

Заточка жала
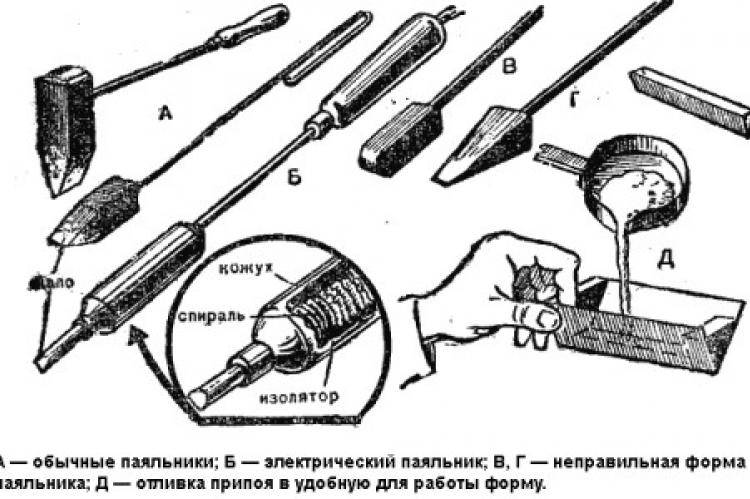
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
На что обратить внимание при покупке паяльника?
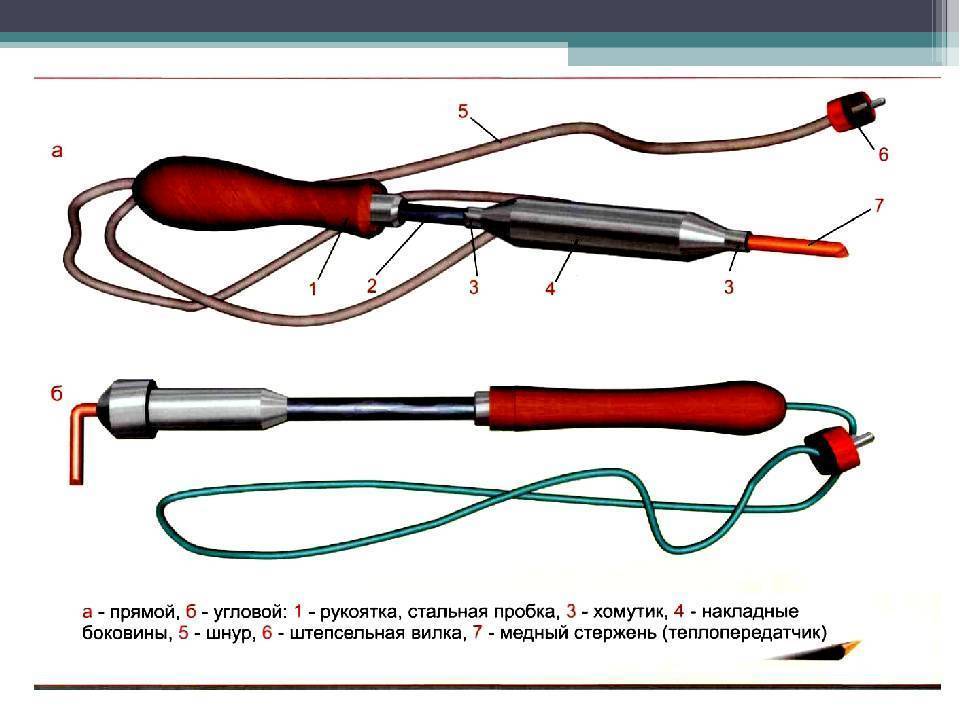
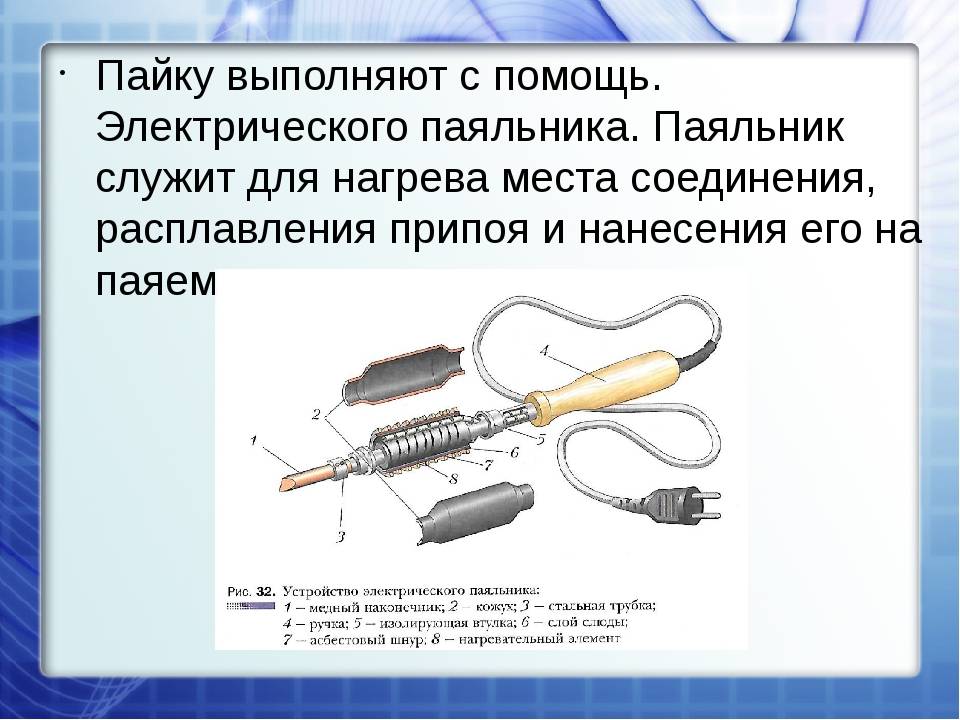
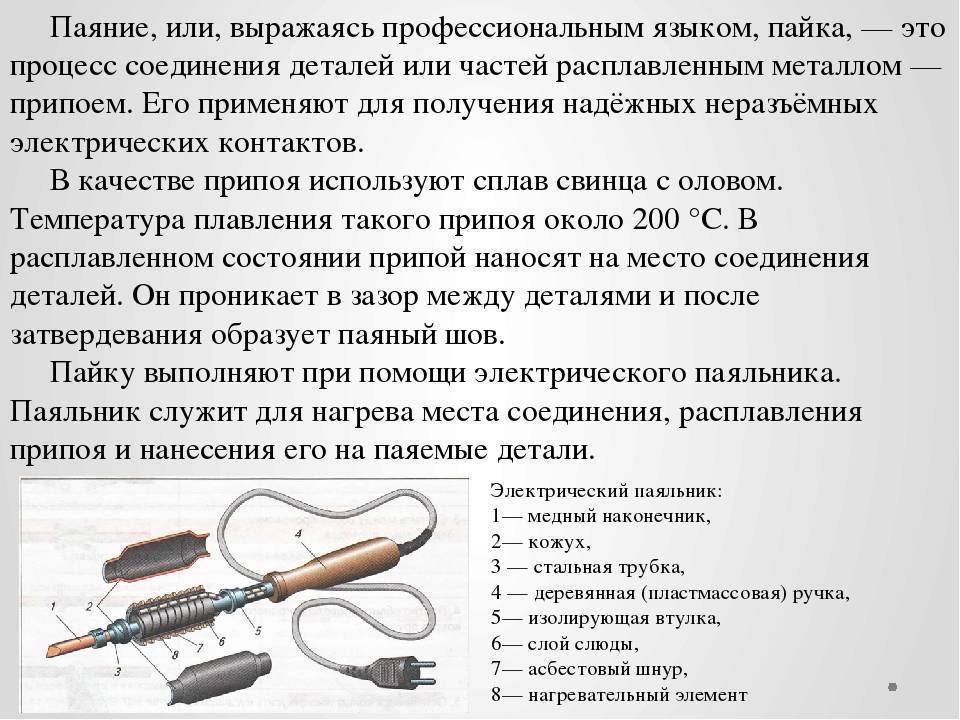
Конструкция большинства электрических паяльников идентична. Они состоят из нагревательного элемента с обмоткой трансформатора, вставленного в оболочку из изоляционного материала, и рукоятки, выполненной из древесины или пластика. Рабочий наконечник (жало) предназначен для быстрого переноса тепла от источника к спаиваемой детали. При его изготовлении используют красную медь, которая хорошо выдерживает высокие температуры.
Мощность электрического паяльника
Мощность — наиболее важная характеристика прибора, учитываемая при подборе определенной модели аппарата, так как от нее непосредственно зависит температура нагрева рабочей поверхности. Для спаивания элементов небольших микросхем мы рекомендуем приобрести паяльник, мощность которого не превышает 25 Вт. При использовании более мощного прибора можно повредить микросхему. Спаивание толстых проводов лучше осуществлять паяльником с мощностью 40 Вт.
Материал и форма наконечника
Чтобы прибор служил долго, а спаивание деталей было качественным, рабочий наконечник должен обладать высокой теплопроводностью, способностью скапливать тепло, износоустойчивостью и защитной окислительной пленкой.
Наиболее подходящим материалом для рабочих наконечников считаются медные сплавы. Однако они имеют низкую износоустойчивость и подвергаются коррозии. Стальные и никелевые сплавы довольно прочные и коррозионностойкие, но отличаются очень низкой теплопроводностью. Учитывая эти факторы, современные производители используют для изготовления наконечников различные композитные материалы.
В некоторых моделях используется медное жало, покрытое никелем. Такие наконечники служат довольно долго, но имеют низкий показатель адгезии. Это является существенным недостатком, поскольку к жалу не прилипает расплавленный припой. Медные наконечники с серебряным покрытием стоят немного дороже, но не создают мастеру подобных проблем.
В последнее время производители устанавливают на электропаяльники металлические жала с керамическим покрытием. Они отличаются высокой теплопроводностью, теплоемкостью и не подвергаются коррозии. При работе с таким инструментом нет необходимости постоянно очищать жало.
Наконечники для паяльников выпускают в форме иглы, конуса или клина. Наиболее удобной считается клиновидное жало, которое можно использовать для различных работ. Оно быстрее других нагревается и хорошо держит припой.
Температурный регулятор
Существенным преимуществом современных паяльников является наличие регулятора температуры, который удобно использовать при частых сменах режимов пайки. Они стоят дороже обычных, однако при необходимости могут заменить несколько устройств. Уменьшение температуры целесообразно при работе с тонкими проводами, которые могут поправиться. С таким аппаратам удобно работать со сложными приборами и микросхемами, предполагающими пайку деталей различной толщины.
Материал ручки
Ручка электрического паяльника изготавливается из материала, способного выдерживать высокую температуру. Наиболее подходящим для этих целей считается дерево. Паяльники с деревянными ручками достаточно легкие и не портятся при нагревании. Модели с эбонитовыми ручками очень тяжелые и доставляют неудобства при работе, а с пластиковыми — часто перегреваются.
Последовательность работы
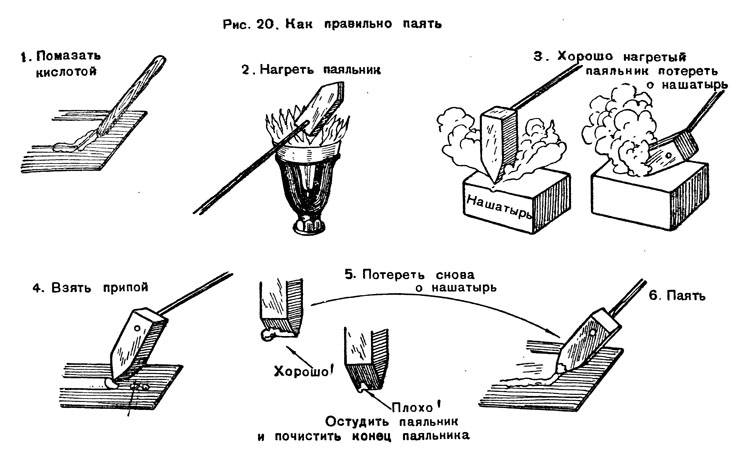
Как научиться паять правильно, станет ясно, если придерживаться пошаговой инструкции. Необходимо:
- Установить паяльник на подставку и включить в электросеть.
- Макнуть в канифоль. Это выполняется через 5-7 минут после подключения к розетке. Цель этой процедуры заключается в том, чтобы проверить температуру нагрева жала и избавиться от окалин. Паяльник считается готовым к эксплуатации, если канифоль закипает и плавится. Если же она только размягчается, то жало недостаточно разогрето. При перегреве паяльника канифоль шипит и разбрызгивается. В таком случае устройству необходимо немного остыть.
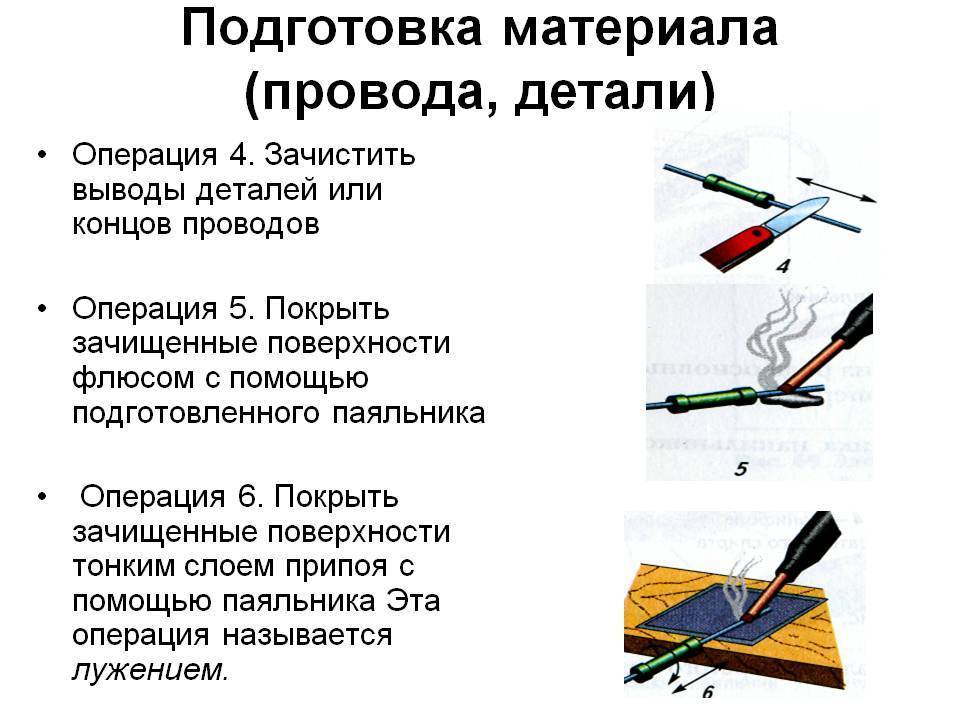
- Обработать поверхности лужением. Расплавленным припоем покрываются места соединений металлических изделий.
- Облуженные поверхности прижать друг к другу. В местах их совмещения паяльником нанести новую порцию припоя. Соединенные детали должны быть прижаты до тех пор, пока припой не остынет и не затвердеет.
Паяльник
Главный инструмент для пайки. Существует множество приспособлений, отличающихся ценой и сложностью конструкции. Самый простой контактный аппарат можно изготовить своими руками. Профессионалы используют паяльники с подачей припоя, которые увеличивают производительность процесса.
Рассмотрим основные виды инструментов.
Молотковый

Своим названием обязан специфической форме, напоминающей молоток. Классический инструмент, которым работали на заре развития технологии. Сейчас используется для соединения массивных деталей – проводов большого диаметра, труб, листового металла.
Конструкция представляет собой ручку-держатель и наконечник из меди, способный долго сохранять тепло. Раньше его нагревали на открытом огне и приступали к работе. Современные аппараты используют электричество для достижения заданных параметров.
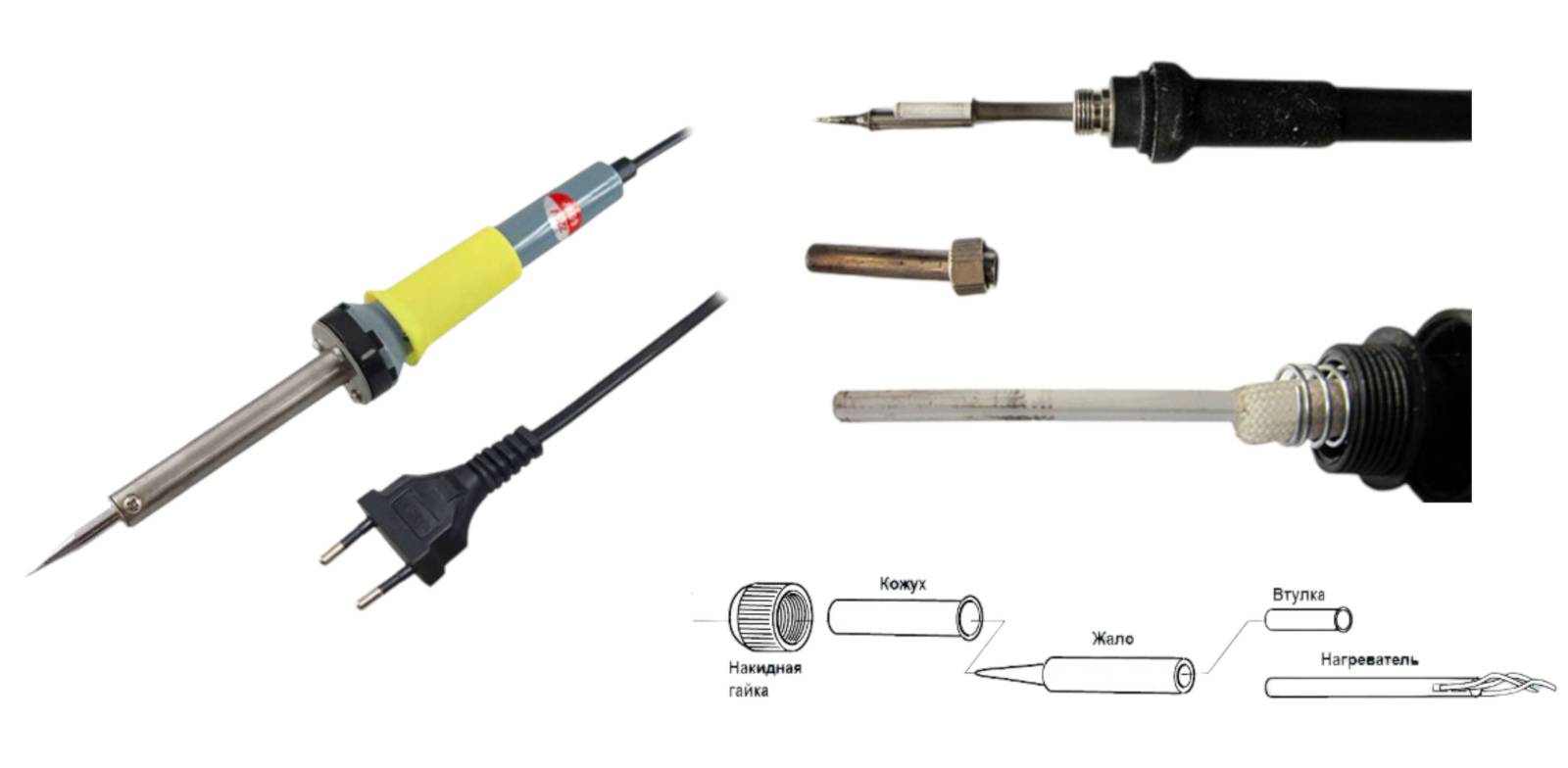
Электрический
Самая распространенная конструкция. Своей популярностью инструмент обязан простоте исполнения. Устройство состоит из трех элементов:
- корпус;
- термоэлемент;
- стержень.
Простота конструкции позволяет легко ремонтировать прибор в домашних условиях.
По мнению специалистов – это лучший прибор для изучения основ пайки. Рабочие параметры зависят от мощности термоэлемента.

Стержень или жало – контактная часть паяльника
Многофункциональные устройства оснащают функциями регулировки температуры, за счет изменения уровня напряжения. Это увеличивает круг возможностей использования.
Заслуживает внимания импульсные приборы – одна из разновидностей электропаяльников. Их стоимость выше, чем у классических моделей, однако быстрый нагрев и высокая точность работы компенсируют этот недостаток.
Для пайки заготовок, чувствительных к перегреву используют паяльники с безопасным напряжением – 12 В. Наряду с приборами, работающими от домашней сети, имеется множество беспроводных аппаратов со стационарными источниками питания.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
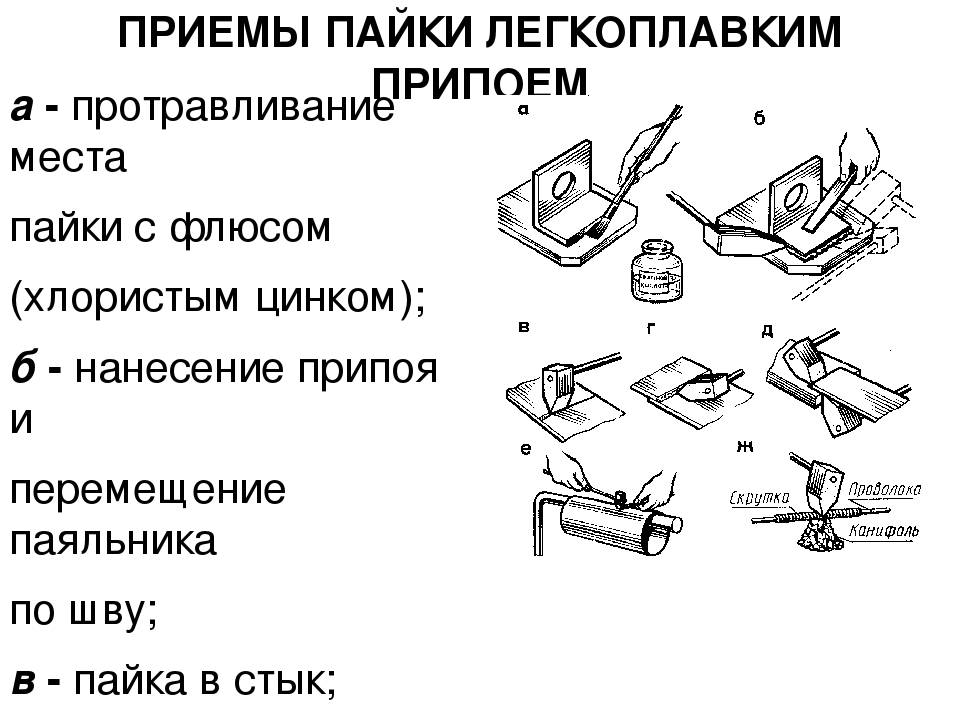
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.
Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять медные провода — все секреты процесса
Для начинающих электриков и электронщиков будет полезно узнать, как осуществляется процесс пайки проводов. Перед началом использования нового паяльника необходимо выполнить процедуру лужения жала. Для этого жало разогревается до рабочей температуры, и окунается в канифоль всей поверхностью. Далее нужно расплавить припой по всей поверхности жала, тем самым защитив его от коррозионного воздействия и ускоренного износа. Далее переходим к непосредственной процедуре пайки проводов.
Всю технологию можно разделить на три основных этапа:
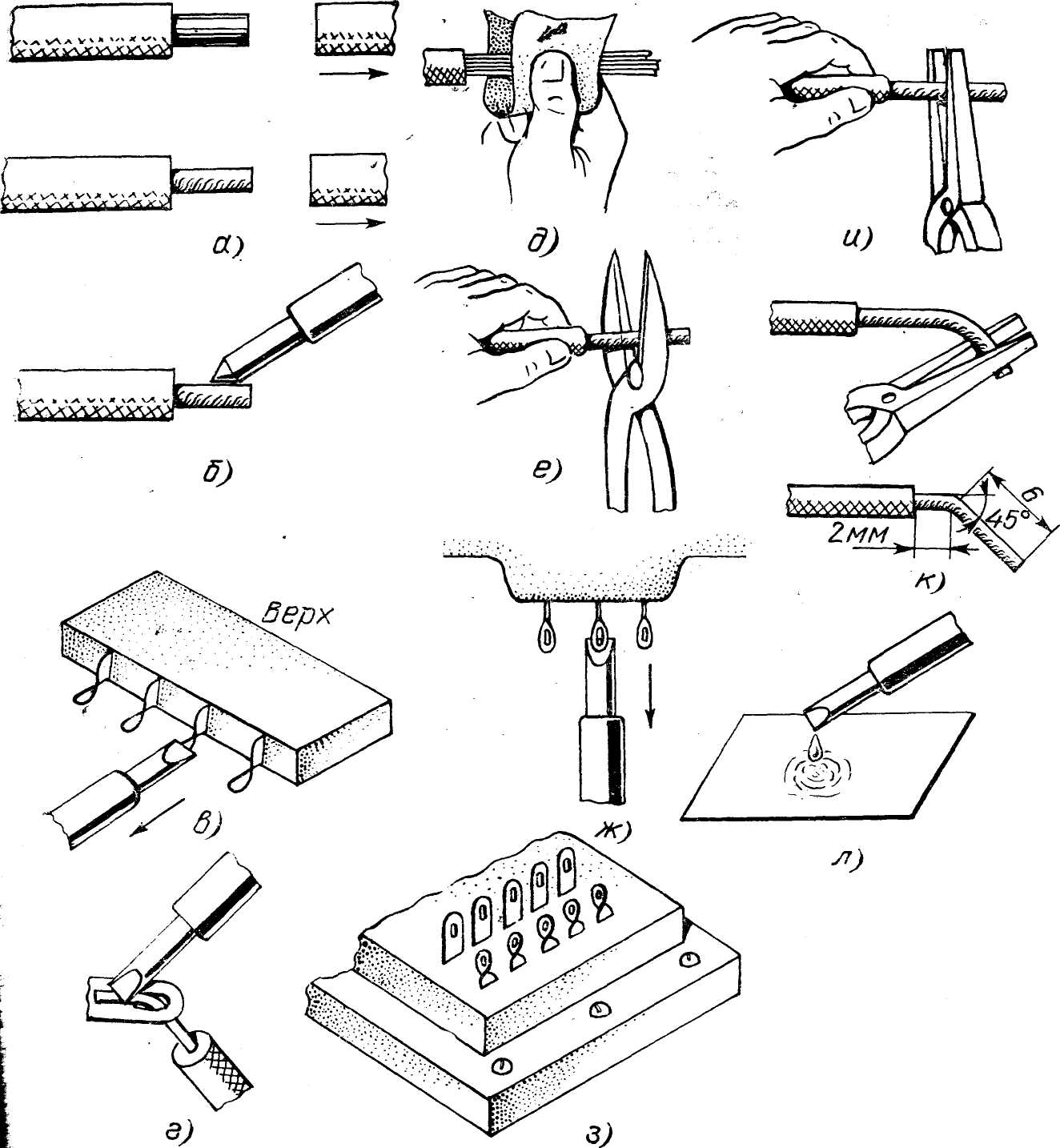
- Подготовка провода к пайке. Для этого часть жилы должна быть освобождена от изоляции. Жилу следует очистить от загрязнений, и если механическим способом это не удается, прибегают к применению канифоли или флюса. Перед тем, как обработать поверхность жилы канифолью или флюсом, ее можно отшлифовать наждачкой или напильником
- Лужение — паяльник нужно разогреть до соответствующей температуры. Если используется канифоль, тогда нужно поднести к ней зачищенную часть провода, и прогреть жилу. При этом жила погружается в расплавленную канифоль, тем самым происходит процесс ее очистки. После этого необходимо взять припой, и прогреть ее паяльником. Расплавившийся припой наносится на жилу, тем самым осуществляется процесс лужения. В итоге получаем медный провод, на поверхности жилы которого располагается тонкий слой припоя. Такой процесс проводится для того, чтобы осуществить надежное и качественное соединение медных проводов. Аналогичная процедура проводится со вторым концом провода
- Соединение — теперь необходимо соединить жилы вместе так, как они будут оставаться после спаивания. После этого к соединенным жилам наносится припой, и плавится паяльником. В итоге расплавленный припой растекается, и затвердевает, обеспечивая соединение деталей
Если соединяемые провода в последствие планируется изолировать термоусадочной трубкой, то ее нужно надеть на кабель предварительно. На этом процесс пайки проводов паяльником с канифолью и оловом завершен. Ничего трудного в этом нет, если все действия выполнять по инструкции.
Процесс пайки будет несколько отличаться, если спаиваемые провода предварительно скручиваются. В таком случае каждую жилу провода лудить не нужно, а после их скрутки, обработать канифолью или флюсом, и расплавить по всей наружной поверхности припой.





Это интересно! Если вместо канифоли применяется флюс, тогда технология пайки будет немного отличаться. Отличие заключается в том, что часть жилы окунается во флюс, после чего прогревается паяльником с добавлением припоя. Дальнейшие действия аналогичны, как описано в инструкции выше.
И теперь самое главное при обучении работать паяльником — практика. Научится с первого раза паять провода или микросхемы практически невозможно, так как для этого первоначально понадобится тренироваться. Именно в тренировке заложен успех освоения технологии пайки проводов и полупроводниковых элементов.
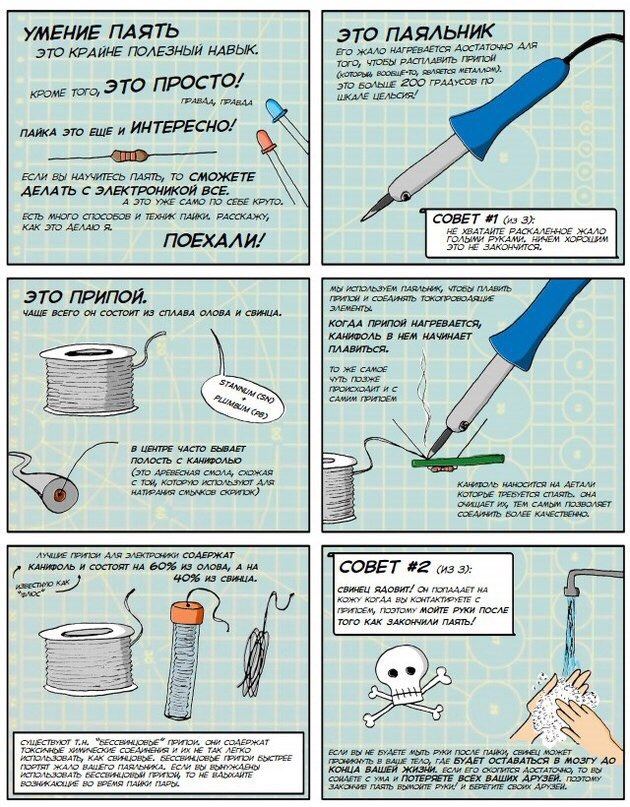
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.
 Свойства припоев
Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Техника безопасности
Как паять паяльником и не обжечься? Следует соблюдать технику безопасности. Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов:
- Освободите рабочую поверхность от посторонних предметов
- Уберите из комнаты излишне любопытных детей и животных
- Следите за шнуром – задев его ногой или рукой, есть риск ожога
- Если в комнате есть посторонние люди, предупредите их, что работаете с включенным паяльником
- Флюса – самую малость. Если использовать слишком много, он может брызнуть на руку, а в худшем случае – прямо в глаза
- Каждый раз следует брать припоя не больше, чем на
2 пайки
. Если перестараться, он может капнуть на стол, руку или еще хуже – на паяемую микросхему
Соблюдая эти простые правила, вы убережете себя от крайне неприятных последствий. Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Бытовой паяльник
Обычный бытовой паяльник может применяться для работы с электронными схемами и элементами. В комплекте с ним идёт набор жал для нагревательного элемента. По мощности они распределяются примерно так:
- Маломощные. Для спайки проводов и лужения дорожек на платах — от 40 до 80 ватт;
- Средней мощности. Для выполнения работ с элементами толщиной до 1 миллиметра — от 80 до 100 ватт;
- Паяльники высокой мощности, применяемые в работах с деталями от 2 миллиметров, толщиной — от 100 ватт.
Для домашних потребностей хватит первых двух, они справятся с большинством повседневных задач. Если же требуется выполнение более специфических работ таких как пайка микросхем, мелких SMD-компонентов или сложных чипов, лучше приобрести паяльную станцию, в комплект которой входит как паяльник, так и фен. Станции такого типа обладают настраиваемой температурой нагрева. Если же требуется проводить очень специфические работы такие как замена микросхем и мостов материнских плат, лучше воспользоваться инфракрасной паяной станцией. Такие аппараты не имеют практических применений для повседневного использования и являются уделом узкого круга задач для профессиональных нужд.
Требования к паяльникам для пайки радиодеталей
Чтобы подобрать качественный паяльник для конкретных целей, требуется учитывать все особенности выбранного направления. Работа с микросхемами несколько отличается от пайки труб, проводов и различных контактов. Все это отображается на инструменте, который требуется для выполнения данной процедуры.
Рассматривая варианты, какой паяльник выбрать для пайки радиодеталей для начинающих, стоит обратить внимание на такие требования:
Форма жала. При работе с деталями радиотехники и электроники нужно, чтобы у паяльника было коническое жало. Такая форма лучше всего подходит для работы с мелкими контактами. Благодаря данному подходу, мастеру намного легче выпаивать микросхемы и впаивать их на нужное место, что является основными операциями с использованием этого инструмента.
Материал жала. Лучше всего подбирать керамические модели, так как они помогают защитить чувствительные изделия от статического напряжения. Медные разновидности также используются и являются вполне практичными, но с ними приходится работать более аккуратно. Керамические жала легче чистить и они быстрее подготавливаются к работе.
Регулятор мощности
Рассматривая, какой паяльник лучше выбрать, стоит обратить внимание на современные модели с регулятором мощности. Это позволяет подобрать нужные характеристики инструмента для конкретного вида работы
Благодаря этому, можно одним паяльником выполнять множество видов процедур.
Компактность размеров. Небольшими моделями намного проще управлять при работе с микросхемами. Толстые жала, даже если они имеют нужную форму, не позволят вести тонкую работу. Соответственно, небольшая легкая модель с тонким наконечником будет отличным вариантом выбора.
Наличие дополнительных кнопок. Кнопки для повышения температуры пайки, которые встречаются на импульсных моделях, а также в других разновидностях. Они помогают экономить энергию при работе.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
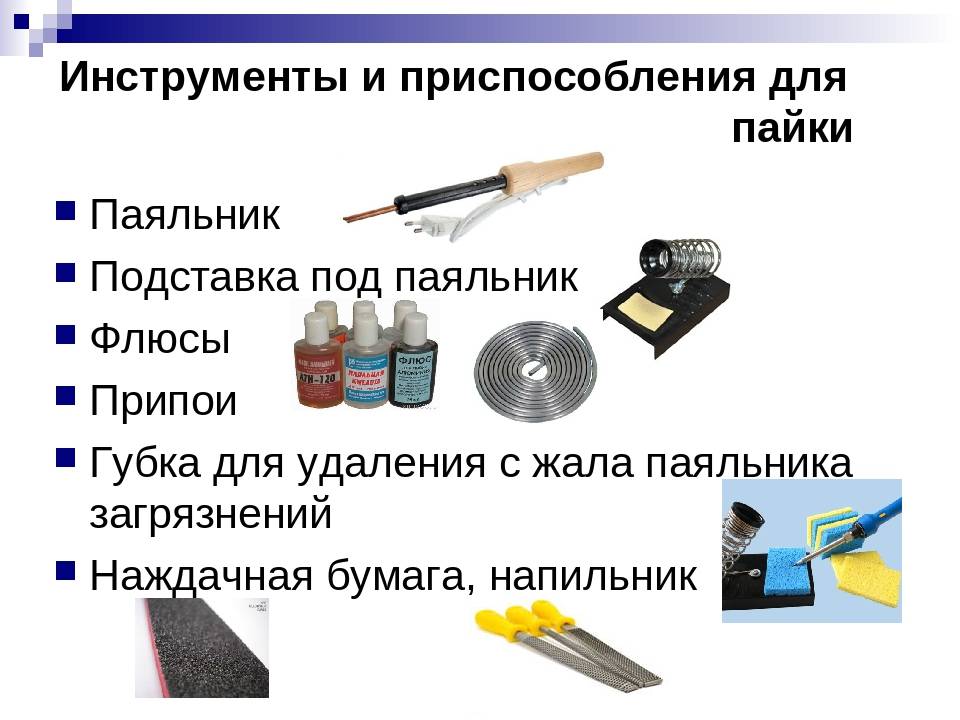
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Особенности пайки электрических проводов с одной жилой
Процесс спаивания своими руками
Этот процесс требует немного усидчивости, ведь паяние — мелкая работа, на которой нужно сосредоточить все свои навыки, чтобы сделать именно так, как необходимо. А теперь о том, как правильно паять паяльником с кислотой:
- Для начала следует нанести пару капель на идеально вычищенные поверхности материалов. Лучше всего использовать бутылочку с «носиком», из которой кислота будет выделяться капельно. Если такой бутылочки под рукой не найдется, ее можно заменить на любой пузырек от капель для носа. Для того чтобы припой лежал равномерно, кислота должна покрыть всю поверхность металла однородно. Процесс плавления жалом паяльника припоя и последующее его нанесение именуется лужением.
- После использования необходимого количества кислоты необходимо аккуратно удалить ненужные остатки с поверхности, иначе она начнет вступать в реакцию с окружающим ее кислородом и давать реакции в виде ржавчины.
- После завершения работы необходимо протереть жало паяльника.
Виды кислот:
- Наряду с хлористым цинком также может применяться и ортофосфорная кислота. Ортофосфорный флюс может применяться для предотвращения ржавчины на металлах и используется для спайки чугуна, железа и никеля.
- Соляная. Такой флюс может состоять как из раствора кислоты, так и из ее концентрата.
- Серная. Вещество сильнодействующее. На вид напоминает масло.
В целом нет особой разницы, какой флюс выбирать, единственное различие в опасности работы с ними. Однако стоит придерживаться некоторых правил. Область применения определяется интенсивностью раствора, но его можно разбавить вручную, если есть чем.







В целом, следует обращать внимание на вид продукта. Если на дне сосуда, содержащего флюс, имеется осадок, то такой продукт лучше не использовать
Также важно обращать внимание на срок годности
Каждая кислота имеет определенный срок хранения и использования
Также важно обращать внимание на срок годности. Каждая кислота имеет определенный срок хранения и использования
Важно понимать, что «про запас» такие вещи брать не стоит, ведь одной баночки флюса может хватить на несколько месяцев, даже при интенсивном ее использовании
Originally posted 2018-04-18 12:16:03.
Паяльник всему голова
Начнем с главного инструмента — паяльника. Он нужен, чтобы нагревать припой до температуры плавления, если компоненты медные (а контакты электронных компонентов, как правило, делаются именно из меди) — обычно от 100 до 400 градусов. Паяльники бывают разные, начиная от старых советских, без единой кнопки управления (воткнул в розетку и ждешь, пока нагреется), и заканчивая навороченными паяльными станциями с экранами и тумблерами, где есть еще и паяльный фен. Давай рассмотрим виды паяльников подробнее.
Паяльник с нихромовым нагревателем
В старом советском паяльнике находится нагреватель из нихромовой проволоки, через который пропускается ток. Проволока намотана на не проводящий ток корпус, внутрь которого вставлено жало. В продвинутых версиях такого паяльника есть регулировка температуры, что существенно облегчает работу с припоями из металлов с разной температурой плавления, о которых поговорим чуть позже.
 Паяльник с нихромовым нагревателем
Паяльник с нихромовым нагревателем
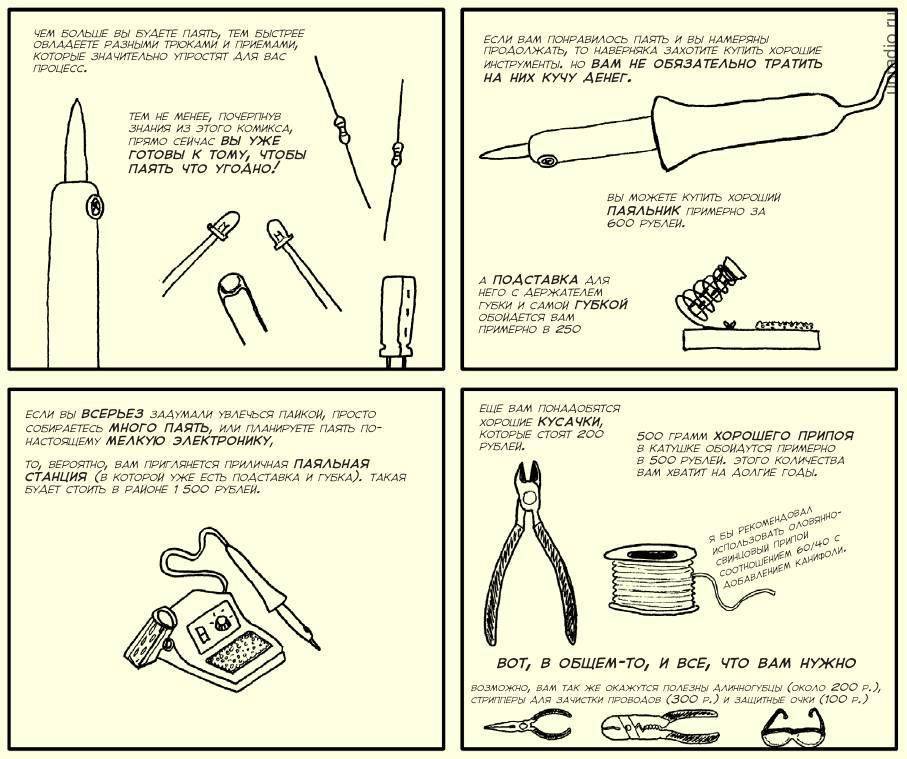
Стоят такие паяльники дешево, прибора за 500 рублей и мощностью 20 Вт вполне хватит для нечастых и небольших работ (правда, толстые провода паять таким паяльником будет нелегко). Подобные паяльники прочны и неприхотливы, но они долго нагреваются, и высокой производительности от них ждать не стоит.
Паяльник с керамическим нагревателем
Внутри такого паяльника находится керамический стержень, который нагревается, когда к его контактам проводят напряжение. Такие паяльники нагреваются гораздо быстрее, при должном уходе они долговечнее и обладают более широким диапазоном для регулировки температуры и мощности.
 Паяльник с керамическим нагревателем
Паяльник с керамическим нагревателем
Есть у такого паяльника и минусы — керамический нагреватель не приспособлен к физическим воздействиям, а жала для такого паяльника нужны будут «родные». Про жала поговорим позже, а сейчас перейдем к следующему виду паяльников — индукционному.
Индукционный паяльник
Внутри него находится катушка индуктора. У наконечника такого паяльника есть ферромагнитное покрытие, в нем катушка создает магнитное поле с наведенными токами, от чего сердечник разогревается.
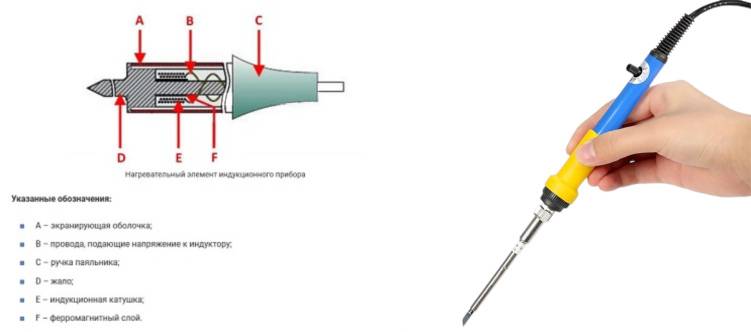 Индукционный паяльник и его устройство
Индукционный паяльник и его устройство
При достижении определенной температуры (точки Кюри) ферромагнитное покрытие теряет свои магнитные свойства и сердечник перестает нагреваться. Как только температура снижается, ферромагнитные свойства восстанавливаются и сердечник снова начинает нагреваться. В таком паяльнике температура жала поддерживается автоматически без использования термодатчика и управляющей электроники. Но из его принципа работы выходит главный минус: для достижения разных температур нужны разные жала.
Газовый паяльник
Главное достоинство газового паяльника — его автономность. В таком паяльнике тепло появляется за счет сгорания газа (заправляют из обычного газового баллончика). Тонкую струйку огня создает специальная насадка, без которой газовый паяльник превращается в горелку.
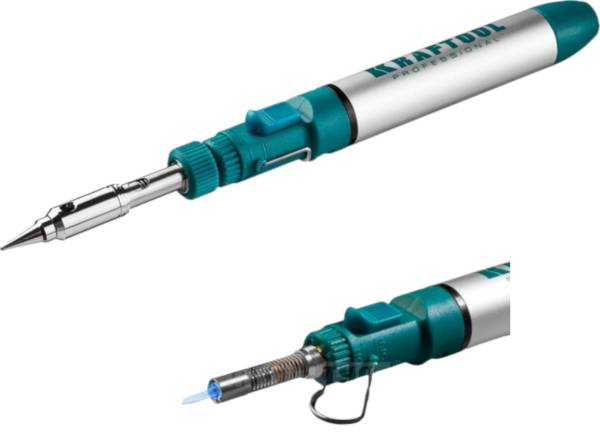 Газовый паяльник
Газовый паяльник
Термовоздушная паяльная станция
Такой тип паяльников подает направленный поток горячего воздуха с регулируемой температурой от 100 до 500 градусов.
 Термовоздушная паяльная станция
Термовоздушная паяльная станция
В паяльных станциях обычно есть паяльник с керамическим нагревателем. Лично мой выбор — именно такая станция. Паяльный фен (так называют термовоздушный паяльник) очень полезен в быту. Например, распаивать микросхемы (если нам надо отделить спаянные элементы) гораздо удобнее широким потоком горячего воздуха, чем тонким жалом обычного паяльника.



Станции хорошего качества стоят в несколько раз дороже обычных паяльников, но, если ты паяешь часто, так же как и я, проще потратиться на нее и не корячиться с простым паяльником.
Использование припоя
Успешная пайка возможна при умелом подборе необходимого припоя – сплава олова и свинца. Самым распространенным считается припой марки ПОС-40 и ПОС-60. Они характеризуются низкой температурой плавления (183 градуса) и применяются в большинстве паечных работ для соединения стальных элементов. Этот стандартный припой имеет форму проволоки с диаметром 2,5 мм, что очень удобно для работы с микросхемами.
Для пайки частей из алюминия желательно приобрести специальный алюминиевый припой
Во время работы важно помнить, что, нагреваясь, оловянно-свинцовые соединения выделяют газы, которые очень вредны для человека. Поэтому работу с ними рекомендуется выполнять в хорошо проветриваемом помещении с использованием специальных респираторов, перчаток и защитных очков
Необходимость в паяльной станции (стоимость комплекта)
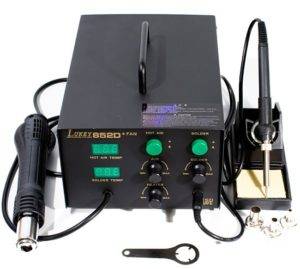 Нередко для пайки микросхем предлагается воспользоваться так называемыми паяльными станциями, которые содержат в своём составе полный комплект всех необходимых инструментов и приспособлений. В него могут входить:
Нередко для пайки микросхем предлагается воспользоваться так называемыми паяльными станциями, которые содержат в своём составе полный комплект всех необходимых инструментов и приспособлений. В него могут входить:
- модуль управления температурой жала;
- термический фен;
- специальная подставка и средства очистки жала, а также все необходимые расходные материалы.
В этом случае также как и с жалом следует исходить из того, как часто приходится работать с микроэлементами и принимать определённое решение с учётом этого обстоятельства.
Самые простые и дешевые модели стоят не более 300 рублей, но с их помощью обеспечить качественную пайку вряд ли удастся. Но и дорогие полупрофессиональные модели за 6-7 тысяч рублей также не имеет смысла покупать ради нескольких часов работы.

Оптимально подойдут паяльники среднего ценового диапазона (порядка 1-2 тысячи рублей), обеспечивающие все необходимые функции, востребованные при работе с микросхемами.
Отличия от обычного паяльного инструмента
Паяльник для микросхем в корне отличается от других приспособлений, предназначенных для пайки толстых проводов и массивных деталей, в частности
При работе с чипами и подобными им электронными компонентами основное внимание уделяется рассеиваемой ими мощности, которая не может превышать определённое предельное значение
Ещё одна проблема, нередко возникающая при работе с микросхемами (в особенности, с К-МОП структурами) – это угроза их повреждения статическим электричеством.
Таким образом, при рассмотрении отличий следует исходить из этих двух факторов и выбирать такой паяльный инструмент, который бы удовлетворял следующим требованиям:
- для пайки электронных компонентов следует выбирать паяльник соответствующей мощности (не более 12 Ватт);
- выбранное изделие должно быть оборудовано заземляющей шиной, фиксируемой на корпусе нагревателя (желательно, чтобы она была совмещена со специальным браслетом, надеваемым на руку оператора);
- для удобства работы в труднодоступных местах паяльник должен иметь по возможности небольшие габариты.
На все паяльные приспособления, предназначенные для работы с микросхемами, распространяются определённые стандарты, знакомство с которыми позволит оператору уберечь микросхемы от перегрева.





