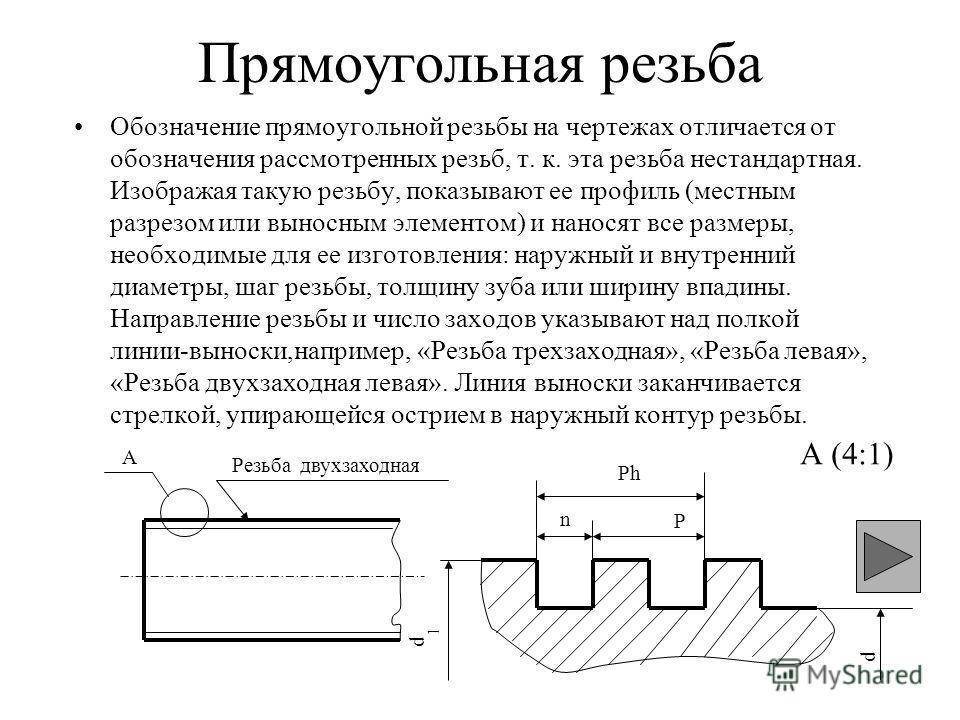
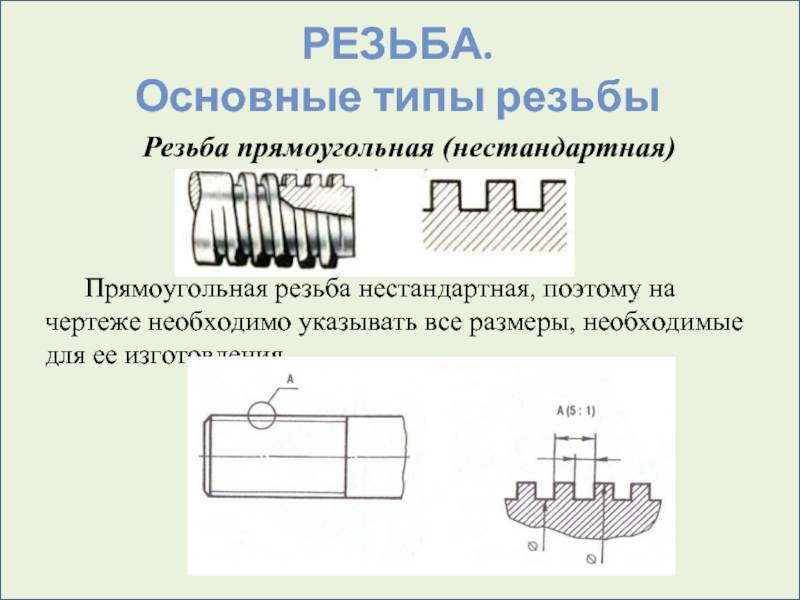

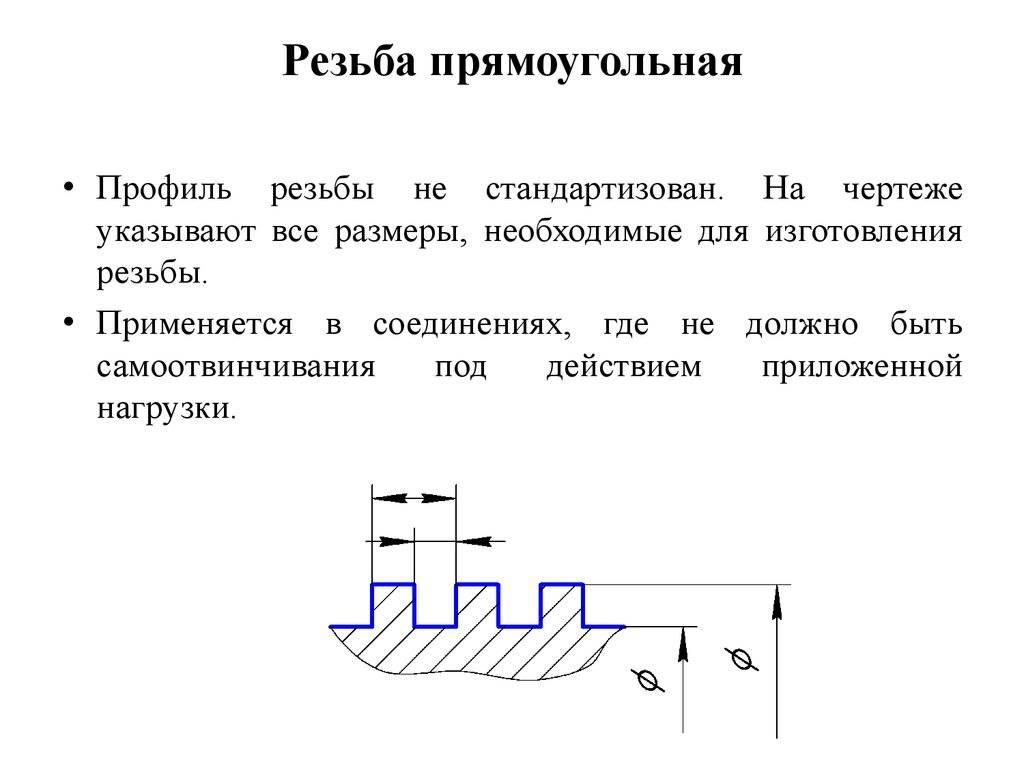
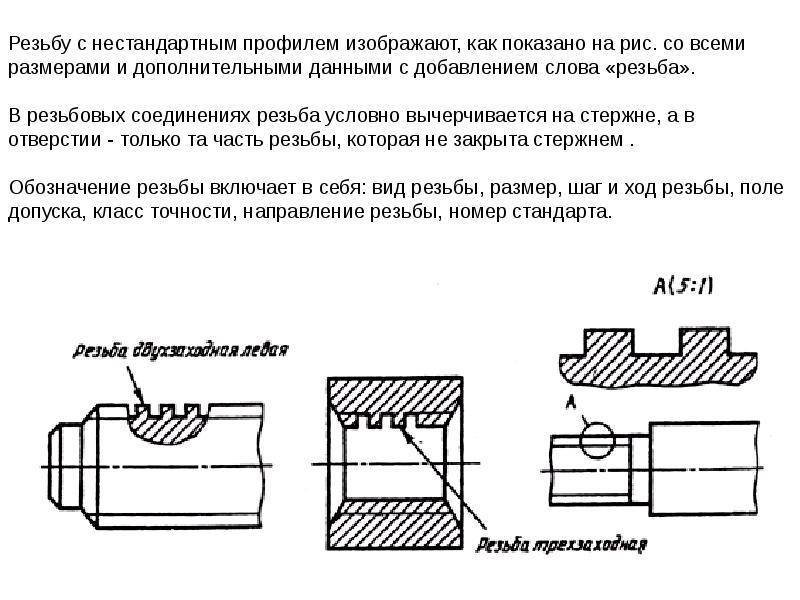
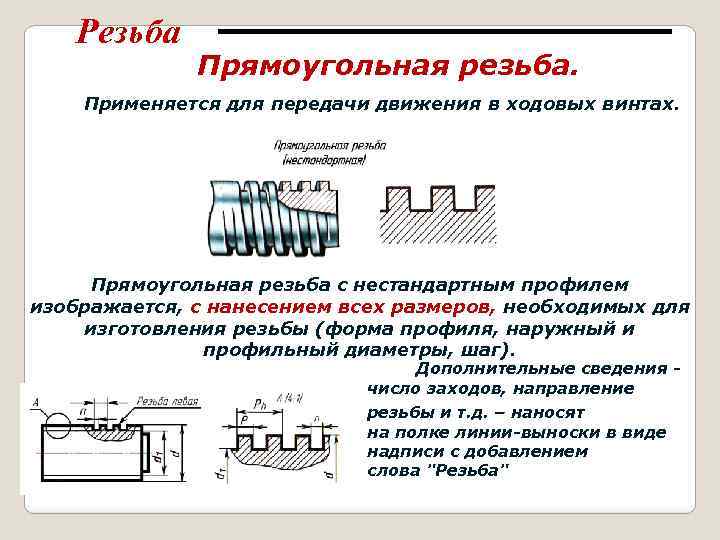
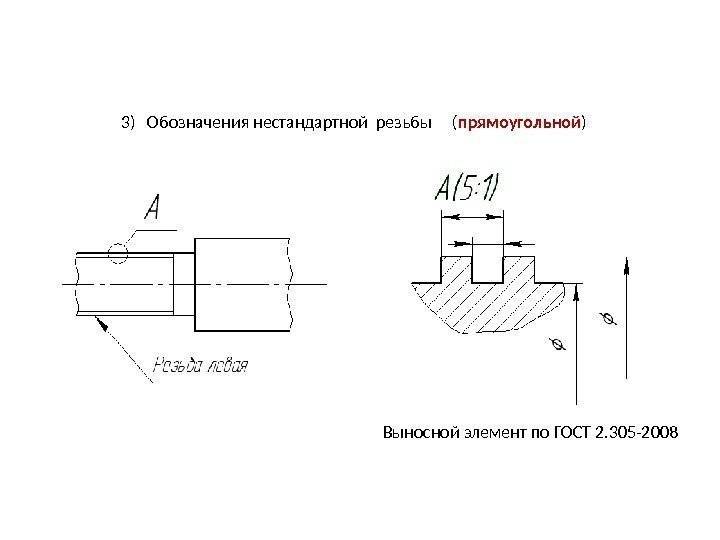
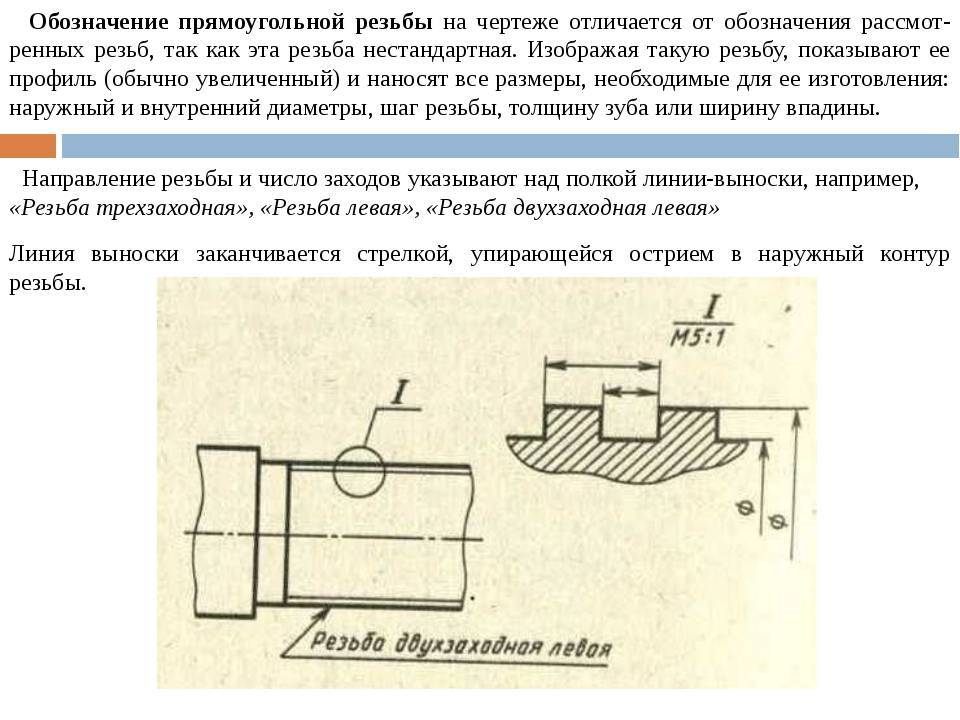
Прямоугольная резьба с нестандартным профилем изображается, как показано на рисунке 15.4, с нанесением всех размеров. Дополнительные сведения — число заходов, направление резьбы и т. д. — наносят на полке линии-выноски с добавлением слова «Резьба».
Элементы и параметры прямоугольной резьбы можно показывать и на выносном элементе (рисунок 15.5).
Следует твердо запомнить правило: в резьбовых соединениях, изображенных в разрезе, резьба стержня закрывает резьбу отверстия (рисунок 15.6 а,б)
Обратить внимание на то, что на разрезах штриховка доводится до сплошных основных линий
Сбег резьбы — это длина участка неполного профиля в зоне перехода от резьбы к гладкой части детали. Обычно его не изображают (рисунок 15.7)
Фаска — Скошенная часть поверхности детали у торца или в местах перехода, облегчающая её сборку с другими деталями (скошенная кромка стержня или отверстия).
На стержне меньший диаметр фаски меньше внутреннего диаметра резьбы. В отверстии больший диаметр фаски больше наружного диаметра резьбы.
Линия резьбы должна пересекать линию фаски.
Фаски на стержне и в отверстии с резьбой на плоскости, перпендикулярной к оси стержня или отверстия, не изображают (рисунок 15.8 а и б).
Если фаска не под углом 45° , то обозначение фаски указывается величиной угла как приведено на рисунке 15.9
Наружные и внутренние проточки выполняются для выхода резьбонарезающего инструмента, чтобы резьба получалась полного профиля — без сбегов.
Размеры проточек наносят на выносных элементах в соответствии с ГОСТ 10549-80 в зависимости от шага резьбы
Расшифровка написания резьб
Графические материалы оформляют, руководствуясь указаниями ГОСТ 2.311-68 «Изображение резьбы».
Типовая структура обозначения содержит:
- буквенную часть, определяющую тип;
- цифры, соответствующие номинальному размеру в миллиметрах или дюймах;
- шаг (мм) указывается только мелкий, после знака «×»;
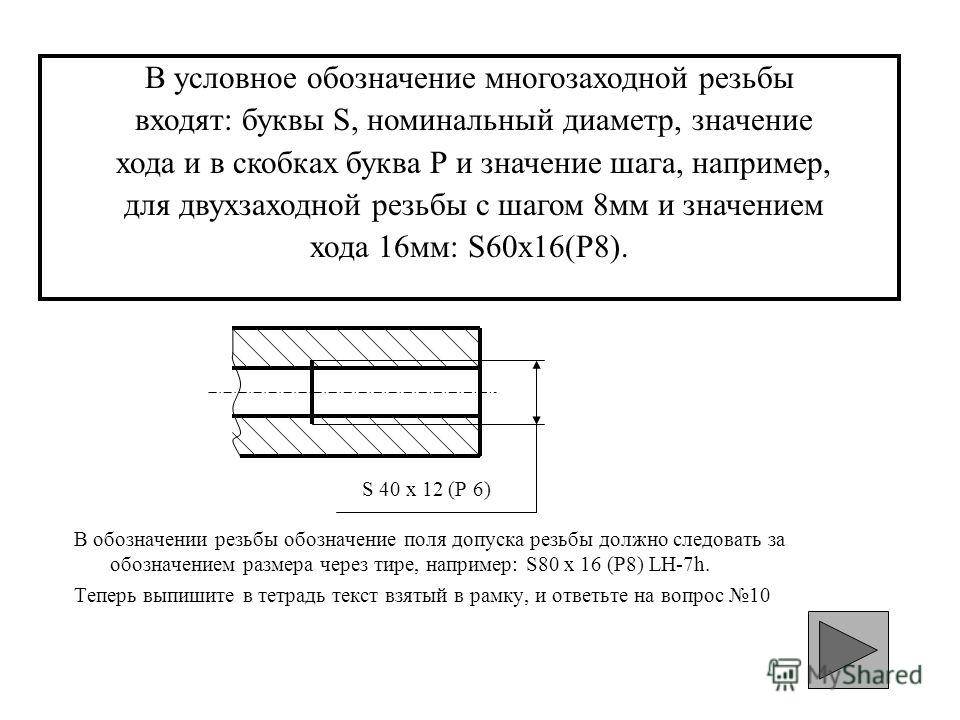
- у многозаходных вместо предыдущего пункта приводят ход (мм), затем шаг в скобках;
- направление: правое – по умолчанию, левое – обозначают LH;
- поле допуска или класс точности;
- длину свинчивания, отличную от нормальной.
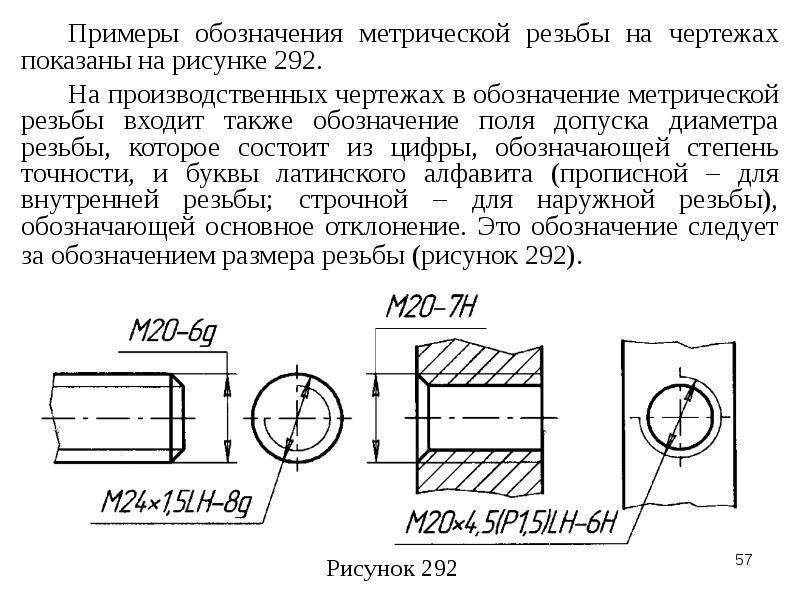
Пример 1: М16×1,5LH–6H. Расшифровка:
- М – метрическая цилиндрическая;
- 16 – номинальный диаметр, мм;
- 1,5 – мелкий шаг, мм;
- LH – левая;
- 6Н – поле допуска, где 6 – степень точности; H – основное отклонение. Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Длина свинчивания не указана, значит – нормальная.
- G – трубная цилиндрическая;
- 1/2 – размер резьбы, дюймов; соответствует внутреннему диаметру трубы;
- А – класс точности.
Варианты обозначений проиллюстрированы ниже.
Как нарезают резьбу – резьбонарезное оборудование и инструмент
Выбор резьбонарезного оборудования зависит от типа и масштабов производства, материала и размеров труб, требований к точности резьбы и других факторов.
Резьбу можно получить методом накатки или нарезки.
Резьбу методом накатки получают с помощью специальных резьбонарезных роликов. Для этого заготовку устанавливают между роликами с необходимым контуром резьбы и накатывают витки резьбы на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках. Благодаря плавному распределению волн напряжения между витками за счет деформации металла, такая резьбы отличается высокими механическими характеристиками и высокой производительностью. Однако точность используемых роликов должна быть на очень высоком уровне, а материал изготовления обладать повышенными механическими свойствами – чаще всего используется высоколегированные штампованные стали.
Нарезанные резьбы более просты в изготовлении, однако по механическим свойствам и пределу выносливости уступают накатанным. Это связано с наличием более острых кромок профиля и более высокого значения коэффициента напряжения.
По способу нарезки резьбы подразделяется на ручную и с помощью специального станка.
При ручной нарезке используются специальные приспособления: метчик (для внутренней трубной резьбы) и плашки (для наружной трубной резьбы), или специальный резьбонарезной ручной инструмент – клупп, осуществляющий нарезку с помощью подвижных регулируемых гребенчатых резцов. Ручную нарезку рекомендуется производить при диаметрах труб до 1 дюйма, так как большие диаметры требуют значительно больших физических усилий.
Для больших нагрузок и объемов работ сегодня существует огромный выбор надежного резьбонарезного инструмента: от переносных электрорезьбонарезных инструментов до специальных станков, способных справиться с нарезкой резьбы любого типа на трубах всевозможных диаметров из любых материалов.
В нашей компании ITC (АйТиСи) представлен широкий ассортимент резьбонарезного инструмента Ridgid и Rex. Мы являемся официальным дилеров в России этих торговых марок, поэтому можем предложить не только лучшие цены, но и гарантийное и постгарантийное обслуживание.
Прямоугольная резьба
| Резьба трапецеидальная одноходовая. |
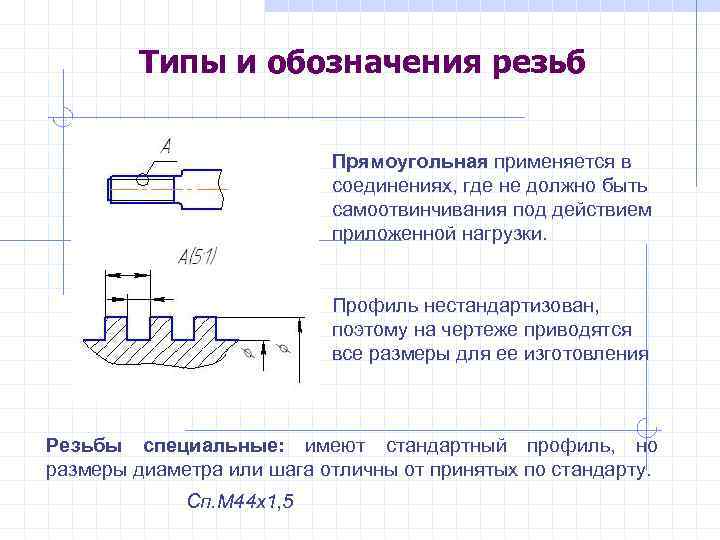
Прямоугольная резьба не стандартизована, так как наряду с ее преимуществом, заключающимся в несколько более высоком коэ-фициенте полезного действия по сравнению с трапецеидальной, она менее прочна и более сложна в производстве.
Прямоугольная резьба, трение в которой меньше, чем в трапецеидальной, не находит применения, так как невозможна ее окончательная обработка фрезерованием и шлифованием.
Прямоугольная резьба в СССР не стандартизована вовсе. Краткие сведения по этой резьбе приводятся по материалам НИБВ МСС. К недостаткам этой резьбы относятся трудности ее изготовления и невозможность устранения осевых зазоров при стягивании разрезной гайки.
Прямоугольная резьба вместе с тем обладает некоторыми недостатками, из которых наиболее существенным является затруднительность точного ее изготовления.
Прямоугольная резьба, трение в которой меньше, чем в трапецеидальной, не находит применения, так как невозможна ее окончательная обработка фрезерованием и шлифованием.
Прямоугольные резьбы с крупным шагом предварительно прорезаются одним или двумя черновыми резцами ( в зависимости от ширины канавки) с припуском по всему профилю 0 3 – 0 6 мм на окончательное нарезание чистовым резцом.
| Профили резьб. а – прямоугольный, б – трапецеидальный. |
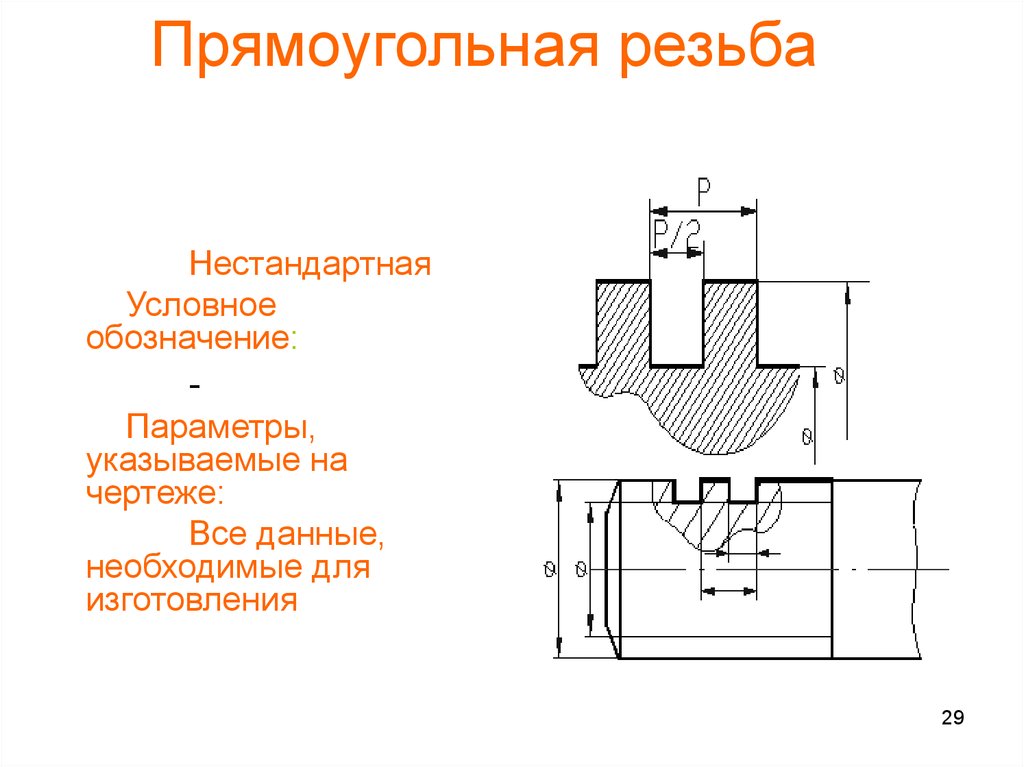
Прямоугольная резьба ( рис. 317, а) имеет профиль в виде прямоугольника с глубиной резьбы, равной половине шага.
Прямоугольная резьба из-за сложности изготовления и ряда недостатков при эксплуатации в настоящее время применяется редко, ее вытесняет трапецеидальная резьба. Размеры прямоугольной резьбы нестандартизованы. Шаг резьбы принимают равным 0 2d0, толщину витка 0 1 d0, а внутренний диаметр 0 8d0t где dQ – наружный диаметр резьбы.
| Трубная резьба. |
Прямоугольная резьба имеет наименьший коэффициент трения и самый высокий коэффициент полезного действия. Раньше она очень широко применялась в винтовых механизмах. Однако технологические трудности ее изготовления и сложность устранения зазора между витками винта и гайки, образующегося при износе, резко сократили ее использование. В настоящее время резьба не стандартизована и почти полностью вытеснена трапецеидальной. Иногда ее применяют для ходовых винтов, когда требуются особо точные перемещения.
Прямоугольная резьба применяется для грузовых и ходовых винтов.
Прямоугольная резьба, трение в которой меньше, чем в трапецеидальной, не находит широкого применения, так как невозможна ее обработка фрезерованием и шлифованием.
Прямоугольная резьба ( рис. 13.3, ж) относится к резьбам для передачи движений под нагрузкой; имеет прямоугольный или квадратный профиль; диаметр и шаг измеряют в миллиметрах. Эта резьба не стандартизована и применяется сравнительно редко. Ее заменяют трапецеидальной – более удобной в изготовлении.





