

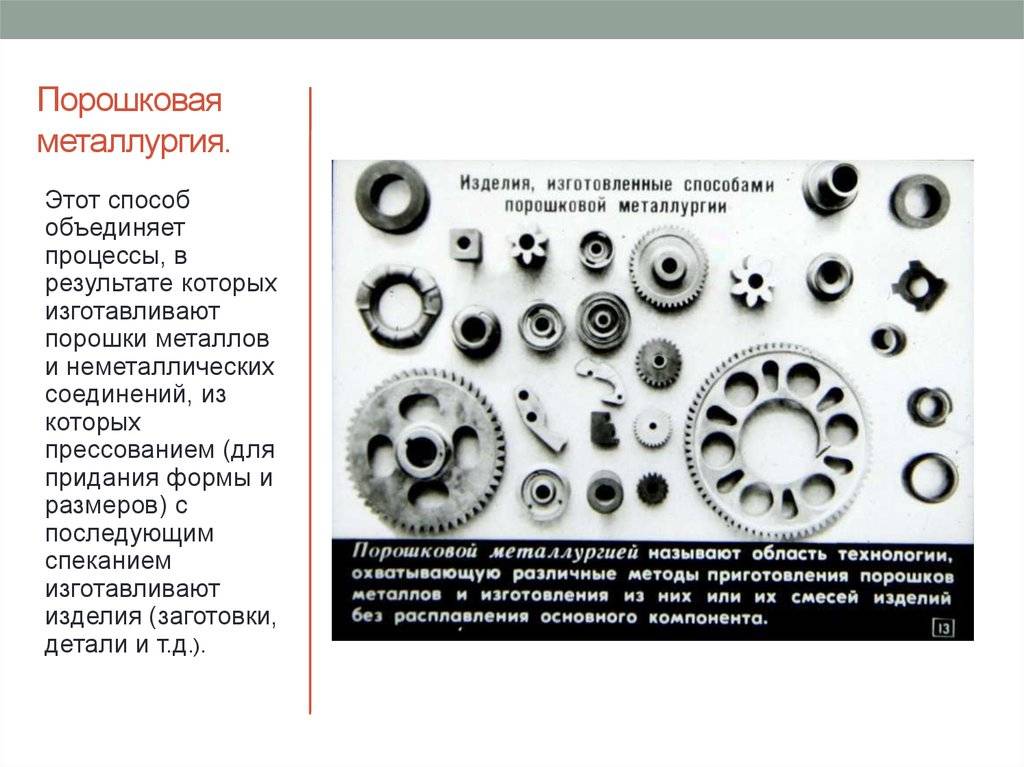
Виды изделий из порошковых композиционных материалов
Металлокерамические твердые сплавы. Эти сплавы применяют в виде пластинок к режущему инструменту и инструменту для буров при бурении горных пород, а также в виде фильер для волочения. Некоторые мелкие режущие инструменты (сверла, развертки, фрезы) изготовляют целиком из твердых сплавов.
Металлокерамические твердые сплавы очень тверды (82–92 HRA) и способны сохранять режущую способность до температур 1 000–1 100 °С. Основной составляющей таких сплавов являются карбиды вольфрама, титана, тантала. В качестве связующего применяют кобальт (см. раздел 1).
Антифрикционные и фрикционные изделия. Антифрикционные сплавы содержат дефицитные цветные металлы (олово, свинец, сурьма), кроме того, они не могут работать в условиях сухого трения, при большой скорости скольжения, в агрессивных средах и при температурах выше 350 °С.
Для изготовления подшипников скольжения, вкладышей, втулок, уплотнителей все более широкое применение находят спеченные антифрикционные материалы, которые могут работать в названных выше условиях. Эти материалы характеризуются также низким коэффициентом трения, высокой износоустойчивостью и хорошей прирабатываемостью. Относительная пористость этих материалов (18–25 %) обеспечивает необходимую впитываемость масла, для этого изделия обрабатывают в масляной ванне при температуре 100–120 °С.
Спеченными антифрикционными материалами являются железографит, железографит–медь, железо–медь, бронзографит.
Фрикционные спеченные материалы применяют для прокладок в тормозных дисках машин, для тормозных лент и колодок в самолетах, тракторах и т. д. В состав их входят медь, железо, олово, графит, кремний. Эти материалы выдерживают давление до 7 МПа и нагрев до температуры 550 °С.
Фильтры. Фильтры, спеченные из порошков металлов и металлоподобных соединений по сравнению с фильтрами из других материалов (бумаги, фибры, фетра, металлических сеток, фторопластовых и нейлоновых пористых материалов) имеют большие прочность и стабильность формы, теплостойкость и теплопроводность, а также способность регенерироваться в процессе работы. Различные фильтры задерживают частицы размером от 10 до 1 мкм.
Фильтры изготовляют из порошков железа, стали, бронзы, титана, они могут иметь форму лент, труб, стаканов.
Методами порошковой металлургии получают электроконтакты, магниты, а также детали из углеродистых, легированных сталей, чугунов и цветных сплавов, которые заменяют изделия, получаемые по традиционной технологии (литьем, обработкой давлением).
Получение спеченных изделий включает калибровку и термическую обработку.
Традиционно для получения деталей используют порошки с размерами частиц от 400 до 20 мкм. Для некоторых специальных изделий необходимы тонкие порошки с частицами от 2 до 0,1 мкм. Это обусловливает переход от механических способов получения порошков к химическим и электрохимическим методам (восстановление в газовой и жидкой фазах, электролиз).
Композитные материалы
Большое развитие порошковая индустрия получила с развитием высокотехнологичной техники, требующей изделий из композитных материалов. Отличие композитов от сплавов состоит в возможности получать прочные соединения разнородных металлических и неметаллических компонентов.
Выплавка традиционным способом в металлургических печах не создает растворов, например, вольфрама и меди. После возникновения композитных материалов эта проблема была решена.

Достигается такой результат обыкновенным смешиванием нужных компонентов, приданием формы на прессе с последующим спеканием.
Ядерное топливо также является композитным материалом.
§1. Технология изготовления изделий из порошков (порошковая металлургия)
В современном мире возникла необходимость создания изделий с особыми свойствами, которые невозможно получить с помощью известных технологий обработки материалов. Для решения этой задачи была создана порошковая металлургия.
Порошковая металлургия — технология получения металлических порошков и изготовления изделий из них (или их сочетаний с неметаллическими порошками).
Элементы порошковой металлургии существовали ещё в Египте в III в. до н. э., где из порошков золота создавали украшения нужной формы.
В настоящее время данная технология позволяет получать высокоточные изделия из комбинации материалов, которые не смешиваются в обычных условиях, причём эти изделия обладают заранее заданными человеком свойствами (механическими, магнитными и др.). Кроме того, можно создать изделие, имеющее очень сложную форму, которую нельзя получить никакими другими технологическими операциями.
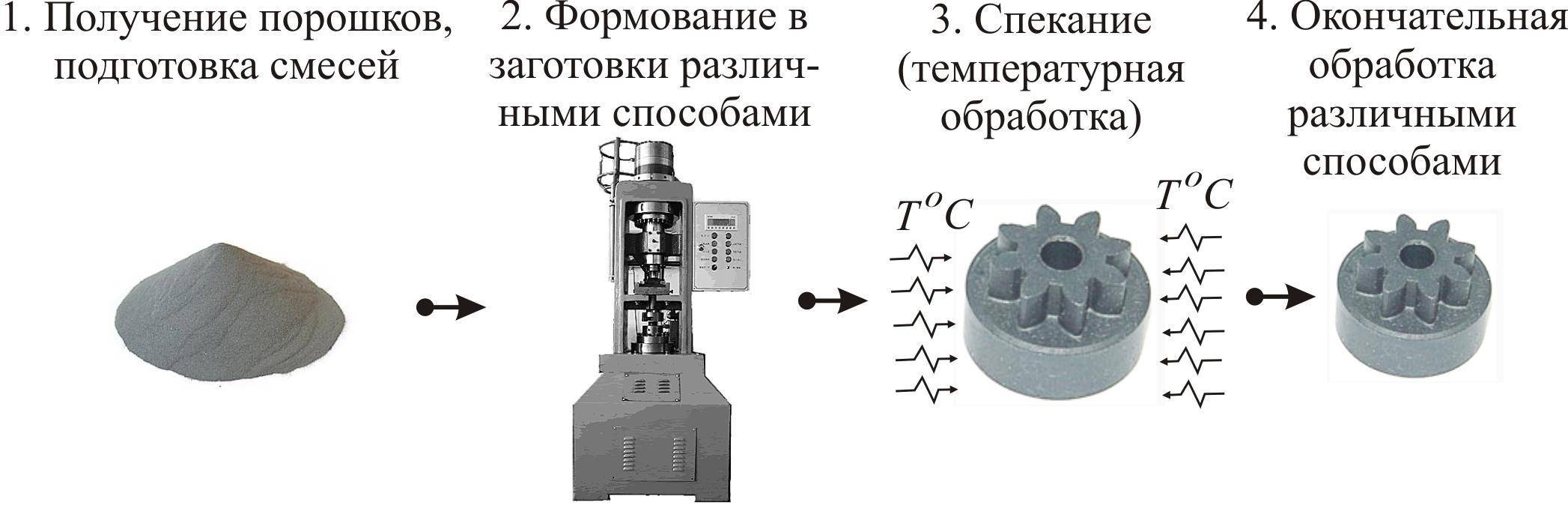
В общем виде технологический процесс порошковой металлургии состоит из четырёх основных этапов:
1) производство порошков: металлические порошки изготавливают измельчением металлов в специальных мельницах, распылением жидких металлов в среде газа, химическими методами и др.;
2) смешивание: порошки тщательно смешивают до получения однородной смеси;
3) формование: порошок засыпают в стальную пресс-форму, имеющую форму готовой детали, прессуют под большим давлением, в результате чего частички порошка плотно сцепляются друг с другом, и из формы достают готовую деталь;
4) спекание: спрессованные детали нагревают в печи при температуре ниже температуры плавления металла, после чего готовая деталь приобретает необходимую прочность и другие свойства.
Иногда применяют дополнительные операции: механическую, термическую или химическую обработку, пропитку смазками и др.
Широкое распространение получила металлокерамика — искусственный материал, представляющий собой соединение металлов (или сплавов) с неметаллами (керамикой). Металлокерамические изделия объединяют важные конструкционные и эксплуатационные свойства металлов и неметаллов. Твёрдые сплавы, полученные на этой основе, обладают повышенной прочностью и износостойкостью, благодаря чему их применяют для обработки металлов резанием (рис. 1), бурения горных пород и др.
Рис. 1. Пластины из твёрдого сплава, применяемые для обработки металлов резанием
Жаростойкость металлокерамики позволяет применять её в тормозных устройствах самолётов, автомобилей и других машин, так как при торможении выделяется много тепла.
Другим примером металлокерамики, полученной спеканием порошков из смеси металла (железа, бронзы и др.) и графита, могут служить пористые (имеющие мелкие отверстия — поры) самосмазывающиеся подшипники, хорошо удерживающие смазку (рис. 2). При изготовлении их пропитывают маслом, которое во время работы подшипников выдавливается из пор и смазывает трущиеся поверхности деталей. Такой же метод смазки применяют и в современных швейных машинах.


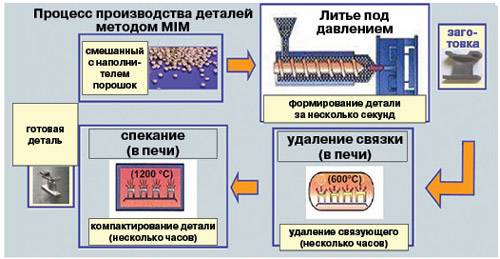



Рис. 2. Пористые бронзографитовые подшипники
Изделия порошковой металлургии сегодня используют в различных отраслях: ракетостроении, авиастроении, автомобилестроении, транспортном и химическом машиностроении, приборостроении, турбостроении, при строительстве ядерных реакторов и др.
В настоящее время созданы пористые металлические сплавы, способные изменять свою форму под действием температуры или магнитного поля.
Таким образом, порошковая металлургия позволяет создавать многофункциональные материалы, удовлетворяющие возрастающие потребности людей.
Запоминаем опорные понятия
Материал основной, вспомогательный, порошковая металлургия, металлокерамика.
Самостоятельная работа
Подготовка к образовательному путешествию (экскурсии). Выясните, выполнив поиск в Интернете и других источниках информации, какие предприятия вашего города (региона проживания) используют современные материалы и технологии их обработки. Выберите предприятие, на которое можно совершить экскурсию, чтобы ознакомиться с применяемыми на нем технологиями. Сохраните информацию в форме описания, фотографий и др.
Проверяем свои знания
1. Чем основной материал отличается от вспомогательного?
2. Что такое порошковая металлургия?
3. Где применяется металлокерамика?
§ 1§ 2
Какие изделия производят из металлических порошков
Технологические методы, позволяющие получать порошки, весьма многочисленны и разнообразны. Благодаря этому возможно изготовление изделий из металлических порошков, обладающих нужными свойствами и составом.
Технология порошковой металлургии дает возможность создавать новейшие композитные материалы, которые невозможно произвести иными способами. Порошковое покрытие металлических изделий позволяет экономно использовать материалы из-за их более низкого расходного коэффициента.
Без изделий из металлокерамических порошков сегодня не обходятся такие сферы промышленности, как приборо- и машиностроение, радиоэлектроника, изготовление инструментов, включая сверла, резцы.
На сегодняшний день изготовление металлопорошковых изделий автоматизировано, в связи с этим не требуется наличия на предприятии высококвалифицированных кадров. Эти факторы снижают себестоимость готовых металлических изделий.
Если пористость порошков находится в пределах нормы, то их коррозионная стойкость аналогична этому показателю у деталей, произведенных традиционными способами.
Изделия, изготовленные из металлических порошков, устойчивы к резким перепадам температур, что обуславливает сферу их использования.
Детали узлов трения.
Благодаря пористой структуре изделия из металлических порошков хорошо удерживают смазку.
Именно поэтому металлопорошковые материалы используются для производства деталей, подвергающихся повышенному трению в процессе эксплуатации (подшипников скольжения, направляющих втулок, вкладышей, щеток электродвигателей).
Поскольку порошковые подшипники имеют пористую структуру, их можно пропитать смазочными материалами. В дальнейшем смазка начнет выходить на поверхность подшипника и перейдет на соприкасающиеся детали. Подобные подшипники называют самосмазывающимися.
Они обладают следующими преимуществами:
- экономичностью (снижают расход смазки);
- износостойкостью;
- экономией на материалах (железо используется вместо дорогой бронзы и баббита).
Пористость изделий в процессе их изготовления можно усиливать путем добавления в металлические порошки графита, характеризующегося отличными смазывающими качествами. Подшипникам, в которых содержится высокий процент графита, смазка не требуется вовсе.
Композитные материалы.
Высокотехнологичные машины и аппаратура комплектуются деталями и элементами, изготовленными из композитных материалов. Развитие высоких технологий повлекло за собой активное развитие металлопорошкового производства. В отличие от сплавов, композитные материалы могут состоять из различных компонентов, как металлических, так и неметаллических.
При помощи традиционных способов металлообработки, к примеру, плавления в металлургических печах, нельзя получить соединения вольфрама и меди. Производство компонентных материалов помогает решить эту проблему.
Для того чтобы изготовить композитные материалы, нужные компоненты просто смешивают друг с другом, затем придают им необходимую форму при помощи пресса, после чего спекают.
Среди композитных материалов можно также отметить ядерное топливо.
Твердые сплавы.
Благодаря современным технологиям можно получать твердосплавные изделия за счет добавления в их состав карбидных включений. Не секрет, что чем выше содержание в металле углерода, тем более твердым он является.
Карбид повышает вязкость порошков, при этом не отражаясь на его прочностных характеристиках. Металлокерамические детали отличаются повышенной износостойкостью, поэтому именно из них изготавливают режущие инструменты, твердосплавные матрицы и пуансоны, при помощи которых выполняется листовая штамповка металлов.





Контактные материалы.
Металлические ферромагнитные порошки используются также для создания электроконтактных материалов, т. е. электрических контактов, без которых невозможен выпуск электронных и радиотехнических деталей.
Возможно использование металлических порошков и в других сферах.
Благодаря устойчивости к воздействию высоких температур, порошки оптимальны для производства различных тормозных механизмов. Для повышения жаростойких качеств в металлокерамику добавляют хром, никель и вольфрам.
Для производства абсолютного большинства современных магнитных изделий используются порошки из металла. За счет инновационных технологий железо можно соединять с разного рода силикатами.
Изделия из металлических порошков применяются для создания фильтрующих устройств для газов и горючих веществ.
Металлургия порошкового алюминия
Алюминиевые сплавы, которые создаются методами порошковой металлургии, предлагают значительные преимущества по сравнению с традиционными деформируемыми и литейными сплавами, а также обеспечивают экономичное производство изделий, которые не требуют или почти не требуют дальнейшей обработки. Однако для алюминия, как весьма реактивного металла, применение методов порошковой металлургии связано с определенными трудностями и проблемами и требует намного более пристального внимания по сравнению с традиционными порошковыми материалами на основе железа, меди или никеля .
Большинство традиционных алюминиевых порошковых материалов состоят из различных порошковых ингредиентов, которые смешиваются вместе в виде предварительной смеси («premix»), как показано на рисунке 2. Для изготовления изделия из порошкового металлического материала этот «премикс» сначала спрессовывается в компактную форму, которая близка или почти близка по размерам к готовому изделию. Эта форма затем спекается при повышенной температуре, что соединить частицы порошка друг с другом и может быть подвергнута другим технологическим операциям.
Изделия из алюминиевых порошковые сплавов также могут изготавливаться из смеси порошков или предварительно легированных порошков, как показано на рисунке 2. В этом случае применяется сфокусированный лазерный луч, который локально спекает или сплавляет тонкий слой порошка в заданных местах изделия. Этот процесс повторяется многократно. Эта технология называется «аддитивной» в том смысле, что изделие изготавливается путем путем добавления слоя за слоем.
Алюминиевые сплавы, которые получают путем классической технологии разливки в слитки, обычно оптимизируют путем тщательного выбора химического состава, легирующих элементов, методов изготовления и термической и термомеханической обработок. Однако возможности традиционной технологии производства алюминиевых сплавов по повышению механических, физических и химических свойств весьма ограничены из-за ее сложности и многостадийности. Такие возможности дают технологии порошковой металлургии алюминия.
Применение порошковой металлургии для производства алюминиевых сплавов имеет следующие преимущества:
- Благодаря быстрому охлаждению могут быть получены более рафинированные и гомогенные микроструктуры алюминиевых сплавов.
- Более широкий выбор химических составов сплавов делает возможным получение заданных свойств, таких как плотность, термическое расширение и т. п.
- Технология порошковой металлургии может обеспечивать практически точные размеры готовых изделий и более высокую термическую стабильность, а также повышенное сопротивление коррозии и высокие трибологические свойства.
Области применения продукции из порошкового алюминия
Большинство порошковых алюминиевых сплавов могут подразделяться на три основных области применения изделий и деталей:
- пониженная плотность;
- высокая прочность;
- высокая температура эксплуатации.
Снижение плотности достигается путем добавления лития. Известно, что некоторые промышленные алюминиево-литиевые сплавы (например, 2090 и 8090) производят классическим методом с выплавкой слитков. Однако методами порошковой металлургии достигают:
- сверхпереохлаждения за предел равновесной растворимости лития в алюминии
- повышения прочности путем дисперсного упрочнения очень мелкими частицами вторичной фазы.
Эти порошковые алюминиево-литиевые сплавы во многом способны заменить классические сплавы 2024 и 7075.
Высокопрочные сплавы производят:
методом сверхбыстрого затвердевания сплавов серии 7ххх с дополнительным легированием переходными элементами, таким как кобальт, цирконий или никель
механического легирования карбидами алюминия или оксидами алюминия чистого алюминия или сплавов алюминий-магний.
Эти сплавы предназначают для замены сплава 7075-Т6.
Сплавы для работы при повышенных температурах получают сверхбыстрым затвердеванием алюминиевых сплавов с добавками редкоземельных или переходных металлов путем механического легирования.
Несмотря на интересные технические возможности, фактический экономический интерес к порошковому алюминию в алюминиевой промышленности весьма незначительный. Главным барьером для широкого применения изделий из порошкового алюминия является их высокая стоимость – грубо в 1,5-2 раза больше, чем изделия из классических алюминиевых слитков. Это происходит из-за необходимости применения специального оборудования и мер безопасности при обращении с металлическими порошками.
Другим препятствием является малый размер заготовок, которые могут перерабатываться в изделия методами обработки металлов давлением, и ограниченная доступность. Определенным препятствием для применения компонентов из порошкового алюминия в критических несущих конструкциях из-за отсутствия надежных неразрушающих методов испытания для обнаружения малых пор или других дефектов. Промышленное применение изделий из порошкового алюминия в настоящее время в основном ограничивается :
- высокопрочными сплавами для деталей военных самолетов
- износостойкими сплавами для автомобильных двигателей
- сплавов с высоким модулем упругости для повышения жесткости деталей и изделий
- высокотемпературными сплавами для двигателей, а также фюзеляжей самолетов.
Этапы технологии порошковой металлургии
1. Получение порошков
– Механическое измельчение металлов в вихревых, вибрационных и шаровых мельницах (получение крупных (100 и более мкм) порошков неправильной формы); – распыление жидких металлов в воздух, либо в воду: его достоинства — возможность эффективной очистки расплава от многих примесей, высокая производительность; – получение порошков железа, меди, вольфрама, молибдена высокотемпературным восстановлением металла (обычно из окислов) углеродом или водородом; – электролитическое осаждение металлов; – термическая диссоциация летучих карбонилов металлов (карбонильный метод). Преимущества- получение мелкодисперсного (0-20 мкм) порошка железа правильной формы, с определёнными радиотехническими свойствами.
2. Формование порошков
Основной метод формования металлических порошков — прессование в пресс-формах из закалённой стали под давлением 200—1000 Мн/м2 на быстроходных автоматических прессах. Прессовки имеют форму, размеры и плотность, заданные с учётом изменения этих характеристик при спекании и последующих операциях. Возрастает значение таких новых методов холодного формования, как изостатическое прессование порошков под всесторонним давлением, прокатка и МIМ-технология.
3. Спекание порошков
Спекание проводят в защитной среде (водород; атмосфера, содержащая соединения углерода; вакуум; защитные засыпки) при температуре около 70—85% от абсолютной точки плавления, а для многокомпонентных сплавов — несколько выше температуры плавления наиболее легкоплавкого компонента. Защитная среда должна обеспечивать восстановление окислов, не допускать образования нежелательных загрязнений продукции, предотвращать выгорание отдельных компонентов (например, углерода в твёрдых сплавах), обеспечивать безопасность процесса спекания. Конструкция печей для спекания должна предусматривать проведение не только нагрева, но и охлаждения продукции в защитной среде. Цель спекания — получение готовых изделий с заданными плотностью, размерами и свойствами или полупродуктов с характеристиками, необходимыми для последующей обработки. Расширяется применение горячего прессования (спекания под давлением), в частности изостатического.
Порошковая металлургия
Из металлов и различных сплавов могут производиться порошковые составы. Они могут применяться самым различным образом для защиты заготовок и деталей. Порошковая металлургия – активно развивающаяся область, которая имеет огромное количество особенностей. Это направление металлургии появилось более ста лет назад.
Порошковая металлургия
Получение порошков
Для производства порошка могут применяться самые различные технологии, но их объединяют следующие моменты:
- Экономичность. В качестве сырья могут использоваться отходы металлургической промышленности. Примером назовем окалину, которая сегодня нигде не применяется. Кроме этого, могут применять и другие отходы.
- Высокая точность геометрических форм. Изделия, получаемые при применении рассматриваемой технологии порошковой металлургии, обладают точными геометрическими формами, последующая механическая обработка не требуется. Этот момент определяет относительно небольшое количество отходов.
- Высокая износостойкость поверхности. За счет мелкозернистой структуры получаемые изделия обладают повышенной твердостью и прочностью.
- Невысокая сложность технологий порошковой металлургии.
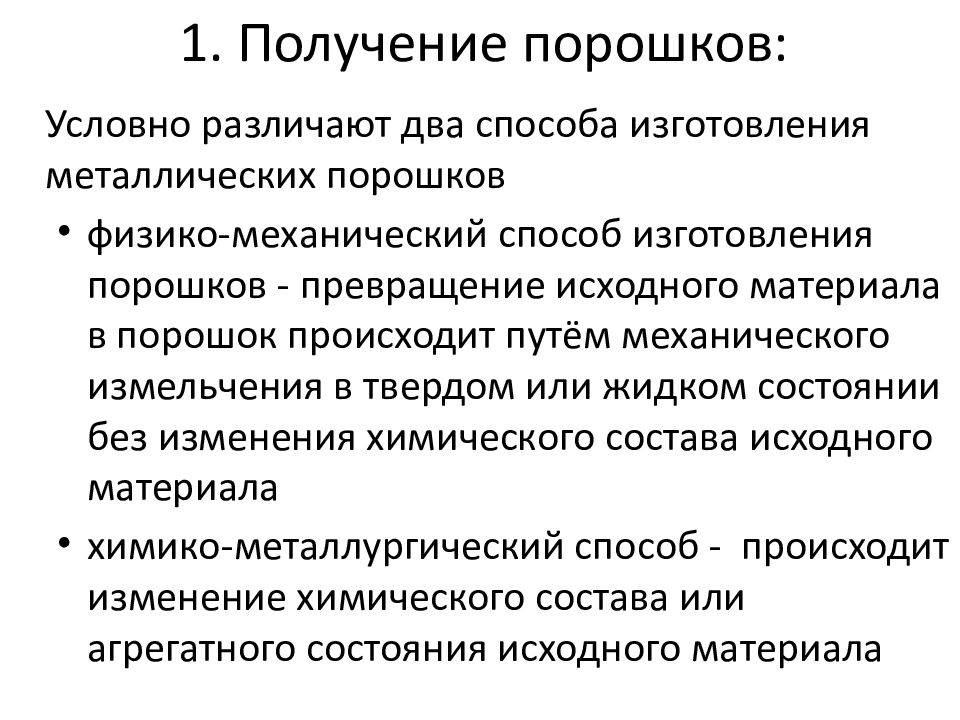
Рассматривая наиболее распространенные технологии порошковой металлургии отметим, что они делятся на две основные группы:
- Физико-механические методы заключаются в измельчении сырья, за счет чего размер частиц становится небольшим. Подобного рода процессы производства характеризуются комбинированием различной нагрузки, которая оказывает воздействие на сырье.
- Химико-металлургические методы используются для изменения фазового состояния применяемого сырья. Примером подобного производства можно назвать восстановление солей и окислов, а также других соединений металлов.
Металлический порошок
Кроме этого, выделим следующие особенности производства порошка:
- Шаровой способ предусматривает переработку металлических обрезков в шаровой мельнице. За счет тщательного дробления получается мелкозернистый порошок.
- Вихревой способ заключается в применении специальной мельницы, которая создает сильный воздушный поток. Столкновение крупных частиц становится причиной получения мелкого порошка.
- Применение дробилок. Нагрузка, которая создается при падении груза большой массы, приводит к измельчению материала. Ударная нагрузка воздействует с определенной периодичностью, за счет чего и происходит дробление состава.
- Распыление сырья в жидком виде под воздействием сжатого воздуха. После получения хрупкого состава, металл пропускается через специальное оборудование, которое перемалывает его для получения порошка.
- Электролиз – процесс восстановления металла из жидкого состава под воздействием электрического тока. За счет повышения показателя хрупкости сырье может быстро перемалываться в специальных дробилках. Данный метод обработки позволяет получить зерно дендритной формы.
Некоторые из приведенных выше технологий порошковой металлургии получили большое распространение в промышленности по причине высокой производительности и эффективности, другие сегодня практически не применяются из-за повышения стоимости получаемого сырья.
Компактирование
Порошковая металлургия также предусматривает проведение процедуры, которая основана на получении полуфабрикатов в виде прутков и лент. После прессования можно получить практически готовое к применению изделие.



К особенностям процесса компактирования можно отнести нижеприведенные моменты:
- В качестве сырья при проведении рассматриваемого процесса применяется сыпучее вещество.
- После прохождения компактирования сыпучий порошок становится компактным материалом с пористой структурой. Прочность получаемого изделия приобретается в ходе проведения других процессов обработки.
Преимущества порошковой металлургии
1. Возможность получения таких материалов, которые трудно или невозможно получать другими методами. К ним относятся:
– некоторые тугоплавкие металлы (вольфрам, тантал);
– сплавы и композиции на основе тугоплавких соединений (твёрдые сплавы на основе карбидов вольфрама, титана и др.): композиции и так называемые псевдосплавы металлов, не смешивающихся в расплавленном виде, в особенности при значительной разнице в температурах плавления (например, вольфрам — медь);
– композиции из металлов и неметаллов (медь — графит, железо — пластмасса, алюминий — окись алюминия и т.д.);
– пористые материалы (для подшипников, фильтров, уплотнений, теплообменников) и др.
2. Возможность получения некоторых материалов и изделий с более высокими технико-экономическими показателями. Порошковая металлургия позволяет экономить металл и значительно снижать себестоимость продукции (например, при изготовлении деталей литьём и обработкой резанием иногда до 60—80% металла теряется в литники, идёт в стружку и т.п.).
3. При использовании чистых исходных порошков (например, карбонильный метод) можно получить спечённые материалы с меньшим содержанием примесей и с более точным соответствием заданному составу, чем у обычных литых сплавов.
4. При одинаковом составе и плотности у спечённых материалов в связи с особенностью их структуры в ряде случаев свойства выше, чем у плавленых, в частности меньше сказывается неблагоприятное влияние предпочтительной ориентировки (текстуры), которая встречается у ряда литых металлов (например, бериллия) вследствие специфических условий затвердевания расплава. Большой недостаток некоторых литых сплавов (например, быстрорежущих сталей и некоторых жаропрочных сталей) — резкая неоднородность локального состава, вызванная ликвацией (процесса разделения первоначально однородного расплава при понижении температуры на две разные по составу несмешивающиеся жидкости) при затвердевании.
5. Размеры и форму структурных элементов спечённых материалов легче регулировать, и главное, можно получать такие типы взаимного расположения и формы зёрен, которые недостижимы для плавленого металла
Благодаря этим структурным особенностям спечённые металлы более термостойки, лучше переносят воздействие циклических колебаний температуры и напряжений, а также ядерного облучения, что очень важно для материалов новой техники





