

Особенности схемы плазмореза
Существуют разнообразные чертежи и видеоуроки изготовления сварочных плазморезов. Для получения правильного, а, главное, работающего агрегата, необходимы навыки и умение разбираться в схематическом материале и чертежах. Для переделки в самодельный плазморез уже имеющегося сварочного инвертора нужно в электросхему аппарата добавить осциллятор.
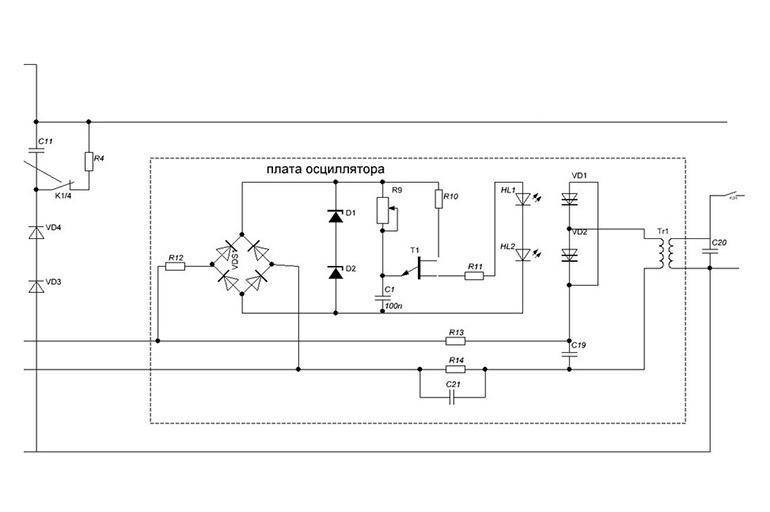
 Электрическая схема осциллятора
Электрическая схема осциллятора
Схема работает следующим образом:
 Схема плазмореза
Схема плазмореза
- На резаке расположена кнопка пуска, нажимая на которую, на секцию управления подводится напряжение.
- Реле обеспечивает подачу воздуха для прочистки плазмотрона, за пару секунд освобождая его камеру от конденсата.
- Осциллятор ионизирует область между соплом и электродом, вследствие чего загорается дуга.
- К изделию направляют плазмотрон и зажигается рабочая дуга.
- Реле геркона отключает сопло и поджиг.
Из чего состоит?

В комплекцию плазмотрона входят такие элементы: источник питания, специальная горелка для сварки, катод, а также кабель-пакеты.
Далее рассмотрим каждую составляющую более подробно.
Источник питания

Для первых сварочных плазменных аппаратов источником питания служил простой трансформатор. Он значительно утяжелял вес устройства, его габариты, поскольку был тяжелым и больших размеров.
В результате, плазменные аппараты для сварки прошлого поколения были очень массивными и тяжелыми, что существенно усложняло рабочий процесс.
Такой прорыв помог создать легкие и небольшие установки. Кроме того, они стали функциональнее в сравнении с первыми аналогами плазменных сварочных аппаратов.
Сейчас источники питания работают на транзисторах IGBT, производят горение дуги высокой стабильности и при помощи одной рукоятки позволяют быстро и четко настраивать сварочный ток.
Плазменные аппараты для профессионалов снабжают также такими функциями, как режим дежурной дуги при работе на малом токе или бесконтактное поджигание.
Сварочная горелка

Необходимым элементом для плазменной резки и сварки является сварочная горелка. Через нее подается защитный газ, формируется плазменная дуга, там же закрепляется катод.
Есть разные типы горелок, различаются они за своими функциональными возможностями и конструкциями. Обычно горелку выбирают в зависимости от мощности имеющегося плазменного сварочного аппарата.
Для ручного использования подойдут горелки малой и средней мощности. А на специальный роботизированный манипулятор закрепляют горелки для аппаратов с сильным током.
Катод

Этот элемент предназначен для передачи тока, при его изготовлении применяют различные материалы. Катоды из вольфрама или меди, легированные гафнием, применяют в устройствах, рассчитанных на домашнее или полупрофессиональное пользование.
Они считаются одними из более безвредных для здоровья сварщика.
Поэтому, для снижения негативного воздействия, советуем создать на рабочем месте мощные вентиляционные условия.
Кабель-пакет

Горелку следует прикрепить к плазменному сварочному аппарату. Кабель-пакет служит специально для этих целей. В его комплекцию входят два шланга, для подачи рабочего и защитного газа.
Также есть два шланга для подачи воды, кабели для пусковой искры, подачи тока и для цепи управления.
Называется кабель-пакет так из-за того, что все его составляющие расположены в большом шланге по типу «пакет».
Невзирая на такое изобилие содержимого этот кабель-пакет можно применять в работе не боясь сломать все компоненты, так как он очень хорошо гнется.
Принцип работы
Принцип работы такого оборудования чрезвычайно прост:
- Используемый источник тока, а в нашем случае это инвертор, вырабатывает напряжение и по кабелям подаёт его в плазмотрон.
- В плазмотроне находятся два электрода, между которыми и возбуждается высокотемпературная дуга.
- По специально закрученным каналам под высоким давлением в рабочую область с зажженной дугой подается поток воздуха или газ.
- К разрезаемому изделию предварительно подключается кабель массы, который замыкается на разрезаемую поверхность и обеспечивает возможность работы с металлом.
Источники постоянного тока
Технология плазменной резки неизменно потребует высокой мощности рабочего тока, показатели которого должны находиться на уровне полупрофессиональных и профессиональных инверторных сварочных аппаратов. Использовать в качестве источника тока трансформаторные сварочные аппараты не рекомендуется, так как подобные устройства отличаются громоздкими габаритами и неудобны в работе. А вот инвертор станет отличным выбором, так как такие устройства сочетают компактные габариты и обеспечивают качественный электроток.
Схемы и чертежи плазмореза своими руками отличаются простотой, при этом существенно сокращаются затраты на изготовление такого оборудования. Сделанный ручной компактный плазморез из сварочного инвертора сможет справиться с резкой металла, толщина листа которого будет достигать 30 мм. Если говорить о преимуществах таких домашних плазморезов, выполненных с использованием инвертора, то отметим следующее:
- Отсутствие искр металла.
- Гладкость кромок.
- Точность линий.
- Решены проблемы с перегревом.
Используемый источник тока должен соответствовать следующим требованиям:
- Питание от сети с напряжением 220 Вольт.
- Возможность работать с мощностью в 4 кВт.
- Показатель холостого хода должен составлять 220 Вольт.
- Диапазон регулировки силы тока находится в диапазоне 20−40 Ампер.










Конструкция плазмотрона
Плазмотрон является вторым по важности элементом резака для металла. Рассмотрим поподробнее конструкцию плазмотрона и принцип его работы
Состоит он из основного и вспомогательного электрода
Основной электрод выполняется из тугоплавких металлов, а вспомогательный, который имеет форму сопла, обычно делается из меди
Состоит он из основного и вспомогательного электрода. Основной электрод выполняется из тугоплавких металлов, а вспомогательный, который имеет форму сопла, обычно делается из меди.
В плазмотроне катодом является основной электрод из тугоплавкого металла, а медный электрод-сопло используется в качестве анода, что и позволяет обеспечить качественный электроток и высокотемпературную дугу для разрезания металла.
Выполненный плазмотрон отвечает за создание и поддержание дуги, которая располагается между обрабатываемой деталью и резаком. От формы и конструкции сопла будет зависеть толщина реза, а также температура, которая создается таким резаком. Используемое сопло может выполняться с полусферической или конической формой, обеспечивая рабочую температуру на уровне 30 000 градусов по Цельсию.
К плазмотрону подается рабочий газ из баллона, при этом используются специальные сверхпрочные газовые шланги, способные выдерживать повышенное давление. В каждом конкретном случае в зависимости от материала, с которым проводится работа, используемый газ, который необходим для разрезания металла, может отличаться.
Рабочий газ подается по специальным каналам, причём наличие у трубки подачи многочисленных витков позволяет обеспечить нужные завихрения воздуха, что, в свою очередь, гарантирует качественную разрезающую плазменную дугу, которая будет иметь правильную форму. Тем самым улучшается качество резки и сварки металла и минимизируется толщина шва.
Осциллятор
Особенностью плазморезов является тот факт, что для начала работы необходим предварительный поджиг дуги, лишь после этого в плазмотрон подается газ, создаётся необходимой температуры дуга и осуществляется разрезание металла. В качестве такого своеобразного стартера используется осциллятор, который и служит для предварительного поджига дуги. Схема выполнения осциллятора не представляет сложности.
В Интернете вы сможете найти функциональные и электрические схемы осцилляторов, выполнить которые не составит труда. Необходимо лишь использовать качественные электросхемы и конденсаторы, которые будут по своим параметрам подходить к генерируемому инвертором электротоку. В зависимости от своего типа такая горелка может включаться в схему питания плазмотрона последовательно или параллельно.
Внешний вид
Установка плазменной резки состоит из следующих частей:
- плазменный резак или плазмотрон, создающий поток плазмы;
- сварочный трансформатор, питающий плазмотрон;
- осциллятор или блок поджига дуги, подающий высокое напряжение в момент начала реза для формирования потока плазмы;
- компрессор для создания потока воздуха через плазмотрон;
- кабеля, соединяющие сварочный аппарат, плазменную горелку и разрезаемую деталь;
- шланги, по которым подается воздух или другой газ и, при необходимости, охлаждающая жидкость.
Плазменная головка внешне напоминает горелку для сварочного полуавтомата. К ней также подключаются кабеля и шланги, но из сопла вместо проволоки выходит поток плазмы, разогретой до 8000°С.
Сборка аппарата
После того, как все нужные элементы будут подготовлены, можно приступать к сборке плазмореза:
- подсоедините к инвертору шланг, через который будет осуществляться подача воздуха от компрессора;
- подсоедините к лицевой стороне инвертора шлангопакет и кабель массы;
- к шлангопакету подсоедините горелку (плазмотрон).
После сборки всех элементов можно приступать к испытаниям оборудования. Для этого подсоедините кабель массы к детали или металлическому столу, на котором она размещена. Включите компрессор и дождитесь, пока он накачает в ресивер необходимое количество воздуха. После автоматического отключения компрессора включите инвертор. Поднесите горелку вплотную к металлу и нажмите кнопку пуска, чтобы между электродом горелки и заготовкой возникла электрическая дуга. Она под воздействием кислорода превратится в поток плазмы, и начнется резка металла.
Особенности конструкции и использования аппаратов
Плазморезы марки Hypertherm являются абсолютно безопасными, а так же они чрезвычайно надежны. Рабочие зоны аппарата качественно защищены корпусом источника питания, а безопасная работа резчика обеспечивается устройством кабель-шлангового пакета.
Аппараты Hypertherm не имеют специфических требований к своей работе, тут они абсолютно просты. Это позволяет работать на них людям, у которых нет специального образования и квалификации. Необходимыми для эксплуатации Hypertherm являются компрессор и электроэнергия. Таким образом, полностью исключена необходимость использования взрывоопасных газов. Благодаря этому метод воздушно-плазменной резки считается самым безопасным по сравнению с другими методиками термической резки металлов. При правильном выборе аппарата и режима его работы процесс плазменной резки будет очень экономичным.
Некоторые из моделей аппаратов Hypertherm, имеют 100% продолжительность включения. Эта особенность предоставляет отличную возможность работать полную рабочую смену без остановок и перегревов. Кабель-шланговый пакет имеет самым оптимальным образом подобранную длину – она составляет 3 м, но она может быть увеличена, если на то есть желание клиента.
Компрессор
По инструкции использование компрессора подразумевает, что будет применяться кислород, либо инертный газ. На практике же чаще его подключают к баллонам, в которых – специальная смесь. Именно такая смесь обеспечивает сильный пучок плазмы при достойном охлаждении. Если жеплазморез используется в быту, то для экономии и простоты дела рекомендуют использовать простой компрессор. Эту составляющую вполне можно собрать своими силами, где роль ресивера будет выполнять обычный баллон. Компрессор же часто берут из холодильника, либо из машины ЗИЛ
Наиболее популярные в России аппараты плазменной сварки
 Это генератор электродуговой низкотемпературной плазмы, получаемой посредством разогрева паров рабочей жидкости к состоянию ионизации и предназначается для металловИсточник севпроект.рф
Это генератор электродуговой низкотемпературной плазмы, получаемой посредством разогрева паров рабочей жидкости к состоянию ионизации и предназначается для металловИсточник севпроект.рф
МППК (многофункциональный портативный плазменный комплекс) Горыныч рассчитан на выработку плазм из жидкости – воды или водно-спиртовой смеси, где пар выполняет защитную функцию. Такие агрегаты производят с силой тока 8,10 и 12 A и при этом они универсальны, то есть, Горыныч может, как резать, так и варить разные детали, но это не все. Задав необходимую мощность, аппарат можно использовать в качестве паяльной лампы, кузнечного горна и даже огнетушителя, если в качестве жидкости используется вода. МППК достаточно легок – масса плазмотрона с кабелем и шлангом не превышает 5,4 кг, а для его питания нужна обычная розетка ≈220±22 V и 50 A. Агрегат создает дугу прямой полярности с КПД не менее 80%.
 Являясь аппаратами нового поколения, обладая повышенным качеством, он более чем в 2,5 раза экономичней и в 5 раз легче используемых плазмотроновИсточник eduard-romanov.uaprom.net
Являясь аппаратами нового поколения, обладая повышенным качеством, он более чем в 2,5 раза экономичней и в 5 раз легче используемых плазмотроновИсточник eduard-romanov.uaprom.net
Если говорить о деньгах, Мультиплаз-15000 является самым выгодным плазменным сварочным аппаратом среди своих аналогов. Кроме того, такой агрегат можно назвать самым легким среди подобных, так, масса источника питания составляет 33 кг а вес плазмотрона вместе с кабелем и шлангом на 9 метров – 5 кг. Потребляемая мощность составляет 15 kW при входном напряжении 380±38 V, с частотой сети 50 A. Сварка функционирует в диапазоне тока от 20 до 100 A, расходует 480 л/мин сжатого воздуха и ее КПД составляет 85% – это позволяет разрезать лист стали толщиной до 50 мм. Безусловно, Мультиплаз-15000 больше подходит для промышленных предприятий и автомастерских, но его также покупают для бытового применения.
 Для сварки применяется инверторная схема, позволяющая получать стабильный ток независимо от колебаний напряжения в питающей сетиИсточник generatorvolt.ru
Для сварки применяется инверторная схема, позволяющая получать стабильный ток независимо от колебаний напряжения в питающей сетиИсточник generatorvolt.ru
В Российской Федерации достаточно популярной является модель плазменной сварки Плазариум SP3, представляющая собой компактный и надежный в работе электроприбор. Агрегат работает от сети ≈220±22 V с частотой 50 A и потребляет 2,64 kW, имеет ступенчатую программируемую регулировку от 1 до 12 A. Плазариум SP3 предназначен в основном для резки и сварки металлических деталей малой толщины и пользуется достаточной популярностью. Примечательно, что масса горелки нетто составляет всего 600 г, а длина кабеля 2 м, и это очень удобно для тех же автомастерских или любых станций техобслуживания. Еще можно отметить, что данное устройство соответствует всем нынешним требованиям правил техники безопасности, включая пожарную защиту.










Ремонт автомобиля (плазменная сварка).
Практическая реализация
Принципиальная схема плазменного сварочного аппарата.
Часто при кустарном изготовлении плазменного сварочного аппарата сопло вытачивают из меди. При отсутствии альтернативы такой вариант возможен, но сопло становится расходным материалом даже при прохождении через него только дежурного тока. Его придется часто менять. Если удастся достать небольшой кусочек кругляка из молибдена или тантала, лучше сопло изготовить из них. Тогда можно будет ограничиваться периодической чисткой.
Размер центрального отверстия в сопле подбирают опытным путем. Начинать нужно с диаметра 0,5 мм и постепенно растачивать его до 2 мм, пока поток плазмы не станет удовлетворительным.
Сопло вкручивается в полую рубашку охлаждения, которая через фторопластовый изолятор соединяется с держателем центрального электрода. В рубашке охлаждения циркулирует охлаждающая жидкость. В качестве таковой в теплое время года можно использовать дистиллированную воду, зимой лучше антифриз.
Схема блока управления плазменного сварочного аппарата.
Рубашка охлаждения представляет собой 2 полые медные трубки. Внутренняя диаметром и длиной около 20 мм располагается на переднем конце внешней трубки с диаметром около 50 мм и длиной порядка 80 мм. Пространство между торцами внутренней трубки и стенками наружной запаивают тонкой листовой медью. В рубашку с помощью газовой горелки впаивают медные трубки диаметром 8 мм. По ним поступает и отводится охлаждающая жидкость. Кроме того, к рубашке охлаждения нужно припаять клемму для подачи положительного заряда.
Во внутренней трубке делают резьбу, в которую вкручивают съемное сопло из термостойких материалов. На выдвинутом конце наружной трубки также нарезают внутреннюю резьбу. В нее вкручивается изолирующее кольцо из фторопласта. В кольцо вкручивается держатель центрального электрода.
Через стенку наружной трубки в пространство между рубашкой охлаждения и фторопластовым изолятором впаивается трубка подачи аргона такого же диаметра, как для охлаждения.
По рубашке охлаждения циркулирует жидкость из бачка стеклоочистителя. Питание на насос его электродвигателя подается через отдельный выпрямитель на 12 В. Выход для подачи на бачке уже есть, возврат жидкости можно врезать через стенку или крышку бачка. Для этого в крышке сверлится отверстие и вставляется отрезок трубки через гермоввод. Резиновые шланги циркуляции жидкости и подачи аргона соединяются со своими трубками хомутами.
Схема плазменного наплавления порошка.
Положительный заряд берется от основного источника питания. Для ограничения тока через поверхность сопла подбирается подходящий электронный балласт. Подаваемый электрический ток должен иметь постоянное значение в районе 5-7 А. Оптимальная величина тока подбирается экспериментально. Это должен быть минимальный ток, который обеспечивает устойчивое горение дежурной дуги.
Возбуждение дежурной дуги между соплом и вольфрамовым катодом может осуществляться одним из двух способов. Встроенным в сварочный аппарат осциллятором или при его отсутствии контактным способом. Второй вариант требует усложнения конструкции плазменной горелки. Держатель центрального электрода при контактном возбуждении делают подпружиненным относительно сопла.
При нажатии на резиновую кнопку штока, соединенного с держателем электрода, острый конец центрального вольфрамового катода контактирует с конусной поверхностью штока. При коротком замыкании в точке контакта резко повышается температура, что позволяет возбудить дугу при отведении пружиной катода от анода. Контакт должен быть очень кратковременным, иначе поверхность сопла пригорит.
Возбуждение тока высокочастотным осциллятором предпочтительнее для долговечности конструкции. Но его приобретение или даже изготовление делает самодельный сварочный аппарат для плазменной сварки нерентабельным.
При работе положительный вывод сварочного аппарата соединяется с деталью без балласта. Когда сопло оказывается на расстоянии несколько миллиметров от заготовки, электрический ток переключается с сопла на деталь. Его значение вырастает до выставленного на сварочном аппарате, а образование из аргона плазмы интенсифицируется. Регулируя подачу аргона и сварочный ток, можно добиться необходимой интенсивности течения плазмы из сопла.
Резак на основе трансформатора
Как и другие компоненты системы, источник питания собирают или дорабатывают своими руками. Подробная инструкция помогает легко справиться с этой задачей.
Схема устройства
В электрическую цепь аппарата входят такие узлы:
- сварочный трансформатор с выпрямителем;
- пусковое реле;
- осциллятор;
- резистор, понижающий напряжение вспомогательной дуги;
- кнопка запуска;
- контактор, деактивирующий изначальную дугу;
- компрессор с элементами управления.
На правильно составленной схеме должны отображаться все элементы вне зависимости от мест их расположения.
Какие детали будут необходимы
Помимо сварочного инвертора, для создания аппарата потребуются:
- Держатель со сменным стержнем. При силе тока до 100 А и толщине обрабатываемой детали до 5 см элемент изготавливают из меди. Держатель более мощного агрегата снабжают каналами для жидкостного охлаждения. Для розжига дуги оставляют расстояние в 2 мм между соплом и электродом. Главный стержень делают подвижным.
- Изолятор из фторопласта. По причине быстрого износа деталь является сменной.
- Корпус с соплом.
- Кабели: силовой и для розжига дежурной дуги.
- Шланги. В аппаратах с жидкостным охлаждением неизолированный провод находится в трубке, подающей воду к горелке. Также потребуется отдельный шланг для вывода газа в сопло.
Рекомендуем к прочтению Особенности настройки сварочной маски Хамелеон
Сборка плазменного резака
Работу начинают с переделки сварочного трансформатора. Количество витков обмотки выбирают с учетом будущих характеристик оборудования и разрезаемых деталей.
При толщине листа до 1,2 см, силе тока 50 А и напряжении холостого хода 20 В устанавливают такие значения:
- сечение сердечника – 107 мм²;
- число витков первичной обмотки – 225, вторичной – 205.

После переделки трансформатора подсоединяют другие элементы:
- Компрессор производительностью 140-190 л в минуту. Давление, создаваемое агрегатом, должно составлять более 4,5 бара.
- Кабели и шланги для объединения компонентов. Сечение питающего провода зависит от мощности плазмореза. При силе тока 50 А оно составляет 6 мм². Сечение провода для дежурной дуги – 1,5 мм². Рекомендованный диаметр воздушного шланга – 1 см.
- Осциллятор. При создании плазмореза из трансформатора в качестве этого блока можно использовать автомобильную систему электронного зажигания.
Воздушный шланг соединяют с отводом компрессора. Провод клавиши пуска подключают к управляющему блоку.
Особенности использования
При работе с резаком из трансформатора от сварочного полуавтомата тщательно соблюдают правила безопасности, что объясняется воздействием следующих вредных факторов:
- Брызг расплава. Под влиянием плазмы металл нагревается до экстремальной температуры. Воздушный поток выдувает его из линии разреза. Попадание брызг на некоторые материалы приводит к их возгоранию. Контакт расплава с кожей человека приводит к глубоким ожогам. Поэтому плазменную струю направляют в противоположную от сварщика и легковоспламеняющихся материалов сторону.
- Запыленности и загрязненности воздуха вредными газами. Металл при плазменной резке начинает гореть. Дым опасен для органов дыхания человека. Поэтому над рабочим столом устанавливают вытяжку. Мастер надевает респиратор.
- Яркого света. Плазмотрон является мощным генератором ультрафиолетового излучения, вызывающего ожог сетчатки глаза. Поэтому резчик надевает защитную маску, оборудует рабочую зону передвижным щитом.
- Температуры. Края полученных заготовок длительное время сохраняют тепло. Прикасаться к ним можно только в рукавицах после остывания деталей.
Особенности плазменной сварки
Теплогенерирующие параметры плазмы гораздо выше, чем у других сварочных методов. Чтобы контролировать режим разогрева, нужен охлаждающий контур – циркулирующая по нему вода отводит избыточное тепло, из-за этого большие энергопотери. Основные расходные материалы – сопло (горелка выходит из строя при перегреве), тугоплавкие вольфрамовые электроды. Для производства плазменного оборудования нужны огнеупорные материалы, поэтому стоимость сварочных аппаратов в разы выше, чем для электродуговой или аргоновой сварки.









Технологические сложности не пугают, плазменная сварка нередко применяется в промышленности, особенно, если нужны качественные соединения. Ровные швы не нужно зашлифовывать. Метод применим для алюминия и других сложных сплавов.
Рекомендации специалистов
Учитывая то, что принцип работы плазмореза основан на использовании газа, то стоит заранее позаботиться о наличии запасных прокладок, которые используются при подключении шлангов
Особенно это важно, если агрегат постоянно разбирается и перевозится. Элементарная нехватка данного элемента может остановить всю работу
Также очень важно иметь запасное сопло для резака
Эта деталь при длительном использовании выходит из строя чаще всего, поскольку на нее воздействуют высокие температуры и быстрое охлаждение
Важно помнить, что инверторы от сварочных аппаратов могут стоить довольно дорого, и цена вопроса зависит от его мощности. Поэтому, прежде чем его приобретать, стоит определиться с выходными характеристиками и потребностями, для которых и создается устройство
Это поможет значительно сэкономить и получить агрегат, идеально подходящий для конкретных работ. Для работы подобным инструментом потребуется приобрести специальные электроды из тугоплавких металлов. Лучше всего для этих целей подойдут материалы из тория, гафния, циркония или бериллия. Однако при этом стоит помнить, что некоторые металлы при нагреве выделяют вредные вещества и могут нанести вред сварщику. Например, торий очень токсичен, а бериллий образует радиоактивные оксиды. Именно поэтому проще и безопаснее использовать гафний. Важно помнить, что рабочая температура плазмы в таких агрегатах достигает 30 000 градусов. Поэтому при работе необходимо строго соблюдать правила безопасности, чтобы не нанести вред себе или окружающим или не стать причиной возникновения возгорания. Именно поэтому к работе с таким инструментом допускают только квалифицированных специалистов. При работе нельзя нарушать вихревой воздушный поток. В противном случае может образоваться две дуги, что полностью выведет устройство из строя. Учитывая это, специалисты предпочитают использовать именно заводские резаки, считая, что лучше потратиться один раз, чем постоянно заниматься ремонтом самого инвертора. При выполнении однотипной работы можно внести в устройство определенные модификации. Например, некоторые мастера изготавливают специальный защитный кожух для руки или дорабатывают сопло. Однако стоит помнить, что все эти дополнения не должны отразиться на самом процессе работы оборудования и не должны нарушать правила безопасности.
Преимущества и недостатки
Основные позитивные моменты плазменного метода:
- доступность – плазмотроном дополняют имеющееся базовое сварочное оборудование;
- из-за высокой температуры в рабочей зоне, под защитной атмосферой образуются однородные по структуре соединения;
- глубина провара контролируется;
- скорость образования швов высокая, снижается объем трудозатрат;
- универсальность – метод применим для любых сплавов, можно варить и резать металл, проводить наплавку порошков.
Минусы:
- стоимость оборудования и работ высокая;
- сложность технологического процесса, необходимы определенные знания и навыки, спецподготовка;
- плазмотрон требует дополнительного ухода, чистки, замены горелки и электрода;
- необходим подвод плазмообразующего газа в плазмотрон;
- нужно охлаждение плазмотрона, чтобы он не выходил из строя;
- большие энергопотери.
Плазменная сварка чаще применяется в промышленных объемах, для индивидуальных работ этот метод слишком затратен.
Особенности маркировки плазморезов
Выпускаемые промышленными предприятиями плазморезы можно разделить на 2 категории:
- агрегаты машинной резки;
- ручные.
- ММА – аппарат предназначен для дуговой сварки с помощью индивидуального электрода;
- CUT – аппарат (плазморез) используется для разделки металла;
- TIQ – аппарат применяется для работ, где необходима аргонная сварка.
Производственные предприятия выпускают оборудование для резки металла:
- Профи CUT 40 (горелка РТ-31, допустимая толщина реза – 16 мм, расход воздушно-газовой смеси– 140 л/мин, ресивер объемом 50 л);
- Профи CUT 60 (горелка Р-80, допустимая толщина реза заготовки – 20 мм, расход воздушно-газовой смеси – 170 л/мин.);
- Профи CUT 80 (горелка Р. – 80, допустимая толщина реза заготовки – 30 мм, расход воздушно-газовой смеси – 190 л/мин.);
- Профи CUT 100 (горелка А-101, допустимая толщина реза заготовки – 40 мм, расход воздушно-газовой смеси – 200 л/мин.), ресивер объемом 100 л.
Применяемые электроды
Электроды занимают значимое место в сборке инверторного плазмореза. В плазмотрон нужно подобрать специальный электрод из соответствующего материала. В этих целях применяют детали из следующих тугоплавких веществ:
- Бериллий.
- Цирконий.
- Торий.
- Гафний.



Эти электроды отличаются способностью создания тугоплавкой пленки оксида во время нагрева, что защищает инструменты от повреждений и повышает уровень предохранения. Если выбирать между этими материалами, то для сварки в бытовых условиях оптимально остановиться на гафниевых и циркониевых электродах, потому что два других элемента вырабатывают токсичные испарения.





