

Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
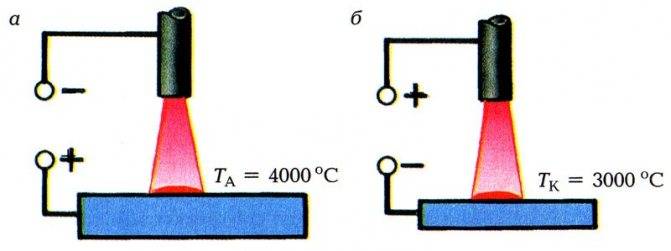
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
 Прямая и обратная полярность.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Возможные варианты электропечей для сушки и прокалки сварочных электродов
Термообработка электродов может производиться в различных, по конструкции, устройствах и размерах, а иногда и даже по режимам.
Пеналы-термосы
Сохраняют температуру электродов без внешнего подогрева. Данные термосы, по сути, являются лотком с наружной теплоизоляцией,
где электроды медленно остывают. Данные устройства хоть и применяются, но не являются термическим оборудованием.
По сути, это контейнеры для краткосрочного хранения. Электроды необходимо предварительно нагреть в другом устройстве.
Термопеналы
Это наиболее простое и популярное устройство для сушки электродов.
Термопенал представляет собой лоток с теплоизоляцией и встроенным нагревателем.
Компактные формы позволяют их размещать непосредственно на сварочном посту.
Питание нагревателя подразумевается от стандартного напряжения 220В.
Вместительность отсека не превышает 10кг, а температура нагрева, как правило, не превышает 180°С.
Шкаф для сушки и прокалки электродов
Данные изделия являются уже стационарными, рассчитанными на большую загрузку.
Шкафы имеют распашные двери, конвекционный нагрев с применением встроенного вентилятора. Электронное регулирование нагревом с цифровой индикацией температур.
Нагрев выполняется ТЭНами, размещёнными в конвекционных каналах. Электроды размещают в съёмных перфорированных лотках,
которые можно доставать по мере необходимости. Термообработка производится с принудительной конвекцией, за счёт вентилятора и наличия
потокообразующих экранов. Продувка обеспечивается динамическими потоками конвекционного вентилятора с регулировкой объёма вентилями или задвижками.
Напряжения питания 380 В. Предлагаемые шкафы полностью соответствуют требованиям руководящего документа РД5.90.2346-85.
Прокалка флюса
Флюс представляет собой мелкодисперсный сухой и хорошо сыпучий порошок на основе оксида алюминия. Флюсы по своей природе очень гигроскопичны и активно впитывают влагу.
Поэтому их периодически прокаливают и держат при высокой температуре или при пониженной влажности.
Прокалка заключается в нагреве и выдержки материала в специальной печи до рекомендуемых температур для конкретной марки. Времени выдержки должно быть достаточно, чтобы флюс
прогрелся в глубину, а флюс является своеобразным теплоизолятором. При высокой температуре влага испаряется, возгоняется и выводится через патрубок в верхней части муфеля.
Наибольшее распространение получили шахтные муфельные электропечи. Шахтные печи удобно загружать, например, скиповым подъёмником
и разгружать в цеховую тару дозирующим шибером.
Нагрев может быть прямым, когда ТЭНы выведены в рабочее пространство
и непосредственно соприкасаются с прокаливаемым материалом. Такие конструкции ограничены ограниченной температурой применения ТЭНа. Как правило, печи с нагревом от ТЭНов не превышают 500°С.
Печи на более высокие температуры уже применяют с косвенным нагревом например, через стенку муфеля от проволочных электронагревателей, размещённых по периметру шахты.
Мощность и объём может варьироваться от задачи.
Сушка и прокалка сварочных материалов являются важными и ответственными процессами, без которых трудно будет достичь хороших результатов.
В зависимости от производительности, сварочный участок может потреблять различные по назначению и разнообразию материалы. Первым и основным фактором при выборе печей является
температура, до которой необходимо нагревать.
Вторым, не менее важным фактором, является рабочий объём или масса одновременно загружаемых материалов. Этот показатель напрямую зависит от производительности.

Третьим фактором является установленная мощность. Как правило, мощности печей пропорциональны рабочим объёмам и редко оказываются избыточными или недостаточными.
Фактор мобильности актуален для небольших конструкций сушилок электродов и не имеет альтернатив. Напряжение питания, унифицированное для всех отечественных электропечей.
На рынке широко представлено оборудование для термообработки сварочных материалов под стандартные задачи. Мы также широко производим как серийно применяемое оборудование,
так и специальное, под узкие задачи.
Печи для прокалки электродов – популярные модели
Электронагревательные печи ЭПСЭ предназначаются для прокаливания и просушки сварочных электродов при температурах от 100 до 400 градусов по Цельсию. Последние модели печей оборудованы электронными блоками управления с цифровыми индикаторами, которые позволяют отслеживать оставшееся время прокалки (сушки) и текущую температуру.Повышенный эксплуатационный ресурс, достигнут благодаря применению трубчатых электронагревателей (ТЭН) вместо нихромовой проволоки, которые обладают большим сроком службы и при ремонте легко меняются.
ЭПСЭ-10/400
Наиболее популярной моделью из серии электродных печей ЭПСЭ является модель ЭПСЭ-10/400. ЭПСЭ-10/400 – печка для электродов электронагревательного типа, используется для сушки и прокалки. В ходе термообработки поддерживается автоматическое поддержание температуры в границах 100-400 градусов. Модель оснащена блоком управления с терморегулятором для настройки параметров.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 720 мм. х 265 мм.
- Время разогрева до номинальной температуры с полной загрузкой – 100 мин.
ЭПСЭ-50/400
Печи для сушки электродов ЭПСЭ-50/400 имеют близкую к максимальной загрузку в 50 кг. (для мобильных устройств). Это позволяет использовать агрегат для прокалки материалов как в стационарных условиях, так и при выезде сварщика на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 50 кг.
- Вес – 40 кг.
- Напряжение – 220 В.
- Мощность – 250 Вт/ч.
- Габариты – 605 мм. х 470 мм. х 680 мм.
ПСПЭ-10/400
ПСПЭ-10/400 – печь предназначена для прокаливания электродов при температуре от 100 до 400 градусов. Модель обладает компактными размерами, оснащена ручным терморегулятором и двумя ТЭНами. Внутри прибора расположены две выдвижные полки, на каждую из которых можно расположить по 5 кг. материалов. Небольшие параметры печи позволяет сварщикам брать аппарат с собой на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 710 мм. х 305 мм.
Видео
СШО 3,2.3,2.5/4,0
СШО 3,2.3,2.5/4,0 – печь для сушки и прокалки электродов при температуре до 400 градусов.
Основные технические характеристики:
- Масса загружаемых электродов – максимум 90 кг.
- Вес – 80 кг.
- Напряжение – 220 или 380 В.
- Мощность – 600 Вт/ч.
- Габариты – 765 мм. х 640 мм. х 850 мм.
HydroGuard Bench 240
HydroGuard Bench 240 – печь для прокалки электродов, работает в диапазоне температур от 38 до 288 градусов, оснащена терморегулятором. Круглая форма агрегата гарантирует правильную циркуляцию воздуха. Полки внутри прибора съемные, это позволяет использовать печь для нагревания рабочих изделий.
Основные технические характеристики:
- Масса загружаемых электродов – 159 кг.
- Напряжение – 240/480 В.
- Два нагревательных элемента суммарной мощностью 1000 Вт.
Радуга-34
Печь для прокалки электродов «Радуга-34» устроена по модульному принципу и состоит из пяти пятиметровых модулей, которые одновременно являются зонами температурного нагрева. Контроль температуры осуществляется с точностью до одного градуса при помощи термопары.










Основные технические характеристики:
- Масса загружаемых электродов – 2 тонны электродов диаметром 4 мм. за 7 часов работы.
- Габариты печи – 27000 мм. х 920 мм. х 1200 мм.
- Длина нагревательной камеры, ориентировочно – 25500 мм.
- Количество управляемых зон нагрева – 12 ( 6 – сверху, 6 – снизу).
- Максимальная температура нагрева изделия – 450 °С.
- Каждая зона нагрева имеет щелевидную трубу для удаления влаги.
- Ширина туннеля нагревательной камеры – 540 мм.
- Максимальная потребляемая мощность – 23500 Вт.
- Средняя потребляемая мощность – 6000 Вт.
- Тип конвейера составной (тефлоновая лента + сетка).
Где применяются?
Главная отличительная особенность угольных расходников – их универсальность. Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Природа металлов также допускается практически любая:
Сталь
Могут быть сплавы любого направления: нержавеющая сталь, сплавы с низким содержанием углерода, низколегированные или высоколегированнее марки и т.д.
Цветные металлы
Здесь тоже нужна заточка кончика расходника, угол в данном случае 30°. Понимающие и опытные сварщики предпочитают для сварки капризных цветных металлов угольные модели, а не традиционную пайку. Делается это из-за более высокого качества соединения – его прочности прежде всего.
Дополнительным преимуществом является экономия времени: сварка угольным электродом требует намного меньше, чем на манипуляции паяльником и припоем с кислотой.
Угольный электрод чаще применятся в промышленных сварочных работах на автоматическом оборудовании. Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Если процесс идет на промышленном производстве, там применяются специальные соленоиды мощного калибра для формирования магнитного поля для компенсации. Если же сварка ручная, соленоиды применить невозможно.
Частичная стабилизация дуги может быть достигнута разве что флюсовыми пастами, нанесёнными вдоль линии шва или реза.
Главный источник питания – постоянный ток с подключением прямой полярности, когда плюсовой полюс приходится на заготовке, а минусовой – на угольном стержне. Сила тока нужна не бог весть какая, чтобы сформировать дугу длиной, к примеру, в пять сантиметров, вполне хватит 5 А.
Если же полярность подключена неправильно – по обратному типу, электрод сразу же целиком перегреется – по всей длине, в результате чего угольная масса выгорает и снижается качество сварочного процесса.
Значительным преимуществом угольных расходников – отсутствие весьма неприятного явления в сварке – прилипания стержня к свариваемой поверхности заготовки. Это происходит благодаря низкой скорости выгорания массы расходника.
Прилипание не происходит даже при нарушениях технологии сварки, что при других методах мгновенно приводит к этой беде. Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Научившись работе с данными электродами, можно приступить к методам сварки посложнее, чтобы освоить навыки избегания прилипания электродов.
Устройство
Конструктивно печи под прокалку выполняются шахтного типа с герметичным муфелем. Камера нагрева формируется внутри стального каркаса, в форме шестигранной вертикальной шахты. В каркасе есть проёмом в подине для размещения сыпной воронки. Сверху корпус перекрывает опорный лист для фиксации муфеля. В листе имеется прорезь для выхода трубки отвода паров.

Изнутри каркас футеруется волокнистой теплоизоляцией с гребёнками под фиксацию нагревателей. Подина обкладывается плотными и теплоизоляционными кирпичами с волокнистыми прослойками. Современная гибкая футеровка по минимуму аккумулирует тепло и весьма экономична при циклических видах нагрузки, таких как нагрев и охлаждение.
Нагреватели продеваются через керамические трубки, которые по краям фиксируются в гребёнках и не касаются теплоизоляции. Спирали выполнены из проволоки сплава «Суперфехраль» увеличенного сечения, для проведения длительных циклов выдержки при высокой температуре за счёт снижения подводимого напряжения. Как правило, подобные исполнения выполняются с одной регулируемой зоной и коммутацией нагревателей в звезду.
В качестве опции допускается установить дополнительные термопары, чтобы соответствовать всем требованиям руководства РД 5.90.2346-85.
Непосредственно термообработка производится в герметичном муфеле, который снизу соединён с поворотной задвижной, которая размещена в камере нагрева, а ниже со ссыпной воронкой. Сверху реторта имеет опорный фланец, он же служит и для уплотнения с крышкой. На уровне выше засыпки и ниже крышки приварена трубка отвода паров и возгонов. Патрубок выводится в холодную зону для присоединения к вытяжной вентиляции. По периметру фланца фиксируется выступающее термостойкое шнуровое уплотнение.
Крышка локализует температурное поле в зоне шахты и обеспечивает газовое уплотнение пространства муфеля. Состоит из сварного короба шестигранной формы. Внутрь короба укладывается волокнистая теплоизоляция, а снизу шпильками крепятся несколько слоев плит ШВП, для захода в муфель. Выступающие вниз плиты защищает диск из жаропрочной стали.
Подъём и откат крышки механизированы, она подвешивается цепями на специальной откатной раме. Сначала поднимается, выше фланца, а затем откатывается в сторону, освобождая загрузочный проём. Подъём осуществляется мотор-редуктором по двум вертикальным направляющим до срабатывания конечного выключателя. После подъёма откатная рама, вместе с крышкой, по рельсовым направляющим перемещается в сторону, противоположную от загрузочного устройства.
Система управления печью и загрузочным механизмом, а также силовая часть монтируется в электрическом шкафу, который соединён с потребителями электропроводами. На лицевой стороне шкафа отражена схема размещения основных устройств и кнопок включения. В качестве опции, предлагается пульт беспроводного регулирования приводами. Местонахождение крышки и скипа, в конкретный момент, отображается световыми индикаторами положения.
На лицевую панель, выведен терморегулятор марки «Термодат 16Е6/F”, с USB разъёмом» для регулирования температуры. Предусмотрены цифровые индикаторы напряжения и тока, прибор регистрации графика термообработки.
Регулирование температурой обеспечивается тиристорными блоками с функцией ШИМ. Система обеспечивает, термообработку с необходимой сигнализацией и блокировками недопустимых (аварийных) ситуаций.
Возможные исполнения
Электропечи для прокалки флюса можно использовать под прокалку иных, схожих по плотности и сыпучести материалов например, песка.
Данные модели могут изготавливаться с максимальной температурой до 1000ºС.
В случае необходимости, возможно полностью автоматизировать процесс прокалки.
Основные технические характеристики
| Обозначение | Раб. размеры (d×h), мм. | Габ.размеры(A×B×H), мм | Мощность, кВт | Масса, кг | Масса загрузки |
|---|---|---|---|---|---|
| ЭПСФ-60/1000М | 550×1000 | 1400×3800×2800 | 15 | 1600 | 140 |
| ЭПСФ-80/1000М | 700×1200 | 1600×4380×3280 | 20 | 2200 | 200 |
| ЭПСФ-100/1000М | 900×1400 | 1900×5000×3700 | 75 | 1650 | 250 |
- «М» в обозначении указывает на механизацию загрузки.
- Габаритный размер указан без учёта механизма подачи.
- Высота высыпания материла из реторты составляет не менее 600мм.
Классификация и виды прокаливающих агрегатов
В зависимости от требований в качестве источника нагрева флюсов можно использовать электричество, газ или масло. Обычно используются три разновидности нагревательного оборудования:
- в реверберационных печах нагреваемое вещество или объект вступают в прямой контакт с горячими газами, исходящими от источника тепла, но само топливо, в рабочее пространство печи не поступает;
- в муфельных печах ни топливо, ни газы от источника тепла не вступают в прямой контакт с прокаливаемым материалом, что стабилизирует его химический состав;
- в печах шахтного типа образец вступает в непосредственный контакт с источником топлива, что может привести к некоторому загрязнению поверхности. Поэтому источник тепла помещается на отдельную решетку. Она обеспечивает доступ к прокаливаемому материалу только газа и пламени.

При подготовке расходуемых компонентов к сварке важно не только снизить содержание влаги, но и обеспечить постоянство этого показателя при хранении. Чтобы электроды не подвергались вторичному насыщению влагой, их хранят в специальных ёмкостях – термопеналах для электродов. Они поддерживают рабочие характеристики электродов на должном уровне
Они поддерживают рабочие характеристики электродов на должном уровне.

Типы печей для просушки электродов
В зависимости от сложности поставленной задачи, а также от уровня ответственности при выполнении работы, для сварочных электродов может использоваться два вида печей:
- С электронным управлением. Предусматривает наличие цифровых индикаторов времени работы и выставления температурного режима. Применяется при постройках любых несущих конструкций, трубопроводов, мостов, переездов, жилых домов.
- С механическими переключателями. Модели печей для сушки электродов оснащаются термометрами и таймерами, параметры на которых задаются вручную. Такие устройства используются тогда, когда не обязательно достигать высших показателей качества сварки.
Печь с механическим регулятором подходят для бытового использования, где не нужно соблюдать высокой точности настроек
Это интересно: Взаимосвязь деформации и напряжения при сварке — выкладываем по полочкам
Характеристики
При выборе термопеналов для электродов, следует изучить их эксплуатационные характеристики:
- максимальный вес загружаемых электродов;
- размеры устройства;
- мощность;
- температура нагрева и наличие терморегулятора;
- вес при полной загрузке;
- источники питания;
- наличие удобной ручки для транспортировки.

- ток бытовой 220В;
- промышленный трехфазный 380В;
- постоянный от сварочного аппарата;
- комбинированное подключение.
Специалисты рекомендуют комбинированный вариант подключения. Надо только выбрать сочетание переменного и постоянного токов, которые совпадают с имеющимися источниками. Например, в мастерской ток 220В переменный и постоянный, выдаваемый инвертором.










Процесс изготовления – пошаговая инструкция
Итак, мы определились с материалами и можем приступать к изготовлению электродов своими руками
1. Первым делом нам нужно измельчить мел до состояния порошка. Сделать это можно с помощью тяжелого металлического предмета, но лучше использовать блендер. Так частицы будут иметь однородную структуру и иметь мелкую фракцию.

2. Берем сталью проволоку и режем на прутья. Можно ориентироваться на заводские размеры и сделать стержни длиной 250 мм.

3. Следующим этапом обмазываем стальные прутья жидким стеклом.

4. Измельченный мел аккуратно распределяем на плоской поверхности. Обмазанным в жидком стекле стальным стержнем раскатываем по этой поверхности, равномерно распределяя частицы мела по телу стальной заготовки.

5. Ждем пока электрод подсохнет, проверяем что жидкое стекло закристаллизовалось и оправляем прокаливаться в духовку на 100 °C на полчаса.

Сварочные характеристики такого электрода будут невысокими, он будет давать много искр, трудно гореть и залипать. Но при подборе правильных режимов сварки и необходимой подготовке свариваемой поверхности можно добиться неплохих результатов. Делитесь своими приемами изготовления электродов или других сварочных материалов.
Почему нужна прокалка?
Будучи гигроскопичными, сварочные электроды должны храниться при контролируемой влажности, этим предотвращается разрушение покрытия. В условиях повышенной влажности качество сварки ухудшается:
- происходит растрескивание сварного шва;
- возбуждаются параллельные дуги;
- имеют место избыточные брызги металла сварного шва;
- увеличивается количество грата.
Прокаливание заключается в нагреве флюса (или электрода) до высоких температур при ограничении в окружающей среде кислорода или воздуха. При этом происходит термическое разложение влаги.
Основные задачи печи для прокаливания флюса состоят в том, чтобы удалить воду, которая присутствует в виде поглощенной влаги, удалить летучие компоненты, например, диоксид углерода, а остаток влаги связать в нелетучие окислы.

Сварочный аппарат для меди
Качественные сварочные аппараты для меди:
- — полуавтоматы и автоматы;
- — TIG – аппараты;
- — инверторы.
Популярные модели производит TESLA, СПЕЦЭЛЕКТРОМАШ, ЭСАБ.
 BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
Инвертор RENEGADE ES 300i ESAB сохраняет в памяти несколько параметров сварки. Автоматически устанавливает лучшие параметры пуска по настроенному току. Он легкий, но у него высокая мощность.
Инверторные аппараты позволяют сваривать медные прутки, они вырабатывают ток 60-110 ампер. Для них нужно покупать медь/угольные электроды. Компания HUNTER выпускает полупрофессиональные модели, например, ММА 257D, рассчитанные на непрерывную работу продолжительностью два часа.
TESLA известна надежными аппаратами типа ММА 265, 275, 255. У них есть функция возбуждения бесконтактной дуги. Они без проблем подключаются к обычной бытовой сети. Ими удобно сваривать медь и ее сплавы, цветные металлы.
Для сварки электродами
Импульсно-дуговая сварка медных пластин возможна вольфрамовыми электродами в аргонной среде при помощи аппарата Orion 150s или 250s. Они имеют небольшой вес, позволяют сваривать медь качественно и надежно. Инверторное сварочное устройство Ресанта САИ-220 ПН может подключаться к сети напряжением 140-220 вольт. С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
Для сварки проволокой
 Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Плавную подачу материала обеспечивает модель Shyuan MIG/MMA-290 со скоростью 2,5-13 метров в минуту. Устройство дает возможность применять кассеты 1-5 килограмм, позволяет работать с электродами.
Инверторный сварочный полуавтомат Союз САС-97ПА195 характеризуется наличием функции холостого хода 60 Вольт. Он имеет диапазон регулировки рабочего напряжения 15-23 вольта. Для него подойдет проволока 0,8-1 мм. У него небольшой вес 10 килограмм, он удобен и надежен.
Для сварки медных проводов
Сварочным аппаратом ТС-700-2 можно соединить медные жилы сечением 22 кв. мм. Он компактный, легкий, его вес всего четыре килограмма, питается от обычной сети, потребляет чуть больше 1 кВт. Его можно носить в сумке. Одного угольного электрода хватит на то чтобы произвести 700 сварок.
Медные скрутки рекомендуется сваривать, используя универсальные инверторные аппараты, например, РЕСАНТА САИ-160, QUATTRO ELEMENTI A 160 Nano 643-255, СВАРОГ ARC 160 Easy Z213 H. Немецкий прибор FUBAG IQ 160 дает возможность выставлять ток 10-160 А. Его вес почти семь килограмм, стоимость 7 тысяч рублей (на момент написания этой статьи).
СВАРОГ ARC 160 Easy Z213 H от российского производителя имеет бесступенчатый регулятор тока. Им удобно пользоваться, потому что кабель подключается посредством особых разъемов. Его вес 4 килограмма, примерная стоимость 9 тысяч рублей.
Функции аппаратов, значительно облегчающих процесс сварки, это:
— горячий старт;
— защита от залипания;
— не реагирование устройства на перепад тока;
Для дома лучше купить аппарат мощностью до 4 кВт. Силы тока 160 ампер хватит чтобы сварить металл 5 миллиметровой толщины. Основным критерием выбора является цель использования, стоимость и набор функций.










Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разработано и широко применяется несколько основных методов сварки меди. Современные технологии позволяют избежать появления горячих трещин, пор и другого вида брака. Сварка меди и ее сплавов производится при помощи аргона, инвертора, проволокой и электродами. Рассмотрев основные методы можно выбрать наиболее подходящий и избежать многих проблем.
Подводим итоги
https://youtube.com/watch?v=neMXjs3dtng
Специфика роботы плюс индивидуальные требование – это то, на что стоит обратить внимание при покупке печи или термопенала для прокаливания. Ведь не только температурные возможности и объём играют ключевую роль. Например, при частой транспортировке Вы можете так и не почувствовать всю мощь габаритной печи, так как тяжесть, неудобства при перемещении внесут свою лепту
Например, при частой транспортировке Вы можете так и не почувствовать всю мощь габаритной печи, так как тяжесть, неудобства при перемещении внесут свою лепту.
- Используете ли Вы апарат для прокалывание электродов?
- Какая модель для Вас самая удачная?
- А что бы хотели изменить?
Делитесь собственным опытом, он очень важен для начинающих сварщиков. Успехов Вам в начинаниях!
Что учесть
- Проводить дополнительную термическую обработку электродов можно до 3 раз, не более. Если в результате третьей прокалки не удается повысить работоспособность изделия, то оно отбраковывается как непригодное к дальнейшему использованию.
- Для разных типов электродов выбираются свои, оптимальные режимы просушки. Например, «Э-42Т» выдерживаются в течение 1 часа при 180 °С, а Э42А-Ф-Э55-Ф – при 400 °С от 1,5 до 2 часов. Поэтому перед термообработкой изделий необходимо уточнять особенности технологии прокалки конкретной продукции.





